УТВЕРЖДАЮЗаместитель руководителя организации п/я Г-4668 _________ В.А. Резниченко «21» декабря 1979 г. |
ОТРАСЛЕВОЙ СТАНДАРТ
|
ОСТ 26-07-2020-79 Вводится впервые |
Письмом организации п/я А-7326 от «11» декабря 1979 г. № 11-10-4/2271.
(Измененная редакция, Изм. № 3).
Несоблюдение стандарта преследуется по закону.
Настоящий стандарт распространяется на трубопроводную арматуру Ду от 6 до 1400 мм при температуре рабочей среды до 873 °К (600 °С) и условном давлении до 20 МПа (200 кгс/см2) и устанавливает конструкцию, размеры и материал узла трения шток-втулка направляющая.
Под узлом трения шток-втулка следует понимать сопряжение цилиндрических деталей, одна из которых является штоком, связанным с приводным механизмом и запорным устройством, а вторая - втулкой, обеспечивающей направление движения штока.
Стандарт не распространяется на детали, применяемые в сальниковых узлах.
Стандарт применять для вновь разрабатываемой и модернизируемой трубопроводной арматуры и приводных устройств к ней.
1. КОНСТРУКЦИЯ И РАЗМЕРЫ.
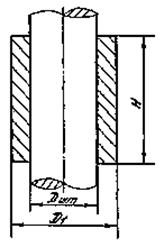
1.1. Конструкция и размеры узла трения шток-втулка должны соответствовать указанным на черт. 1 и табл. 1.
мм
|
8 |
12 |
14 |
16 |
18 |
20 |
22 |
24 |
25 |
26 |
28 |
30 |
|
|
32 |
36 |
40 |
44 |
50 |
55 |
60 |
70 |
80 |
90 |
100 |
120 |
1.2. Для Дшт £ 50 мм наружный диаметр втулки Д1 устанавливается на основании силового расчета.
1.3. Для Дшт > 50 мм наружный диаметр втулки Д1 принимается Дшт ¸ 20 мм.
1.4. Допускается, в технически обоснованных случаях для Дшт > 50 мм наружный диаметр втулки Д1 устанавливать по пункту 1.2.
1.5. Высота втулки Н - принимается в соответствии с чертежами, утвержденными в установленном порядке.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ.
2.1. Узел трения шток-втулка должен изготавливаться в соответствии с требованиями настоящего стандарта по чертежам, утвержденным в установленном порядке.
2.2. Допускается, в технически обоснованных случаях, изготавливать втулку с проточкой по внутренней поверхности или с буртом на наружной поверхности с длиной сопряжения трущихся поверхностей не менее 1,5 - 2 Дшт.
2.3. В случае изготовления узла трения шток-втулка с применением наплавочных материалов, наплавку производить в соответствии с ОСТ 5.9937-84.
(Измененная редакция, Изм. № 2).
2.4. Выбор материалов для узла трения шток-втулка следует производить в соответствии с табл. 2.
2.5. Допускается изготовление пар трения из других материалов по технической документации, утвержденной в установленном порядке.
2.6. Для узла трения, находящегося в рабочей среде, смазку не применять.
2.7. Для узла трения, работающего в условиях окружающей среды, (температура окружающего воздуха - от минус 60 до плюс 55 °С с относительной влажностью до 100 °С % при температуре 35 °С с примесью паров рабочих продуктов в пределах санитарной нормы) применять антифрикционные смазки по ОСТ 26-07-1205-75.
2.8. Предельные отклонения формы и расположения обработанных поверхностей должны ограничиваться полем допуска по ОСТ 26-2052-78.
2.9. Допускаемые отклонения диаметра штока в зоне контакта с втулкой - не ниже В12, втулки - не ниже Н12 ОСТ 26-2052-78.
