ОТРАСЛЕВОЙ СТАНДАРТ
|
ЗАКЛЕПКА КОМБИНИРОВАННАЯ Конструкция и размеры Технические требования |
ОСТ
|
Срок действия с 01.01.89
(Измененная редакция, Изм. № 2).
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на комбинированную заклепку, предназначенную для соединения коробчатых и листовых конструкций в пакеты общей толщиной до 3 мм.
(Новая редакция, Изм. № 1).
1. КОНСТРУКЦИЯ И РАЗМЕРЫ
1. Конструкция и размеры заклепки должны соответствовать указанным на черт. 1 - 4 и в таблице.
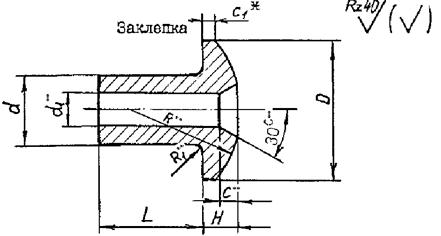
* Размер для справок
** Размеры обеспечиваются инструментом
Черт. 1. (Измененная редакция, Изм. № 1).
Разжимной стержень (черт. 2) изготавливается двух исполнений: I и II. Исполнение I предпочтительнее.
Разжимной стержень
Исполнение I

Черт. 2 (Новая редакция, Изм. № 1).
До расклепывания заклепки

1 - Заклепка, 2 - Разжимной стержень F - сила расклепывания, равная разрывному усилию разжимного стержня в ослабленном месте
Теоретическая масса заклепки 0,0006 кг. Теоретическая масса разжимного стержня 0,0016 кг
(Измененная редакция, Изм. № 1).
После расклепывания заклепки

