|
ТИПОВЫЕ ТЕХНОЛОГИЧЕСКИЕ КАРТЫ НА ПРОИЗВОДСТВО ОТДЕЛЬНЫХ ВИДОВ РАБОТ ТИПОВАЯ на специальные строительные работы 6425030013 88013 СБОРКА
И СВАРКА ТРУБ В ТРЕХТРУБНЫЕ |
||
|
РАЗРАБОТАНА Институтом ВНИИПКтехоргнефтегазстрой Заместитель директора института Г.А. Потемкин Заведующий отделом Л.М. Пальчиков Главный специалист В.И. Климов |
СОГЛАСОВАНО Управлением механизации и технологии строительства Госстроя СССР Письмо от 31.07.1990 г. № 12-238 Введена в действие с 1.03.1991 г. |
|
|
МОСКВА - 1991 |
||

1. ОБЛАСТЬ ПРИМЕНЕНИЯ
1.1. Типовая технологическая карта разработана на сборку и сварку 1 км труб в трехтрубные секции на трубосварочной базе при строительстве магистральных трубопроводов диаметром 426 мм.
1.2. При разработке типовой технологической карты приняты исходные данные:
сборка и сварка труб в трехтрубные секции осуществляется на трубосварочной базе БНС-81;
трубы бесшовные и электросварные из углеродистой стали и бесшовные повышенной прочности из углеродистой и низколегированной стали, выбранные в соответствии с требованиями главы СНиП 2.05.06-85 «Магистральные трубопроводы», предусмотренные проектом, неизолированные;
толщина стенки труб - 10 мм;
длина труб - 11,5 м;
количество труб в одной секции - 3;
количество трехтрубных секций в одном километре - 29.
1.3. В состав работ, рассматриваемых картой, входят:
обработка кромок и концов труб шлифовальной машинкой;
сборка и ручная электродуговая сварка первым слоем на линии сборки ЛСТ-81;
автоматическая сварка под слоем флюса одной сварочной головкой на сварочной установке ПАУ-502.
1.4. Работы, выполняются в летний период в условиях равнинной и слабопересеченной местности и ведутся в одну дневную смену продолжительностью 8 ч.
2. ОРГАНИЗАЦИЯ И ТЕХНОЛОГИЯ ВЫПОЛНЕНИЯ РАБОТ
2.1. Выполнению работ по сборке и сварке труб в трехтрубные секции на трубосварочной базе БНС-81 предшествует комплекс организационно-технических и подготовительных мероприятий:
сдача базы в соответствии с «Положением о порядке и приемке в эксплуатацию трубосварочных баз»;
назначение лиц, ответственных за качественное и безопасное производство сварочно-монтажных работ (прораб, мастер, работник полевой испытательной лаборатории - ПИЛ);
подготовка для трубоукладчика подъездных путей к приемному стеллажу, стеллажу-накопителю секций труб и стенду контроля сварных стыков;
размещение в зоне производства работ трубоукладчика;
проверка грузозахватных приспособлений для подъема и перемещения труб и секций труб;
установка в зоне производства работ вагончика для обогрева людей, хранения инструмента и инвентаря;
обеспечение рабочих мест бригады средствами первой медицинской помощи, питьевой водой, противопожарным оборудованием;
инструктаж членов бригады по технике безопасности и производственной санитарии.
2.2. До начала основных работ по сборке и сварке необходимо:
очистить внутреннюю поверхность труб от возможных загрязнений;
провести визуальный осмотр поверхностей труб и при необходимости отремонтировать торцы;
устранить шлифованием царапины, риски и задиры на трубах глубиной свыше 0,2 мм, но не более 5 % от толщины стенки трубы, которая не должна быть выведена за пределы минусового допуска;
исправить с применением безударных разжимных устройств вмятины на концах труб глубиной до 3,5 % от диаметра трубы.
Трубы с царапинами, рисками, задирами глубиной более 5 % от толщины стенки, вмятинами глубиной, превышающей 3,5 % от диаметра трубы, или с забоинами и задирами фасок глубиной более 5 мм ремонту не подлежат. Дефектные участки труб следует обрезать.
