|
УТВЕРЖДАЮ |
|
|
Директор |
Директор |
|
ФГУП «АКХ им. К.Д. Памфилова» |
ООО «Завод герметизирующих материалов» |
|
_________________ В.Ф. Пивоваров |
_________________ Г.А. Савченкова |
|
_________________ 2006 г. |
_________________ 2006 г. |
ВРЕМЕННАЯ
ТЕХНОЛОГИЧЕСКАЯ ИНСТРУКЦИЯ
ПО НАНЕСЕНИЮ ПОКРЫТИЯ ИЗ ЛЕНТЫ АБРИС Т
НА СТАЛЬНЫЕ ПОДЗЕМНЫЕ ТРУБОПРОВОДЫ В ПРОЦЕССЕ ИХ
СТРОИТЕЛЬСТВА И РЕМОНТА
Разработано
Зав. лабораторией антикоррозионных покрытий
отдела защиты подземных сооружений
от коррозии
_________________ Р.И. Горбачева
Заместитель директора по НИР и технологии
ООО «Завод герметизирующих материалов»
_________________ Т.А. Артамонова
2006 г.
СОДЕРЖАНИЕ
ВРЕМЕННАЯ ТЕХНОЛОГИЧЕСКАЯ ИНСТРУКЦИЯ ПО НАНЕСЕНИЮ ПОКРЫТИЯ ИЗ ЛЕНТЫ АБРИС Т НА СТАЛЬНЫЕ ПОДЗЕМНЫЕ ТРУБОПРОВОДЫ В ПРОЦЕССЕ ИХ СТРОИТЕЛЬСТВА И РЕМОНТА
Дата введения - 2006 г.
1 Область применения
1.1 Настоящий руководящий документ устанавливает требования к организации и производству работ по нанесению защитного покрытия на основе изоляционной мастичной ленты Абрис Т при проектировании, строительстве, реконструкции, и ремонте стальных трубопроводов (кроме газопроводов с давлением газа более 2,5 МПа и теплопроводов), прокладываемых в пределах территории городов и населенных пунктов, промышленных предприятий, а также газораспределительных сетей в трассовых и в базовых условиях. Лента Абрис Т представляет собой рулонный материал, состоящий из изоляционного мастично-полимерного слоя и полимерной ленты - основы, выполняющей функции обертки в составе защитного покрытия.
Температура эксплуатации газопроводов должна составлять не более 40 °С.
1.2 Руководящий документ распространяется также на производство работ по изоляции монтажных стыков трубных элементов и фасонных деталей трубопроводов.
1.3 Руководящий документ включает сведения о конструкциях защитных покрытий на основе ленты АБРИС-Т, используемым материалам и технологическому оборудованию; устанавливает основные требования к подготовке поверхности ремонтируемых участков газопровода перед нанесением покрытия; определяет последовательность и порядок выполнения технологических операций по нанесению и восстановлению покрытия; устанавливает перечень приемо-сдаточных испытаний; методы контроля качества нанесенного покрытия и требования безопасности при проведении изоляционных работ.
1.4 Изоляционное покрытие на основе ленты АБРИС-Т предназначено для нанесения в базовых и в трассовых условиях при температуре окружающей среды от минус 20 °С до плюс 40 °С.
1.5 Все работы по нанесению изоляционного покрытия в трассовых условиях должны выполняться специализированными бригадами в соответствии с требованиями проектной документации и СНиП 12-03-2001 «Безопасность труда в строительстве».
1.6 Руководящий документ разработан на основании исследований Академии коммунального хозяйства им. К.Д. Памфилова, лабораторных и трассовых испытаний изоляционного покрытия на основе ленты АБРИС Т, проведенных ООО «Завод герметизирующих материалов».
2. Нормативные ссылки
В настоящем руководящем документе использованы нормативные ссылки на следующие нормативные документы:
ГОСТ 9.602-2005 Сооружения подземные. Общие требования к защите от коррозии.
ГОСТ 12.0.004-90 ССБТ Организация обучения безопасности труда. Общие положения.
ГОСТ 12.3.016-87 ССБТ. Строительство. Работы антикоррозионные. Требования техники безопасности.
ГОСТ 166-89 Штангенциркули. Технические условия.
ГОСТ 427-75 Линейки измерительные металлические Технические условия.
ГОСТ 9980.2-86 Материалы лакокрасочные. Отбор проб для испытаний.
ГОСТ Р 51164-98 Трубопроводы стальные магистральные. Общие требования к защите от коррозии
СНиП II-106-79 Склады нефти и нефтепродуктов
СНиП 12-03-2001 Безопасность труда в строительстве. Часть 1. Общие требования
СНиП 12-04-2002 Безопасность труда в строительстве. Часть 2. Строительное производство
ВСН 008-88 Строительство магистральных и промысловых трубопроводов. Противокоррозионная и тепловая изоляция
ВСН 012-88 Строительство магистральных и промысловых трубопроводов. Контроль качества и приемка работ
ВППБ 01-04-98 Правила пожарной безопасности для предприятий и организаций газовой промышленности
РД 153-39.4-091-01 Инструкция по защите городских подземных трубопроводов от коррозии
Инструкция по хранению, погрузке, транспортировке и разгрузке изолированных труб. /Сборник руководящих материалов по защите городских подземных трубопроводов от коррозии/
ТУ 2245-007-52471462-2006 Лента изоляционная мастичная Абрис Т для антикоррозионной защиты подземных трубопроводов
3. Конструкции покрытия и используемые материалы
3.1. Покрытие на основе ленты АБРИС Т включает: праймер (грунтовка), изоляционный самоклеящийся мастично-полимерный слой, нанесенный на обертку из полимерной или термоусаживающейся ленты.
3.1.2 Конструкция покрытия соответствует требованиям РД 153-39.4-091-001 «Инструкция по защите городских подземных трубопроводов от коррозии» с температурой эксплуатации газопроводов до 40 °С и ГОСТ 9.602-2004 «Сооружения подземные. Общие требования к защите от коррозии» (конструкции № 5 и № 6 Таблицы 6).
3.1.3 Варианты конструкций защитного покрытия весьма усиленного типа в зависимости от диаметра изолируемых газопроводов приведены в таблице 1.
Таблица 1
|
Варианты конструкций покрытия на основе защитной ленты Абрис T1 |
|||
|
Номер конструкции и условия нанесения |
Структура защитного покрытия: |
Толщина защитного покрытия мм, не менее |
|
|
Структура покрытия: |
для Æ 57 - 159 мм |
для Æ 168 - 426 мм |
|
|
№ 5 (трассовая) |
- грунтовка битумно-полимерная - лента Абрис Т2 толщиной не менее 2,0 мм, два слоя |
4,0 |
4,0 |
|
Структура покрытия: |
для Æ 57 - 114 мм |
для Æ 133 - 426 мм |
|
|
№ 6 (базовая и трассовая) |
- грунтовка битумно-полимерная - лента Абрис Т толщиной не менее 2,6 мм, один слой |
2,6 |
- |
|
вар 1 - грунтовка битумно-полимерная - лента Абрис T толщиной не менее 1,6 мм, два слоя |
- |
3,2 |
|
|
вар 2 - грунтовка битумно-полимерная - лента Абрис T толщиной не менее 3,2 мм, один слой |
- |
3,2 |
|
1 Лента Абрис T представляет собой рулонный материал, состоящий из изоляционного мастично-полимерного слоя и полимерной ленты - основы, выполняющей функции обертки в составе покрытия.
