ГЛАВНОЕ УПРАВЛЕНИЕ ГЕОДЕЗИИ
И КАРТОГРАФИИ ПРИ СОВЕТЕ МИНИСТРОВ СССР
ГЕОДЕЗИЧЕСКИЕ,
КАРТОГРАФИЧЕСКИЕ
ИНСТРУКЦИИ, НОРМЫ И ПРАВИЛА
РУКОВОДСТВО
ПО ПОДГОТОВКЕ КАРТ К ИЗДАНИЮ
МЕТОДОМ ГРАВИРОВАНИЯ
ГКИНП-05-138-80
Обязательно
для всех предприятий и организаций ГУГК,
выполняющих топографо-геодезические работы
Утверждено
Главным управлением геодезии и картографии
при Совете Министров СССР
Изложены требования и указания по применению технологии подготовки карт к изданию методом гравирования, определены требования к материалам гравирования, приведены гравировальные приборы, методика и техника гравирования элементов содержания карт и типовые технологические схемы подготовки карт к изданию методом гравирования.
Разработано в Центральном ордена «Знак Почета» научно-исследовательском институте геодезии, аэросъемки и картографии им. Ф. Н. Красовского В. М. Галкиным.
Утверждено Главным управлением геодезии и картографии при Совете Министров СССР 29 августа 1980 г.
Руководство предназначено для производственных подразделений Главного управления геодезии и картографии при СМ СССР.
Табл. 2, ил. 22.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Руководство регламентирует производственные процессы, связанные с технологией подготовки карт к изданию методом механического гравирования по лаковому слою на пластике.
1.2. Сущность метода механического гравировании заключается в том, что гравировальный слой, нанесенный на прозрачную пленку, прорезается по рисунку резцами. Полученный оригинал используется как негатив.
1.3. Метод гравирования оригиналов карт позволяет улучшить качество графического изображения карт, повысить производительность труда, объединить отдельные технологические процессы (составление и подготовку оригиналов карт к изданию), исключить трудоемкий процесс расчленительной ретуши негативов и т. д.
1.4. В качестве прозрачной малодеформирующейся основы для нанесения гравировальной эмали и бессеребряных светочувствительных слоев могут быть использованы полиэтилентерефталатные пленки (типа лавсан, мелинекс, лумиррор, майлар и др.), отвечающие требованиям, изложенным в данном руководстве.
1.5. Гравирование штриховых элементов карт должно выполняться с помощью набора гравировальных приборов, инструментов и принадлежностей, приведенных в руководстве.
1.6. Фотокопировальные процессы изготовления диапозитивов способами вымывного рельефа и окрашивания в массе слоя целлулоида выполняются в соответствии с утвержденными технологическими инструкциями (ИК-1, ИК-2, ИК-3).
1.7. Руководство предназначается для инженерно-технических работников предприятий и фабрик ГУГК, осуществляющих непосредственное руководство и контроль за технологическими процессами подготовки карт к изданию методом гравирования, а также для рабочих в качестве практического пособия.
Предложения по улучшению руководства направлять в ЦНИИГАиК.
2. ПРИНЦИПИАЛЬНАЯ СХЕМА
ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
2.1. Выбор и подготовка основы (пленки) для нанесения гравировальной эмали.
2.2. Приготовление и нанесение гравировальной эмали на пленку.
2.3. Изготовление абриса на гравировальных основах.
2.4. Гравирование оригиналов карт.
2.5. Изготовление оригиналов подписей.
2.6. Изготовление диапозитивов с гравированных оригиналов.
2.7. Изготовление совмещенных диапозитивов.
2.8. Изготовление макета фоновой окраски карты.
3. ПРАВИЛА ПО ТЕХНИКЕ БЕЗОПАСНОСТИ
И ПРОМЫШЛЕННОЙ САНИТАРИИ
3.1. Условия производства должны соответствовать «Правилам по технике безопасности и промышленной санитарии на предприятиях полиграфической промышленности», действующим с 1 июля 1975 г.
3.2. Для процессов приготовления и нанесения гравировальных слоев, содержащих летучие растворители (ацетон, бутилацетат, этиловый и бутиловый спирты, эфир и др.), должно быть выделено отдельное помещение, оборудованное общей приточно-вытяжной вентиляцией и вытяжными вентиляционными устройствами на рабочих местах исполнителей. Помещение должно быть чистым. Температура воздуха в помещении должна быть + 18 - 22 ºС, относительная влажность - 55 - 65 %.
В помещении необходимо иметь психрометр или термогигрограф для ежедневного контроля температуры и влажности воздуха.
4. МАТЕРИАЛЫ И ХИМИКАТЫ, ПРИМЕНЯЕМЫЕ
ПРИ ИЗГОТОВЛЕНИИ РАБОЧИХ РАСТВОРОВ
|
Материалы и химикаты |
Нормативные документы |
|
1 |
2 |
|
Амиловый эфир уксусной кислоты |
ТУ 09-1239-76 |
|
Аммоний двухромовокислый |
|
|
Ацетон |
|
|
Бумага фильтровальная |
|
|
Бутилацетат |
|
|
Вата гигроскопическая |
|
|
Гидрохинон |
|
|
Глицерин |
|
|
Диазобумага |
ГОСТ 7821-78 |
|
Дибутилфталат |
|
|
Желатина фотографическая |
ОСТ 6-17-421-75 |
|
Калий бромистый |
|
|
Калий марганцевокислый |
|
|
Калий метабисульфит |
ГОСТ 5713-75 |
|
Кальций хлористый |
ГОСТ 4460-77 |
|
Камедь сибирской лиственницы |
|
|
Канифоль сосновая |
|
|
Кислота уксусная |
|
|
Клей БФ-2 |
|
|
Коллодий медицинский 4%-ный |
|
|
Краситель бриллиантовый зеленый |
|
|
Краситель жировой ярко-синий антрахиноновый |
|
|
Краситель Конго красный |
ГОСТ 5552-74 |
|
Краситель жирорастворимый коричневый |
ТУ 6-14-199-75 |
|
Краситель основной синий «К» |
|
|
Краситель прямой голубой |
ГОСТ 10372-75 |
|
Краситель прямой черный «З» 175 %-ный |
ГОСТ 21814-76 |
|
Краситель спирторастворимый желтый «З» |
ТУ 6-14-814-77 |
|
Краски акварельные |
|
|
Лак цапоновый № 951 |
ОСТ 6-10-391-74 |
|
Лента склеивающая ЛТ-19 |
ТУ 6-17-626-79 |
|
Масло вазелиновое медицинское |
|
|
Метол |
ГОСТ 5.1177-71 |
|
Натрий сернистокислый (сульфит) |
|
|
Натрий серноватистокислый (гипосульфит) |
СТ СЭВ 223-75 |
|
Натрий углекислый (сода безводная) |
|
|
Некаль (паста) - смачиватель |
|
|
Нитропленка прозрачная |
|
|
Пленка (пластик) малодеформирующаяся полиэфирная, прозрачная, толщина 120 - 130 мкм (типа мелинекс, лумиррор, лавсан и др.) |
|
|
Смола «АС» |
ТУ 6-10-1515-80 |
|
Спирт бутиловый (бутанол) |
|
|
Спирт этиловый ректификованный |
|
|
Спирт этиловый ректификованный технический |
|
|
Сухая вальцованная паста (СВП) на титановых белилах |
|
|
Бумага фотографическая «Картографическая» |
ТУ 6-17-781-76 |
|
Пленка фототехническая ФТ-41-СС |
ТУ 6-17-850-76 |
|
Пленка фототехническая ФТ-101 П |
ТУ 6-17-450-79 |
|
Этилацетат |
|
|
Этиленгликоль |
|
|
Эфир серный |
|
5. РАБОЧИЕ РАСТВОРЫ
Рецепт № 1. Гравировальная эмаль ЦНИИГАиК
Сухая вальцованная паста (СВП) на титановых белилах, г......................................................... 116,0
Канифоль, г.................................................................................................................................................. 54,0
Дибутилфталат, г....................................................................................................................................... 6,2
Масло вазелиновое, г................................................................................................................................ 22,0
Краситель спирторастворимый желтый «3», г.................................................................................. 2,5
Краситель жировой ярко-синий антрахиноновый, г....................................................................... 1,2
Спирт этиловый, мл................................................................................................................................... 590
Бутилацетат, мл......................................................................................................................................... 380
Способ приготовления. В сосуд электромешателя засыпают сухую вальцованную пасту и измельченную в порошок канифоль, наливают растворитель и оставляют на сутки набухать для лучшего растворения. Часть бутилацетата и спирта (в соотношении 2:3) оставляют для растворения красителей, которые вводят в виде растворов, предварительно фильтруя через вату.
На второй день полученную смесь СВП и канифоли перемешивают вручную, вводят в нее последовательно остальные компоненты (дибутилфталат, вазелиновое масло, красители) и включают электромешатель. Для получения однородной суспензии эмаль перемешивают 40 - 50 ч (в зависимости от качества СВП). После этого ее фильтруют через металлическую сетку, имеющую 10000 отверстий на 1 см2, капроновую ткань или с помощью вакуум-фильтра, вливая ее в воронку Бюхнера и фильтруя через слой свансбоя в колбу Бунзена. Фильтрацию рекомендуется проводить два раза. Размешанная эмаль не должна долго отстаиваться, так как более крупные частицы пигмента оседают на дно сосуда. Если эмаль после изготовления используют не сразу, то перед нанесением на пластик ее вновь перемешивают.
Ввиду того, что дибутилфталат обладает летучестью и частично входит в состав СВП, его количество, вводимое в состав гравировальной эмали, зависит от времени изготовления СВП и может меняться от 4 до 8 г.
Если влажность воздуха в рабочем помещении при нанесении гравировальной эмали превышает 65 %, необходимо в растворитель вводить бутанол в следующем соотношении: бутилацетат 260 г (302 мл), спирт этиловый 278 г (348 мл), бутанол 260 г (321 мл).
Рецепт № 2. Раствор для обработки поверхности гравировального слоя (улучшения ее смачиваемости)
Некаль (паста),г.......................................................................................................................................... 20
Вода, мл........................................................................................................................................................ 1000
Способ приготовления. Некаль при помешивании растворяют в теплой воде (t = + 40 °С).
Рецепт № 3. Светочувствительный раствор для копирования абриса на гравировальный слой способом вымывного рельефа
Желатина, г.................................................................................................................................................. 15
Аммоний двухромовокислый,г............................................................................................................... 8
Вода, мл........................................................................................................................................................ 1000
Способ приготовления. Желатину замачивают на 2 ч в 750 мл воды комнатной температуры. Расплавляют на водяной бане (t = + 50 °С) при постоянном помешивании и доводят температуру раствора до + 40 °С. Двухромовокислый аммоний растворяют в 250 мл горячей воды (t = + 70 - 80 °С) и после остывания до температуры + 40 °С вливают его при перемешивании в раствор желатины. Полученный раствор фильтруют через сложенную вчетверо марлю. Хранить раствор следует в сосуде из темного стекла или оклеенном черной бумагой.
Светочувствительные растворы для копирования абриса на гравировальный слой и изготовления диапозитивов способом окрашивания подложки.
Раствор камеди сибирской лиственницы (плотность 1,12), мл..................................................... 800
Аммоний двухромовокислый, г.............................................................................................................. 50
Калий марганцевокислый, г.................................................................................................................... 0,2
Вода, мл........................................................................................................................................................ 150
Способ приготовления. Мелкие кусочки камеди сибирской лиственницы насыпают в мешочек из хлопчатобумажной ткани и помещают в сосуд с холодной водой так, чтобы он не соприкасался со стенками и дном сосуда, и кипятят в течение 2 ч до полного растворения камеди. Полученный раствор фильтруют через вату и наливают в высокие цилиндры, где он отстаивается в течение 5 - 6 дней. Плотность раствора определяют ареометром. Отдельно растворяют двухромовокислый аммоний, фильтруют раствор через вату и вливают в готовый раствор камеди, добавляют раствор марганцовокислого калия и тщательно перемешивают. Плотность светочувствительного раствора должна быть 1,11 - 1,12 при температуре + 20 °С.
Светочувствительный раствор может быть использован в течение 5 - 8 суток после изготовления. Хранить раствор следует в сосуде из темного стекла с плотно закрывающейся пробкой.
Поливиниловый спирт, г.......................................................................................................................... 40
Аммоний двухромовокислый, г.............................................................................................................. 7
Хлорная медь, г........................................................................................................................................... 0,7
Некаль (2%-ный раствор), мл................................................................................................................. 20
Этиленгликоль, мл..................................................................................................................................... 4
Вода, мл........................................................................................................................................................ До 1200
Раствор камеди сибирской лиственницы (плотность 1,15), мл..................................................... 900
Аммоний двухромовокислый, г.............................................................................................................. 55
Вода, мл........................................................................................................................................................ До 1000
Способ приготовления. Сухой поливиниловый спирт замачивают в 800 мл холодной воды и оставляют набухать на 20 - 24 ч. Затем смесь подогревают, непрерывно помешивая на водяной бане (t = + 70 - 80 °С), и выдерживают при этой температуре до полного растворения. Раствор фильтруют через капроновую ткань, охлаждают и вливают в него приготовленные отдельно и отфильтрованные растворы двухромовокислого аммония, хлорной меди, некаля и этиленгликоля.
Раствор Б приготавливают так же, как раствор рецепта № 3. Плотность раствора Б доводят до 1,10.
Рабочий копировальный раствор получают смешиванием 10 частей раствора А с одной частью раствора Б.
Проявляющие растворы для изготовления светокопий способом окрашивания подложки.
Кальций хлористый, г............................................................................................................................... 500
Вода, мл........................................................................................................................................................ 1000
Способ приготовления. Сначала приготавливают запасной раствор плотностью 1,30. Перед использованием раствор разбавляют водой до плотности 1,28 и фильтруют через вату. Этот раствор сильно гигроскопичен, поэтому хранить его необходимо в сосуде с плотно закрывающейся пробкой.
Кальций хлористый, г............................................................................................................................... 700
Вода, мл........................................................................................................................................................ 1000
Способ приготовления. Сначала приготавливают раствор плотностью 1,38. Перед использованием раствор разбавляют водой до плотности 1,34 - 1,36.
Растворы для окрашивания абриса на гравировальном слое, полученного способом вымывного рельефа
Рецепт № 8. Голубой окрашивающий раствор
Краситель прямой голубой «К», г....................................................................... 2
Вода, мл................................................................................................................ 1000
Рецепт № 9. Красный окрашивающий раствор
Краситель конго красный, г.................................................................................................................... 15
Вода, мл........................................................................................................................................................ 1000
Рецепт № 10. Черный окрашивающий раствор
Краситель прямой черный «К» 200 %-ный или прямой черный «З» 175 %-ный, г.................. 5
Вода, мл........................................................................................................................................................ 1000
Способ приготовления. Красители, помешивая, растворяют в горячей воде. Готовый раствор фильтруют через вату.
Растворы для окрашивания на гравировальном слое абриса, полученного способом окрашивания подложки
Рецепт № 11. Синий окрашивающий раствор
Краситель основной синий «К», г.......................................................................................................... 5
Спирт этиловый, мл................................................................................................................................... 500
Глицерин (плотность 1,22), мл............................................................................................................... 500
Рецепт № 12. Коричневый (красный) окрашивающий раствор
Краситель жирорастворимый коричневый, г.................................................................................... 40
Спирт этиловый, мл................................................................................................................................... 500
Глицерин (плотность 1,22), мл............................................................................................................... 500
Рецепт № 13. Черный окрашивающий раствор
Краситель жирорастворимый коричневый, г.................................................................................... 20
Краситель основной синий «К», г.......................................................................................................... 5
Спирт этиловый, мл................................................................................................................................... 500
Глицерин (плотность 1,22), мл............................................................................................................... 500
Способ приготовления рецептов. Краситель, помешивая, растворяют в этиловом спирте, затем добавляют глицерин. Полученный раствор перемешивают и фильтруют через вату.
Растворы подслоев для изготовления диапозитивов способом окрашивания подложки
Коллодий медицинский 4 %-ный, мл.................................................................................................... 500
Спирт этиловый, мл................................................................................................................................... 250
Эфир серный, мл......................................................................................................................................... 250
Способ приготовления. В смесь спирта этилового и серного эфира вводят коллодий и перемешивают.
При отсутствии медицинского коллодия используют раствор целлулоида, указанный в «Технологической инструкции по процессу изготовления диапозитивов способом окрашивания в массе слоя целлулоида».
Рецепт № 15.
Лак цапоновый (бесцветный) № 951, части....................................................................................... 2
Бутилацетат, части................................................................................................................................... 1
Способ приготовления. Лак разбавляют бутилацетатом и фильтруют через четыре слоя марли, прикрыв воронку стеклянной пластинкой.