2.3. Перед сборкой и сваркой необходимо зачистить кромки труб.
Кромки труб и прилегающие к ним поверхности (внутреннюю и наружную) на ширину не менее 10 мм зачищает до металлического блеска монтажник наружных трубопроводов шлифовальной машинкой на приемном стеллаже.
У первой трубы зачищается левый торец, у второй трубы - правый, у третьей - оба торца.
2.4. Подготовленные к сборке трубы с приемного стеллажа поочередно подаются на рольганг линии ЛСТ-81.
2.4.1. Центровка и сборка стыка производится на наружном эксцентриковом центраторе ЦНЭ-37-42, состоящем из двух или трех дуг с опорами, эксцентрикового зажима, двух тяг и перекладины. Благодаря такой инструкции центратора можно ускорить сборку стыков и быстро снять центратор.
2.4.2. Численные значения зазоров, в стыках при сварке электродами с основным видом покрытия диаметром 3,0 - 3,25 мм составляют:
при толщине стенки 8 - 10 мм - 2,5 - 3,5 мм;
при толщине стенки 10 мм и более - 3,0 - 3,5 мм.
2.4.3. Смещение кромок электросварных труб не должно превышать 20 % нормативной толщины стенки, но не более 3 мм. Измерение величины смещения кромок допускается проводить по наружным поверхностям труб сварочным шаблоном. Для труб с нормативной толщиной стенки до 10 мм допускается смещение кромок до 40 % нормативной толщины, но не более 2 мм.
2.4.4. Сборка стыков на наружном центраторе производится двумя прихватками, располагающимися по оси друг к другу. Длина прихваток - 60 - 100 мм.
2.4.5. Непосредственно перед прихваткой и сваркой производится просушка кольцевыми нагревателями торцов труб и прилегающих к ним участков шириной не менее 150 мм.
Просушка торцов труб нагревом до температуры 20 - 50 °С обязательна:
при наличии влаги на трубах независимо от способа сварки и прочности основного металла;
при температуре окружающего воздуха ниже +5 °С в случае сварки труб с нормативным сопротивлением разрыву 539 МПа (55 кгс/мм2) и выше.
2.4.6. После снятия наружного центратора производят сварку корневого слоя.
2.4.7. Прихватка и сварка корневого слоя шва выполняется электродами с основным видом покрытия. Тип и марка электродов приведены в табл. 1.
|
Свариваемые трубы |
||||
|
Тип по ГОСТ 9467-75* |
Марка |
Диаметр, мм |
Толщина стенки, мм |
Нормативное значение временного сопротивления разрыву, МПа (кгс/мм2) |
|
Э42А |
УОНИ-13/45 |
2,0 - 2,5 3,0 |
5 - 8 6 - 26 |
До 490 (50) включительно |
|
Э50А |
УОНИ-13/55 |
2,0 - 2,6 |
5 - 8 |
До 588 (60) включительно |
|
ЛБ-52У НИБАЗ 55 Супербаз Фокс ЕВ50 ОК 48.04 ВСО-50СК |
2,5 - 3,25 |
8 - 26 |
||
Рекомендуемые значения сварочного тока приведены в табл. 2.
|
Сварочный ток в зависимости от пространственного положения шва, А |
|||
|
Нижнее |
Вертикальное |
Потолочное |
|
|
2,0 - 2,5 |
50 - 90 |
40 - 80 |
40 - 50 |
|
3,0 - 3,25 |
90 - 130 |
80 - 120 |
90 - 110 |
Ток постоянный, полярность обратная.
2.5. Аналогично производится сборка и сварка второго стыка секции, после чего секция перемещается на промежуточный стеллаж.
2.6. С промежуточного стеллажа секция подается на роликовый вращатель для поворотной сварки последующих слоев шва. Сварка ведется одной сварочной головкой СГФ-1004А.
Для сварки используются сварочная проволока по ГОСТ 2246-70* «Проволока стальная сварочная» и флюс по ГОСТ 9087-81* «Флюсы сварочные плавленые».