2 конструкция № 5 весьма усиленного типа согласно требованиям РД 153-39.4-091-01 «Инструкция по защите городских подземных трубопроводов от коррозии» (п. 3.7.5) и ГОСТ 9.602-2005 (таб. 6) обеспечивается одним проходом изоляционной мастичной ленты «Абрис Т» с нахлестом витков 50 % при достижении общей толщины изоляционного покрытия не менее 4,0 мм.
При согласовании с проектирующей организацией толщина ленты может быть изменена.
3.2 Используемые изоляционные материалы
Исходными материалами для покрытия служат:
для грунтовочного слоя:
- Праймер НК-50 заводского изготовления по ТУ 5775-001-12978559-94.
- Polyken 919 S (США)
для изоляционного слоя:
- лента изоляционная мастичная Абрис Т ТУ 2257-007-52471462-2006.
Антикоррозионная защита изоляционной самоклеящейся мастично-полимерной лентой Абрис Т обеспечивается за счет слоя композиции на основе герметика АБРИС толщиной до 2 мм, нанесенного на полимерную или термоусаживающуюся ленту-основу толщиной 0,6 мм в заводских условиях.
Изоляционная самоклеящаяся мастично-полимерная лента Абрис Т в зависимости от марки применяемой ленты-основы выпускается трех модификаций: с основами из ПВХ-ленты, из полиэтиленовых лент ПЭКОМ и ДРЛ-Л.
Абрис Т выпускается шириной 225 мм, 150 мм, 110 мм и 90 мм. В зависимости от диаметра изолируемого газопровода рекомендуется применять ленту Абрис Т следующей ширины:
|
57 - 114 |
159 - 219 |
273 - 426 |
|
|
Ширина ленты, мм |
90 |
110 |
150 |
3.3 Хранение изоляционных материалов
Складское хранение изоляционных материалов должно производиться партиями. На упаковке, таре или штабелях материалов должны быть указаны наименования, номера технических условий, номера партий, даты изготовления и номера актов входного контроля качества материалов.
Места хранения материалов должно быть обозначены надписями, предупреждающими о хранении пожароопасных и взрывоопасных материалов, и оборудованы всеми необходимыми средствами пожаротушения: огнетушителями, песком, пожарным инвентарем.
3.3.1 Грунтовка - праймер НК-50
Грунтовка должна храниться только в заводской таре с герметично закрывающимися крышками. На таре обязательно должна быть заводская маркировка с указанием названия праймера.
Хранение праймера следует осуществлять в крытых складских помещениях, под навесом или на ровной площадке, защищенной от действия прямых солнечных лучей и атмосферных осадков при температуре не ниже минус 40 °С и не выше плюс 40 °С. Срок хранения праймера - 6 месяцев со дня изготовления. По истечении срока хранения праймера необходимо произвести дополнительные испытания на соответствие ТУ с выдачей заключения о пригодности. При получении неудовлетворительных результатов грунтовку следует вывозить в специально отведенные места для утилизации жидких химических продуктов.
Погрузка и складирование бочек с грунтовкой допускается только в вертикальном положении (пробками вверх), не более двух рядов бочек по высоте с деревянными прокладками между рядами.
3.3.2 Рулонные изоляционные материалы
Изоляционные материалы (лента Абрис Т, полимерная оберточная лента) поставляются в рулонах.
Рулонные изоляционные материалы следует хранить партиями в заводской упаковке в соответствии с требованиями технических условий на применяемый материал в крытых складских помещениях в условиях, исключающих воздействие атмосферных осадков и пыли, прямых солнечных лучей, вдали от отопительных приборов.
Рулоны изоляционных материалов следует хранить в вертикальном положении не более чем в два ряда по высоте с деревянными прокладками между рядами. Срок хранения устанавливается техническими условиями на материал. По истечении срока хранения необходимо произвести дополнительные испытания материала на соответствие ТУ с выдачей заключения о пригодности. При получении неудовлетворительных результатов рулонный материал следует вывозить в места для утилизации твердых отходов, так как рулонные материалы не являются токсичными.
Условия хранения мастичной ленты Абрис Т
При температуре окружающей среды от минус 10 °С до плюс 10 °С мастичные ленты перед применением могут храниться в любом холодном помещении или на открытом воздухе под навесом, исключающим попадание прямых солнечных лучей или осадков.
При температуре окружающего воздуха ниже минус 10 °С мастичные ленты перед применением необходимо выдержать не менее 24 ч в помещении при температуре не менее 20 °С.
При температурах ниже минус 20 °С погрузо-разгрузочные работы с рулонами лент не допускаются.
Выносить за пределы мест хранения мастичные ленты при температуре окружающего воздуха ниже минус 10 °С можно только по одному рулону и непосредственно перед его использованием.
Условия хранения оберточных лент:
Хранение оберточных лент для нанесения в зимних или летних условиях должны осуществляться в соответствии с НТД на эти ленты.
3.4 Подготовка изоляционных материалов
3.4.1 Подготовка праймера НК-50
К месту производства работ праймер поставляется в заводской таре.
Перед использованием праймер следует тщательно перемешать деревянной мешалкой до полного исчезновения возможного осадка. Перед применением праймер должен иметь однородную консистенцию, не содержать сгустков и посторонних включений.
Температура праймера при нанесении на трубу должна быть не ниже плюс 10 °С.
При температуре окружающего воздуха ниже минус 10 °С, грунтовку следует выдержать в помещении при температуре не ниже 20 °С не менее 24 ч.
Допускается подогревать праймер только на водяной или масляной бане с температурой не выше плюс 50 °С.
3.4.2 Подготовка рулонных материалов
Рулонные изоляционные материалы доставляют на место производства работ в заводской упаковке. Рулоны мастичной ленты Абрис Т поставляются с закрепленными от самопроизвольной размотки концами, упакованными в картонные коробки. Освобождение материалов от упаковочной тары производят на месте производства работ, непосредственно перед их использованием.
Температура изоляционных лент и оберточного материала должна быть не ниже плюс 15 °С.
Выносить рулоны из помещения следует только по одному рулону непосредственно перед применением.
4 Технологический процесс нанесения покрытия из мастичной ленты Абрис Т на линейную часть газопровода в процессе ремонта и реконструкции
4.1 Общие положения
4.1.1 Основными операциями технологического процесса ремонта газопроводов являются:
- подготовка стальной поверхности трубопровода для нанесения покрытия;
- праймирование поверхности трубы;
- навивка изоляционной ленты Абрис Т;
- нанесение полимерной оберточной ленты (в случае защиты конструкции № 6);
- контроль качества покрытия.
