ОТКРЫТОЕ АКЦИОНЕРНОЕ ОБЩЕСТВО
ПРОЕКТНО-КОНСТРУКТОРСКИЙ
И ТЕХНОЛОГИЧЕСКИЙ
ИНСТИТУТ ПРОМЫШЛЕННОГО СТРОИТЕЛЬСТВА
ОАО ПКТИпромстрой

Главмоспромстрой при Мосгорисполкоме
трест мосоргпромстрой
ОПЕРАЦИОННО-ТЕХНОЛОГИЧЕСКАЯ
КАРТА
НА УСТРОЙСТВО СТЫКА КОЛОНН С ПЛОСКИМИ
СТАЛЬНЫМИ ТОРЦАМИ ПО ТК 1-2
Заместитель управляющего
трестом Б. Белкин
Начальник отдела № 9 А. Кочетков
Главный специалист Ю. Алексапольский
Москва - 1986
АННОТАЦИЯ
Операционно-технологическая карта является составной частью ППР и служит технологическим документом при производстве работ по заделке стыков колонн с плоскими стальными торцами методом инъектрования.
В карте приведена технология производства работ, организация рабочего места и приемы труда, представлен перечень машин, оборудования, механизмов и приспособлений, представлены разделы по технике безопасности и качеству работ.
Работа выполнена отделом совершенствования технологии строительства. Начальник отдела Кочетков А.Н., гл. специалист Алексапольский Ю.И., ответственный исполнитель ст. инженер Андреев И.В., ст. инженеры Быстрова А.П., Ивашкина В.И.
Технологическая карта не заменяет ППР. (см. СНиП 3.01.01-85*)
1. ОБЛАСТЬ ПРИМЕНЕНИЯ
1.1. Операционно-технологическая карта на устройство стыка колонн с плоскими стальными торцами разработана по материалам Территориального каталога сборных железобетонных конструкций зданий и сооружений для промышленного и жилищно-гражданского строительства в г. Москве ТК 1-2 и альбому ДС-27-1-83 «Основные несущие конструкции зданий с легким каркасом. Узлы».
1.2. Все работы по заделке стыков должны выполняться по проекту производства работ и в соответствии с требованиями СНиП III-16-80 «Бетонные и железобетонные конструкции сборные. Правила производства и приемки работ», СНиП III-4-80 «Техника безопасности в строительстве», «Типовых правил пожарной безопасности для промышленных предприятий», утвержденных ГУПО МВД СССР 21.08.75 г., «Правил технической эксплуатации электроустановок потребителей и правил техники безопасности при эксплуатации электроустановок потребителей», утвержденных Госэнергонадзором 12.04.69 г., а также в соответствии с настоящей операционно-технологической картой.
1.3. Сечение колонн принято 400´400 мм согласно альбому ДС 27-1-83. Стык колонн с плоскими стальными торцами показан на рис. 1.
1.4. Замоноличивание стыков колонн с плоскими стальными торцами выполняется с помощью пресс-опалубки и ручного растворонасоса СО-16А.

Рис. 1. Стык колонн с плоскими стальными торцами
2. ТЕХНОЛОГИЯ ПРОИЗВОДСТВА РАБОТ, ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА И ПРИЕМЫ ТРУДА
2.1. Работы по устройству стыков колонн с плоскими стальными торцами следует осуществлять захватками, назначаемыми проектом производства работ на конкретный объект.
2.2. Перед началом работ по устройству стыка колонн должны быть выполнены следующие виды работ:
- подведены вода и электроэнергия;
- установлены в проектное положение колонны (в соответствии с Операционно-технологической картой на монтаж конструкций номенклатуры ТК 1-2, том I, разработанной трестом Мосоргпромстрой в 1983 году);
- доставлено в зону производства работ по инъектированию стыков оборудование, инструмент, материалы;
- рабочие должны быть обучены правилам производства работ.
2.3. Стыки колонн с плоскими торцами из металла заделываются методом инъектирования цементного раствора в полость стыка.
2.4. Для заделки стыков колонн с плоскими стальными торцами методом инъектирования предназначена пресс-опалубка, разработанная трестом Мосоргпромстрой (рис. 2), для совместной работы с ручным растворонасосом СО-16А (рис. 3), которые обеспечивают заполнение полости стыка раствором.
2.5. Для инъектирования стыков колонн рекомендуется применять раствор состава Ц:П = 1:0,45 (по массе) с В/ц = 0,45, портландцемент марки не ниже 400.
2.6. Перед началом работ по инъектированию стыков следует в лабораторных условиях сделать пробные замесы из тех составляющих, которые будут использованы на производстве, и провести испытание раствора с определением вязкости, водоотделения и прочности (в соответствии с требованиями «Рекомендаций по изготовлению и монтажу железобетонных колонн с высокопрочной арматурой». Москва, 1981 г.), с последующей корректировкой (при необходимости) состава раствора. Такие испытания необходимо производить при изменении качестве используемых составляющих цементно-песчаной смеси.
По данным НИИМосстроя для инъектирования в полость стыка может быть использована водоцементная смесь (цементное тесто) состава от В/Ц = 1:1,5 до В/Ц = 1:2 (по объему), портландцемент М400.