Сочетания сварочных материалов (флюса и проволоки) в зависимости от характеристик свариваемых труб представлены в табл. 3.
|
Нормативное значение временного сопротивления разрыву, МПа (кгс/мм2) |
||
|
флюса |
проволоки |
|
|
АН-348А АН-348АМ |
СВ-08ГА |
Свыше 490,5 (50) до 539,4 (55) |
|
АН-47 |
СВ-08ГА |
Свыше 490,5 (50) до 539,4 (55) |
|
АН-47 АН-ВС |
СВ-08ХМ СВ-08МХ S2М0 |
539,4 - 588,7 (55 - 60) включительно |
|
ФЦ-16 |
СВ-08ГНМ |
539,4 - 588,7 (55 - 60) включительно |
Сварочная проволока перед производством работ очищается от ржавчины и наматывается на катушки или кассеты машиной МОН-52.
2.7. Число слоев, выполняемых автоматической сваркой под флюсом, при толщине стенки труб до 16,5 мм должно составлять не менее двух; ширина сварного шва при толщине стенки трубы от 6 до 8 мм - 14 ± 4 мм, свыше 8 до 12 мм - 20 ± 4 мм.
Режимы автоматической сварки заполняющих и облицовочного слоев шва приведены в табл. 4.
|
Диаметр электродной проволоки, мм |
Слои шва |
Сварочный ток, А |
Напряжение, В |
Скорость сварки, м/ч |
Смещение электрода с зенита, мм |
|
|
6 - 12,5 |
2 |
Первый |
400 - 500 |
42 - 44 |
35 - 40 |
60 - 80 |
|
Последующ. |
500 - 550 |
42 - 46 |
35 - 40 |
40 - 50 |
||
|
3 |
Первый |
550 - 650 |
42 - 44 |
35 - 50 |
40 - 60 |
|
|
Последующ. |
700 - 750 |
44 - 46 |
35 - 50 |
30 - 40 |
Ток постоянный, полярность обратная.
2.8. Во время сварки заполняющих и облицовочного слоев шва производится очистка стыка от шлака.
2.9. Сварные соединения оставлять незаконченными не разрешается.
2.10. Начинать и оканчивать сварку стыка, необходимо на расстоянии не менее 100 мм от продольных швов свариваемых труб.
2.11. После полной сварки швов необходимо произвести их наружный осмотр, подварить вручную дефекты и нанести клеймо. Секция освобождается и перемещается на стеллаж готовой продукции.
2.12. Схема производства работ на трубосварочной базе БНС-81 представлена на рисунке.
2.13. Работы по сборке и сварке выполняет бригада, состоящая из 2-х звеньев:
по сборке труб в трехтрубные секции и сварке первого слоя - 5 чел;
по автоматической сварке швов под слоем флюса - 3 чел.
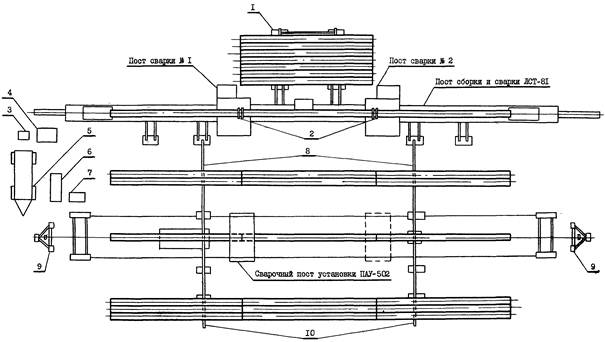
Рис. Схема производства работ на трубосварочной базе БНС-81:
1 - приемный стеллаж; 2 - наружный центратор; 3 - машина для очистки и намотки проволоки МОН-52; 4 - блок питания; 5 - агрегат электрический дизельный АДД-502; 6 - электроагрегат дизельный АД30С-Т/400-РМIУ4; 7 - блок питания; 8 - промежуточный стеллаж; 9 - стойка опоры электроосвещения; 10 - стеллаж готовой продукции
3. ТРЕБОВАНИЯ К КАЧЕСТВУ И ПРИЕМКЕ РАБОТ
3.1. Для обеспечения требуемого качества работ необходимо проводить:
проверку квалификации сварщиков;
контроль исходных сварочных материалов и труб (входной контроль);
систематический операционный (технологический) контроль, осуществляемый в процессе сборки и сварки;
визуальный контроль (внешний осмотр) и обмер готовых сварных соединений;
проверку сварных швов неразрушающими методами контроля.