Рецепт № 16. Клей для монтажа наклеек надписей и условных знаков на полиэфирных пленках
Смола «АС», г.............................................................................................................................................. 100
Нитропленка, г............................................................................................................................................ 12,5
Этилацетат, мл........................................................................................................................................... 400
Ацетон, мл.................................................................................................................................................... 430
Бутилацетат, мл......................................................................................................................................... 100
Уксусная кислота, мл................................................................................................................................ 70
Способ приготовления. Целлулоидную пленку, отмытую от эмульсионного слоя и высушенную, нарезают мелкими кусочками, заливают 300 мл ацетона и оставляют, периодически перемешивая, до полного растворения пленки. Смолу «АС» растворяют в смеси ацетона, этилацетата и бутилацетата при помешивании стеклянной палочкой. Полученные растворы фильтруют через вату или четыре слоя марли, сливают вместе, вливают в них уксусную кислоту и перемешивают.
Рецепт № 17. Проявитель контрастный для изготовления фотонаборных гранок и диапозитивов (оригиналов) подписей
Метол, г......................................................................................................................................................... 2
Натрий сернистокислый (сульфит) безводный, г.............................................................................. 52
Гидрохинон, г.............................................................................................................................................. 10
Натрий углекислый (сода) безводный, г............................................................................................. 40
Калий бромистый, г................................................................................................................................... 4
Вода, мл........................................................................................................................................................ До 1000
Способ приготовления. Вода для составления проявителя должна быть дистиллированной или кипяченой (t = + 40 - 45 °С). Каждый химикат растворяют в воде отдельно, затем растворы фильтруют и смешивают в последовательности, указанной в рецепте. Нельзя применять воду более высокой температуры и нарушать порядок смешения растворов.
Рецепт № 18. Кислый фиксирующий раствор
Натрий серноватистокислый (гипосульфит) кристаллический, г................................................ 200
Калий метабисульфит, г........................................................................................................................... 30
Вода, мл........................................................................................................................................................ До 1000
Способ приготовления. Каждый химикат растворяют в воде отдельно, затем растворы фильтруют и смешивают в последовательности, указанной в рецептуре.
Рецепт № 19. Тушь для заправки диапозитивный копий
Краситель бриллиантовый зеленый, г................................................................................................. 50
Краситель жирорастворимый коричневый, г............................................................................................... 150
Клей БФ-2, мл................................................................................................................................................ 100
Амиловый эфир уксусной кислоты, мл....................................................................................................... 170
Ацетон, мл...................................................................................................................................................... 250
Спирт этиловый, мл....................................................................................................................................... 250
Спирт бутиловый, мл................................................................................................................................ 250
Способ приготовления. Красители растворяют отдельно в этиловом спирте, фильтруют через вату и растворы сливают вместе. Затем в них вливают клей БФ-2, растворенный в бутиловом спирте, ацетон и амиловый эфир уксусной кислоты. Раствор перемешивают.
Рецепт № 20. Ретушерная гравировальная эмаль
Сухая вальцованная паста на титановых белилах, г..................................................................... 300
Канифоль, г.................................................................................................................................................. 134
Дибутилфталат, мл.................................................................................................................................... 10
Масло вазелиновое, мл............................................................................................................................ 42
Краситель жирорастворимый коричневый, г.................................................................................... 20
Спирт этиловый, мл................................................................................................................................... 1000
Бутилацетат, мл......................................................................................................................................... 70
Способ приготовления тот же, что и при приготовлении гравировальной эмали по рецепту № 1.
Остальные материалы и рабочие растворы применяют те, которые указаны в технологических инструкциях ЦНИИГАиК по процессам: «Изготовление негативов и диапозитивов способом вымывного рельефа и избирательного окрашивания» (ИК-1), «Изготовление диапозитивов способом окрашивания в массе слоя целлулоида» (ИК-2), «Изготовление совмещенных и комбинированных диапозитивов» (ИК-3) и «Руководящем техническом материале по изготовлению и использованию самоприклеивающихся картографических аппликаций при оформлении оригиналов карт» (РТМ 68-7-77).
6. ОБОРУДОВАНИЕ, ПРИБОРЫ
И ВСПОМОГАТЕЛЬНЫЕ ПРИНАДЛЕЖНОСТИ
6.1. Оборудование и приспособления для фотокопировальных процессов (см. в «Технологической инструкции по процессам изготовления негативов и диапозитивов способом вымывного рельефа и избирательного окрашивания» и в «Технологической инструкции по процессу изготовления диапозитивов способом окрашивания в массе слоя целлулоида»).
6.2. Комплект приспособлений для технологии картографических аппликаций (см. в РТМ 68-7-77).
6.3. Фотомонтажное устройство ФУН.
6.4. Измерительная линейка типа МШ-1р.
6.5. Масштабная линейка.
6.6. Измеритель.
6.7. Циркуль пропорциональный.
6.8. Лупа измерительная 10×.
6.9. Комплект чертежных инструментов (кривоножка, кронциркуль, чертежная ручка, перья, тушница).
6.10. Скальпель остроконечный СО-4.
6.11. Кисти колонковые № 1-3.
6.12. Грузики металлические.
6.13. Подставка для составительского оригинала.
6.14. Электромешатель гравировальной эмали.
6.15. Стол гравировальный.
6.16. Набор гравировальных приборов, инструментов и принадлежностей.
6.16.1. В унифицированный набор гравировальных приборов, инструментов и принадлежностей входят прибор для гравирования линий ГПЛ; электрический кронциркуль ЭК; прибор для гравирования строений ГПС; горизонтальный гравировальный пантограф ГГП; штриховальный прибор ШП; тележка гравировальная малая МГТ-1; ручки гравировальные РГ; трафареты металлические МТ-1; трафареты пластмассовые ПТ-1; линейки металлические МЛ; принадлежности линовальные ЛП-1; точильный комплект ТК.
6.16.2. Кроме унифицированного набора гравировальных приборов, инструментов и принадлежностей на предприятиях ГУГК могут быть использованы гравировальный прибор ГП-3, усовершенствованный электрический кронциркуль ЭК-1, электрический прибор для гравирования точек и кружков ЭГПИ (изготовляемые серийно), а также универсальный гравировальный прибор УШИ и малый накладной пантограф МНП, выпущенные малой опытной партией.
Прибор для гравирования линий ГПЛ (рис. 1, а) предназначен для гравирования прямых и кривых одинарных и параллельных линий различной толщины. Он состоит из стойки в виде дугообразного кронштейна 4 с двумя ножками, опирающимися на вращающиеся ролики 6, и шпинделя, внутри которого находится ось, вращающаяся в шарикоподшипниках. На нижнем конце ос« имеется отверстие (гнездо) для закрепления эксцентричного резца 8, являющегося третьей точкой опоры прибора. Отверстие смещено относительно центра вращения оси для того, чтобы можно было изменять эксцентриситет резца. По обе стороны эксцентричного отверстия в направлении эксцентриситета нанесены два ориентирных штриха. На оси резца с противоположной его эксцентриситету стороны также имеется ориентирный штрих. Вставляя резец в прибор и совмещая нанесенный на нем штрих с большим или малым штрихом на вращающейся оси, можно установить его в двух положениях когда направления эксцентриситетов гнезда и резца совпадают или диаметрально противоположны. В первом случае эксцентриситет резца увеличивают, во втором - уменьшают. Больший эксцентриситет придают резцу при гравировании линий, имеющих небольшую кривизну, меньший - при гравировании извилистых линий. Крепление резца в приборе происходит за счет подпружинивания его оси, благодаря разрезу, сделанному в верхней части резца.
Давление на резец задается и регулируется при помощи груза 2, передвигающегося по стойке прибора. Необходимое положение груза фиксируется стопорным винтом 3. При гравировании топких линий груз можно снимать с прибора.
Гравирование прибором можно выполнять одной и двумя руками. При гравировании одной рукой прибор держат за поворотную втулку 11, в нижней части которой имеется вырез 9, предназначенный для придерживания вращающейся оси во время установки в нее резца. При гравировании двумя руками на втулку надевают кольцо с двумя ручками 7. В случае необходимости на втулке крепится съемная лупа 10 с увеличением 2×. Вверху над втулкой имеется стопорный винт 1, предназначенный для закрепления оси при гравировании по линейке или трафарету. При гравировании по лекалу винт переставляют в нижнюю часть втулки для скрепления ее с осью.
Для установки прибора в нерабочее положение имеется специальная скоба 5, служащая упором.
В комплект прибора входит приспособление для установки упорной гайки резца 12 (рис. 1, б).
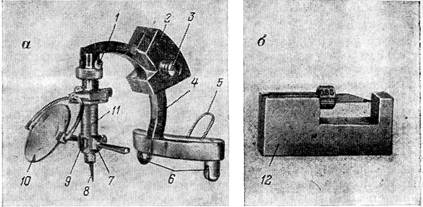
Рис. 1
К прибору ГПЛ выпускаются четыре набора резцов - два основных и два дополнительных: резцы гравировальные линейные ГРЛ-ТО; ГРЛ-ТД; ГРЛ-ГО; ГРЛ-ГД.
|
Размеры резцов, мм |
Наборы резцов |
Примечание |
||||
|
топографический |
географический |
|||||
|
осн. |
доп. |
осн. |
доп. |
|||
|
Одинарные резцы |
||||||
|
0,1 |
1 |
|
1 |
1 |
|
|
|
0,12 |
1 |
1 |
1 |
1 |
|
|
|
0,15 |
1 |
1 |
1 |
1 |
|
|
|
0,17 |
1 |
1 |
1 |
1 |
|
|
|
0,20 |
1 |
1 |
1 |
1 |
|
|
|
0,23 |
1 |
1 |
1 |
1 |
|
|
|
0,25 |
1 |
1 |
1 |
1 |
|
|
|
0,27 |
1 |
|
1 |
1 |
|
|
|
0,30 |
1 |
1 |
1 |
1 |
|
|
|
0,35 |
1 |
1 |
1 |
1 |
|
|
|
0,40 |
1 |
1 |
1 |
1 |
|
|
|
0,45 |
1 |
1 |
1 |
1 |
|
|
|
0,50 |
1 |
1 |
1 |
1 |
|
|
|
0,55 |
|
|
1 |
1 |
|
|
|
0,60 |
1 |
|
1 |
1 |
|
|
|
0,65 |
|
|
1 |
1 |
|
|
|
0,70 |
1 |
|
1 |
1 |
|
|
|
0,75 |
|
|
1 |
|
|
|
|
0,80 |
1 |
|
1 |
|
|
|
|
0,90 |
|
|
1 |
|
|
|
|
1,00 |
|
|
1 |
|
|
|
|
1,10 |
|
|
1 |
|
|
|
|
1,20 |
|
|
1 |
|
|
|
|
Двойные резцы |
||||||
|
0,1-0,15-0,1 |
|
|
1 |
|
Первый и третий размеры указывают толщину гравируемых линий, второй - промежуток между ними |
|
|
0,1-0,20-0,1 |
1 |
|
1 |
|
||
|
0,1-0,25-0,1 |
1 |
|
|
|
||
|
0,1-0,30-0,1 |
1 |
|
|
|
||
|
0,1-0,40-0,1 |
1 |
|
|
|
||
|
0,1-0,50-0,1 |
1 |
|
|
|
||
|
0,1-0,60-0,1 |
1 |
|
|
|
||
|
0,1-0,70-0,1 |
1 |
|
|
|
||
|
0,1-0,80-0,1 |
1 |
|
|
|
||
|
0,1-1,00-0,1 |
1 |
|
|
|
||
|
0,1-1,20-0,1 |
1 |
|
|
|
||
|
0,1-1,40-0,1 |
1 |
|
|
|
||
|
0,1-1,80-0,1 |
1 |
|
|
|
||
|
0,1-2,00-0,1 |
1 |
|
|
|
||
|
0,1-2,40-0,1 |
1 |
|
|
|
||
|
0,1-0,40-0,2 |
1 |
|
|
|
||
|
0,1-0,20-0,5 |
1 |
|
|
|
||
|
0,12-0,21-0,12 |
|
|
1 |
|
||
|
0,12-0,26-0,12 |
|
|
1 |
|
||
|
0,15-0,30-0,15 |
1 |
|
1 |
|
||
|
0,15-0,40-0,15 |
1 |
|
|
|
||
|
0,18-0,45-0,18 |
1 |
|
|
|
||
|
0,15-0,50-0,15 |
1 |
|
|
|
||
|
0,2-0,20-0,2 |
|
|
1 |
|
||
|
0,2-0,50-0,2 |
1 |
|
|
|
||
|
0,2-0,60-0,2 |
1 |
|
|
|
||
|
0,25-0,60-0,25 |
1 |
|
|
|
||
|
0,30-0,80-0,30 |
1 |
|
|
|
||
|
0,15-0,20-0,15 |
|
|
1 |
|
||
|
Тройные резцы |
||||||
|
0,2-0,45-0,1-0,45-0,2 |
1 |
|
|
|
Первый, третий и пятый размеры указывают толщину гравируемых линий, второй и четвертый - промежуток между ними |
|
|
0,3-0,42-0,15-0,42-0,3 |
1 |
|
|
|
||
|
0,3-0,74-0,12-0,74-0,3 |
1 |
|
|
|
||
|
|
43 |
11 |
30 |
17 |
||
Наборы резцов ГРЛ-ТО (основной) и ГРЛ-ТД (дополнительный) предназначены для гравирования оригиналов топографических карт масштабов 1:10000 - 1:1000000.
Наборы резцов ГРЛ-ГО (основной) и ГРЛТД (дополнительный) предназначены для гравирования оригиналов географических (справочных складных) карт.
Основные наборы резцов предназначены для общего пользования (один набор на 5 - 6 человек), дополнительные - для индивидуального пользования. Комплектация и размеры резцов указаны в табл. 1.
На всех одинарных резцах указаны толщины гравируемых ими линий, а на двойных и тройных - порядковые номера. В упаковочных пеналах против одинарных резцов стоят толщины гравируемых ими линий, против двойных - порядковые номера и размеры гравируемых ими линий и промежутков между ними, а против тройных - порядковые номера и общая ширина гравируемого условного знака.
Поверка и регулировка прибора
Для того чтобы резец во время гравирования хорошо поворачивался и прорезал линию, соответствующую ширине его основания (лезвия), должны быть выполнены следующие условия:
1) ось резца должна быть параллельна вращающейся оси прибора и лежать с ней в одной плоскости;
2) рабочее основание (лезвие) резца должно быть перпендикулярно к направлению его эксцентриситета, а следовательно, и к направлению его движения;
3) резец должен быть симметрично заточен по отношению его вертикальной оси;
4) ориентирные штрихи, находящиеся на резце и вращающейся оси прибора, должны лежать в плоскости, проходящей через их середины в направлении эксцентриситета резца;
5) вращающаяся ось прибора с резцом должна быть перпендикулярна к плоскости гравируемого оригинала.
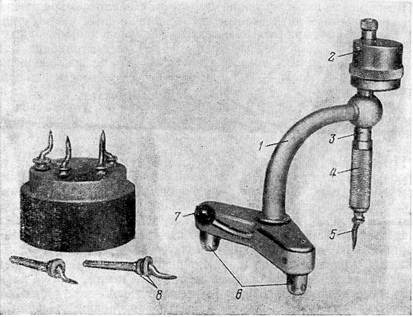
Рис. 2
Первое условие выполняется при изготовлении прибора. При несоблюдении этого требования резец при повороте вокруг своей оси на 180° будет выбирать гравировальный слой одним краем и не полностью разворачиваться. Исправление этого дефекта производится на заводе.
Второе условие выполняется при заточке резцов. При его несоблюдении концы награвированных линий не будут иметь прямоугольную форму. Для устранения этого дефекта резцы перетачивают.
Третье условие выполняется также при заточке резцов. При его несоблюдении резец во время работы поворачивается неполностью. Для устранения этого дефекта резцы перетачивают или прогибают их нижнюю часть в нужную сторону и подтачивают.
Четвертое условие выполняется при изготовлении резцов и вращающейся оси прибора. При несоблюдении этого требования резец во время работы будет разворачиваться вперед правой или левой стороной (основание резца не будет перпендикулярно к направлению его движения). Этот дефект устраняют нанесением новых ориентирных штрихов.
Выполнение пятого условия достигается наклоном вращающейся оси прибора в двух взаимно перпендикулярных направлениях. В направлении, параллельном осям колес, перпендикулярность ее достигается регулировкой высоты опорной ножки прибора с помощью юстировочных винтов, находящихся на осях ножек; в другом направлении - изменением высоты обеих опорных ножек.
Высоты опорных ножек определяется длиной выступающей части резца, которая устанавливается по специальному приспособлению (см. рис. 1, б) и фиксируется при помощи упорной гайки резца.
Гравировальный прибор ГП-3 (рис. 2) предназначен для гравирования прямых и кривых линий различной толщины. Прибор состоит из стойки 1, имеющей вид кронштейна с двумя опорными ножками, заканчивающимися вращающимися роликами 6, и шпинделя 3, в который вставляется эксцентричный резец 5, являющийся третьей точкой опоры. На резце имеется упор 8, состоящий из опорной гайки и контргайки. Для легкого вращения резцов в шпинделе закреплены два шарикоподшипника. Давление на резец осуществляется при помощи эксцентрично посаженного на ось груза 2 и регулируется поворотом его вокруг оси.