Рис. 2. Пресс-опалубка для инъектирования стыков колонн
1 - полухомут
2 - пробка
3 - штуцер в сборе
4 - уплотнение
5 - хомут
6 - леса капрон, Æ = 0,8 мм, L = 120 мм;
7 - кольцо
8 - болт М6´30
9 - гайка М6
10 - гайка-барашек М10

Рис. 3. Растворонасос СО-16А (ручной)
1 - шаровой клапан; 2
- насосная камера; 3 - воздушный клапан; 4 - пальцы рукоятки;
5 - крышка с диафрагменным устройством; 6 - подставка (сварная тренога).
2.7. Раствор готовят в следующей последовательности: просеянный песок (крупностью до 1 мм) и цемент в заданных количествах предварительно перемешивают; в емкость заливают необходимое количество воды, а затем засыпают смесь цемента с песком и перемешивают в течение 5 минут пневмодрелью ИП-1024.
2.8. Раствор для инъектирования следует готовить небольшими замесами из расчета использования его в течение не более 30 минут, принимая во внимание, что для одного стыка колонн сечением 400´400 мм при центрующей прокладке толщиной 3 мм требуется примерно 0,7 л раствора.
2.9. Пресс-опалубка состоит из двух угольников, соединенных между собой откидными болтами с гайками-барашками. В каждом угольнике имеется по два патрубка с пробками. Подача раствора осуществляется через любой из патрубков при помощи штуцера, соединенного со шлангом растворонасоса и закрепленного на шланге хомутом.
2.10. Перед инъектированием стык очищают, продувая его сжатым воздухом.
2.11. Работы по замоноличиванию стыка производятся в следующей последовательности:
- угольники пресс-опалубки приставляются к боковой поверхности стыка колонн так, чтобы ось стыка делила поверхность пресс-опалубки пополам;
- откидные болты заводятся в пазы угольников и затягиваются гайками-барашками так, чтобы обеспечить неподвижность опалубки на колонне;
- штуцер соединяется с одним из патрубков. Остальные патрубки при этом должны быть открыты;
- затем надевают шланг насоса на штуцер и производят непрерывное нагнетание раствора в стык до тех пор, пока раствор не будет выходить из отверстий патрубков;
- при появлении потеков раствора из открытых патрубков они закрываются пробками по мере из заполнения;
- после того, как закрыты все пробки патрубков пресс-опалубки, производят уплотнение смеси максимальным давлением равным 6 кгс/см2.
После кратковременной выдержки (2 - 3 мин) производится снятие давления, снятие опалубки и зачистка наплывов раствора на входах из патрубков.
2.12. После окончания работы остатки раствора удаляют из насоса и промывают водой.
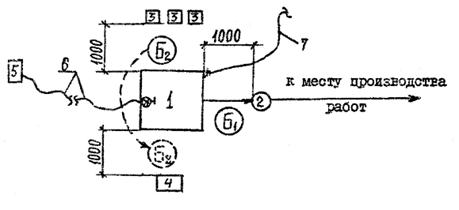
![]() направление
производственного процесса
направление
производственного процесса
1. Колонны с замоноличенныими стыками
2. Пресс-опалубка
3. Растворонасос СО-16А (ручной)
4. Растворопровод
5. Емкость с приготовленным раствором
6. Шланг подачи воды
Рис. 4. Технологическая схема производства работ
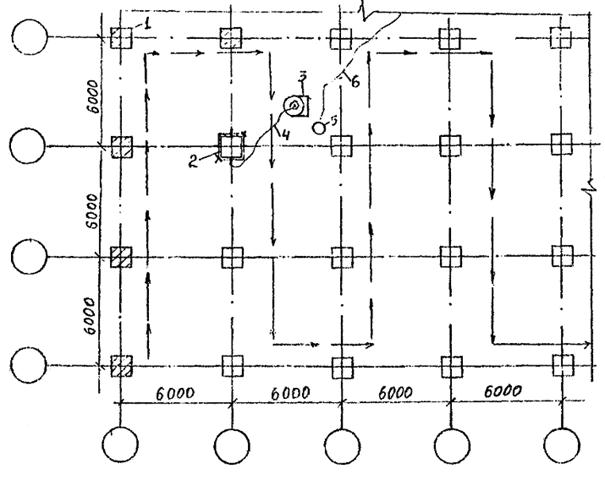
2.13. Технологическая схема производства работ показана на рис. 4. График производства работ представлен на листе № 10. Схема организации рабочего места и приемы труда приведены на листах № 11 и 12.