3.2. Аттестацию и проверку квалификации сварщиков осуществляет постоянно действующая комиссия треста под председательством его главного инженера в объеме и с использованием методик, определяемых требованиями ВСН 006-89 «Строительство магистральных и промысловых трубопроводов. Сварка», и СНиП III-42-80 «Правила производства и приемки работ. Магистральные трубопроводы».
3.3. Все трубы могут быть приняты в монтаж только после прохождения приемки и освидетельствования на соответствие их требованиям ВСН 012-88 «Строительство магистральных и промысловых трубопроводов. Контроль качества и приемка работ» (часть I, раздел 4), а также требованиям ВСН 006-89.
Для проведения сварочных работ допускается применение электродов, флюсов, проволок только тех марок, которые регламентируются требованиями ВСН 006-89 и СНиП 2.05.06-85 «Магистральные трубопроводы».
3.4. Операционный контроль проводят мастер, прораб (ст. прораб) и служба контроля ПИЛ. При этом проверяется правильность и последовательность выполнения технологических операций по сборке и сварке в соответствии с требованиями ВСН 006-89.
3.4.1. При сборке соединение под сварку проверяют:
чистоту полости труб и степень зачистки кромок и прилегающих к ним внутренней и наружной поверхностей;
соблюдение допустимой величины смещения наружных кромок;
величину технологических зазоров в стыках.
3.4.2. При операционном контроле в процессе сварки проверяется соблюдение режимов сварки, порядок наложения слоев и их количество, обеспечение применяемыми материалами.
3.5. Все сварные соединения труб после их очистки от шлака, грязи, брызг металла, снятия грата подвергают визуальному контролю.
3.5.1. При осмотре сварного соединения:
проверяют наличие на каждом стыке клейма сварщика, выполняющего сварку;
проверяют наличие на одном из концов каждой плети ее порядкового номера;
убеждаются в отсутствии наружных трещин, незаплавленных кратеров и выходящих на поверхность пор.
3.6. Все стыки подвергаются неразрушающему контролю в объеме и методами, указанными в ВСН 012-88 «Строительство магистральных и промысловых трубопроводов Контроль качества и приемка работ» (часть I).
Контроль качества сварных соединений неразрушающими методами производится работниками службы контроля (ПИЛ, специализированных управлений по контролю и т.п.).
3.7. При выполнении сварочных работ должна своевременно оформляться исполнительная производственная документация и акты промежуточной приемки в соответствии с перечнем, представленным в ВСН 012-88 «Строительство магистральных и промысловых трубопроводов. Контроль качества и приемка работ» (часть II), в том числе:
список сварщиков, составляемый службой главного сварщика, форма № 2.3;
журнал сварки труб, который ведет производитель работ, форма № 2.6 (2.6а);
заключение по проверке качества сварных соединений физическими методами контроля, составляемое службой контроля качества, форма № 2.9;
заключение о результатах механических испытаний контрольных и допускных сварных соединений, составляемое службой контроля качества, форма № 2.12.
3.8. Технические критерии и средства контроля операций и процессов приводятся в табл. 5.