Для управления резцом во время гравирования на шпиндель надета вращающаяся втулка 4. С задней стороны основания прибора имеется стержень с шариком 7, на который опирается прибор в нерабочем положении.
В комплект прибора входит шесть одинарных эксцентричных резцов, заточенных в виде стамески, для гравирования линий толщиной 0,12 - 0,35 мм, эксцентричный груз и скоба для регулирования упора на резце.
Регулировка прибора осуществляется аналогично регулировке ГПЛ. Прибор предназначен для индивидуального пользования.
Электрический кронциркуль ЭК (рис. 3, а) предназначен для гравирования точек, одинарных и двойных кружков и кружков с точкой. Он состоит из кольца 7, служащего основанием прибора, с прикрепленной к нему стойкой 10, на которой укреплены узел гравировальной иглы с микроскопом и электродвигатель. С нижней стороны кольца расположены три опорные ножки 10 с тефлоновыми прокладками.
Узел гравировальной иглы содержит вращающийся шпиндель с эксцентриковым устройством, позволяющим смещать резец относительно центра его вращения на 1,5 мм, что дает возможность гравировать окружности диаметром до 3 мм.
Для установки резца на нужный диаметр на нижнем конце шпинделя имеется шкала 6 с ценой деления 0,1 мм, а на втулке - кольцо с отсчетным индексом 5. На верхнем конце шпинделя укреплена поворотная ручка 1. Поднимая и поворачивая ее вокруг своей оси, совмещают отсчетный индекс с каким-либо делением шкалы, устанавливая таким образом необходимый диаметр гравируемого кружка или точки.
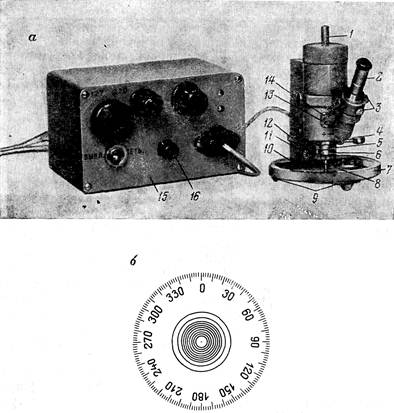
Рис. 3
Для ориентирования основания резца по радиусу его вращения на нижней стороне шпинделя и на резце нанесены ориентирные штрихи, которые совмещаются при установке резца в прибор.
Резец 8 вместе со шпинделем имеет небольшой вертикальный ход, регулируемый при помощи упорного винта 11, который на некоторых приборах находится с задней стороны стойки. Вниз это движение происходит под действием пружины 13, а вверх - под действием возвратной пружины рычажного устройства. В нерабочем положении резец приподнят над оригиналом под давлением пружины рычага. При нажатии на рычаг 4 шпиндель вместе с резцом опускается под давлением своей пружины, гравируя необходимый условный знак.
Давление на резец регулируется с помощью гайки 14, которая сжимает или разжимает пружину, увеличивая или уменьшая ее давление на резец. Направления вращения гайки указаны знаками плюс и минус.
Вращение резцу передается через гибкий привод от электродвигателя, укрепленного на стойке прибора. С левой стороны стойки имеется выключатель электродвигателя 12. Питание на электродвигатель подается от блока 15, который подключается к электросети переменного тока напряжением 127 или 220 В. На передней панели блока питания имеется ручка 16 для регулирования скорости вращения резца.
Центрирование прибора над гравируемым условным знаком осуществляется с помощью микроскопа 2, в котором имеется сетка нитей. По горизонтальной и вертикальной линиям сетки нанесена шкала, используемая для правильного расположения окружностей относительно других условных знаков (касание окружностями береговой линии, дорог и т. д.), а также для гравирования окружностей или точек через определенные интервалы. При гравировании окружностей и точек, не требующих точной центрировки, центриром служит сам резец.
К прибору выпускаются три набора резцов - два основных и один дополнительный: резцы гравировальные круговые ГРК-ТО; ГРК-ТД; ГРК-ГО. Наборы резцов ГРК-ТО (основной) и ГРК-ТД (дополнительный) предназначены для гравирования оригиналов топографических карт масштабов 1:10000 - 1:1000000. Основной набор ГРК-ТО предназначен для общего пользования (1 набор на 8 - 10 человек), дополнительный ГРК-ТД - для индивидуального пользования.
Набор резцов ГРК-ГО (индивидуального пользования) предназначен для гравирования оригиналов географических (справочных складных) карт. Комплектация наборов и размеры резцов указаны в табл. 2. На каждом резце стоит порядковый номер, а в упаковочном пенале против резца стоят порядковый номер и размеры гравируемого им условного знака. Все размеры даны для случая, когда шкала, по которой устанавливают диаметры гравируемых пунсонов, стоит в нулевом положении. Возможность смещения центра резца относительно его оси вращения на 1,5 мм позволяет увеличить возможности гравирования окружностей и точек имеющимися в комплекте резцами. Например, одинарным резцом шириной 0,5 мм, заточенным в виде стамески и предназначенным для гравирования точек, можно гравировать точки диаметрами 0,5 - 1,0 мм, а двойным резцом для гравирования концентрических окружностей диаметрами 0,6 и 1,2 мм можно гравировать окружности диаметрами 0,6 и 1,2 - 3,6 и 4,2 мм.
В комплект прибора, предназначенного для гравирования мелкомасштабных карт, входят два эксцентричных резца (№ 29 и 30) и палетка (рис. 3, б) для нанесения центра кружков и разбивки их на секторы. Резец № 29 (с эксцентриситетом 3 мм) предназначен для гравирования кружков диаметрами 3 - 9 мм, а резец № 30 (с эксцентриситетом 6 мм) - 9 - 15 мм. Каждый из этих резцов устанавливают в двух положениях: направления эксцентриситетов резца и отверстия для него в шпинделе диаметрально противоположны и когда они совпадают. При первом положении резцом № 29 гравируют кружки диаметрами 3 - 6 мм, а резцом № 30 - кружки диаметрами 9 - 12 мм. При втором положении резцом № 29 гравируют кружки диаметрами 6 - 9 мм, а резцом № 30 - кружки диаметрами 12 - 15 мм. Для установки резца в первое положение отсчетный индекс поворачивают на 180° относительно нулевого деления шкалы, при этом направление эксцентриситета резца должно совпасть с нулевым делением шкалы. При таком показании шкалы резец № 29 будет гравировать кружок диаметром 3 мм, а резец № 30 - 9 мм.
|
Номера резцов в комплекте |
Размеры резцов, мм |
Наборы резцов |
Примечание |
||||
|
топографический |
географический |
||||||
|
осн. |
доп. |
осн. |
|||||
|
Одинарные резцы |
|||||||
|
1 |
0,12 |
1 |
1 |
1 |
Предназначены для гравирования одинарных окружностей и точек |
||
|
2 |
0,15 |
1 |
|
1 |
|||
|
3 |
0,20 |
1 |
|
1 |
|||
|
4 |
0,25 |
1 |
1 |
|
|||
|
5 |
0,30 |
1 |
|
1 |
|||
|
6 |
0,50 |
1 |
1 |
|
|||
|
7 |
0,80 |
1 |
|
|
|||
|
8 |
2,00 |
1 |
|
|
|||
|
Двойные резцы |
|||||||
|
9 |
0,20-0,80-0,12 |
1 |
|
|
Предназначены для гравирования окружностей с точкой. Первый размер указывает диаметр точки, второй - диаметр окружности, третий - толщину линии окружности |
||
|
10 |
0,25-1,20-0,12 |
|
|
1 |
|||
|
11 |
0,25-1,40-0,12 |
1 |
|
|
|||
|
12 |
0,25-1,00-0,12 |
1 |
|
|
|||
|
13 |
0,30-1,00-0,12 |
|
|
1 |
|||
|
14 |
0,50-1,20-0,12 |
|
|
1 |
|||
|
15 |
0,60-1,40-0,12 |
|
|
1 |
|||
|
16 |
0,70-1,60-0,12 |
|
|
1 |
|||
|
17 |
0,80-1,50-0,12 |
1 |
|
|
|||
|
18 |
1,00-2,00-0,12 |
1 |
|
|
|||
|
19 |
0,80-3,20-0,35 |
|
|
|
|||
|
20 |
0,70-2,50-0,35 |
|
|
|
|||
|
21 |
1,00-1,90-0,10 |
|
|
|
|||
|
22 |
0,40-2,00-0,30 |
|
|
|
|||
|
23 |
0,40-1,80-0,25 |
|
|
|
|||
|
24 |
0,40-1,20-0,15 |
|
|
|
Предназначены для гравирования двух концентрических окружностей. Первое число указывает диаметр внутренней окружности, второе - толщину внутренней окружности, третье - диаметр внешней окружности, четвертое - толщину внешней окружности. |
||
|
25 |
0,60-0,12-1,20-0,12 |
|
|
1 |
|||
|
26 |
0,70-0,12-1,40-0,12 |
|
|
1 |
|||
|
27 |
0,80-0,12-1,80-0,12 |
|
|
1 |
|||
|
28 |
1,00-0,10-1,90-0,10 |
1 |
|
|
|||
|
Одинарные эксцентричные резцы |
|||||||
|
29 |
3,00 ÷ 9,00 - 0,15 |
|
|
1 |
Предназначены для гравирования одинарных окружностей диаметром: резцом № 29 от 3,0 до 9,0 мм, № 30 от9,0 до 15,0 мм. Толщина линий окружностей 0,15 мм |
||
|
30 |
9,00 ÷ 15,00 - 0,15 |
|
|
1 |
|||
|
|
|
20 |
3 |
14 |
|
||
При изменении показания шкалы от 3 до 0 будут соответственно изменяться диаметры гравируемых окружностей: для резца № 29 - от 3 до 6 мм, а для резца № 30 - от 9 до 12 мм. Для установки резца во второе положение отсчетный индекс совмещают с нулевым делением шкалы, направление эксцентриситета резца должно быть диаметрально противоположно нулевому делению шкалы. В этом случае резец № 29 будет гравировать окружность диаметром 6 мм, а резец № 30 - 12 мм. Изменяя показания шкалы от 0 до 3 мм, будем соответственно увеличивать диаметры от 6 до 9 мм или от 12 до 15 мм.
Палетка (см. рис. 3, б), применяемая для разбивки награвированных условных знаков промпунктов на сектора, представляет собой диск диаметром 35 мм из оргстекла. На палетке нанесены концентрические окружности, в центре которых имеется отверстие для нанесения центра награвированных кружков. По краю палетки нанесены градусные деления 0 - 360°. Для разбивки награвированная окружность совмещается с окружностью на палетке, намечается центр и направление линий секторов.
Поверка и регулировка прибора
При регулировке электрического кронциркуля проверяют следующие условия:
1) диаметры окружностей, гравируемых резцом № 1, должны соответствовать показаниям шкалы;
2) диаметры точек и окружностей, гравируемых каждым резцом при нулевом положении шкалы, должны соответствовать размерам, указанным в укладочном пенале резцов;
3) ось шпинделя с крепящимся в нем резцом должна быть перпендикулярна к плоскости гравируемого оригинала;
4) крест нитей должен находиться в центре гравируемых точек и окружностей;
5) пружина, создающая давление на резец, должна обеспечивать полное прорезание гравировального слоя всеми резцами.
Для проверки первого условия шкалу устанавливают в нулевое положение, вставляют в прибор резец № 1 и гравируют точку, диаметр которой должен быть не более 0,12 - 0,14 мм. Затем, устанавливая последовательно шкалу на все деления и гравируя окружности, проверяют соответствие диаметров окружностей показаниям шкалы. При несоблюдении первого условия прибор может быть исправлен только в заводских условиях.
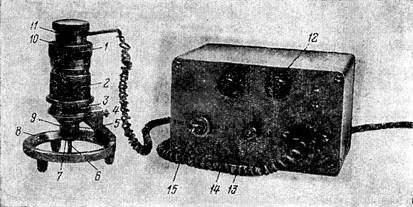
Рис. 4
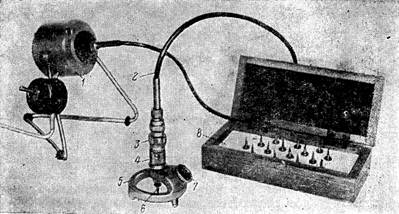
Рис. 5
Для проверки второго условия шкалу устанавливают в нулевое положение и последовательно гравируют всеми резцами комплекта точки и окружности, проверяя соответствие их диаметров размерам, указанным в укладочном пенале резцов. Если размеры не совпадают, то резцы перетачивают.
Для проверки третьего условия гравируют окружность максимального диаметра, проверяя при этом равномерность выбирания резцом гравировального слоя по всей окружности. В случае неравномерного прорезания гравировального слоя положение шпин-деля выравнивают путем регулирования высоты соответствующей опорной ножки.
Для проверки четвертого условия гравируют точку резцом № 1 (При нулевом положении шкалы) и проверяют ее положение по отношению к кресту нитей микроскопа. В случае несимметричного расположения креста нитей микроскопа относительно награвированной точки его перемещают в центр точки при помощи юстировочных винтов 3.
Для проверки пятого условия гравируют окружности и точки самым тонким и самым широким резцом, входящим в данный комплект. Резцы должны полностью выбирать гравировальный слой, не повреждая основы. При несоблюдении этого условия производят замену пружины.
Усовершенствованный электрический кронциркуль ЭК-1 (рис. 4) имеет то же назначение, что и прибор ЭК- Он состоит из опорной стойки 8 в виде кольца с тремя ножками, несущей узел гравировальной иглы и электродвигатель 11.
Узел гравировальной иглы содержит вращающийся шпиндель с эксцентриковым устройством 9, втулку 2 для опускания и подъема шпинделя с резцом 6 и устройство 1, 10 для регулирования вертикального хода шпинделя.
Эксцентриковое устройство позволяет смещать крепящийся в шпинделе резец относительно центра его вращения на 1,5 мм и, таким образом, гравировать окружности диаметром до 3 мм. Для установки нужного диаметра окружности или точки служат шкала 5 от 0 до 3 мм с ценой деления 0,1 мм, отсчетный индекс 7 и фиксатор 4. Нажимая на фиксатор, закрепляют шпиндель и, поворачивая эксцентриковое устройство вокруг своей оси, совмещают отсчетный индекс с соответствующим делением шкалы.
Для ориентирования рабочего конца резца по радиусу гравируемой окружности или точки на нижней стороне шпинделя и резце нанесены ориентирные штрихи, которые совмещаются при установке резца.
Вращение шпинделя осуществляется электродвигателем 11. Шпиндель с резцом опускается при нажатии на втулку 2, а поднимается с помощью возвратной пружины 3.
Глубина погружения резца в гравировальный слой регулируется гайкой 1, на которой нанесены знаки плюс и минус. Вращая гайку в сторону знака плюс, глубину погружения увеличивают, а в сторону знака минус - уменьшают. Величина вертикального хода шпинделя с резцом регулируется гайкой 10. Давление на резец производят рукой.
Питание на электродвигатель подается от блока 14, который подключается к электросети переменного тока напряжением 127 или 220 В. На передней панели блока питания расположены выключатель 15, переключатель напряжения 12 и ручка 13 для регулирования скорости вращения резца.
Электрический кронциркуль ЭК-1 разработан в двух вариантах: без микроскопа и с микроскопом. В первом случае прибор центрируется над гравируемым условным знаком с помощью резца, во втором - с помощью сетки нитей микроскопа.
Поверка и регулировка прибора выполняются так же, как электрического кронциркуля ЭК. (за исключением п. 5).
При укомплектовании прибора соответствующим набором резцов он может быть использован при гравировании оригиналов как топографических, так и географических карт аналогично ЭК.
Электрический прибор для гравирования точек и кружков ЭГПИ (рис. 5) предназначен для гравирования точек и окружностей разного диаметра.
Прибор состоит из подставки 5, несущей шпиндель с резцом 6. Для свободного перемещения его по оригиналу в ножках подставки вставлены вращающиеся шарики.
Вращение шпинделю передается через гибкий вал 2 от электродвигателя переменного тока 1. При гравировании на втулку 4 нажимают рукой, шпиндель с резцом опускается вниз и гравирует точку или окружность. Поднимается резец с помощью пружины. Глубина погружения резца в гравировальный слой регулируется гайкой 3, на которой нанесены знаки плюс и минус. Вращая гайку в сторону знака плюс, глубину погружения увеличивают, при вращении в сторону знака минус - уменьшают. Прибор имеет лупу 7 с увеличением 6×.
В комплект 8 прибора входит 16 резцов. Восемь заточены в виде стамески и предназначены для гравирования точек диаметрами 0,2 - 1,4 мм. Восемь других заточены эксцентрично и служат для гравирования окружностей диаметрами 0,5 - 1,8 мм.
Прибор предназначен для индивидуального пользования.
Универсальный гравировальный прибор УГПИ (рис. 6) предназначен для гравирования на оригиналах топографических карт условных знаков, изображающихся одинарными и параллельными линиями различной кривизны и толщины, кружками и точками.