4.1.2 Покрытие на основе мастичных лент Абрис Т в трассовых условиях должно наноситься на газопровод только механизированным способом. Изоляция протяженных участков газопроводов (300 м или более) в траншее целесообразно выполнять механизированным способом колонн с комплексом машин по очистке поверхности и нанесению покрытия, обеспечивающих последовательное выполнение технологических операций. В механизированную колонну могут входить самоходные очистные машины типа ОМР производства ОАО «Курганмашзавод», г. Курган, или марки МПП производства НПП «Август», г. Уфа и т.п.; изоляционные машины типа «МИЛА» (ПКФ «ПРОМТЕХ-НН» г. Нижний Новгород) и т.п.
Для качественного получения изоляционного покрытия необходимо максимально механизировать процесс нанесения, максимально исключить применение ручного труда.
4.1.3 Изоляцию участков газопроводов длиной от 3 до 300 м следует выполнять с помощью средств малой механизации - ручных изоляционных устройств, конструкция которых позволяет устанавливать их на газопровод и перемещать вдоль него вручную, например, ручными намоточными устройствами типа «МИРТ» (ООО «Уралтрансгаз», г. Екатеринбург), «МРИ» (ЦБПО, ОАО «Приволжскнефтепровод»), ВЬЮН («Машины Горяного») и т.п.
4.1.4 На участках газопровода длиной до 3 м допускается нанесение покрытия вручную, с более строгим контролем качества нанесения изоляции.
4.1.5 Зоны монтажных стыков с другими видами изоляции (зоны сопряжения) могут изолироваться покрытиями на основе мастичной ленты вручную, отдельно от основного ремонтного потока до или после проведения основного ремонта на прилегающих к ним участках газопровода.
4.2 Подготовка поверхности газопровода перед нанесением покрытия
4.2.1 Перед нанесением покрытий на основе мастичной ленты Абрис Т необходимо последовательно выполнить следующие технологические операции по подготовке поверхности:
- очистку подлежащей изоляции поверхности участков газопроводов от грязи, земли, старого покрытия, ржавчины, неплотно сцепленной с металлом окалины и пыли;
- дефектоскопию труб, а при необходимости ремонт поверхности, либо частичную или полную замену труб;
- сушку поверхности;
- удаление острых выступов, заусенцев, задиров;
- ручной ремонт металла труб с применением композитных материалов на участках, не подлежащих вырезке и имеющих на поверхности зоны глубокой коррозии.
4.2.2 Поверхность газопровода перед изоляцией должна быть высушена и очищена от грязи, земли, старого покрытия, ржавчины, неплотно сцепленной с металлом окалины и пыли.
4.2.3 На поверхности не должно быть следов копоти и масел. При необходимости провести обезжиривание.
4.2.4 На участках газопровода, подлежащих ручной изоляции, очистка поверхности трубы перед нанесением изоляции может производиться вручную при помощи металлических щеток, скребков и т.д. На участках, где применяются ручные механизированные средства нанесения покрытия («беличье колесо»), очистку поверхности можно проводить как ручными инструментами, так и механизированным способом.
4.2.5 Перед проведением щеточной или абразивной очистки поверхности необходимо зашлифовать и сгладить все острые выступы, кромки, заусенцы, поверхностные отслоения металла.
4.2.6 При наличии на металлической поверхности влаги в виде конденсата или инея при температурах окружающего воздуха ниже точки выпадения росы необходимо осуществить нагрев поверхности трубы до полного удаления влаги. Для осушения поверхности трубы можно также использовать ацетон.
4.2.7 На протяженных участках газопровода процесс очистки поверхности необходимо проводить механизированным способом, используя, например, установки механовоздушной очистки типа УМВО производства ООО «Меткам», г. Озерск Челябинской обл. или используя установки, включающие в себя металлические щетки и т.п.
4.2.8 Подготовленная для нанесения покрытия поверхность должна быть сухой. На поверхности трубы не должно быть следов копоти, масла и пыли. Очистка поверхности должна соответствовать степени 4 по ВСН 008-88.
4.2.9 Качество очистки поверхности трубы проверяется визуально. Контроль качества подготовки поверхности перед нанесением покрытия на основе мастичной ленты Абрис Т включает: визуальный контроль степени очистки по ВСН 008-88; контроль запыленности поверхности. После очистки не более чем на 10 % поверхности трубы могут оставаться пятна или полосы прочно сцепленных продуктов коррозии.
4.3 Нанесение покрытия ручными намоточными устройствами (типа МИРТ - «беличье колесо»)
Перед установкой ручного намоточного устройства на газопровод для выполнения изоляционных работ в траншее необходимо удалить грунт под нижней образующей, обеспечив просвет под трубой не менее 500 мм. Грунт должен быть удален на всем участке, подлежащем переизоляции, а также под примыкающими к нему с обеих сторон участками со старым покрытием на расстоянии не менее 500 мм с обеих сторон от ремонтируемого участка по оси газопровода.
4.3.1 Нанесение праймера НК-50
Нанесение праймера производить на очищенную, сухую поверхность трубопровода при помощи валиков, кистей или другим способом, обеспечивающим его равномерное распределение по стальной поверхности трубопровода, например, путем растирания полотенцем.
Не допускается нанесение праймера во время дождя, тумана, сильного ветра без специально установленных защитных тентов. В случае образования на изолируемой поверхности влаги (в виде росы или инея) праймер следует наносить только после предварительной просушки поверхности стального газопровода. Перед праймированием для ускорения сушки праймера необходимо подогреть поверхность трубопровода до 45 - 50 °С.
Слой праймера должен быть сплошным, ровным, не иметь сгустков, подтеков и пузырей.
4.3.2 Нанесение изоляционного слоя покрытия и обертки
Мастичная лента Абрис Т наносятся на подсушенную до «отлипа» загрунтованную поверхность трубопровода несущим слоем наружу (мастичным слоем вовнутрь) по спирали с натяжением и прикаткой эластичными роликами, без перекосов, гофр и провисов. Антиадгезионную пленку с мастичного слоя ленты необходимо удалять постепенно в процессе намотки. Наличие остатков антиадгезива в нанесенном покрытии не допускается! При нанесении покрытия с помощью ручного намоточного устройства типа МИРТ ширина лент основного и оберточного слоев должна составить не более 225 мм. Нанесение изоляционного слоя покрытия и обертки рекомендуется выполнять раздельно за два прохода (в зависимости от выбранной конструкции). При этом обеспечивается возможность контроля качества нанесения изоляционного слоя.
Усилие натяжения полотна ленты при температуре окружающего воздуха выше плюс 10 °С должно быть в пределах 10 - 15 Н/см ширины, а при температуре окружающего воздуха ниже плюс 10 °С - в пределах 15 - 20 Н/см. Рекомендуется производить нанесение мастичной ленты Абрис Т с прикаткой, обеспечивающей прижатие ленты к поверхности трубы с усилием не менее 40 Н/см длины прикатывающего ролика.