|
Твердость материала штока |
Материал втулки |
Твердость материала втулки |
Температура в узле трения, Т °С |
|
|
14Х17Н2 |
НRс 20 ¸ 29 |
ЛС 59-1 |
НВ 75 ¸ 95 |
от -70 до +50 |
|
БрАЖМц10-3-1,5 |
НВ 170 ¸ 190 |
ЛЖМц 59-1-1 |
НВ 80 ¸ 90 |
от -253 до +50 |
|
14Х17Н2 |
НRс 20 ¸ 29 |
БрАЖМц10-3-1,5 |
НВ 170 ¸ 190 |
от -70 до +200 |
|
20Х13 |
НRс 27 ¸ 35 |
БрАЖМц10-3-1,5 |
НВ 170 ¸ 190 |
от -40 до +200 |
|
12X18Н10Т |
НВ 121 ¸ 179 |
Х32Н8 |
НRс 30 ¸ 36 |
от -40 до +250 |
|
ЦН-6Л |
НRс 28 ¸ 37 |
20X13 |
НВ 240 ¸ 300 |
от -40 до +300 |
|
14X17Н2 |
НRс 20 ¸ 29 |
БрАЖН10-4-4 |
НВ 200 ¸ 240 |
от -70 до +325 |
|
БрАЖН10-4-4 |
НВ 200 ¸ 240 |
БрАЖН10-4-4 |
НВ 200 ¸ 240 |
от -196 до +325 |
|
12Х18Н10Т |
НВ 121 ¸ 179 |
БрАЖН10-4-4 |
НВ 200 ¸ 240 |
от -200 до +325 |
|
14Х17Н2 |
НRс 20 ¸ 29 |
2Х17Н2Б-Ш |
НRс не более 43 |
от -70 до +350 |
|
ЧН17Д3Х2 |
НВ 120 ¸ 170 |
ЧН17Д3Х2 |
НВ 120 ¸ 170 |
от -200 до +350 |
|
08Х18Н10Т |
НВ 121 ¸ 179 |
2Х17Н2Б-Ш |
НRс не менее 29 |
от -253 до +350 |
|
ЧН5Г8 |
НВ 160 ¸ 230 |
38ХН3МФА |
НRс 33 ¸ 41 |
от -40 до +400 |
|
ЧН15Д7Х2 |
НВ 120 ¸ 197 |
38ХН3МФА |
НRс 33 ¸ 41 |
от -50 до +400 |
|
ЧН15Д3ХШ |
НВ 120 ¸255 |
38ХН3МФА |
НRс 33 ¸ 41 |
|
|
ХН35ВТ-ВД |
НВ 207 ¸ 269 |
АСЧ-1 |
HB 180 ¸ 262 |
от -15 до +600 |
|
12Н18Н9Т |
НВ 121 ¸179 |
12Х18Н9Т |
НВ 121 ¸ 179 |
от -70 до +600 |
|
ЦН-2 наплавка |
НRс не менее 40 |
ЦН-2 наплавка |
НRс не менее 40 |
от -100 до +600 |
|
ХН35ВТ |
НВ 207 ¸ 269 |
ЦН-2 наплавка |
НRс не менее 40 |
|
|
ЧН17Д3Х2 |
НВ 120 ¸ 170 |
35ХМ |
НВ 320 ¸ 370 |
от -200 до +600 |
|
ЧН19Х3Ш |
НВ 120 ¸ 255 |
35ХМ |
НВ 320 ¸ 370 |
|
|
08118Н9Т |
НВ 121 ¸ 179 |
08X18Н9Т |
НВ 121 ¸ 179 |
от -253 до +600 |
|
ЦН-12М-67 наплавка |
НRс 38 ¸ 50 |
ЦН-12М-67 наплавка |
HRс 38 ¸ 50 |
от -50 до +600 |
|
ЦН-6 наплавка |
НRс 28 ¸ 37 |
ЦН-6 наплавка |
НRс 28 ¸ 37 |
от -100 до +600 |
2.10. Шероховатость цилиндрических сопрягаемых поверхностей - не более Ra 1,6 мкм.
2.11. Максимально допустимая скорость в узле трения - 0,4 м/сек.
2.12. Термическая обработка деталей из высоколегированных сталей, коррозионностойких и жаропрочных сплавов - по ОСТ 26-07-1237-75, из углеродистых сталей, цветных сплавов и чугунов - по технической документации, утвержденной в установленном порядке.
2.13. Допускается применение материалов с химикотермическим покрытием - сульфоцианирование и карбонитрирование в соответствии с требованиями ОСТ 26-07-1232-75.
(Введен дополнительно, Изм. № 1).
Руководитель предприятия
п/я Г-4745 С.И. Косых
Главный инженер М.Г. Сарайлов
Заместитель главного
инженера к.т.н. О.Н. Шпаков
Заместитель главного
инженера п/я А-7899 Ю.И. Тарасьев
Заведующий отделом 161 М.И. Власов
Исполняющий обязанности
заведующего отделом 156 А.И. Земзеров
Руководитель темы Е.П. Сулейманова
Исполнитель-
инженер Т.Г. Мерденова
|
Старший представитель заказчика № 1580 __________ В.Ф. Ржевский «29» XI 1979 г. |
Заместитель руководителя организации п/я А-3398 _____________ А.А. Зак «10» декабря 1979 г. Руководитель организации п/я А-7326 _______ А.М. Васильев «20» декабря 1979 г. |
ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Номер пункта |
|
|
ОСТ 5.9937-84 |
|
|
ОСТ 26-07-1237-75 |
|
|
ОСТ 26-2052-78 |
СОДЕРЖАНИЕ