|
Предмет контроля |
Инструмент и способ контроля |
Время контроля |
Ответственный контролер |
Технические критерии оценки качества |
|
|
Входной контроль поверхности труб |
Дефекты поверхности труб (трещины, расслоения, закаты, вмятины, надрывы и забоины), овальность труб по любому сечению, разнотолщинность стыкуемых труб, косина торцов |
Шаблон, штангенглубиномер, рейка нивелирная, рулетка, линейка, шаблон сварочный |
До начала сборки труб |
Работник службы контроля, ПИЛ, прораб |
Соответствие требованиям ВСН 006-89, раздел 2.1; ВСН 012-88, часть I, раздел 4 |
|
Входной контроль сварочных материалов (электродов, проволоки и флюса) |
Наличие сертификатов, соответствие маркировки, состояние упаковки, степень очистки проволоки, состояние поверхности покрытия, условия и режимы прокалки флюса и электродов |
Визуально, термометр |
До начала работ по сборке и сварке |
Прораб, сварочная служба, ПИЛ |
Соответствие требованиям ВСН 006-89, приложение 4, раздел 2.5. Соответствие ГОСТ 2246-70*, ГОСТ 9087-81*. Зачистка проволоки до металлического блеска, без нарушения калибровки |
|
Очистка полости труб |
Степень очистки полости труб |
Визуально |
До начала сборки |
Мастер |
Не допускаются посторонние предметы в полости трубы |
|
Зачистка кромок стыкуемых труб |
Качество зачистки кромок с прилегающими цилиндрическими поясами |
То же |
В процессе работ по сборке |
То же |
Зачистка до металлического блеска внутренней поверхности кромок труб на ширину не менее 10 мм |
|
Центровка и сборка стыка |
Качество сборки стыка, точность установки зазора, величина смещения наружных кромок |
Шаблон, линейка, щуп |
В процессе сборки |
Прораб |
Соответствие требованиям ВСН 006-89, раздел 2.2 |
|
Ручная электродуговая сварка корневого слоя шва |
Правильность выбора электродов Режимы сварки Степень зачистки слоя шва |
Визуально Амперметр, вольтметр |
В процессе сварки корневого слоя шва |
То же |
Соответствие требованиям ВСН 006-89, раздел 2.4 |
|
Автоматическая сварка под слоем флюса по предварительно сваренному корню шва |
Режимы сварки (вылет и угол наклона электрода, смещение с зенита, скорость сварки) |
То же |
В процессе сварки |
- ² - |
Соответствие требованиям ВСН 006-89, раздел 2.6 |
|
Визуальный контроль и обмер сварных соединений |
Наличие клейма сварщиков (бригады сварщиков), отсутствие наружных трещин, незаплавленных кратеров и выходных пор, геометрические размеры сварного соединения |
Визуально Шаблон, линейка, щуп |
По окончании сварки |
Прораб, сварочная служба, ПИЛ |
Соответствие требованиям ВСН 012-88, часть I, п.п. 5.17 и 5.18 |
4. КАЛЬКУЛЯЦИЯ ЗАТРАТ ТРУДА, МАШИННОГО ВРЕМЕНИ, ЗАРАБОТНОЙ ПЛАТЫ НА 1 км ТРУБОПРОВОДА
|
Номер фасета для пересчета показателей |
Единица измерения |
Объем работ |
Обоснование (ВНиР) |
Норма времени, чел.-ч |
Расценка, р.-к. |
Затраты труда, чел.-ч |
Заработная плата, р.-к. |
Время пребывания машины на объекте, маш.-ч |
|||||
|
рабочих |
машинистов |
рабочих |
машинистов |
рабочих |
машинистов |
рабочих |
машинистов |
||||||
|
Сборка труб в секцию и сварка их первым слоем на стенде |
01 |
1 стык |
58 |
§ В10-1-9, табл. 2, п. 2ж |
0,85 |
- |
0-68,4 |
- |
49,3 |
- |
39-67 |
- |
- |
|
Автоматическая сварка одной сварочной головкой на сварочной установке ПАУ-502 |
02 |
10 стыков |
5,8 |
Применительно § В10-1-24, п. 2в |
4 |
2 |
3-10 |
1-82 |
23,2 |
11,6 |
17-98 |
10-56 |
11,6 |
|
Итого: |
72,5 |
11,6 |
57-65 |
10-56 |
11,6 |
||||||||
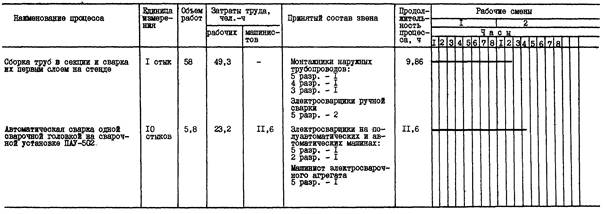
5. ГРАФИК ПРОИЗВОДСТВА РАБОТ НА 1 км ТРУБОПРОВОДА
Таблица 7
6. МАТЕРИАЛЬНО-ТЕХНИЧЕСКИЕ РЕСУРСЫ
Потребность в машинах, механизмах, оборудовании, инструменте и инвентаре приведена в табл. 8.