При нанесении покрытия последовательно за два прохода на шпулю ручного устройства устанавливают сначала мастичную ленту Абрис Т, а при повторном прохождении изолированного лентой участка производят намотку обертки, со смещением на половину ширины ленты плюс нахлест. Ширина нахлеста ленты Абрис Т должна составлять не менее 50 %, а оберточной ленты - 20 - 25 мм.
Установку нового рулона мастичной ленты Абрис Т его необходимо производить в следующем порядке: на вновь устанавливаемом рулоне отогнуть с края антиадгезионную пленку на длину 150 - 200 мм по всей ширине ленты и прогреть мягким пламенем пропановой горелки открытый краевой участок мастичного слоя до размягчения. Если концевой участок нанесенной ранее мастичной ленты направлен по ходу намотки ленты вниз, то необходимо его приподнять на 200 - 250 мм и подложить под него начало разматываемого нового рулона (с размягченным мастичным слоем адгезива), разгладить рукой и прикатать с помощью резинового валика к изолируемой поверхности. Если концевой участок нанесенной ранее мастичной ленты направлен по ходу намотки ленты вверх, то начальный участок нового рулона необходимо установить поверх конца предыдущего, перекрывая его на 150 - 200 мм, также разгладить рукой и прикатать резиновым валиком к изолируемой поверхности.
Концевые участки обертки, выполненной из липких лент, закреплять на трубе с помощью кусков мастичной ленты с предварительно размягченным мастичным слоем и последующей прикаткой резиновым валиком.
Допускается нанесение покрытия за один проход с обеспечением необходимого нахлеста и усилия натяжения, если конструкция покрытия включает только два слоя ленты Абрис Т.
4.4 Нанесение покрытия на короткие отрезки газопровода
На коротких отрезках газопровода длиной до 3 м допускается нанесение покрытия на основе мастичной ленты Абрис Т вручную. Перед выполнением изоляционных работ необходимо удалить грунт под нижней образующей, обеспечив просвет под трубой не менее 200 - 300 мм (не допускать попадания грунта на поверхность рулона при намотке). Грунт должен быть удален на всем участке, подлежащем переизоляции, а также под примыкающими к нему с обеих сторон участками со старым покрытием на расстоянии не менее 200 мм с обеих сторон от ремонтного участка по оси газопровода. Нанесение изоляции производится по спирали с необходимым усилием натяжения, нахлеста и угла намотки. Покрытие должно быть ровным, без гофр и складок. При нанесении изоляции при отрицательных температурах допускается подогревать мастичный слой ленты мягким пламенем газовой горелки (если газопровод не под давлением).
Перед началом работ следует установить необходимый угол намотки мастичной ленты и требуемый нахлест витков. Это выполняют путем предварительной намотки ее из рулона на трубу без снятия антиадгезионной ленты.
Мастичную ленту Абрис Т наносят по подсохшему до «отлипа» слою праймера.
Начало рулона ленты Абрис Т следует размотать, освободить от антиадгезива и закрепить на подготовленном для изоляции участке в верхней части трубы в положении 1 - 2 час (10 - 11 час), обеспечивая перекрытие изоляционного покрытия смежного участка не менее, чем на полтора оборота ленты Абрис Т по всему периметру трубы. В месте крепления края ленты Абрис Т к трубе слой нанесенного ранее праймера необходимо высушить «до отлипа». Для закрепления полотнища ленты следует осторожно прогреть мягким пламенем газовой горелки мастичный слой ленты на расстоянии 150 - 200 мм от края до его размягчения. Закрепленный конец ленты следует дополнительно прикатать массивным валиком.
Ленту Абрис Т следует наносить с натягом по спирали, оборачивая рулон вокруг трубы и обеспечивая нахлест между витками ленты не менее 50 %. Антиадгезив с ленты в процессе нанесения покрытия должен удаляться.
Таким же образом следует нанести второй защитный слой из оберточной ленты. Оберточный слой должен перекрывать изоляционный слой с обеих сторон ремонтного участка не менее чем на половину ширины оберточной ленты, а начинаться и заканчиваться на смежном с ремонтируемым участке. Нахлест между витками оберточного слоя должен быть не менее 20 - 25 мм.
Края оберточной ленты должны перекрываться замками не менее чем на 200 мм по всей ширине ленты. Допускается закреплять концевые участки оберточного слоя кусками мастичной ленты с предварительно размягченным мастичным слоем.
Нанесение изоляционного покрытия как ручным, так и механизированным способом из двух слоев ленты Абрис Т, производится за один проход.
5. Изоляция зон сварных стыков трубопроводов в трассовых условиях
5.1 Общие положения
5.1.1 Изоляцию зон сварных стыков участков газопроводов с разнородными типами покрытий (из экструдированного полиэтилена, из полимерных липких лент, битумных мастик и др.) в трассовых условиях допускается выполнять покрытиями на основе мастичной ленты Абрис Т при условии, если максимальная температура эксплуатации данного участка газопровода не будет превышать 40 °С.
5.1.2 Работы по изоляции зон сварных стыков ручным способом следует проводить при условии защиты изолируемой поверхности от попадания влаги. Нанесение изоляционного покрытия во время дождя или снега допускается только под тентом или в палатке.
5.1.3 Рекомендуемая конструкция покрытия сварного стыка указана в таблице 1.
5.2 Подготовка поверхности сварного стыка
5.2.1 Перед нанесением покрытия необходимо очистить поверхность сварного стыка и смежных участков на расстоянии не менее 200 мм от посторонних загрязнений. Жировые или масляные загрязнения должны быть удалены с помощью ветоши, смоченной в растворителе (бензин, уайт-спирит и т.п.). На поверхности, подлежащей изоляции, не должно быть следов влаги. При необходимости рекомендуется осторожно, мягким пламенем горелки просушить ее до полного удаления влаги.
5.2.2 Поверхность сварного стыка необходимо подвергнуть очистке до степени 4 по ВСН 008-88 при помощи пескоструйной установки или шлифмашинки и обеспылить ее. Допускается очистка поверхности при помощи щеток или крупнозернистой абразивной шкурки вручную. При очистке следует удалить все сварочные наплывы и брызги, так как это может привести к порыву ленты Абрис Т.
5.2.3 На примыкающем к зоне сварного стыка покрытии следует сгладить острые комки заводской изоляции под углом не менее 30° к оси трубы.
5.2.4 Заводское покрытие на расстоянии не менее 100 мм от его края следует подвергнуть легкой обработке металлической щеткой или крупнозернистой абразивной шкуркой для придания шероховатости поверхностному слою.
5.2.5 На подготовленную для изоляции зону сварного стыка следует нанести валиком или кистью праймер НК-50, захватывая примыкающие к нему участки с заводским покрытием. Слой праймера должен быть сплошным, ровным, не иметь сгустков, подтеков и пузырей. Праймер необходимо подсушить до «отлипа».
5.3 Нанесение изоляционного покрытия
5.3.1 Нанесение изоляционного покрытия следует выполнять спиральной навивкой из рулона или допускается путем установки кольцевой манжеты «сигаретным способом».