Прибор создан на базе ЭГПИ, отличается от него наличием съемного груза 1 с регулировочным винтом 2 и дополнительным количеством одинарных и двойных резцов 3, изготовленных в виде кривоножек. При гравировании точек и кружков с прибором работают так же, как с ЭГПИ. При гравировании одинарных и двойных параллельных линий от прибора отсоединяют гибкий вал (тросик), вставляют необходимый резец, устанавливают на прибор груз и с помощью подпружиненного винта регулируют необходимое давление на резец. Эксцентриситет резцов так же, как в приборе ГП-3, изменять нельзя.
Прибор предназначен для общего пользования.
Прибор для гравирования строений ГПС (рис. 7) предназначен для гравирования условных знаков строений при подготовке к изданию оригиналов топографических карт.
Он состоит из стойки, несущей шпиндель 4 с резцом. Стойка представляет собой кронштейн 3, соединенный гайкой 6 с основанием в виде кольца, имеющего три опорные ножки 7. На кронштейне и на основании имеются призматические направляющие с шариками и регулирующее устройство, состоящее из ограничителя и упора с лимбом 5. При гравировании на втулку 2 нажимают рукой и горизонтально перемещают кронштейн по призматическим направляющим.
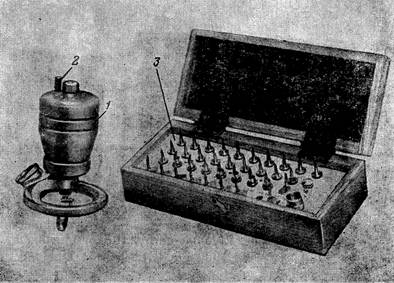
Рис. 6
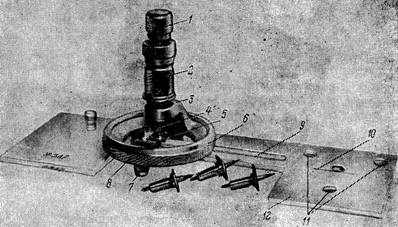
Рис. 7
Величина перемещения резца, определяющая длину гравируемого строения, устанавливается поворотом лимба на нужное деление (0,6; 0,8; 0,9; 1,2 мм). Ширина гравируемых строений определяется шириной резца.
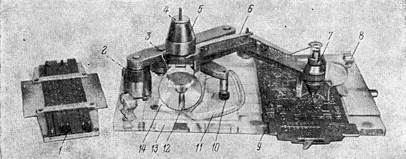
Рис. 8
В комплект прибора входят линейка 12 для ориентирования резца в приборе и гравирования кварталов и четыре резца, заточенные в виде стамески, шириной 0,4; 0,5; 0,6; 0,8 мм.
Для ориентирования резца в приборе ножки последнего устанавливают в отверстия 11 на линейке, ориентируют край пластины резца 8 по штриху 10 и закрепляют шпиндель стопорной гайкой 1.
При гравировании в квартале строений, имеющих одинаковую ориентировку, две ножки прибора устанавливают в прорезь 9, что обеспечивает параллельное перемещение резца при смещении прибора вдоль линии квартала.
Прибор предназначен для общего пользования (на 5 человек).
Горизонтальный гравировальный пантограф ГГП (рис. 8) предназначен для гравирования условных знаков, цифровых пояснительных подписей и подписей горизонталей при подготовке к изданию оригиналов топографических карт.
Прибор состоит из основания, системы рычагов с полюсом и опорной ножкой, узла гравировальной иглы, узла обводной иглы.
Основание 13 представляет собой прямоугольную плиту из прозрачного органического стекла, на обратной стороне которой нанесены ориентирные линии. Для удобства перемещения прибора в процессе работы у его основания имеются две ручки 8. Окно 14 в левой части основания открывает полезную площадь для гравирования.
Лекало 11 ограничивает перемещение обводной иглы в пределах площади шаблона и предохраняет визир от удалов о края окна. В основании прибора имеется поперечный паз с шестью юстировочными винтами и прижимом, предназначенным для установки металлических шаблонов 9.
Система рычагов 3 соединена шарнирами в параллелограмм и закреплена в полюсе 2. Она служит для уменьшения в 4 раза условных знаков и цифр, награвированных на металлических шаблонах. Опорная ножка 10 поддерживает систему рычагов.
Узел гравировальной иглы состоит из вертикальной направляющей, гравировальной иглы с грузом, ориентирующего устройства, визира, съемной лупы и рычага с пружиной.
Вертикальная направляющая представляет собой запрессованную в подшипники полую ось с цангами на обоих концах для устранения люфтов гравировальной иглы.
Груз 5 обеспечивает необходимое давление на иглу при гравировании. Перемещая груз вдоль иглы и фиксируя его положение контргайкой 4, можно установить необходимый зазор между гравировальной иглой и пластиком в нерабочем положении.
Ориентирующее устройство состоит из системы рычагов, связанных шарнирами в два параллелограмма, и предназначено для фиксации в одном положении визира и лупы 12.
Визир предназначен для точного ориентирования гравируемых знаков на оригинале и представляет собой марку из оргстекла, укрепленную на рычаге, при вращении визира вокруг оси марка поднимается или опускается. Положение съемной лупы можно изменять в зависимости от зрения исполнителя. Рычаг 6 с пружиной предназначен для поддерживания гравировальной иглы с грузом в нерабочем положении.
Узел обводной иглы 7 служит для обведения условных знаков и цифр на металлических шаблонах. Он состоит из составной втулки, на концах которой имеются цанги, кнопки с двумя направляющими, обводной иглы с двумя пружинами и ручки из оргстекла. Цанги устраняют люфт обводной иглы. Кнопка служит для опускания обводной иглы и гравировальной иглы с грузом. Пружины поддерживают обводную иглу и кнопку в нерабочем положении и обеспечивают последовательное опускание обводной и гравировальной игл. Ручка из оргстекла служит опорой обводной системы и перемещает обводную иглу по шаблону.
В комплект прибора входят две гравировальные иглы с грузом, сменный груз и лупа.
К прибору ГГП выпускаются: шаблон условных знаков местных предметов ШМП-10 (для гравирования оригиналов топографических карт масштаба 1:10000); шаблон условных знаков местных предметов ШМП-25 (для гравирования оригиналов топографических карт масштаба 1:25000); шаблон условных знаков местных предметов ШМП-50 (для гравирования оригиналов топографических карт масштаба 1:50000 - 1000000); шаблоны условных знаков растительного покрова ШРП (3 шт.); шаблон реечный цифровой ШРЦ-1,3 (для гравирования цифр высотой 1,3 мм шрифтом Т2-131); шаблон реечный цифровой ШРЦ-1,7 (для гравирования цифр высотой 1,7 мм шрифтом Тг-131).
Перед гравированием прибор необходимо подготовить к работе. Пантограф ставят на оригинал и вставляют гравировальную иглу с грузом, устанавливают необходимый зазор между острием иглы и поверхностью оригинала, а затем устанавливают лупу так, чтобы в нее отчетливо были видны конец гравировальной иглы и абрисный рисунок. После этого вставляют шаблон, закрепляют его и, перемещая ручку обводной иглы по шаблону, проверяют равномерность ее касания. Если есть зазоры и затирания, то необходимо отпустить прижим и юстировочными винтами выровнять положение шаблона, добиваясь при этом, чтобы при небольших наклонах пантографа обводная игла не сходила с установленного места.
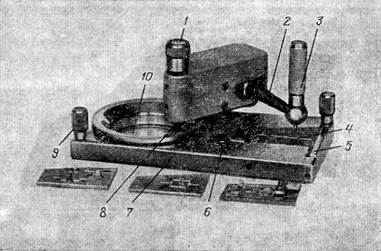
Рис 9
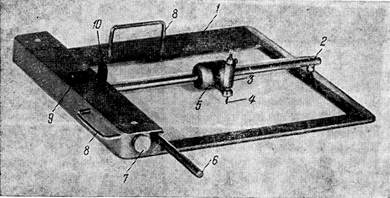
Рис. 10
При гравировании необходимо установить обводную иглу в центр условного знака на шаблоне, сориентировать пантограф в соответствии с расположением данного знака на оригинале, проверить ориентировку по переднему срезу марки визира и по ориентирным линиям на основании прибора и совместить гравировальную иглу с центром этого знака, проверяя центрировку плавным опусканием иглы. Далее, нажав на кнопку обводной иглы, обводят контур условного знака и производят, если нужно, выборку гравировального слоя внутри знака.
Пояснительные подписи, выраженные в виде обыкновенной или десятичной дроби, гравируют с помощью подвижного цифрового шаблона, находящегося в нижней части шаблона топографических условных знаков. Против середины каждой цифры нанесены ориентирные штрихи, а на нижней грани гнезда цифрового шаблона нанесена шкала, служащая для последовательного набора чисел с необходимым интервалом между цифрами. Короткие штрихи шкалы служат для набора чисел, содержащих единицу. После установления каждой цифры на необходимый штрих шкалы положение шаблона фиксируют поворотом рычага.
Подписи горизонталей, изобат и гравирование других численных характеристик, не содержащих обыкновенную или десятичную дробь, осуществляют с помощью цифрового - реечного шаблона 1, на котором сразу устанавливают необходимое число.
Ввиду того, что цифры имеют утолщенные элементы, обводить их приходится по внешней и внутренней сторонам.
Прибор предназначен для общего пользования (1 прибор на 5 человек, при наличии МНП - один прибор на бригаду).
Малый накладной пантограф МНП (рис. 9) имеет то же назначение, что и прибор ГГП, но им нельзя гравировать численные характеристики, выражающиеся в виде обыкновенной дроби.
Прибор состоит из основания 7, системы рычагов 2, ориентирующего устройства 10, гнезда 4 для крепления шаблонов, узла обводной иглы 3 и узла гравировальной иглы 8.
Основание представляет собой плиту из прозрачного органического стекла с круглым отверстием для ориентирующего устройства и двумя ручками 9 для перемещения прибора.
Система рычагов обеспечивает постоянное уменьшение 5× условных знаков и цифр, награвированных на металлических шаблонах.
Ориентирующее устройство представляет собой пластинку из оргстекла с прямоугольным вырезом для свободного перемещения гравировальной иглы. С нижней стороны пластины нанесена прямоугольная сетка, предназначенная для ориентирования прибора.
Гнездо для крепления шаблонов представляет собой углубление трапециевидной формы, фиксация шаблонов в котором осуществляется при помощи прижимной планки 5. При нажатии на кнопку 6 прижимная планка отходит и шаблон выталкивается из гнезда пружинящей пластиной.
Назначение узлов обводной и гравировальной игл то же, что и в приборе ГГП. Давление на гравировальную иглу регулируется вращением гайки 1.
В комплект прибора входят набор шаблонов условных знаков и цифр, кассеты для набора чисел, запасные гравировальные и обводные иглы.
Гравирование условных знаков осуществляется так же, как и прибором ГГП. Прибор МНП предназначен для общего пользования (один прибор на 5 - 6 человек).
Штриховальный прибор ШП (рис. 10) предназначен для гравирования условных знаков, изображающихся прямыми параллельными линиями.
Он состоит из прямоугольного основания 1 в виде рамки, на которой нанесены штрихи для ориентирования прибора. В левой части основания по призматической направляющей перемещается штанга 6, соединенная под прямым углом с направляющей каретки держателя резца 2. Перемещение штанги для гравирования линий через определенные интервалы осуществляется при помощи специального устройства нажатием на клавишу 9. Интервалы устанавливают по шкале, помещенной на головке винта (лимбу) 7, шкала содержит деления от 0,5 до 1,0 мм с интервалом через 0,1 мм. Свободное перемещение штанги производится вручную с помощью ручки 10.
Гравирование выполняют резцом 4, установленным на подвижной каретке 5. Резец имеет заточку, позволяющую гравировать линии в обоих направлениях. Давление на резец при гравировании осуществляется нажатием руки на втулку 3. В исходное положение резец возвращает пружина, расположенная внутри втулки. Ручки 8 служат для перемещения прибора.
В комплект прибора входят два одинаковых резца.
Прибор предназначен для общего пользования (один прибор на 6 - 7 человек).
Тележка гравировальная малая МГТ-1 (рис. 11) предназначена для гравирования по металлическим трафаретам и линейке одинарных и параллельных линий различной толщины. Она состоит из корпуса 1, опирающегося на два шарикоподшипника 2, и держателя резца 3. Резец 4 от прибора ГПЛ крепится неподвижно.
МГТ-1 предназначена для индивидуального пользования.
Ручки гравировальные РГ (рис. 12) предназначены для гравирования тонких линий (горизонталей, изобат и др.), линий с небольшим утолщением (истоков рек, промоин и др.), а также при работе по линейке и трафаретам. Они выпускаются двух видов: ручка с прямым держателем гравировальной иглы РГП и ручка гравировальная цанговая РГЦ. Обе ручки предназначены для индивидуального пользования.
Трафареты металлические МТ-1 (рис. 13) предназначены для гравирования на оригиналах типографических карт условных знаков, изображающихся линейным пунктиром (границ, полевых и лесных дорог, каналов и т. д.), и представляют собой металлические пластинки с прорезями на краях. Длина прорезей и промежутков между ними соответствует размерам гравируемых условных знаков. На каждом трафарете обозначены масштаб карты и номер условного знака, для гравирования которого он предназначен. В комплект набора входят 16 трафаретов.
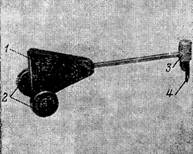
Рис. 11

Рис. 12

Рис. 13
Рис. 14
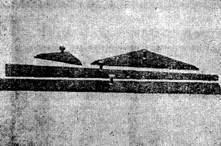
Рис. 15
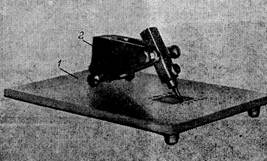
Рис. 16
Трафареты МТ-1 предназначены для индивидуального пользования.
Трафареты пластмассовые ПТ-1 (рис. 14) предназначены для гравирования на оригиналах топографических карт внемасштабных и площадных условных знаков, изображающихся простыми геометрическими фигурами. Они представляют собой прозрачные пластмассовые пластины с выбитыми произвольно или в определенном порядке отверстиями, соответствующими форме и размерам гравируемых условных знаков.
Трафареты ПТ-1 предназначены для индивидуального пользования. В комплект набора входят 15 трафаретов.
Принадлежности линовальные ЛП-1 (рис. 15) предназначены для выполнения различных разграфок и штриховальных работ. В комплект линовальных принадлежностей входят пропорциональные линейки и два прямоугольных равнобедренных треугольника с катетами 50 и 100 мм.
Линейки металлические МЛ предназначены для гравирования прямых линий на оригиналах карт (километровой и географической сетки, рамки и др.). Они изготавливаются двух видов (размеров): линейка большая 4,5×1200 мм и линейка малая 4,5×600 мм.
Линейки предназначены для общего пользования (комплект на 10 человек).
Точильный комплект ТК. (рис. 16) предназначен для заточки резцов к приборам ГПЛ, ЭК, ЭК-1, ЭГПИ, ГПС. Он включает прямоугольную точильную панель 1 размером 120×150 мм с вмонтированными в нее алмазной и стеклянной пластинами; точильно - гравировальный инструмент 2, имеющий две оси с колесами (малая - для заточки резцов, большая - для гравирования по линейке), и патрон с алмазной пастой. Оси имеют эксцентриковое устройство, предназначенное для установки резца перпендикулярно к затачивающей (гравируемой) поверхности в направлении, параллельном оси колес.
Точильная панель позволяет затачивать гравировальные резцы при помощи точильно - гравировального инструмента и вставленные в приборы ГПЛ, ГП-3, ЭК, ЭК-1, ЭГПИ, ГПС.
Точильный комплект ТК. предназначен для общего пользования (один комплект на предприятие).
6.16.3. Все гравировальные приборы и инструменты должны быть удобными в работе, не повреждать гравировальный слой и обеспечивать высокую производительность труда.
6.16.4. Резцы гравировальных приборов и инструментов должны полностью удалять гравировальный слой, не повреждая основы (пластика).
7. ВЫБОР И ПОДГОТОВКА ОСНОВЫ
ДЛЯ НАНЕСЕНИЯ ГРАВИРОВАЛЬНОЙ ЭМАЛИ
7.1. В качестве основ (подложек) для нанесения гравировальных эмалей могут использоваться малодеформирующиеся полиэфирные пленки: лавсан, мелинекс, лумиррор и др.
7.2.1. Пленка должна быть бесцветной, глянцевой, без складок, царапин, дырок, инородных включений, поверхностных загрязнений, надрывов и заусенцев.
7.2.3. Толщина пленки должна быть 120 - 130 мкм.
7.2.4. Колебания толщины пленки допускаются не более 5 мкм на 1 дм2.
7.2.5. Коэффициент линейного теплового расширения должен быть не более 3 · 10-5 на 1 °С.
7.2.6. Прозрачность пленки должна быть не менее 90 %.
7.3. Для снятия внутренних напряжений пленки за 4 - 5 недель до нанесения гравировальной эмали пленку необходимо разрезать на листы нужных форматов и выдержать в горизонтальном положении на стеллаже.