|
Марка, тип, ГОСТ |
Количество |
Краткая техническая характеристика |
|
|
Трубосварочная база |
БНС-81 |
1 |
Размеры свариваемых труб: диаметр - 325 - 820 мм длина - 10,5 - 11,8 м Линия сборки труб - ЛСТ-81 Количество постов сборки - 2 Линия автоматической сварки труб - ПАУ-502 Количество постов автоматической сварки - 1 |
|
Центратор наружный |
ЦНЭ-37-42 |
2 |
Диаметр стыкуемых труб - 426 мм |
|
Электрошлифовальная машинка |
ШI-178А (ШI-230А) |
2 |
Скорость вращения - 8500 об/мин (6600) |
|
Машина для очистки и намотки проволоки |
МОН-52 |
1 |
Производительность - 100 м/мин |
|
Электрододержатель со сварочным кабелем |
2 |
||
|
Универсальный шаблон сварщика |
УШС-3 |
3 |
|
|
Маска электросварщика |
4 |
Потребность в материалах для выполнения работ по сборке и сварке 1 км труб в секции приведена в табл. 9.
|
Фасет-код |
Единица измерения |
Объем работ |
Потребность, кг |
||
|
на единицу измерения |
на весь объем |
||||
|
Электроды |
- |
1 стык |
58 |
0,31 |
18,0 |
|
Проволока сварочная |
03-2 |
То же |
58 |
1,08 |
62,6 |
|
Флюс |
04-2 |
- ² - |
58 |
1,62 |
94,0 |
7. ТЕХНИКА БЕЗОПАСНОСТИ
7.1. Общие положения.
7.1.1. При сборке и сварке секций из отдельных труб на трубосварочной базе следует руководствоваться действующими нормативными документами:
СНиП III-4-80*. Техника безопасности в строительстве;
СНиП III-42-80. Магистральные трубопроводы. Правила производства и приемки работ;
РД 102-011-89. Охрана труда. Организационно-методические документы;
Правилами техники безопасности при строительстве магистральных стальных трубопроводов;
Правилами техники безопасности и производственной санитарии при электросварочных работах;
Правилами технической эксплуатации электроустановок потребителей и Правилами техники безопасности при эксплуатации электроустановок потребителей, утвержденными Главгосэнергонадзором Минэнерго СССР 24.12.1984 г.;
ГОСТ 12.3.003-86. ССБТ. Работы электросварочные. Требования безопасности;
ГОСТ 12.2.013-87. ССБТ. Машины ручные электрические. Общие требования по безопасности и методы испытаний;
Правилами пожарной безопасности при производстве строительно-монтажных работ ППБ 05-86, утвержденными ГУПО МВД СССР 26.02.1986 г. и другими нормативно-техническими документами и справочной литературой, приведенной в приложении к РД 102-011-89.
7.1.2. Ответственность за соблюдение требований охраны труда на трубосварочных базах возлагается приказом по строительной организации на руководителей (начальника участка, прораба, мастера).
7.1.3. За несоблюдение требований охраны труда рабочие, инженерно-технические и хозяйственные работники трубосварочных баз несут материальную, дисциплинарную, административную и уголовную ответственность в установленном законом порядке.
7.2. Основные положения по безопасной организации работ на трубосварочной базе БНС-81.
7.2.1. К работе на базе допускаются лица не моложе 18 лет, прошедшие:
обучение и проверку знаний по безопасным методам и приемам труда, а также получившие удостоверения на право производства работ;
вводный инструктаж по охране труда и технике безопасности;
инструктаж по технике безопасности непосредственно на рабочем месте.