5.3.2 Нанесение изоляционного покрытия спиральной навивкой из рулона производится следующим образом:
- перед началом работ следует установить необходимый угол намотки мастичной ленты Абрис Т и нахлест витков не менее 50 %. Это выполняют путем предварительной намотки ее из рулона на трубу без снятия антиадгезива.
- мастичную ленту Абрис Т следует наносить по подсушенному до «отлипа» прай-меру. Начало рулона ленты Абрис Т следует размотать, освободить от антиадгезива и закрепить на подготовленном для изоляции участке в верхней части трубы в положении 1 - 2 ч (10 - 11 ч), обеспечивая перекрытие заводского изоляционного покрытия не менее, чем на 75 мм по всему периметру трубы. В зимний период для закрепления полотнища ленты следует осторожно прогреть мягким пламенем газовой горелки мастичный слой на расстоянии 150 - 200 мм от края до его размягчения. Закрепленный конец ленты следует дополнительно прикатать массивным валиком.
- на заводском покрытии следует выполнить не менее полутора витков мастичной лентой Абрис Т.
- ленту Абрис Т следует наносить с требуемым натягом по спирали, оборачивая рулон вокруг трубы и обеспечивая нахлест между витками ленты не менее 50 % плюс 2 см. Антиадгезив в процессе нанесения покрытия должен удаляться.
- покрытие зоны сварного стыка должно перекрывать смежный участок заводской изоляции не менее чем на 75 мм.
- поверх ленты Абрис Т следует нанести оберточный слой (если это предусмотрено конструкцией покрытия).
При применении оберточной ленты следует закрепить в положении 1 - 2 ч (10 - 11 ч) на ранее нанесенный изоляционный слой ленты Абрис Т, прикатав место крепления валиком или плотно прижав конец рукой перчатке.
- оберточный слой должен перекрывать изоляционную мастичную ленту с обеих сторон зоны сварного стыка не менее чем на половину ширины оберточной ленты, а начинаться и заканчиваться на участке с заводской изоляцией. Нахлест между витками оберточного слоя должен быть не менее 20 - 25 мм.
- при применении термоусаживающихся лент следует провести усадку мягким пламенем горелок с расстояния 20 - 30 см с двух сторон последовательно производя усадку каждого витка и направляя пламя горелки от одного края полотнища к другому, вытесняя воздух. В процессе усадки оберточного слоя следует добиваться полного натяжения ленты до исключения зазоров в зоне нахлеста, складок и гофр. При перегреве следует прекратить нагрев и дождаться охлаждения обертки, затем продолжить термоусадку.
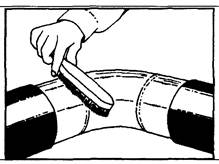
6. Изоляция отводов
Изоляция отводов производится лентой Абрис Т методом спиральной намотки вручную. Подготовительные работы по очистке поверхности металла до требуемой степени, праймирование отвода производится по технологии описанной выше.
Длина ленты Абрис Т для изоляции отвода должна быть рассчитана так, чтобы за один проход заизолировать сам отвод и прямолинейные участки на длину, равную 1,5 ширины ленты Абрис Т с обеих сторон отвода. Ширина ленты Абрис Т не должна превышать диаметр изолируемого трубопровода.
Отмеренный кусок ленты Абрис Т сматывается в рулон. Угол намотки ленты, нахлест (величина нахлеста указанна выше) уточняется путем предварительной (примерочной) намотки на непраймированную поверхность отвода, без снятия антиадгезивного слоя. Перед применением лента Абрис Т должна быть выдержана в условиях указанных выше. В случае нанесения ленты Абрис Т в холодных условиях (ниже плюс 5 °С) необходимо использовать «мягкое пламя» пропановой горелки для подогрева мастичного слоя и ленты-основы.
Производится нанесение грунтовки на изолируемую поверхность и ее подсушивание до «отлипа». Разогретый конец ленты Абрис Т приклеивают к трубе с учетом угла намотки, определенного при предварительном нанесении. Допускается приклеивание конца простым плотным прижатием при условии, что не будет происходить сползания ленты при натяжении. Конец ленты приклеивается к поверхности базовой изоляции или на огрунтованную и подсушенную часть поверхности.
В случае нанесения ленты Абрис Т в холодных условиях (ниже плюс 5 °С) необходимо использовать «мягкое пламя» пропановой горелки для подогрева мастичного слоя и ленты-основы непосредственно перед нанесением на длину одного полного оборота вокруг трубы.
Усилие натяжения при нанесении должно быть не менее 2,0 - 2,5 кгс/см ширины ленты Абрис Т. Нахлест должен соответствовать параметрам, указанным выше. За величину нахлеста принимается величина, получаемая на внешнем радиусе отвода. Изоляционное покрытие должно быть плотным без гофр, складок и отвисов. Допускаются незначительные гофры на внутреннем радиусе отвода при условии, что под ними отсутствуют воздушные прослойки и они полностью заполнены мастичным слоем ленты Абрис Т.
Аналогичным образом производится нанесение оберточного слоя. В случае применения липких оберточных лент, производится простое ручное нанесение, при условии выполнения требований по усилию натяжения, нахлеста, отсутствия гофр и складок. В случае применения не липких оберточных лент, производится закрепление концов куском разогретой ленты Абрис Т или другим способом, обеспечивающим плотное закрепление. Оберточная лента наносится на ленту Абрис Т со смещением на половину ширины.
Последовательность операций по изоляции отводов
|
1. Подготовить поверхность изолируемой трубы в соответствии с ГОСТ 9.402-80 (до 4-й степени) и покрыть праймером поверхность отвода при помощи кисти. |
|
|
|
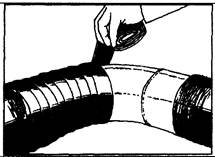
2. Нанести ленту Абрис Т на поверхность отвода. Нанесение производится методом спиральной намотки с требуемым усилием натяжения и величины нахлеста. В процессе нанесения производится удаление антиадгезионной пленки. Нанесение начинается с базовой (заводской) изоляции и заканчивается нанесением по базовой изоляции. Необходимо нанести не менее полутора оборотов по базовой изоляции с обеих сторон отвода. |
|
|
3. Нанесение оберточного слоя начинается и заканчивается с базовой изоляции со смещением на половину ширины изоляционной ленты Абрис Т. Закрепление концов производится кусочками ленты Абрис Т с размягченной поверхностью мастичного слоя или любыми другими способами, обеспечивающими надежное закрепление концов (при использовании не липкой оберточной ленты). |

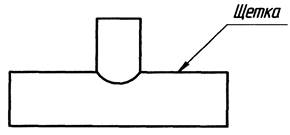
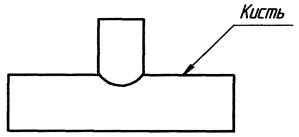
7. Изоляция тройников
Внешний вид тройника
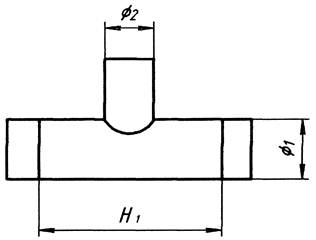
Æ 1 - диаметр основной трубы;
Æ 2 - диаметр врезаемой трубы;
H1 - зона изоляции основной трубы.