Теоретическая масса заклепки 0,0006 кг. Теоретическая масса разжимного стержня 0,0032 кг
(Измененная редакция, Изм. № 1).
Черт. 4
мм
|
Номин. |
4,8 |
|
|
Пред. откл. |
±0,16 |
|
|
Диаметр головки D |
Номин. |
10 |
|
Пред. откл. |
±0,5 |
|
|
Длина заклепки L |
8 |
|
|
Высота головки H |
Номин. |
2,1 |
|
Пред. откл. |
±0,25 |
|
|
Внутренний диаметр стержня заклепки d1 |
Номин. |
2,6 |
|
Пред. откл. |
±0,08 |
|
|
Радиус сферы головки заклепки R |
8 |
|
|
Радиус под заклепки R1, не более |
0,4 |
|
|
Глубина фаски в головке заклепки c, не более |
0,8 |
|
|
Высота буртика головки заклепки c1, не более |
0,5 |
|
|
Допуск соосности относительно оси стержня заклепки в диаметральном выражении |
головки |
1,0 |
|
отверстия |
0,6 |
|
|
Диаметр разжимного стержня d2 |
Номин. |
2,5 |
|
Пред. откл. |
-0,06 |
|
|
Диаметр головки разжимного стержня D1 |
Номин. |
4,2 |
|
Пред. откл. |
±0,1 |
|
|
Длина разжимного стержня L1 |
Номин. |
40 |
|
Пред. откл. |
±1 |
|
|
Высота головки разжимного стержня h |
2 |
|
|
Высота буртика головки разжимного стержня h1 |
1 |
|
|
Радиус сферы головки разжимного стержня R2 |
3 |
|
|
Радиус под головкой разжимного стержня R3 |
0,5 |
|
|
Длина до места разрыва разжимного стержня l1 |
4+1 |
|
|
Длина выточки разжимного стержня l2 |
2+1 |
|
(Измененная редакция, Изм. № 1).
Пример условного обозначения комбинированной заклепки диаметром стержня заклепки d = 4,8 мм, длиной l = 8 мм в сборе с разжимным стержнем исполнения I диаметром d2 = 2,5 мм, длиной l1 = 40 мм:
З-4,8 + РСI ОСТ 34 13.017-88
То же, в сборе с разжимным стержнем исполнения II:
З-4,8 + РСII ОСТ 34 13.017-88
Пример условного обозначения только одной заклепки:
З-4,8 ОСТ 34 13.017-88
Пример условного обозначения разжимного стержня исполнения I:
РСI ОСТ 34 13.017-88
То же, исполнения II:
РСII ОСТ 34 13.017-88
Условные обозначения. (Измененная редакция, Изм. № 1).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Заклепка комбинированная должна изготавливаться в соответствии с требованиями настоящего стандарта.
2.2. Комбинированная заклепка должна изготавливаться из следующих материалов:
1) заклепка - проволока из алюминиевого сплава для холодной высадки марки АМц по ГОСТ 14838-78;
2) разжимной стержень - проволока диаметром 2,5 мм из стали марки 45 по ГОСТ 17305-71.
2.3. Поверхность заклепок и разжимных стержней должна быть чистой, без трещин, раковин, надрывов, расслоения металла, закатов и других механических повреждений.
2.4. Браковочными дефектами не являются:
1) следы от разъемных штампов; косой и прямой срез конца стержня заклепки, не выводящие размеры заклепки за пределы, установленные настоящим стандартом;
2) заусенцы, образовавшиеся при высадке головки заклепки и разжимного стержня, при условии, что их величина не превышает половины поля допуска на диаметр головки заклепки и разжимного стержня.
2.5. Неуказанные
предельные отклонения размеров: Н14, h14, ±![]()
2.6. Разжимной стержень должен подвергаться цинковому покрытию по ГОСТ 9.306-85. Толщина покрытия 3 - 12 мкм с последующим пассивированием.
3. ПРАВИЛА ПРИЕМКИ, МЕТОДЫ КОНТРОЛЯ И ИСПЫТАНИЙ
3.1. Изготовленные комбинированные заклепки в сборе с разжимными стержнями должны быть приняты техническим контролем предприятия-изготовителя.
3.2. Комбинированные заклепки должны предъявляться к сдаче партиями. При приемке комбинированных заклепок должно быть установлено:
1) соответствие используемого материала сертификату поставщика;
2) соответствие размеров заклепки и разжимного стержня чертежам и требованиям настоящего стандарта.
Примечание. Перед изготовлением комбинированных заклепок производится входной контроль поступившей партии материала на определение механических свойств, способности к высадке и определения химического состава.
3.3. От каждой предъявленной к сдаче партии комбинированных заклепок для проверки по наружному виду и размерам, включая проверку на расклепывание, отбирается 0,1 %, но не менее 50 штук заклепок и разжимных стержней.
При удовлетворительном результате наружного осмотра отобранные комбинированные заклепки подлежат испытанию путем расклепывания при соединении двух стальных листов толщиной по 1,0 - 1,5 мм каждый до полного разрыва разжимного стержня. При данном испытании заклепка не должна иметь продольных трещин.
При обнаружении в отобранной для проверки партии более 5 % комбинированных заклепок с отклонениями от требований настоящего стандарта из предъявленной к сдаче партии отбирается для проверки удвоенное количество заклепок и разжимных стержней. При получении неудовлетворительного результата партия бракуется.
(Измененная редакция, Изм. № 1).
3.4. Наружный осмотр заклепок и разжимных стержней для контроля соответствия требованиям п. 2.3 настоящего стандарта производится без применения увеличительных приборов.
3.5. Замер диаметра конца стержня заклепки производится на расстоянии 2 - 3 мм от его конца.
Длина заклепки должна проверяться по длинной стороне стержня заклепки.
(Измененная редакция, Изм. № 1).
3.6. Прямолинейность стержня заклепки должна проверяться на свободное вхождение стержня заклепки в контрольную матрицу диаметром отверстия d = 2,9 мм (диаметр отверстия в матрице должен соответствовать второму ряду ГОСТ 11284-75).
3.7. Схема технологического процесса клепки и примеры применения комбинированных заклепок в труднодоступных местах приведены в приложениях 1 и 2.
4. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Упаковку комбинированных заклепок и маркировку тары производить по чертежам завода-изготовителя, утвержденным в установленном порядке. Внутренние поверхности тары должны быть выложены упаковочной бумагой по ГОСТ 8828-75.
4.2. Комбинированные заклепки с упаковочной тарой должны иметь массу не более 30 кг.
4.1, 4.2. (Измененная редакция, Изм. № 1).
4.3. Тара транспортная и потребительская с изделиями должна иметь маркировку. Транспортная маркировка - по ГОСТ 14192-77.
В случае применения потребительской тары на ней должна быть нанесена маркировка, содержащая:
1) наименование или товарный знак предприятия-изготовителя;
2) условное обозначение изделия;
3) массу нетто.
Маркировка должна находиться на наружной стороне тары. При упаковывании в пакеты из полимерной пленки допускается помещать ярлык с маркировкой внутри тары, при этом ярлык должен быть виден снаружи.
(Новая редакция, Изм. № 1).
4.4. В каждом упаковочном ящике помещается сертификат, в котором должно быть указано:
1) наименование предприятия-изготовителя;
2) условное обозначение изделия;
3) результаты испытаний, проведенных по данному стандарту;
4) масса нетто.
(Измененная редакция, Изм. № 1).
4.5. Транспортирование упакованных изделий заказчику допускается любым видом транспорта и должно обеспечивать полную сохранность изделий.
4.6. Хранение комбинированных заклепок производится в помещении склада, защищенном от попадания влаги.
5. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
Предприятие-изготовитель должно гарантировать соответствие комбинированных заклепок требованиям настоящего стандарта.
ПРИЛОЖЕНИЕ 1
Справочное
СХЕМА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА КЛЕПКИ

ПРИЛОЖЕНИЕ 2
Справочное
ПРИМЕРЫ ПРИМЕНЕНИЯ КОМБИНИРОВАННЫХ ЗАКЛЕПОК

ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ ПРИКАЗОМ Министерства энергетики и электрификации СССР от 30.06.88 № 213а.
2. ИСПОЛНИТЕЛИ: И.Е. Петрунин, А.В. Захарова, М.И. Милюков, Е.В. Чистая
3. ЗАРЕГИСТРИРОВАН Всесоюзным информационным фондом стандартов за № ___ от __________
4. ВЗАМЕН ОСТ 34-13-017-78
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Номер пункта, подпункта, перечисления, приложения |
|
|
2.7 |
|
|
ГОСТ 8828-75 |
|
|
ГОСТ 17305-71 |
(Измененная редакция, Изм. № 1).
Главный инженер
ПКБ Главэнергомаша И.Е. Петрунин
Зав. конструкторско-технологическим отделом
стандартизации А.В. Захарова
Зав. технологическим отделом производства
строительных машин М.И. Милюков
Ведущий конструктор Е.В. Чистая
СОГЛАСОВАНО
Главный инженер
Главтехстроя А.К. Одинцов
«23» 06 1988 г.
СОГЛАСОВАНО
Главный инженер
Главэнергомаша А.М. Хацкелевич
«8» 06 1988 г.
Начальник технического
отдела А.П. Романенко
«07» июня 1988 г.
СОДЕРЖАНИЕ
|
3. Правила приемки, методы контроля и испытаний. 4 4. Маркировка, упаковка, транспортирование и хранение. 5 |