Инструктаж на рабочем месте следует проводить периодически не реже одного раза в год, а также в случае изменения условий работы (в объеме вводного инструктажа на рабочем месте).
7.2.2. Допуск посторонних лиц в зону работ не разрешается.
7.2.3. Опасные зоны базы должны иметь ограждения, окрашенные в сигнальные цвета, информирующие о возможной опасности.
7.2.4. Движущиеся (вращающиеся) элементы оборудования базы, с которыми возможно соприкосновение обслуживающего персонала, должны быть ограждены. Ограждения должны быть надежно закреплены, окрашены предупредительной окраской или снабжены другими средствами защиты и сигнализации. Работа при снятых ограждениях не допускается.
7.2.5. Рабочие трубосварочных баз должны быть обеспечены спецодеждой, спецобувью, а также средствами индивидуальной защиты в соответствии с выполняемой ими работой и согласно действующим нормам.
В спецодежде, облитой горючими или смазочными материалами, не разрешается работать, курить и подходить к огню.
7.2.6. До начала работ рабочим следует выдавать соответствующую инструкцию по технике безопасности, которую они обязаны изучить и строго выполнять.
7.2.7. В распоряжение бригад должны быть выделены помещения для отдыха и обогрева. В этих помещениях необходимо оборудовать уголки по технике безопасности и места для размещения медицинских аптечек, носилок, фиксирующих шин и других средств для оказания первой помощи пострадавшим.
7.2.8. При работе на базе запрещается:
передвигаться или находиться в зоне накатывания или скатывания труб и трубных секций;
прикасаться руками к сварным швам после производства сварочных работ до их остывания;
переходить линию во время работы;
держать руки в световом пространстве между торцами труб.
7.2.9. На трубосварочных базах разрешается работать ручным электроинструментом при соблюдении следующих требований техники безопасности:
номинальное напряжение применяемых ручных электроинструментов должно быть не выше 42 В (класс электроинструментов - III);
допускается использовать ручные электрические шлифовальные машинки класса II (с двойной или усиленной изоляцией);
во время дождя или снегопада работа с электроинструментом допускается только под навесом и с применением индивидуальных средств защиты (диэлектрические перчатки, резиновые коврики).
7.2.10. Чтобы избежать поражения электрическим током, необходимо знать и выполнять следующие требования техники безопасности:
ввертывать и вывертывать электролампы только при выключенной электросети;
не касаться оборванных электрических проводов и корпусов электродвигателей, которые при неисправности заземляющих устройств могут оказаться под напряжением;
исправлять что-либо в электросети или электрооборудовании может только дежурный электромонтер, причем он должен работать в резиновых диэлектрических перчатках и применять другие защитные средства;
применять ручные переносные светильники только заводского изготовления, огражденные металлической защитной сеткой; у таких светильников напряжение должно быть не более 12 В; их шланговый провод снабжен специальной вилкой, которую нельзя включать в розетку сети с напряжением более 12 В;
надежно заизолировать оголенные концы проводов, отсоединенных от снятого электрооборудования;
выполнять временную электропроводку только из изолированного провода; подвешивать его разрешается на высоте:
над рабочим местом - не менее 2,5 м;
над проходами - 3,5 м;
над проездами - 6 м.
7.3. Основные положения по безопасной эксплуатации электроустановок и электрооборудования трубосварочной базы.
7.3.1. Присоединение к сети и отсоединение от сети энергоустановок и электрооборудования, их техническое обслуживание и ремонт в период эксплуатации должны производиться электромонтером или электрослесарем, обученными основам электротехники, технике безопасности, всем оперативным переключениям по схеме, имеющим квалификационное удостоверение и IV группу по безопасности при обслуживании электрооборудования.
7.3.2. На сварочной базе все электрооборудование (в том числе электросварочные установки, передвижные электростанции, электрощиты, рубильники и т.п.), сварочные стеллажи, кабины управления, торцевые вращатели и другие металлоконструкции должны быть соединены между собой и с заземляющим устройством источника питания стальной шиной сечением не менее 48 мм2 и толщиной не менее 4 мм.