Изоляции тройников производится в несколько этапов.
1-й этап. Подготовительный. Производится очистка изолируемой поверхности способами, указанными выше. Степень очистки должна соответствовать степени 4 по ГОСТ 9.402-80.
Очистка производится щетками по металлу, шлифмашинками. Очищается зона - H1 и поверхность врезаемой трубы на расстоянии не менее 100 мм.
Производится нанесение праймера на изолируемую поверхность.
Нанесение праймера производится кистью. Праймируется вся очищенная поверхность.
Для изоляции тройника изготавливается заготовка (первая), представляющая собой кусок вырезанной ленты Абрис Т определенного размера.
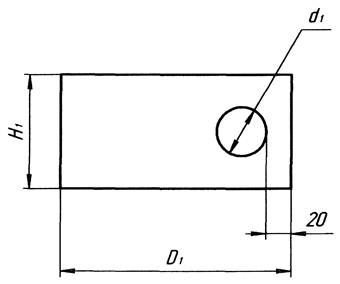
H1 - зона изоляции основной трубы (составляет Æ2 плюс не менее 100 мм);
D1 - длина заготовки, она составляет: длина окружности основной трубы плюс 20 мм;
d1 - вырезаемый диаметр отверстия равный Æ2 минус 4 мм.
Заготовка должна входить с определенным усилием в врезаемую трубу.
Ширина ленты Абрис Т должна выбираться таким образом, чтобы при изоляции основной нитки трубопровода перекрыть изоляцию тройника (с обеих сторон от врезки) не менее одного витка изоляции прямолинейного участка (нахлест между изоляцией прямолинейного участка и тройника должна быть не менее 20 мм). Длина заготовки должна составлять длину окружности основной нитки трубопровода плюс 20 мм (на нахлест). В заготовке вырезается отверстие диаметром меньшей, диаметру врезаемой трубы на 4 мм. Вырезаемое отверстие располагается по центру, а край отверстия должен располагаться от края заготовки на 20 мм.
По форме первой заготовки вырезается заготовка оберточного слоя из термоусаживащегося материала типа «Терма», с подклеивающим слоем и замковой пластиной. При этом размер H1 уменьшается на 40 мм. D1 уменьшается на 10 мм. Марка ленты «Терма» выбирается с наименьшей температурой релаксации (термоусадки).
Изготавливается вторая заготовка для изоляции врезаемой трубы. Ширина заготовки должна быть не менее 70 мм, длина - длина окружности врезаемой трубы плюс 20 мм.
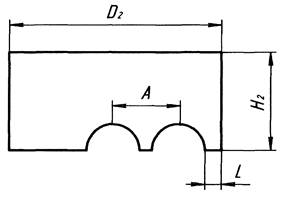
D2 - длина заготовки, равная длине окружности врезаемой трубы плюс 20 мм;
Н2 - ширина заготовки длиной не менее 70 мм;
L - связующий узел длинной 25 - 40 мм;
А - расстояние между двумя вершинами вырезов сегментов равная половине длине окружности врезаемой трубы Æ2, высота двух вырезаемых сегментов составляет 25 - 40 мм. Диаметр сегмента равен диаметру основной трубы Æ1.
2-й этап. Нанесение покрытия осуществляется как показано на рисунке: на подсушенную праймированную поверхность через вырезанное отверстие надевается первая заготовка и плотно натягивается. Затем удаляется антиадгезивный слой в районе вырезанного отверстия и приклеивается лента Абрис Т, начиная с плотного придавливания вокруг периметра врезаемой трубы. Так как заготовка наделась с некоторым натягом на врезаемую трубу, то при плотном прижатии ленты Абрис Т на прямолинейный участок врезаемой трубы попадает 5 - 10 мм покрытия. После этого, путем плотного прикатывания с одновременным удалением антиадгезива, начинается постепенное приклеивания заготовки вокруг поверхности основного трубопровода под прямым углом к оси основной трубы, не допуская образования гофр и складок. Нахлест должен составлять не менее 20 мм.
Если заготовку не возможно надеть на врезаемую трубу (она заварена), то лента Абрис Т прорезается по центру от края заготовки до вырезанного отверстия. Место прореза покрывается нахлестовой частью заготовки.
Данная заготовка наносится аналогичным способом, начиная с плотного приклеивания по периметру врезаемой трубы.
После нанесения первой заготовки производится дополнительное плотное прикатывания. Под покрытием не должно быть пустот. Особое внимание уделяется месту врезки и нахлестовой части.
При нанесении изоляции в холодный период времени, допускается незначительный прогрев мастичного слоя «мягким» пламенем пропановой горелки или потоком горячего воздуха (строительный фен), с соблюдением правил безопасности, не размягчая ленту-основу. Изоляционное покрытие должно быть плотным и монолитным.
Нанесение изоляционной ленты на врезаемую трубу.
После нанесения первой заготовки, производится нанесение второй заготовки, как показано на рисунке. Нанесение начинается с участка L. Накладывается вторая заготовка на подсохшую запраймированную поверхность параллельно оси врезаемой трубы. Производится постепенное удаление антиадгезива, как в случае с нанесением первой заготовки, и плотное прижимание ленты к изолируемой поверхности . Вырезанные сегменты должны точно попасть на верхнюю поверхность основной трубы. Производится плотное прижимание ленты Абрис Т к поверхности и прикатывание нахлестовой части покрытия трубы.
Поверх изоляционного покрытия на тройник наносится оберточная термоусаживающаяся лента в направлении, противоположном нанесению ленты Абрис Т. Производится закрепление конца заготовки замковой пластиной. При помощи пропановой горелки или промышленного фена производится термоусаживание оберточного слоя согласно технической инструкции на применение термоусаживающихся лент типа «Терма». Нагрев производится постепенно, не допуская перегрева.
Изоляционное покрытие должно быть плотным, без воздушных прослоек.
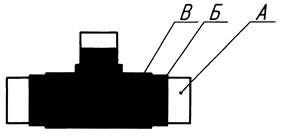
А - поверхность металла.
Б - видимая часть ленты Абрис Т
В - оберточная лента «Терма».
8. Контроль качества материалов и покрытия
8.1 Общие положения
8.1 При подготовке и производстве изоляционных работ по нанесению комбинированного покрытия на основе ленты Абрис Т проводится:
- входной контроль качества применяемых материалов;
- технологический контроль производства изоляционных работ;
- контроль качества нанесенного изоляционного покрытия.
В соответствии с требованиями ВСН 012-88 результаты контроля качества должны быть отражены в документации (журналах, актах) и удостоверены подписями исполнителей работ, представителей органов надзора.
8.2 Входной контроль качества изоляционных материалов
8.2.1 Изоляционные материалы, применяемые для нанесения изоляционного покрытия, должны иметь сертификаты качества или технические паспорта.