8. ПРИГОТОВЛЕНИЕ И НАНЕСЕНИЕ
ГРАВИРОВАЛЬНОЙ ЭМАЛИ НА ПЛЕНКУ
8.1. Для гравирования можно использовать пленку (пластик) с нанесенной гравировальной эмалью ЦНИИГАиК (рецепт № 1) или импортные гравировальные слои промышленного полива (например, английская пленка озаскрайб).
8.2. Требования к гравировальному слою.
8.2.1. Иметь толщину 8 - 9 мкм, равномерно покрывать поверхность пленки и не иметь посторонних вкраплений.
8.2.2. Легко прорезаться иглами и резцами без утолщений и трещин на краях прорезаемых линий.
8.2.3. Иметь хорошее сцепление (адгезию) с пластиком и высокую разрешающую способность, не отставать от подложки при гравировании линий с интервалом 0,1 мм или пересекающихся под острым углом.
8.2.4. Не образовывать липкой стружки.
8.2.5. Обладать достаточной твердостью, позволяющей работать мягким карандашом и не повреждаться при работе гравировальными приборами и инструментами.
8.2.6. Сохранять гравировальные свойства не менее 1 года и не изменять их при обработке и нанесении светочувствительных и защитных слоев.
8.2.7. Допускать исправления ошибок гравирования.
8.2.8. Иметь не утомляющий зрение цвет и достаточную копировальную плотность для получения диапозитива с награвированного рисунка.
8.3. Нанесение гравировальной эмали на пластик и контроль качества гравировального слоя.
8.3.1. Нанесение гравировальной эмали ЦНИИГАиК на пластик производят в центрифуге при скорости вращения для горизонтальной центрифуги ~ 65 об/мин, вертикальной ~ 55 об/мин.
8.3.2. Пластик в центрифуге крепится липкой лентой (типа ЛТ-40) на бумагу, наклеенную на лист алюминия, прикрепленный к крестовине центрифуги.
8.3.3. Перед поливом эмульсии поверхность пластика протирают спиртом.
8.3.4. Перед нанесением на пластик эмаль должна быть размешана и профильтрована.
8.3.5 Полив гравировальной эмали в горизонтальной центрифуге следует производить от краев к центру, в вертикальной - от центра к краям. Расход эмали - 250 мл на 1 м2 пластика.
8.3.6. После нанесения гравировальной эмали пластина должна быть выдержана в центрифуге 5 - 7 мин для образования пленки и подвешена для высушивания на 4 - 5 суток в темном помещении с температурой + 17 - 25 °С.
8.3.7. Относительная влажность воздуха в рабочем помещении при нанесении эмали должна быть не более 65 %.
8.3.8. После высушивания должен быть произведен контроль качества гравировального слоя согласно требованиям, указанным в п. 8.2.
8.3.9. Толщину слоя измеряют рычажным микрометром МР выборочно. На краях листа гравируют окружности или квадраты размером немного больше диаметра измерительной плоскости микрометра с таким усилием, чтобы остался след на самой основе (пластике). Далее в этих местах измеряют толщину слоя вместе с пластиком, а затем, смыв гравировальный слой ватным тампоном, смоченным в спирте или ацетоне, измеряют толщину пластика. Разница между показаниями микрометра составит толщину гравировального слоя.
8.3.10. Контроль пунктов 8.2.2, 8.2.4, 8.2.5 производят пробным гравированием, черчением по слою мягким карандашом и просмотром через лупу с увеличением 10×.
8.3.11. Контроль пункта 8.2.3 производят гравированием сетки квадратов из десяти или пятнадцати линий толщиной 0,1 мм при помощи пропорциональных линеек и гравировальной иглы. По искажению формы квадратов можно судить о количестве пластификатора в слое и степени старения целлулоидной пленки. На свежем слое с оптимальным количеством пластификатора квадраты имеют правильную форму с четкими и прямыми углами. На слое с повышенным количеством пластификатора или недостаточно высохшем слое квадраты искажены. В этом случае до гравирования слой необходимо посушить в темном помещении при комнатной температуре. На пересохшем слое квадраты имеют меньшие размеры и закругленные углы. Если слой старый, то он хрупкий и прорезаемые линии имеют рваные края.
Разрешающая способность слоя зависит от его толщины и адгезии, ее определяют гравированием параллельных линий. Чем больше линий одинаковой толщины можно награвировать на одном миллиметре, тем выше разрешающая способность слоя.
8.3.12. Контроль пункта 8.2.6 производят пробным гравированием после копирования абрисного рисунка карты.
8.3.13. Контроль пункта 8.2.7 производят нанесением на гравированный рисунок корректирующего покрытия и повторного гравирования и просмотра в контрольно-измерительную лупу с увеличением 10×. В качестве корректирующего покрытия можно использовать гравировальную эмаль или карандаш стеклограф.
8.3.14. Контроль пункта 8.2.8 производят визуально и изготовлением диапозитива с контрольной шкалой экспозиций.
9. ИЗГОТОВЛЕНИЕ АБРИСА НА
ГРАВИРОВАЛЬНЫХОСНОВАХ
9.1. Абрисный рисунок карты получают на гравировальном слое в прямом изображении способами вымывного рельефа или окрашивания подложки.
Способ окрашивания подложки применяют, когда предполагается по рисунку работать карандашом и пользоваться резинкой или вкопировать дополнительный рисунок (при одновременном составлении и гравировании оригиналов карт или при подготовке к изданию оригиналов карт со сложной штриховой нагрузкой, когда требуется особо точное совмещение элементов, гравируемых на разных оригиналах).
В остальных случаях абрис получают способом вымывного рельефа.
9.2. При получении абриса способом вымывного рельефа применяют светочувствительный раствор, составленный по рецепту № 3.
Для равномерного нанесения светочувствительного раствора на пластик, покрытый гравировальным слоем, поверхность слоя обрабатывают в течение 4 - 5 мин с помощью марлевого тампона 2 %-ным раствором некаля (рецепт № 2). Избыточная обработка делает слой менее пластичным. Нельзя применять для обработки раствор щелочи, делающий слой хрупким. После обработки некалем пластик промывают водой. Если вода смачивает слой равномерно, то наносят светочувствительный раствор в центрифуге. Если светочувствительный раствор наносится неравномерно, то поверхность гравировального слоя можно дополнительно обработать в течение 1 мин светочувствительным раствором с помощью ватного тампона. Раствор смывают водой и сразу наносят светочувствительный слой при скорости вращения центрифуги 65 - 70 об/мин. Полив начинают от центра пластины. На лист формата 50×60 см расходуется 80 - 90 мл раствора. Светочувствительный раствор перед поливом подогревают до температуры -(-30-35 °С и добавляют в него 1 - 2 мл 2 %-ного раствора некаля. После полива слой подсушивают в течение 10 - 15 мин при температуре в центрифуге до 35 °С. Затем пластик вынимают из центрифуги, укладывают слоем вниз на чистый лист бумаги и осторожно протирают его обратную сторону фильтровальной бумагой или марлевым тампоном. Эту операцию производят при неактиничном освещении.
Экспонирование можно производить только на остывшую основу, поэтому пластик необходимо выдержать 10 - 15 мин в папке или светонепроницаемом шкафу.
Экспонирование производят в копировальной раме через негатив. Экспозицию подбирают в зависимости от мощности источника света, расстояния от него до светочувствительного слоя, характера и качества негатива.
Проявляют изображение 2 - 3 мин в теплой воде (t = + 30 °С) при покачивании ванны. После проявления полузадубленную желатину окрашивают голубым, красным или черным красителями (рецепты № 8, 9, 10). Время окрашивания - 6 мин. После окрашивания рисунка излишний краситель смывают струей воды. Подсушивают абрис при комнатной температуре.
9.3. При получении абриса способом окрашивания подложки применяют светочувствительные растворы, составленные по рецептам № 4 или 5. Процесс подготовки поверхности гравировальной основы и нанесение на нее светочувствительного слоя производят так же, как указано в п. 9.2.
Экспонирование производят в копировальной раме через диапозитив. Выдержку определяют опытным путем.
При использовании в качестве светочувствительного слоя хромированного раствора камеди сибирской лиственницы (рецепт № 4) проявление производят 2 - 3 мин раствором хлористого кальция с удельной массой 1,28 (рецепт № 6) с помощью ватного тампона.
При использовании комбинированного раствора (рецепт № 5) проявление производят 1,5 - 2,5 мин раствором хлористого кальция с удельной массой 1,34 - 1,36 (рецепт № 7).
В процессе проявления незадубленные участки светочувствительного слоя удаляются и обнажается гравировальный слой. После проявления излишек хлористого кальция удаляют сухим ватным тампоном, а затем окрашивают проявленный рисунок в необходимый цвет (рецепты № 11, 12, 13). Рисунок 5 мин подсушивают под вентилятором, затем задубленный светочувствительный слой камеди сибирской лиственницы смывают водой. Для удаления загубленного комбинированного светочувствительного слоя основу погружают на 3 - 5 мин в 3 %-ный раствор пергидроля, затем промывают холодной водой с одновременным протиранием ватным тампоном. Готовый абрис подсушивают при комнатной температуре.
9.4. Вкопирование в абрис дополнительного рисунка (с ранее награвированного оригинала) производят по технологии, изложенной в п. 9.3. С первого награвированного оригинала изготавливают диапозитивную копию, с которой рисунок вкопируют во второй оригинал, и т. д. Абрисный рисунок второго оригинала не должен смываться водой, т. е. краситель должен проникнуть в слой.
Если абрис получают способом вымывного рельефа, то вкопирование дополнительного рисунка производят в обратном порядке, т. е. вначале копируют (способом окрашивания подложки) через диапозитив, полученный с первого гравированного оригинала рисунок, а затем, совместив по углам или с помощью штифтов - абрисный негатив, копируют его способом вымывного рельефа. Преимущество такого приема заключается в том, что с абрисного негатива не нужно делать для копирования диапозитив.
При вкопировании в абрис дополнительного рисунка цвет era должен отличаться от абрисного.
10. ГРАВИРОВАНИЕ ОРИГИНАЛОВ КАРТ
10.1. Общие положения.
10.1.1. Прежде чем приступить к гравированию оригиналов карт, необходимо проверить размеры внутренней рамки абрисного рисунка, полученного на гравировальном слое.
10.1.2. Перед гравированием оригинал необходимо закрыть бумагой, оставив открытым участок, на котором производится работа. Оригинал необходимо предохранять от механических повреждений, прямого солнечного света и от нагревания осветительными лампами.
10.1.3. Хранение оригиналов вблизи отопительных систем не допускается.
10.2. Гравирование оригиналов топографических карт.
10.2.1. Гравирование оригиналов карт начинают с нанесения углов рамки трапеции на оригинале контура с помощью контрольной линейки и наколки. По углам рамки наколкой намечают точки, через которые острой иглой гравируют небольшие кресты (1 - 2 мм), по которым проводят рамку трапеции. Затем углы рамки трапеции переносят на другие оригиналы, предназначенные для гравирования гидрографии и рельефа.
Элементы содержания оригиналов карт гравируют в следующей последовательности: гидрография, контур, рельеф. Однако в зависимости от физико-географических особенностей картографируемой территории, сроков создания карты и других причин гравирование элементов содержания может вестись одновременно на нескольких оригиналах или в другой последовательности.
10.2.2. Оригинал гидрографии гравируют в такой последовательности: урезы воды, молы, причалы и другие условные знаки, прерывающие береговую линию и печатаемые синей краской, источники (ключи, родники); береговая линия морей, озер и других водоемов; реки и каналы, изображаемые в две линии; реки и каналы, изображаемые в одну линию; прочие элементы, относящиеся к гидрографии; изобаты.
Условные знаки отметок урезов воды гравируют приборами ЭК, ЭК-1 или ЭГПИ.
Условные знаки молов и причалов гравируют по линейке МГТ-1, ГПЛ или гравировальной ручкой.
Условные знаки ключей и родников гравируют пантографом.
Техника гравирования условного знака береговой линии морей, озер и других водоемов зависит от толщины линии. Береговую линию толщиной 0,1 мм можно гравировать иглой с острой конической заточкой, вставленной в гравировальную ручку, или резцом, заточенным в виде стамески, вставленным в ГПЛ или ГП-3.
Береговую линию толщиной 0,15 мм и более гравируют резцами, заточенными в виде стамески, вставленными в ГПЛ или ГП-3.
Береговую линию, изображаемую линейным пунктиром, гравируют сплошной линией, а затем пером с тушью с помощью палетки заливают промежутки между штрихами.
Характер берегов отображается соответствующими условными знаками. Знак обрывистых берегов гравируют иглой с острой конической заточкой, вставленной в гравировальную ручку. Вначале гравируют береговую линию, а затем - зубчики. Причем зубчики гравируют за один прием, не отнимая руки. Если внутри зубчика остался слой, то его выбирают в одном направлении - к вершине или к основанию зубчика. Нельзя выбирать слой круговыми движениями, так как можно испортить рисунок зубчиков.
Условный знак рек, изображаемых двумя линиями, гравируют линиями одинаковой толщины. Причем условные знаки рек, изображаемых параллельными линиями, гравируют двойными резцами, каналов, изображаемых двумя параллельными линиями, гравируют по обычной линейке двойными резцами, вставленными в МГТ-1, ГПЛ или УГПИ. Кроме того, такие каналы можно гравировать иглой с острой конической заточкой, вставленной в гравировальную ручку, с помощью пропорциональных линеек.
Прежде чем приступить к гравированию условных знаков рек, изображаемых в одну линию, их необходимо разбить по толщине на участки. Сначала гравируют главные реки, а затем их притоки. Такой порядок необходим для того, чтобы правильно выделить соподчиненность рек и обеспечить хорошее качество гравирования. Реки толщиной не более 0,15 мм гравируют иглой с круглой заточкой. Равномерное утолщение рек достигается постепенным увеличением давления на иглу. Реки толщиной свыше 0,15 мм гравируют резцами, вставленными в ГПЛ или ГП-3. Постепенное утолщение рек достигается сменой резцов. Менять их лучше при пересечении рек с другими элементами или при слиянии рек, где увеличение их толщины естественно. Разрывы или утолщения, образующиеся из-за смены резцов, заправляют иглой с острой конической заточкой.
Каналы, изображаемые линией толщиной 0,1 мм, гравируют по линейке иглой с острой конической заточкой, вставленной в ручку, а при толщине линий свыше 0,1 мм - резцом, заточенным в виде стамески, вставленным в МГТ-1, ГПЛ или ГП-3. Каналы, изображаемые точечным пунктиром, гравируют приборами ЭК, ЭК-1 или ЭГПИ по предварительной карандашной разграфке, а каналы, изображаемые линейным пунктиром, гравируют по трафаретам. Условный знак набережных гравируют резцами, вставленными в ручку, ГПЛ или ГП-3; поперечные штрихи гравируют по трафарету.
Условные знаки водопадов и порогов гравируют по трафаретам иглой с острой конической заточкой, вставленной в ручку. Условные знаки колодцев с ветряными двигателями, гейзеров, оборудованных источников и фонтанов гравируют пантографом ГГП или МНП, а условные знаки главных колодцев в степных и пустынных районах, обычных и артезианских колодцев - электрическим кронциркулем. Условные знаки водохранилищ и дождевых ям, не выражающиеся в масштабе карты, гравируют по трафаретам. Условный знак водопровода гравируют в два приема: сначала иглой с острой конической заточкой гравируют линию, а затем с помощью ЭК, ЭК-1 или ЭГПИ наносят точки. Условные знаки подземных водопроводов гравируют по трафарету. При гравировании условных знаков кяризов в первую очередь наносят пунсоны, а затем по трафаретам - линейные элементы. Условные знаки волноломов и бун гравируют по линейке резцами, вставленными в ручку, МГТ-1, ГПЛ или ГП-3.
Условные знаки болот и солончаков гравируют штриховальным прибором ШП. Небольшие площади можно гравировать иглой с острой конической заточкой, вставленной в ручку, с помощью пропорциональных линеек.
На оригинале гидрографии гравируют так же горизонтали ледников.
Условный знак ледниковых трещин гравируют иглой с круглой заточкой, вставленной в ручку. Изменение толщины линии достигается изменением давления на иглу.
Фирновые поля гравируют ЭК, ЭК-1 или ЭГПИ.
Знаки ледяных обрывов гравируют так же, как обрывистые берега.
Условный знак ископаемого льда гравируют иглами с острой и круглой коническими заточками, вставленными в ручки.
Изобаты гравируют иглой с острой конической заточкой, вставленной в ручку, или резцом, заточенным в виде стамески, вставленным в ГПЛ или ГП-3. Подписи изобат и отметки глубин гравируют пантографом. Остальные надписи (названия морей, озер, рек и др.) наклеивают на оригинале подписей.
10.2.3. Оригиналы контура гравируют в такой последовательности: внутренняя и внешняя рамки; координатная сетка; опорные пункты, отметки высот; элементы гидрографии и гидротехнические сооружения, печатаемые черным цветом; железные дороги и сооружения при них; населенные пункты; промышленные, сельскохозяйственные и социально-культурные объекты; шоссейные и грунтовые дороги, тропы; границы и ограждения; элементы рельефа, печатаемые черным цветом; растительный покров и грунты.