Заземление электросварочных установок выполняют до включения их в электросеть, после чего проводят инструментальную проверку заземления с изменением сопротивления заземляющих устройств и составляют акт проверки. В дальнейшем такую проверку заземления проводят не реже одного раза в год.
Сопротивление заземления должно быть не более 4 Ом. Работать без заземления строго запрещается.
7.3.3. После монтажа электрооборудования на сварочной базе следует провести проверку сопротивления изоляции электрических цепей испытательным напряжением 1000 В в течение 1 мин., а в дальнейшем - один раз в год мегаомметром на 500 В, при этом сопротивление в цепях, электрически связанных с сетью, должно быть не менее 1 мОм, а в цепях, электрически не связанных с сетью, не менее 0,5 мОм.
7.3.4. При эксплуатации электрооборудования трубосварочной базы двери шкафов распределительных устройств, электрощитов и рубильников следует закрывать на замок, а ключ должен храниться у электромонтера.
7.3.5. Перед началом каждой смены электромонтер (электрослесарь) обязан внешним осмотром проверить исправность изоляции кабелей, всего электрооборудования и заземления.
7.3.6. При эксплуатации оборудования запрещается:
работать при снятых крышках клеммных коробок, а также разъединять штекерные разъемы без снятия напряжения;
проводить профилактические осмотры и ремонтные работы под напряжением;
включать напряжение до устранения обнаруженных неисправностей;
переносить и передвигать кабели, находящиеся под напряжением.
8. ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ НА 1 км ТРУБОПРОВОДА
Нормативные затраты труда, всего, чел.-ч....................................... 84,1
В том числе:
рабочих.......................................................................................... 72,5
машинистов................................................................................... 11,6
Заработная плата, р.-к.
рабочих.......................................................................................... 57-65
машинистов................................................................................... 10-56
Продолжительность выполнения работ, ч (смен)............................ 11,6 (1,45)
Выработка на одного рабочего в смену, м/чел.-смену.................... 86,3
Численный состав бригады, всего, чел............................................. 8
В том числе:
рабочих.......................................................................................... 7
машинистов................................................................................... 1
9. ФАСЕТНЫЙ КЛАССИФИКАТОР ФАКТОРОВ
ФАСЕТ 01
Характеристика местности
(при сборке труб в секции)
|
Обоснование (ВНиР) |
Код |
Значение фактора |
|
|
Равнинная слабопересеченная местность |
1 |
По калькуляции |
|
|
Зона сыпучих песков |
В10-1, глава 2, (ТЧ-10) |
2 |
Н.вр. и расц. умножать на 1,1 |
ФАСЕТ 02
Толщина стенки, мм, до
|
Обоснование (ВНиР) |
Код |
Значение фактора |
|
|
Применительно, § В10-1-24 |
|||
|
10 |
п. 2в |
1 |
По калькуляции |
|
12 |
п. 4в |
2 |
Н.вр. и расц. умножать на 1,25 |
ФАСЕТ 03
Сварочная проволока, кг на 1 стык
|
Обоснование |
Код |
Значение фактора |
|
|
При толщине стенки, мм |
ВСН 181-35 § 1.1., табл. 010 |
||
|
8 |
п. 04-05 |
1 |
0,66 |
|
10 |
п. 05-05 |
2 |
1,08 |
|
12 |
п. 06-05 |
3 |
1,46 |
ФАСЕТ 04
Флюс, кг на 1 стык
|
Обоснование |
Код |
Значение фактора |
|
|
При толщине стенки, мм: |
ВСН 181-85 § 1.1., табл. 010 |
||
|
8 |
п. 04-05 |
1 |
0,99 |
|
10 |
п. 05-05 |
2 |
1,62 |
|
12 |
п. 06-05 |
3 |
2,19 |
Примечание. Рамкой обведены значения факторов, на которые рассчитаны показатели в данной технологической карте.
СОДЕРЖАНИЕ