8.2.2 При поступлении материала на склад перед передачей его в производство должен быть проведен входной контроль качества, результаты которого должны быть оформлены соответствующими актами.
8.2.3 Качество полимерно-битумного праймера определяют по свойствам и внешнему виду проб. Праймер должен быть черного цвета, без сгустков и посторонних включений.
8.2.4 Для определения условной вязкости праймера следует отобрать в соответствии с требованиями ГОСТ 9980.2 пробу объемом не менее одного литра. Вязкость полученного праймера, определенная в лабораторных условиях по вискозиметру ВЗ-4 при температуре 20 °С, должна составлять 14 - 16 сек.
8.2.6 Контроль качества мастичной ленты Абрис Т включает проверку следующих параметров: внешний вид рулона; толщину и ширину ленты, возможность разматывания рулона и удаления антиадгезива с поверхности ленты при температуре применения, внешний вид мастичного слоя ленты.
8.2.7 Конусность, бочкообразность, седловидность и телескопичность рулона проверяют при помощи металлической линейки по ГОСТ 427. Значения этих показателей не должны превышать 5 мм, предусмотренных в ТУ.
Рулоны ленты, имеющие неровные, оплывшие или смятые торцы, должны быть отбракованы. Они могут быть использованы при ремонте локальных дефектов изоляции.
8.2.8 Ширину ленты измеряют при помощи металлической линейки по ГОСТ 427. Толщину ленты измеряют при помощи штангенциркуля по ГОСТ 166 в трех точках. Измерения выполняют на расстоянии 50 мм от краев ленты и в центре ленты. Значения не должны превышать показателей, указанных в паспортах качества на ленту.
8.2.9 При разматывании рулона мастичной ленты и удалении антиадгезива с поверхности ленты при температуре применения не должно наблюдаться перехода мастичного слоя на поверхность антиадгезива.
8.2.10 Мастичный слой ленты не должен иметь пропусков, разрывов, раковин и т.п. дефектов. При наличии таких дефектов, а также при отслоении мастичного слоя от полимерной основы рулон мастичной ленты отбраковывается.
8.2.11 Контроль качества полимерной обертки или термоусаживающейся ленты включает проверку внешнего вида рулона; толщины и ширины лент в соответствии с требованиями 8.2.7 - 8.2.8.
8.3 Технологический контроль производства изоляционных работ
8.3.1 Контроль качества производства работ по нанесению покрытия следует осуществлять путем систематического наблюдения за выполнением технологии в соответствии с настоящей Временной инструкцией.
8.3.2 Качество по очистке, праймированию поверхности и нанесению покрытий на трубы, выполняемых на производственных базах строительно-монтажных организаций, проверяет и принимает лаборатория предприятия.
Проверку качества изоляционных работ на трассе должны осуществлять инженерно-технические работники строительно-монтажной организации, выполняющей изоляционные работы, а также технический надзор заказчика или организации, эксплуатирующей трубопроводы.
8.3.3 В процессе нанесения покрытия следует осуществлять пооперационный контроль качества выполнения технологических операций:
- очистки поверхности;
- нанесения грунтовки;
- нанесения изоляционного покрытия на газопровод.
8.3.4 Качество очистки поверхности трубопровода следует определять непрерывно визуально и периодически при помощи прозрачной пластины по ВСН 008-88.
Очистка поверхности должна быть до степени 4 по ВСН 088-88. Степень очистки определяется визуально при перемещении прозрачной пластины размером 25´25 мм с нанесенной сеткой, образующей квадраты 2,5´2,5 мм.
8.3.5 Качество нанесения праймера и покрытия на трубопровод следует контролировать визуально непрерывно по всей поверхности трубопровода в процессе нанесения. Слой праймера должен быть сплошным, ровным, без подтеков и пропусков. При нанесении мастичных лент и оберток следует проверять выполнение прикатки покрытия эластичными валиками по всей поверхности, величину усилия натяжения полотна ленты и величину нахлеста витков ленты.
При использовании в качестве обертки термоусаживающейся ленты следует визуально контролировать степень ее усадки. Термоусаживающаяся лента должна плотно прилегать к поверхности трубы. Не допускаются провисы, складки, гофры ленты, зазоры между слоями в зоне нахлеста.
8.4 Контроль качества покрытия
8.4.1 Качество нанесенного покрытия следует определять в соответствии с требованиями ГОСТ 9.602-2005, РД 153-39.4-091-01.
8.4.2 Контроль качества изоляционного покрытия включает:
- осмотр изоляционного покрытия;
- определение толщины покрытия;
- определение адгезионной прочности покрытия к загрунтованной поверхности металла трубы;
- определение диэлектрической сплошности.
8.4.3 Покрытие после его нанесения подвергают визуальному осмотру. Оно должно быть ровным, сплошным, без гофр, складок, провисов, отслаивания в нахлестах, проколов или прорезов.
8.4.4 Толщину нанесенного изоляционного покрытия следует определять неразрушающими способами при помощи магнитных толщиномеров типа «Minitest - 4001»; «Константа 5», «МТ-2003И» и др., вихретоковых толщиномеров типа ИТДП-П, ИТ-1 и т.п. с погрешностью измерений не более 10 %:
Контроль толщины покрытия в трассовых условиях проводят на 10 % сварных стыков труб или других элементов трубопровода, изолируемых вручную, а также не менее одного измерения на каждые 100 м трубопровода в четырех точках по окружности трубы.
8.4.5 Адгезионную прочность (адгезию) покрытия следует определять после нанесения покрытия не ранее, чем через 24 ч при температуре плюс 20 °С при помощи адгези-метров типа АМЦ 2-50RS, МАЦ-2-20, УКАП-1-100, «Константа-СА» и т.п.
Адгезионную прочность к загрунтованной поверхности, а также в нахлесте между витками мастичных лент следует определять методом отслаивания по ГОСТ Р 51164 (приложение Б, метод А). Контроль адгезии проводят:
Адгезионная прочность к загрунтованной поверхности должна составлять не менее 20 Н/см.
Отрыв мастичной ленты от поверхности металла трубы должен быть когезионным: мастичный слой ленты должен оставаться на ленте и на поверхности металла.
8.4.6 После проверки адгезионной прочности поврежденный участок трубы должен быть отремонтирован в соответствии с требованиями настоящей Инструкции.
8.4.7 Сплошность покрытия следует контролировать искровыми дефектоскопами (ДКИ-1, «Крона-1РМ»; ДИСИ-1, «Porotest DC 15» и т.п.) после окончания изоляционных работ. Контроль сплошности проводится на всей поверхности изолированных труб. Диэлектрическую сплошность изоляционного покрытия устанавливают по отсутствию пробоя при напряжении 5 кВ на 1 мм толщины покрытия в соответствии с требованиями ГОСТ Р 51164. В случае обнаружения пробоя покрытия дефектное место должно быть отремонтировано и повторно проверена его сплошность.