Гравирование рамки начинают с наколов вершин ее углов.
Внутреннюю рамку и координатную сетку гравируют с помощью металлической линейки иглой с острой конической заточкой, вставленной в гравировальную ручку. Внешнюю рамку можно гравировать несколькими способами. Прибором для гравирования рамки минутную и утолщенную рамки можно гравировать за один прием. Внешнюю рамку можно гравировать ГПЛ или МГТ-1, при этом резец должен располагаться перпендикулярно к краю линейки. Для удобства гравирования рамки малой гравировальной тележкой стержень, несущий резцедержатель, следует изогнуть так, чтобы края резца и одного опорного шарикоподшипника лежали на одной линии. Внешнюю рамку можно гравировать гравировальной ручкой. Для этого вначале гравируют внешние линии, а затем резцом, заточенным в виде стамески, выбирают между ними слой. Ширина резца должна быть на 0,05 - 0,1 мм меньше общей ширины рамки.
При разбивке минутных и секундных делений применяют специальную прозрачную палетку, которую подкладывают под оригинал. Крайние боковые линии палетки совмещают с внутренними линиями рамки карты и производят разбивку минут и секунд. Километровую сетку сначала разбивают при помощи масштабной линейки и измерителя, откладывают крайние ориентиры (километры), а затем подкладывают под оригинал палетку с километровой сеткой, совмещают ее с нанесенными ориентирами и производят разбивку. При отсутствии палетки разбивку всей километровой сетки можно производить при помощи масштабной линейки и измерителя.
Условные знаки опорных пунктов гравируют пантографом (ГГП или МНП) или по трафаретам. Для правильного ориентирования знаков относительно рамки карты под оригинал подкладывают палетку, представляющую собой ряд параллельных линий.
Отметки высот гравируют электрическим кронциркулем (ЭК или ЭК-1) или электрическим прибором для гравирования точек и кружков (ЭГПИ).
Условные знаки береговых отмелей и мелей, берега опасные, берега осыхающие (приливно-отливные полосы), изображаемые точками разного диаметра, гравируют ЭГПИ, ЭК или ЭК-1. Условные знаки скалистых берегов гравируют двумя иглами с острой и круглой конической заточкой. Условные знаки дамб и искусственных валов гравируют по трафаретам. Условные знаки бродов и перевозов гравируют иглой с острой конической заточкой, вставленной в гравировальную ручку, по предварительной разграфке карандашом, а при гравировании условного знака парома используют трафарет. Знаки мостов, плотин, ширина которых выражается в масштабе карты, шлюзов, спусков и лестниц на набережных, берега со спланированными неукрепленными откосами, берега с укрепленными откосами и бермой шириной более 1 м гравируют соответствующими резцами, вставленными в гравировальную ручку, ГПЛ или МГТ-1 с применением пропорциональных линеек.
При гравировании условных знаков рифов и водорослей применяют иглу с круглой заточкой, вставленную в гравировальную ручку. Плавное увеличение толщины линии достигается изменением давления на иглу. Условный знак скопления плавника гравируют по трафарету.
Условные знаки мостов, не выражающиеся в масштабе карты, водомерные посты и футштоки, плотины, чириги, якорные стоянки и пристани без оборудованных причалов и с ними, камни подводные и надводные, маяки, огни, постоянные знаки береговой речной сигнализации, имеющие значение ориентиров, гравируют пантографом.
Условные знаки банок малого размера, скалы надводные, плавучие маяки и плавучие огни, светящиеся буи, сухие доки, эллинги, слипы наклеивают.
Условные знаки железных дорог гравируют прибором для гравирования линий или УГПИ. Если дороги прямые, то вращающуюся ось закрепляют так, чтобы рабочая часть резца была параллельна оси вращения колес прибора ГПЛ или перпендикулярна к двум опорным ножкам УГПИ, и гравируют по линейке. Кроме того, прямолинейные участки железных дорог можно гравировать при помощи МГТ-1.
Условные знаки строящихся железных дорог гравируют сплошной линией, а затем пером или тонкой кистью заливают промежутки между штрихами тушью или ретушерной эмалью (рецепт № 19). Прямолинейные участки строящихся железных дорог гравируют по металлическим трафаретам.
Условные знаки разобранных железных дорог, фуникулеров и бремсбергов гравируют двойными резцами, вставленными в ГПЛ или УГПИ. Прямолинейные участки гравируют приборами по линейке или иглой с острой конической заточкой, вставленной в гравировальную ручку, с применением пропорциональных линеек. Шашечки в этих условных знаках выбирают резцом, заточенным в виде стамески. Ширина резца должна быть на 0,05 - 0,1 мм меньше ширины дороги, чтобы резец выбирал слой только в пределах линий, ограничивающих дорогу. На криволинейных участках слой удаляют по предварительной разграфке при помощи ГПЛ и УГПИ, на прямолинейных - по трафаретам.
Условные знаки железнодорожных станций, разъездов, платформ, остановочных пунктов, семафоров и светофоров гравируют пантографом.
Условные знаки блокпостов и путевых постов можно гравировать тремя способами: прибором для гравирования строений, при помощи металлических и пластмассовых трафаретов.
В первом случае ширина резца соответствует ширине условного знака, а длина условного знака устанавливается на лимбе прибора для гравирования строений.
Во втором случае резец вставляют в прибор для гравирования линий с закрепленной вращающейся осью или в малую гравировальную тележку и гравируют необходимый знак при помощи металлического трафарета.
В третьем случае условный знак гравируют в два приема. Сначала иглой с острой конической заточкой гравируют контур условного знака строения, затем, не отнимая трафарета, резцом, заточенным в виде стамески, выбирают слой внутри. Ширина резца должна быть на 0,05 - 0,1 мм меньше ширины условного знака строения.
Условные знаки депо, вокзалов, выражающихся в масштабе карты, гравируют по линейке резцом, заточенным в виде стамески. Ширина резца должна соответствовать ширине условного знака. Если для гравирования нет резца нужной ширины, то сначала гравируют контур иглой с острой конической заточкой, а затем резцом, заточенным в виде стамески, за несколько приемов выбирают слой внутри знака.
Условные знаки станционных путей, выражающихся в масштабе карты, и переходных мостов гравируют гравировальной ручкой, ГПЛ или МГТ-1 при помощи пропорциональных линеек.
Штрихи, обозначающие число путей и характер железной дороги, и погрузочно-разгрузочные площадки гравируют с помощью пропорциональных линеек соответствующими резцами, вставленными в гравировальную ручку или МГТ-1.
Условный знак туннелей можно гравировать двойным резцом, вставленным в ГПЛ, УГПИ или МГТ-1, или иглой с острой конической заточкой, вставленной в гравировальную ручку, с помощью пропорциональных линеек.
Условные знаки насыпей и выемок на картах масштабов 1:25000 - 1000000 гравируют так же, как обрывистые берега. На картах масштаба 1:10000 их гравируют с помощью пропорциональных линеек.
Условные знаки населенных пунктов с квартальной застройкой гравируют в такой последовательности: 1) объекты, имеющие значение ориентиров (промышленные объекты, сооружения башенного типа, церкви и др.); 2) главные улицы; 3) прочие улицы и проезды; 4) постройки в кварталах.
Условные знаки огнестойких строений, отдельно стоящих дворов, разрушенные и полуразрушенные строения, имеющие значение ориентиров, не выражающиеся в масштабе карты церкви, часовни, мечети, стоянки юрт, чумов и т. д. гравируют пантографом.
Прямые улицы гравируют иглой с острой конической заточкой, вставленной в гравировальную ручку, с помощью пропорциональных линеек или двойными резцами, вставленными в прибор для гравирования линий или малую гравировальную тележку. Если улицы кривые и не выражаются в масштабе карты, то их гравируют двойными резцами, вставленными в ГПЛ или УГПИ.
После гравирования контуров кварталов гравируют прибором для гравирования строений постройки внутри них. Строения также можно гравировать при помощи металлических или пластмассовых трафаретов.
Условные знаки строений, выражающиеся в масштабе карты, гравируют так же, как знаки депо и вокзалов, выражающиеся в масштабе карты.
Кварталы сплошной застройки гравируют при помощи ГПЛ или УГПИ резцами соответствующей ширины. Прямолинейные участки гравируют по линейке, при этом можно использовать также МГТ-1.
Условные знаки промышленных, сельскохозяйственных и социально-культурных объектов, за исключением нефтяных и газовых скважин без вышек, линий связи, линий электропередач, газопроводов, нефтепроводов и знаков, выражающихся в масштабе карт, гравируют пантографом.
Условные знаки обрушившихся устьев шахтных стволов, шурфов, штолен, мест добычи полезных ископаемых открытым способом, терриконов, изрытых мест, выражающихся в масштабе карты, на картах масштаба 1:10000 гравируют так же, как выемки и насыпи, а на картах масштабов 1:25000-1:500000 - как обрывистые берега.
Гравирование условных знаков линий связи, линий электропередач, газопроводов, нефтепроводов, подводных и подземных кабелей, линий разведочных геологических шурфов выполняют по предварительной разграфке карандашом. Точки на данных условных знаках гравируют приборами ЭК, ЭК-1 или ЭГПИ.
При гравировании условных знаков газопроводов в первую очередь гравируют кружки, а затем линейные элементы. Условные знаки эстакад для погрузки различных материалов и топлива, укладки трубопроводов гравируют двойным резцом, вставленным в ГПЛ или МГТ-1. Опоры на эстакадах гравируют при помощи металлических или пластмассовых трафаретов.
Условные знаки шоссейных и грунтовых дорог гравируют последовательно от высшего класса к низшему. Условные знаки автострад, усовершенствованных шоссе, шоссе, улучшенных грунтовых дорог гравируют двойными или тройными резцами, вставленными в ГПЛ или УГПИ. Прямолинейные участки дорог гравируют по линейке при закрепленной оси. Рекомендуется сначала гравировать кривые, а затем прямые участки. При соединении двух дорог необходимо обращать внимание на то, чтобы линии подводимой дороги не пересекали ранее награвированный рисунок.
Условный знак грунтовых дорог гравируют резцами, заточенными в виде стамески, вставленными в ГПЛ или ГП-3. Прямые участки гравируют по линейке при закрепленной оси.
Условные знаки полевых и лесных дорог, караванных путей и вьючных троп, переходных троп, строящихся дорог гравируют соответствующими резцами, вставленными в ГПЛ, ГП-3 или УГПИ. Кривые участки гравируют сплошной линией, а затем по палетке пером или тонкой кистью заливают промежутки между штрихами тушью или ретушерной эмалью. Прямые участки гравируют по трафаретам ГПЛ или УГПИ при закрепленной оси или малой гравировальной тележкой.
Условный знак зимних дорог и участки грунтовых дорог, проезжие только при отливе моря, сработке водохранилища или идущие по руслу потока в горах, гравируют по предварительной карандашной разграфке приборами ЭК, ЭК-1 или ЭГПИ.
Знак дороги с деревянным покрытием гравируют за два приема: вначале гравируют условный знак дороги двойным резцом, а затем поперечные штрихи иглой с острой конической заточкой, вставленной в гравировальную ручку, с применением пропорциональных линеек.
Условные знаки насыпей и выемок на автогужевых дорогах гравируют так же, как на железных дорогах.
Условные знаки лотков для спуска леса и других материалов гравируют по предварительной карандашной разграфке соответствующими резцами, вставленными в гравировальную ручку, ГПЛ или МГТ-1, и используют пластмассовые трафареты.
Условные знаки государственных границ и границ административно-территориального деления гравируют соответствующими резцами, вставленными в ГПЛ, ГП-3 и МГТ-1. Прямые участки границ гравируют по металлическим трафаретам. При гравировании звеньев условных знаков границ сначала проводят линейный пунктир границы, затем по трафарету проводят вертикальные штрихи на концах пунктира. Точки гравируют электрическим кронциркулем или ЭГПИ. Если между штрихами расположено по одной точке, то ее ставят на глаз, если больше, то тогда трафарет смещают вниз и против вертикальных штрихов ставят метки, по которым гравируют точки. Криволинейные участки границ предварительно размечают карандашом при помощи трафарета или ставят мелкие наколы, а затем гравируют при помощи приборов ГПЛ или ГП-3.
При гравировании условного знака границ необходимо следить аа тем, чтобы ось знака располагалась точно на оси абрисного изображения.
Условные знаки границ государственных заповедников, каменных, кирпичных стен и металлических оград, древних исторических стен, ограждений из колючей проволоки гравируют по предварительной карандашной разграфке соответствующими резцами.
Условные знаки перевалов, скал-останцов, скопления и отдельно лежащих камней, входов в пещеры и гроты, кратеров вулканов и грязевых вулканов, не выражающиеся в масштабе карты, гравируют пантографом.
Условный знак гряды камней гравируют по пластмассовым трафаретам.
Гравирование условных знаков растительного покрова и грунтов начинают с контуров, площадь внутри которых затем заполняют соответствующими условными знаками. Контуры растительного покрова и другие знаки, изображаемые пунсонами или точками, гравируют приборами ЭК, ЭК-1 или ЭГПИ. Если заполняющие знаки располагаются в определенном порядке, то под оригинал подкладывают палетку.
Условные знаки бурелома, вырубленного леса, луговой растительности гравируют по трафаретам иглой с острой конической заточкой, вставленной в гравировальную ручку.
Условные знаки просек гравируют по металлическим трафаретам одинарным или двойным резцом, вставленным в гравировальную ручку, ГПЛ или МГТ-1.
Условные знаки рощ, не выражающиеся в масштабе карты, отдельно стоящие деревья, имеющие значение ориентиров, пальмовые рощи и отдельные пальмы, горелые и сухостойные леса породы кустарников, колючие кустарники, саксаул, стланик, виноградники, парники, рисовые поля, плантации технических культур, высокотравная растительность, камышовые и тростниковые заросли, моховая и лишайниковая растительность, такыры, кочки гравируют пантографом.
Условные знаки породы и характеристики леса наклеивают на оригинале подписей.
Постепенный переход от леса к карликовому лесу или редколесью, изображающийся на съемочном оригинале точечным пунктиром (который не показывается на отпечатанной карте), вычерчивают тушью на обратной стороне диапозитива контура. После изготовления совмещенной диапозитивной копии вычерченный пунктир с копии контура удаляют.
10.2.4. Оригинал рельефа гравируют в такой последовательности: 1) элементы рельефа, не выражающиеся горизонталями (обрывы, овраги, промоины, осыпи, скалы, лавовые потоки и др.); 2) грунты и микроформы земной поверхности, печатаемые на карте коричневой краской (пески, галечники, каменистые россыпи, каменистые, глинистые и щебеночные поверхности, поверхности с буграми, полигональные поверхности); 3) утолщенные горизонтали; 4) горизонтали.
Условный знак обрыва гравируют так же, как обрывистые берега. Знак промоин гравируют иглой с круглой заточкой, вставленной в гравировальную ручку. Начало промоины гравируют с небольшим нажимом на иглу, затем давление увеличивают, а к концу промоины - опять уменьшают.
Условный знак скал гравируют так же, как и скалистые берега. Условные знаки промоин на теневом склоне гравируют иглой с круглой заточкой, тонкие штрихи рисунка - иглой с острой конической заточкой.
Лавовые потоки гравируют в два приема. Сначала иглой с круглой конической заточкой гравируют линейные элементы с утолщением, а затем приборами ЭК, ЭК-1 или ЭГПИ - точки.
Дайки гравируют так же, как условный знак дамб.
Изображения задернованных уступов, не выражающиеся горизонталями, гравируют по предварительному карандашному рисунку бровки.
Гравирование условного знака каменисто-щебеночных и галечниковых осыпей осуществляется за несколько приемов. Сначала иглой с круглой заточкой, вставленной в гравировальную ручку, гравируют бровку и промоины, затем иглой с острой заточкой гравируют условные знаки и в последнюю очередь - точки. Знак осыпей рыхлых пород (песчаных, глинистых и т. п.) гравируют приборами ЭК, ЭК-1 или ЭГПИ.
Условный знак сухих русел рек гравируют так же, как пересыхающие реки.
При гравировании условного знака каменных рек применяют пластмассовые трафареты.
Условные знаки ям, курганов, карстовых воронок, не выражающиеся в масштабе карты, подписи горизонталей, цифровые характеристики обрывов, оврагов и промоин гравируют пантографом.
Условные знаки песков гравируют приборами ЭК, ЭК-1 или ЭГПИ. При гравировании знаков бугристых, грядовых, дюнных, лунковых и ячеистых песков в первую очередь дают точки более крупного диаметра, определяющие рисунок условного знака, а затем - заполняющие. Каменистые россыпи и каменистые поверхности гравируют по трафаретам иглой с острой конической заточкой, вставленной в гравировальную ручку. Условный знак галечника гравируют в два приема: сначала иглой с острой конической заточкой гравируют знаки галечника, а затем ЭГПИ, ЭК или ЭК-1-точки. Глинистые поверхности гравируют приборами ЭК, ЭК-1 или ЭГПИ с использованием палеток. Условные знаки бугристой и полигональной поверхностей гравируют по трафаретам.
Утолщенные горизонтали гравируют ГПЛ или ГП-3, горизонтали - иглой с острой конической заточкой, вставленной в гравировальную ручку, или резцом, заточенным в виде стамески, вставленным в ГПЛ или ГП-3. Чтобы толщина линии была одинаковой, ручку необходимо держать вертикально или с небольшим наклоном.
Необходимо уметь одинаково хорошо гравировать во всех направлениях и стараться реже прерывать гравируемую линию. Разрывы лучше делать в местах пересечения горизонталей с другими элементами. Если горизонталь трудно довести до пересечения с другими элементами, то прерывают ее на пологих участках кривых, так как в таких местах легче продолжить прерванную линию. Учитывая это, лощины, по которым не протекают реки и нет промоин, следует гравировать за один прием, не отнимая руки. Горизонтали следует замыкать справа налево, так как при этом хорошо видны концы замыкаемой линии и иглы. Дополнительные и вспомогательные горизонтали, изображаемые пунктирными линиями, гравируют как основные, а затем пером или тонкой кисточкой ретушируют промежутки между штрихами.
10.2.5. После окончания гравирования каждого оригинала производят сводку его содержания по рамке со смежными листами.
10.3. Гравирование оригиналов карт мелких масштабов.
10.3.1. Элементы содержания оригиналов мелкомасштабных карт гравируют в такой последовательности: гидрография, контур, рельеф.
10.3.2. Элементы контура на opигинaлax мелкомасштабных карт гравируют на нескольких оригиналах, так как они печатаются разными красками. Элементы, требующие наиболее точного согласования с гидрографией, например, населенные пункты, рекомендуется показывать одинаковым с ней цветом и гравировать на одном оригинале. Сочетание различных элементов карты, гравируемых на одном оригинале, не является постоянным для всех типов мелкомасштабных карт. Оно определяется условными знаками карт.
10.3.3. Элементы гидрографии на мелкомасштабных картах гравируют в той же последовательности, что и на топографических.
Методика и техника гравирования береговой линии водоемов и водотоков та же, что и для топографических карт.
Большие площади разливов гравируют в два приема. Сначала гравируют границы разливов, а затем электрическим кронциркулем или ЭГПИ гравируют точки по палетке, подложенной под оригинал.
Береговую линию временных озер и условный знак банок, изображаемые точечным пунктиром, гравируют так же, как контуры растительного покрова. Условный знак порогов и водопадов гравируют по линейке ГПЛ или МГТ-1. Условный знак источников гравируют пантографом. При отсутствии пантографа этот знак наклеивают на оригинал подписей, печатаемых синим цветом. Условный знак шлюзов гравируют прибором для гравирования строений или ГПЛ с помощью трафарета. Условный знак дамб гравируют резцами, заточенными в виде стамесок, при помощи ГПЛ, линейки и трафаретов. Сначала по линейке прибором ГПЛ проводят линию, а затем, прикладывая последовательно трафарет к обеим сторонам линии, гравируют поперечные элементы. Условный знак маяков наклеивают на оригинал подписей, печатаемых синим цветом.
10.3.4. Последовательность, методика и техника гравирования элементов рельефа на мелкомасштабных картах та же, что и на топографических.
10.3.5. Населенные пункты на мелкомасштабных картах изображаются кварталами и пунсонами.
Населенные пункты, изображаемые в масштабе карты, показываются кварталами. Сначала гравируют контур кварталов, а затем - штриховку. Если улицы прямые, их гравируют соответствующим резцом при помощи пропорциональных линеек. Если же они не прямолинейны, то их гравируют двойными резцами при помощи ГПЛ.
На врезках некоторых мелкомасштабных карт населенные пункты изображаются в крупном масштабе. В этих случаях показываются не только кварталы, но и отдельные строения, гравирование которых производится так же, как на топографических картах.
Населенные пункты, изображаемые одинарными и двойными пунсонами и пунсонами с точкой, гравируют электрическим кронциркулем. Пунсоны гравируют резцами, заточенными в виде усеченного конуса или стамески, в зависимости от толщины линии. Размер пунсона устанавливают на отсчетной шкале прибора. Пунсоны диаметром свыше 3 мм гравируют эксцентричными резцами (№ 29 и № 30). Двойные пунсоны и пунсоны с точкой гравируют соответствующими двойными резцами, входящими в набор ГРК-ГО. Правила установления диаметров гравируемых пунсонов и точек, а также их центрирование и ориентирование относительно других элементов карты приведены в п. 6.16.2.
При гравировании условных знаков промпунктов, расположенных близко друг к другу или к другим знакам, когда их показывают в виде сектора, резец вращают с помощью поворотной ручки. Разбивка промпунктов на секторы производится при помощи палетки.
Гравирование залитых пунсонов больших диаметров, например на картах плотности населения, производится за два приема. Сначала кронциркулем гравируют пунсон, а затем резцами, заточенными в виде стамески и скальпеля, выбирают слой внутри него.
10.3.6. Условные знаки железных и автогужевых дорог гравируют так же, как на топографических картах.
Условный знак железнодорожных паромов, изображаемый точечным пунктиром, гравируют при помощи ЭК, ЭК-1 или ЭГПИ.
Условный знак железнодорожных станций на крупномасштабных картах-врезках справочных складных карт гравируют по пластмассовым трафаретам резцом с острой конической заточкой, вставленным в гравировальную ручку.
10.3.7. Методика и техника гравирования административных границ на мелкомасштабных картах та же, что и на топографических.
Знаки сельскохозяйственных районов, изображаемые точечным пунктиром, гравируют приборами ЭК, ЭК-1 или ЭГПИ.
10.3.8. Условные знаки почвенно-растительного покрова (болота, солончаки, соленые и пресные грязи, пески, ледники и вечные снега, материковые льды) и прочих элементов содержания гравируют так же, как на топографических картах.
Условный знак мангровых зарослей (на справочных складных картах), занимающих большие площади, следует гравировать штриховальным прибором ШП по палетке (в виде параллельных линий), подкладываемой под оригинал. При гравировании оригинал должен быть повернут на 90°, т. е. северная рамка должна находиться с левой или правой стороны. Длина штрихов определяется расстояниями между линиями палетки, а промежуток между штрихами - величиной смещения резца в вертикальном направлении, устанавливаемой на лимбе прибора. Для гравирования небольших площадей мангровых зарослей вместо штриховального прибора можно использовать пропорциональные линейки.
Условный знак леса гравируют иглой с острой конической заточкой, вставленной в гравировальную ручку.
Условный знак лавовых полей, занимающих небольшие площади, следует гравировать электрическим кронциркулем или ЭГПИ. Большие участки лавовых полей следует получать вкопированием рисунка со специально изготовленной сетки на диапозитивную копию элементов карты, печатаемых коричневым цветом.
Условный знак коралловых рифов гравируют иглой с круглой заточкой, вставленной в гравировальную ручку. Постепенное утолщение линий достигается увеличением давления на иглу.
Условный знак районов ловли жемчуга гравируют приборами ЭК, ЭК-1 или ЭГПИ.
Условный знак районов ловли креветок гравируют так же, как знак мангровых зарослей, только оригинал при этом имеет нормальную ориентировку.
Условные знаки нефтепроводов и газопроводов гравируют так же, как на топографических картах.
10.3.9. Условные знаки, имеющие сложный рисунок, наклеивают на оригинал подписей, печатаемых тем же цветом.
11. ИЗГОТОВЛЕНИЕ ОРИГИНАЛОВ ПОДПИСЕЙ
11.1. Оригиналы подписей могут изготавливаться при помощи фотомонтажного устройства ФУН, самоприклеивающихся картографических аппликаций или наклеиванием надписей и отдельных условных знаков на чистые листы пластика или диапозитивы клеем, на основе смолы «АС» (рецепт № 16).
11.2. Изготовление оригиналов подписей на фотомонтажном устройстве производят в соответствии с инструкцией, прилагаемой к прибору.
11.3. Изготовление оригиналов подписей с помощью самоприклеивающихся картографических аппликаций производят в соответствии с РТМ 68-7-77. При изготовлении фотонаборных гранок кроме фотобумаги может применяться фототехническая пленка со съемным эмульсионным слоем.
11.4. При наклеивании надписей и отдельных условных знаков их вырезают ланцетом, оставляя небольшие поля, отделяют съемный слой, намазывают его тонким слоем клея и приклеивают в необходимые места. Излишек клея снимают бумагой.
12. ИЗГОТОВЛЕНИЕ ДИАПОЗИТИВНЫХ КОПИЙ
С ГРАВИРОВАННЫХ ОРИГИНАЛОВ
12.1. Диапозитивные копии с гравированных оригиналов изготавливают способом вымывного рельефа, технологический процесс которого изложен в «Технологической инструкции по процессам изготовления негативов и диапозитивов способом вымывного рельефа и избирательного окрашивания (ИК-1)».
Отступлением от данной технологической инструкции являются требования к негативу (гравированному оригиналу) по оптической плотности (2 ед. ГОСТ) и методика определения времени экспонирования. Ввиду того, что гравировальный слой окрашен в зеленый цвет, определение оптической плотности фона не производится, а время экспонирования определяется опытным путем с помощью ступенчатой шкалы выдержек, изготовляемой с гравированного оригинала.
12.2. Диапозитивы, изготовленные с гравированных оригиналов, покрывают раствором подслоя (рецепт № 14) для защиты от механических повреждений и вкопирования рисунка с оригиналов подписей.
12.3. Пленки, используемые в качестве основы для изготовления диапозитивных копий, должны отвечать требованиям, изложенным в п. 7.2. Кроме глянцевых пленок могут применяться пленки с односторонней матированной поверхностью.
13. ИЗГОТОВЛЕНИЕ СОВМЕЩЕННЫХ
ДИАПОЗИТИВНЫХ КОПИЙ
13.1. Вкопирование надписей в расчлененные диапозитивы и изготовление совмещенных диапозитивов производят на полиэфирных пленках способом окрашивания подложки, технологический процесс которого изложен в «Технологической инструкции по процессу изготовления диапозитивов способом окрашивания в массе слоя целлулоида (ИК-2)» и «Технологической инструкции по процессам изготовления совмещенных и комбинированных диапозитивов (ИК-3)».
13.2. При изготовлении цветных диапозитивов элементы контура окрашивают в черный цвет, гидрографии - в зеленый, рельефа - в коричневый цвет.
14. ИЗГОТОВЛЕНИЕ МАКЕТА ФОНОВОЙ
ОКРАСКИ КАРТЫ
14.1. Абрисный рисунок для макета фоновой окраски карты получают на диазотипной бумаге с совмещенного диапозитива или на чертежной бумаге с абрисного негатива.
14.2. Раскраска макета фоновой окраски карты производится обычным способом.
15. ОПИСАНИЕ СХЕМ ТЕХНОЛОГИЧЕСКОГО
ПРОЦЕССА ПОДГОТОВКИ КАРТ К ИЗДАНИЮ
МЕТОДОМ ГРАВИРОВАНИЯ
15.1. При подготовке карт к изданию методом гравирования применяют различные схемы технологических процессов в зависимости от масштаба карты, сложности ее штрихового рисунка, условий производства и т. д.
15.2. В качестве типовых технологий для топографических карт применяют:
технологию подготовки карт к изданию методом гравирования на двух оригиналах;
технологию подготовки карт к изданию методом гравирования на трех оригиналах;
технологию составления оригиналов карт с одновременным гравированием их под издание;
технологию подготовки к изданию планов городов методом гравирования.

Условные обозначения
А - абрис, К - контур, Г - гидрография, П - подписи, Р - рельеф
Рис. 17
15.2.1. При подготовке карт к изданию по первой технологии (рис. 17) совмещение двух элементов, гравируемых на одном оригинале, печатаемых на карте разными красками, может быть различным.
Для районов ирригации, где требуется точное совмещение условных знаков валиков и сети арыков, на одном оригинале гравируют последовательно элементы гидрографии и контура, на втором - элементы рельефа.
Для районов со сложным рельефом и развитой гидрографической сети, где требуется точное совмещение этих элементов, на одном оригинале гравируют последовательно гидрографию и рельеф, а на втором - контур.
Составительский (полевой) оригинал фотографируют в масштабе издания карты и производят техническую ретушь негатива. С полученного негатива получают две абрисные копии на гравировальных основах. На первой основе гравируют элементы, печатаемые синим цветом: гидрографию и др. Затем одним из способов, указанных в п. 11, изготавливают оригинал подписей гидрографии, проводят корректуру и исправление оригиналов гидрографии и подписей.
С оригинала гидрографии изготавливают диапозитивную копию, покрывают ее раствором подслоя (см. п. 12.2) и вкопируют в нее рисунок с оригинала подписей.
Одновременно с изготовлением диапозитива гидрографии на втором оригинале гравируют контур и элементы, печатаемые черным цветом. Затем изготавливают оригинал подписей и редко встречающихся условных знаков (для которых нет шаблонов к пантографу), печатаемых черным цветом, проводят корректуру и исправление оригиналов контура и подписей. Далее с оригинала контура получают диапозитив и вкопируют в него рисунок с оригинала подписей.
Затем на первом оригинале проводят ретушь гидрографии (ретушерной эмалью, карандашом стеклографом или фоторетушью), после чего гравируют элементы рельефа и надписи, печатаемые коричневым цветом. Далее проводят корректуру и исправление оригинала, изготовление с него диапозитива и защиту его раствором целлулоида.
Расчлененные диапозитивные копии контура, гидрографии и рельефа корректируют, исправляют и изготавливают с них цветной совмещенный диапозитив с прямым изображением рисунка, с которого получают одноцветный дубликат (черную диапозитивную копию).
С черного совмещенного диапозитива получают копию на диазотипной бумаге, на которой изготавливают макет фоновой окраски карты.
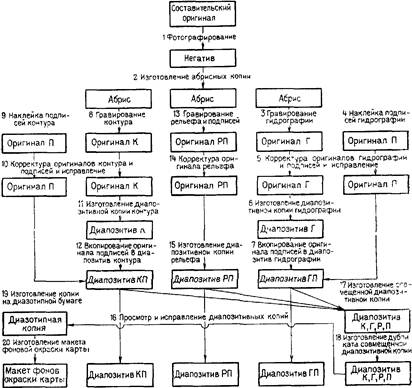
Условные обозначения
А - абрис, К - контур, Г - гидрография, П - подписи, Р - рельеф
Рис. 18
15.2.2. Второй вариант технологии подготовки топографических карт к изданию методом гравирования на трех оригиналах (рис. 18) отличается от первого тем, что элементы карты, печатаемые разной краской, гравируют на отдельных оригиналах.
15.2.3. В первом и втором вариантах технологии подготовки карт к изданию методом гравирования для обеспечения точного совмещения элементов карты, гравируемых на разных оригиналах, можно производить вкопирование ранее награвированного рисунка (гидрографии) в абрисы последующих гравируемых оригиналов (контура и рельефа) согласно методике, изложенной в п. 9.4.
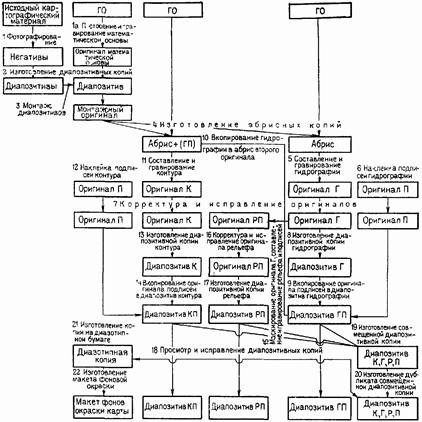
Условные обозначения
ГО - гравировальная основа, К - контур: Г - гидрография ,Р - рельеф; П - подписи
Рис. 19
15.2.4. При одновременном составлении и гравировании для издания оригиналов топографических карт применяют несколько вариантов технологии, отличающихся между собой способом изготовления абрисной копии на гравировальной основе.
В качестве типовой может быть рекомендована технология, приведенная на рис. 19.
На гравировальную основу наносят координатографом точки координатной сетки, внутренние углы рамки трапеции и пункты геодезической основы, затем гравируют эти элементы и с гравированного оригинала получают диапозитивную копию на малодеформирующейся пленке. Через призму фотографируют картографический материал в масштабе составляемой карты. С полученных негативов изготавливают диапозитивы, которые монтируют на диапозитивную копию сетки, рамки и пунктов геодезической основы. Для удобства монтажа размеры диапозитивов должны быть на 0,1 - 0,15 мм меньше теоретических. С монтажа диапозитивов способом окрашивания подложки получают две или три абрисные копии на гравировальных основах. Число копий зависит от сложности карты: сложные карты составляют на трех оригиналах, карты средней сложности - на двух.
После изготовления абрисных копий на первом оригинале составляют элементы гидрографии с одновременным гравированием их для издания. Затем изготавливают оригинал подписей, печатаемых синим цветом (в качестве абриса используют оригинал гидрографии). После корректуры и исправления оригиналов гидрографии и подписей с них получают совмещенный диапозитив, с которого рисунок вкопируют во второй оригинал, при этом цвет вкопированного рисунка должен отличаться от абрисного.