8.4.8 Участки трубопровода с нанесенным покрытием не должны оставаться в течение длительного времени под воздействием прямых солнечных лучей при температуре окружающего воздуха выше 30 °С. Засыпку изолированного трубопровода следует выполнять, как правило, не позднее, чем через 24 ч после ремонта мест повреждений покрытия.
8.4.9 Контроль сплошности защитного покрытия после засыпки трубопровода грунтом производят искателем повреждений изоляции типа АНТПИ, ИПИТ-2, КАОДИ, ТИСПИ-03 и др. не ранее, чем через две недели после засыпки. По результатам контроля должен быть оформлен акт контроля сплошности. При обнаружении дефектов их следует отремонтировать и вновь проконтролировать их сплошность тем же прибором.
8.4.10 Перед началом монтажа трубопровода по требованию представителя заказчика должны быть предъявлены: сертификаты (паспорта) на каждую партию материалов, из которых изготовлено покрытие, журнал изоляционных работ, акт проверки качества защитного покрытия.
По окончании строительства защитное покрытие уложенных трубопроводов принимают представители заказчика и представители организации, эксплуатирующей трубопроводы, с оформлением Акта на скрытые работы.
9. Требования безопасности и охрана окружающей среды.
9.1 При производстве изоляционных работ следует руководствоваться требованиями настоящей Инструкции, технических условий на изоляционные материалы и покрытия на их основе и требованиями, изложенными в следующих НТД:
- ГОСТ 12.3.016-87 ССБТ Строительство. Работы антикоррозионные. Требования техники безопасности;
- ВСН 008-88 Строительство магистральных и промысловых трубопроводов. Противокоррозионная и тепловая изоляция;
- ВППБ 01-04-98 Правила пожарной безопасности для предприятий и организаций газовой промышленности;
- СНиП 12-03-2001 Безопасность труда в строительстве. Часть 1. Общие требования;
- СНиП 12-04-2002 Безопасность труда в строительстве. Часть 2. Строительное производство.
9.2 Проведение изоляционных работ должно производиться под руководством ответственного работника (начальника ремонтно-строительного участка, прораба, мастера), прошедшего проверку знаний правил производства работ квалификационной комиссией и допущенного к руководству этими работами.
9.3 К работам по нанесению изоляции допускаются лица не моложе 18 лет, прошедшие медицинский осмотр и получившие соответствующее разрешение медицинской комиссии, обученные и сдавшие экзамен в установленном порядке.
9.4 Все работающие с материалами, содержащими легковоспламеняющиеся вещества (ЛВЖ), должны быть проинструктированы об их свойствах и правилах пожарной безопасности при работе с ними; обучены безопасным методам и приемам работ по утвержденной на данном предприятии программе.
9.5 Независимо от результатов экзамена каждый работник при допуске к работе должен пройти инструктаж по охране труда на рабочем месте с обязательной записью об этом в «Журнале регистрации инструктажей персонала на рабочем месте» в соответствии с требованиями ГОСТ 12.0.004.
9.6 Персонал, занятый нанесением изоляции, должен быть обучен правилам и приемам оказания первой (доврачебной) помощи.
Бригада, занятая проведением изоляционных работ, должна быть обеспечена аптечкой с медикаментами и перевязочными материалами.
9.7 Рабочие должны быть обеспечены спецодеждой и спецобувью согласно отраслевым нормам, а также средствами индивидуальной защиты.
9.8 Складирование и хранение изоляционных материалов должно осуществляться в специально оборудованных местах.
9.9 Полимерно-битумный праймер относится к классу легковоспламеняющихся материалов. Затаренный в металлические бочки с герметично закрывающимися крышками праймер следует хранить в отдельных крытых складских помещениях, под навесом или на выровненной площадке, защищенной от действия прямых солнечных лучей и атмосферных осадков, соблюдая правила противопожарной безопасности для горючесмазочных материалов. Устройство помещений для хранения праймера должно соответствовать требованиям СНиП II-106-79 «Склады нефти и нефтепродуктов»:
- наличие приточно-вытяжной вентиляции;
- полы должны быть выполнены в искробезопасном исполнении;
- искусственное освещение должно быть выполнено во взрывозащищенном исполнении;
- двери должны иметь вентиляционные отверстия.
9.10 Работы с полимерно-битумным праймером необходимо проводить в соответствии с требованиями нормативно-технической документации.
При работе с праймером запрещается:
- хранить и транспортировать его в открытой таре (без герметичной укупорки);
- бросать заполненную тару при погрузке и выгрузке;
- вывинчивать пробки и открывать крышки, ударяя по ним металлическими предметами;
- перемешивать или переливать праймер ближе 50 м от открытого огня.
Пустые бочки из-под праймера должны закрываться крышками и храниться в установленном месте для последующего возврата тары или утилизации.
9.11 Категорически запрещается курить и производить действия, ведущие к появлению искр в местах нанесения праймера. При загорании праймера открытый огонь следует тушить порошковым огнетушителем или асбестовым полотном или кошмой.
9.12 При попадании праймера на незащищенные участки кожи, его необходимо удалить сухой ветошью, затем оттереть остатки ветошью, смоченной в вазелиновом или растительном масле, смыть теплой водой с мылом и ополоснуть проточной водой. Не рекомендуется удалять праймер, попавший на незащищенные участки кожи низкокипящими нефтяными растворителями (бензин, керосин, уайт-спирит, сольвент и др.).
9.13 В целях защиты окружающей среды запрещается проливать праймер на землю. При разливе праймера его следует собрать в отдельную тару, место разлива присыпать песком. Загрязненный слой земли следует срезать и вывезти на утилизацию.
9.14 Мастичная лента Абрис Т при нормальной температуре воздуха безвредна и не является взрывоопасным веществом. По пожароопасности она относятся к группе сгораемых материалов с температурой воспламенения 330 °С и температурой самовоспламенения 410 °С. Средствами пожаротушения для нее является вода или пена. Запрещается разводить открытый огонь ближе 15 м возле мест хранения и нанесения лент. Места хранения мастичных лент должны быть оснащены комплектом противопожарных средств.
9.15 При попадании материала мастичного слоя ленты на незащищенную кожу рук необходимо удалить его с помощью сухой ветоши; пораженный участок кожи протереть ветошью, смоченной в вазелиновом или растительном масле, смыть теплой водой с мылом и ополоснуть проточной водой.
9.16 Перед началом работ все электростанции и электроинструмент следует заземлять.
9.17 При определении сплошности покрытия высоковольтными дефектоскопами необходимо соблюдать меры предосторожности, приведенные в инструкциях по эксплуатации искровых дефектоскопов.
9.18 Персонал, допускаемый к эксплуатации дефектоскопов, должен быть обучен правилам безопасной работы с приборами, пройти инструктаж и расписаться в журнале техники безопасности, иметь допуск на проведение работы.
9.19 Работа с дефектоскопом должна проводиться под постоянным надзором страхующего сотрудника.
9.20 Запрещается применение дефектоскопа во время дождя, а также ближе 15 м от места хранения праймера и ближе 50 м от места переливания праймера.