На втором оригинале составляют и гравируют контур, затем изготавливают оригинал для надписей и редко встречающихся условных знаков, печатаемых черной краской. После корректуры и исправления оригиналов контура и подписей с них изготавливают совмещенный диапозитив. Далее на первом оригинале производят маскирование или ретушь элементов гидрографии и составление карандашом (в сложных местах) элементов рельефа. Затем гравируют элементы рельефа и численные характеристики, относящиеся к нему, проводят корректуру и исправление оригинала и изготавливают с него диапозитив рельефа.
После просмотра и исправления всех трех диапозитивов с них изготавливают цветной совмещенный диапозитив (с прямым изображением), с которого получают диапозитив черного цвета, служащий для изготовления макета фоновой окраски карты и печатных форм фоновых элементов карты.
15.2.5. В комплект материалов, подготовленных для издания топографических карт, должны входить обратные диапозитивы контура, гидрографии, рельефа, прямой совмещенный черный диапозитив штриховых элементов; макет фоновой окраски карты; формуляр карты.
15.2.6. Технология подготовки к изданию планов городов (рис. 20) основана на методе раздельного гравирования элементов содержания, печатаемых разным цветом, но имеет некоторое отличие от аналогичной технологии подготовки к изданию топографических карт. Она включает такие процессы: фотографирование составительских оригиналов; монтаж негативов (диапозитивов) в соответствии с указаниями по компоновке, контроль бригадиром; изготовление абрисных копий на гравировальных основах; гравирование рамок, километровой сетки (последовательно для местной и основной системы координат), элементов контура, печатаемых черным цветом, элементов контура, печатаемых коричневым цветом, гидрографии и рельефа; самокорректуру, корректуру бригадиром, исправление оригиналов; изготовление оригинала справки и перечня улиц, промежуточных диапозитивов, негатива и диапозитива справки и перечня улиц; наклейку надписей и отдельных условных знаков на промежуточные диапозитивы, самокорректуру, корректуру бригадиром, редакторский просмотр; изготовление диапозитива элементов гидрографии для местной системы координат (без квадратов), совмещенного диапозитива элементов, печатаемых черным цветом, в основной системе координат, контроль бригадиром, изготовление цветного совмещенного диапозитива в основной системе координат, контроль бригадиром, редактором, начальником цеха, ОТК, исправление по замечаниям; получение бледных голубых копий с цветного совмещенного диапозитива на глянцевой стороне пластика для масок заливочных элементов; закраску площадей заливки (кварталов с преобладанием огнестойких строений, улучшенных дорог, кварталов с преобладанием неогнестойких строений, лесов и садов, низкорослой растительности, водных пространств, автострад и шоссе, магистральных улиц и проездов в городах); контроль и исправление масок элементов заливки; изготовление оригинальных диапозитивов штриховых элементов и элементов заливки (для основной системы координат), цветной совмещенной копии элементов заливки для контроля и согласования, черного совмещенного диапозитива четырех штриховых элементов (для основной системы координат); контроль, исправление диапозитивов и их приемка; изготовление диапозитивов штриховых элементов контура и гидрографии (для местной системы координат), черного совмещенного оригинального диапозитива четырех штриховых элементов (для местной системы координат); контроль, исправление и приемка оригинальных диапозитивов для местной системы координат; заполнение формуляра по материалам местной системы координат; изготовление копии с черного совмещенного диапозитива (для местной системы координат).
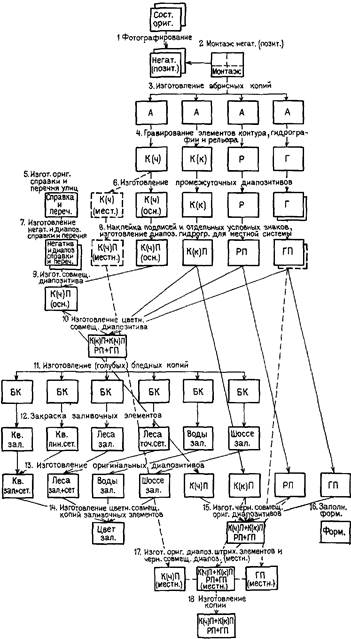
Условные обозначения:
А - абрис; К (ч) - контур черный; К (к) - контур
коричневый; Р - рельеф;
Г - гидрография; П - подписи; БК - бледная голубая копия; Кв - кварталы
Рис. 20
15.2.7. Комплект материалов, подготовленных для издания планов городов, включает1
а) для основной системы координат обратный диапозитив контура и справки (для черной краски); обратный диапозитив контура (для коричневой краски); обратный диапозитив гидрографии; обратный диапозитив рельефа, обратный диапозитив заливки водных пространств; обратный диапозитив заливки условного знака шоссейных дорог; обратный диапозитив заливки улучшенных грунтовых дорог и кварталов (заливки и сетки); обратный диапозитив леса (заливки и сетки); прямой совмещенный черный диапозитив штриховых элементов; формуляр;
б) для местной системы координат: обратный диапозитив контура (для черной краски); обратный диапозитив гидрографии; прямой совмещенный черный диапозитив штриховых элементов.
15.3. В качестве типовых технологий для мелкомасштабных карт могут быть приняты:
технология подготовки к изданию оригиналов карт методом раздельного гравирования;
технология составления оригиналов карт с одновременным гравированием их для издания.
15.3.1. Технология подготовки к изданию оригиналов мелкомасштабных (справочных складных) карт методом раздельного гравирования (рис. 21) заключается в том, что составительский оригинал фотографируют в масштабе издания карты, с полученного негатива контактным копированием изготавливают диапозитивную копию на пленке и две голубые копии на бумаге, наклеенной на жесткую основу (одну - для изготовления оригинала отмывки рельефа, другую - для оригинала подписей и условных знаков, печатаемых черным цветом). С диапозитивной копии способом окрашивания подложки получают коричневый абрис (рецепт № 12) на гравировальных основах по числу печатных красок для штриховых элементов карты.
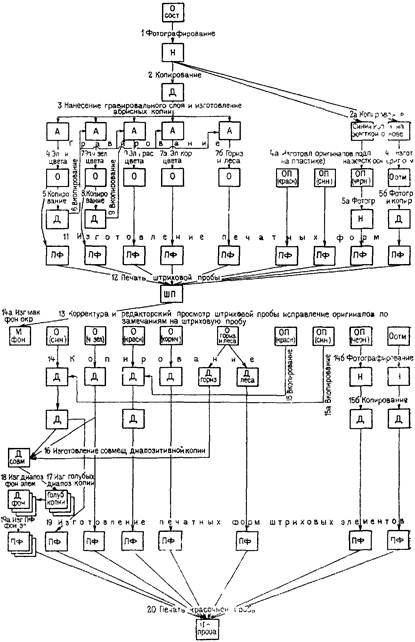
Условные обозначения:
О - оригинал; А - абрис; Н - негатив; Д - диапозитив;
М - макет; ПФ - печатная форма;
ШП - штриховая проба; ОП - оригинал подписей; Оотм - оригинал отмывки рельефа
Рис. 21
На первой основе (оригинале) гравируют элементы, печатаемые синим цветом (гидрографию, населенные пункты, границы, географическую сетку и внутреннюю рамку). С награвированного оригинала получают диапозитивную копию, с которой изображение вкопирут в абрисы остальных оригиналов. Для того чтобы вкопированный рисунок отличался от абрисного, его окрашивают в синий цвет (рецепт № 11).
На втором оригинале гравируют элементы, печатаемые черно-зеленым цветом (промпункты, безрельсовые дороги и др.). С награвированного оригинала изготавливают диапозитивную копию, рисунок с нее вкопируют в абрис третьего оригинала, предназначенного для гравирования элементов, печатаемых красным цветом (железные дороги, изотермы июля и т. п.).
На четвертом оригинале гравируют элементы, печатаемые коричневым цветом (сухие русла рек, пески и др.), и на пятом - горизонтали и лес.
Оригинал отмывки рельефа и печатную форму с него делают обычным путем. Надписи, печатаемые тремя красками, наклеивают на трех оригиналах. Для первого оригинала используют голубую копию на жесткой основе; на нем наклеивают все названия и условные знаки, печатаемые черным цветом. После этого на оригинал накладывают чистый лист полиэфирной пленки с двусторонней глянцевой поверхностью, вычерчивают углы внутренней рамки и наклеивают по технологии самоприклеивающихся картографических аппликаций все надписи, печатаемые синим цветом. Затем таким же образом готовят оригинал для надписей, печатаемых красным цветом. Далее с гравированных оригиналов и оригиналов подписей на пленке изготавливают печатные формы, а оригинал подписей на бумаге фотографируют и с полученного негатива изготавливают печатную форму. Для получения прямого изображения на формах оригиналы при копировании укладывают рисунком вверх. После этого печатают штриховую пробу, ее корректируют и проводят исправления на оригиналах. С исправленных награвированных оригиналов изготавливают диапозитивные копии. С исправленных оригиналов подписей, печатаемых синим и красным цветами, изображение вкопируют в соответствующие диапозитивы (гидрографии и железных дорог), после чего со всех диапозитивных копий изготавливают печатные формы. Оригинал подписей и условных знаков, печатаемых черным цветом, после исправления вновь фотографируют, с полученного негатива изготавливают диапозитивную копию, а с нее - печатную форму. С исправленного оригинала отмывки рельефа также изготавливают печатную форму.
Для получения печатных форм фоновых элементов с диапозитивов гидрографии, горизонталей и безрельсовых дорог изготавливают совмещенную абрисную диапозитивную копию, с нее контактным копированием - голубые копии для изготовления диапозитивов фоновых элементов карты, с которых делают печатные формы.
В данной технологии вкопирование рисунка с ранее награвированного оригинала в абрисы последующих гравируемых оригиналов может производиться не всегда, в зависимости от сложности штрихового рисунка карты.
При необходимости ускоренной подготовки оригиналов карт к изданию гравирование элементов карты, печатаемых разными цветами, может производиться одновременно на нескольких оригиналах.
Кроме указанного способа все оригиналы подписей могут изготавливаться на пластике с применением технологии самоприклеивающихся картографических аппликаций или на фотомонтажном устройстве в сочетании с технологией СКА.
15.3.2. Технология составления оригиналов мелкомасштабных (справочных складных) карт с одновременным гравированием их под издание (рис. 22) заключается в том, что на гравировальную основу координатографом наносят точки географической сетки, углы внутренней рамки и легенды основной карты и врезок, слегка накалывая их и обводя мягким карандашом. Затем по этим точкам гравируют сетку, внутреннюю рамку и рамки легенды для всей карты. С награвированного оригинала изготавливают диапозитивную копию на глянцевой полиэфирной пленке и покрывают ее 1 %-ным раствором целлулоида.
Одновременно (если это необходимо) на основном материале обобщают и поднимают нужные горизонтали, реки и границы, показываемые на врезке «Экономической карты». Затем фотографируют его через призму в масштабах составляемых карт (основой - общегеографической и врезки - «Экономической карты»); с полученных негативов контактным копированием готовят диапозитивы на фотопленке в обратном изображении и монтируют их на диапозитивную копию сетки и рамки.
С монтажа диапозитивов получают абрисную копию на гравировальной основе, на которой составляют в карандаше (в сложных местах) и гравируют элементы, печатаемые синим цветом (гидрографию, населенные пункты, границы, сетку и др.). Для согласования элементов содержания, показываемых на основной карте и врезке «Экономической карты», гравирование следует начинать с основной карты. С награвированного оригинала получают диапозитивную копию «Экономической карты» и фотографируют ее в масштабе следующей врезки («Климатической карты»). С полученного негатива контактным копированием изготавливают диапозитив на фотопленке, который монтируют в соответствующее место на общем монтаже диапозитивов. С монтажа диапозитивов получают абрис для «Климатической карты», вкопировав рисунок в тот же гравируемый оригинал. Затем продолжают составление и гравирование на этой врезке элементов, печатаемых синим цветом.
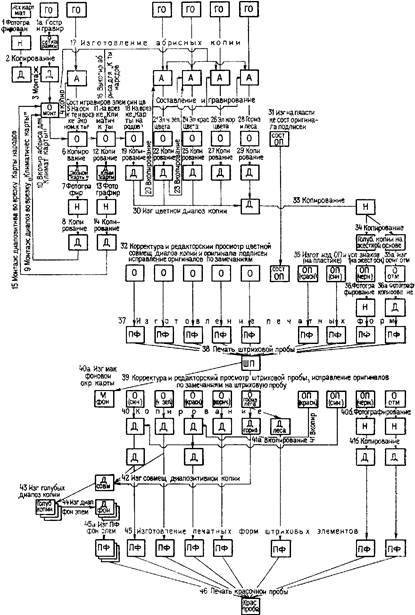
Условные обозначения:
ГО - гравировальная основа; О - оригинал; А - абрис; Н
- негатив;
Д - диапозитив; М макет, ПФ - печатная форма, ШП - штриховая проба;
ОП - оригинал подписей; Оотм - оригинал отмывки рельефа
Рис. 22
С врезки «Климатической карты» получают абрис и гравируют элементы географической основы для врезки следующей «Карты народов», помещаемой в более мелком масштабе. Кроме того, получают три или четыре (по числу красок для штриховых элементов) абриса коричневого цвета всей карты на гравировальных основах для составления остальных элементов содержания.
Если «Климатическую карту» и «Карту народов» помещают в одном масштабе, то для полного согласования географической основы на обеих врезках сначала составляют и гравируют ее на одной карте. С оригинала получают диапозитив и вмонтируют на место второй врезки общего монтажа диапозитивов. С монтажного оригинала изготавливают абрис для «Карты народов» и по нему гравируют (без составления) географическую основу.
Специальное содержание на врезках составляют по авторским оригиналам и исходным материалам.
После того как на всех картах первого оригинала награвированы элементы, печатаемые синим цветом, с него делают диапозитивную копию, с которой рисунок вкопируют в абрис остальных оригиналов. Чтобы вкопированный рисунок отличался от абрисного, его окрашивают в синий цвет.
На втором оригинале составляют в карандаше (если необходимо), а затем гравируют промышленные предприятия, безрельсовые дороги, знаки электростанций и другие элементы, печатаемые черно-зеленым цветом. С награвированного оригинала изготавливают диапозитивную копию и вкопируют ее в абрис третьего оригинала. На третьем оригинале составляют и гравируют железные дороги и другие элементы, печатаемые красным цветом, на четвертом - элементы, печатаемые коричневым цветом (сухие русла рек, пески и др.), и на пятом - горизонтали и лес. Составительский оригинал подписей вычерчивают на отдельном пластике.
Со всех награвированных оригиналов изготавливают диапозитивные копии, а с них - цветной совмещенный диапозитив; его вместе с оригиналом подписей передают на корректуру и редакторский просмотр. По замечаниям редактора и корректора производят исправления на оригиналах. Если замечаний много, то с исправленных награвированных оригиналов изготавливают новую совмещенную диапозитивную копию; если замечаний мало, то исправляют цветной совмещенный диапозитив, с которого контактным копированием изготавливают негатив, а с него - две голубые копии на бумаге, наклеенной на жесткую основу. Одну копию используют для изготовления оригинала отмывки рельефа, а другую - для издательского оригинала подписей и условных знаков, печатаемых черным цветом. Оригиналы подписей, печатаемых синим и красным цветом, изготавливают на пластике, накладываемом на оригинал подписей, печатаемых черным цветом. Этим достигается правильное размещение их на всех трех оригиналах. Исходным материалом служит составительский оригинал подписей.
Со всех награвированных оригиналов и оригиналов подписей на пленке изготавливают печатные формы. Печатные формы с оригинала подписей на жесткой основе и оригинала отмывки рельефа изготавливают обычным путем. С печатных форм всех штриховых элементов печатают штриховую пробу, часть оттисков печатают на ватмане для изготовления красочных оригиналов врезок и макета фоновой окраски карты. После корректуры и редакторского просмотра штриховой пробы оригиналы исправляют. С исправленных гравированных оригиналов изготавливают диапозитивные копии. Далее с оригиналов подписей, печатаемых синим и красным цветом, изображение вкопируют в соответствующие диапозитивные копии, после чего получают печатные формы. Если оригиналы подписей и условных знаков, печатаемых черным цветом, и оригинале отмывки рельефа исправлялись, то их снова фотографируют, получают негативы, делают диапозитивные копии, а с них - печатные формы. Для получения печатных форм фоновых элементов карты с диапозитивов гидрографии, безрельсовых дорог и горизонталей получают совмещенный абрисный диапозитив, с него - голубые копии для изготовления диапозитивов фоновых элементов карты, с которых делают печатные формы. После того как все формы готовы, печатают красочную пробу.
15.3.3. В комплект материалов, подготовленных для издания мелкомасштабных карт, должны входить: расчлененные диапозитивы штриховых элементов содержания карты с вкопированными надписями и условными знаками; совмещенный абрисный диапозитив; диапозитив отмывки рельефа (при необходимости); макет фоновой окраски карты.
15.3.4. Технологии составления и подготовки к изданию справочных складных карт методом гравирования могут быть взяты за основу при создании оригиналов других мелкомасштабных карт.
СОДЕРЖАНИЕ