ТИПОВЫЕ
ТЕХНОЛОГИЧЕСКИЕ КАРТЫ
НА ПРОИЗВОДСТВО ОТДЕЛЬНЫХ ВИДОВ РАБОТ
ТИПОВАЯ
ТЕХНОЛОГИЧЕСКАЯ КАРТА
НА СПЕЦИАЛЬНЫЕ СТРОИТЕЛЬНЫЕ РАБОТЫ
СБОРКА И СВАРКА
ТРУБ В ТРЕХТРУБНЫЕ СЕКЦИИ
НА МЕХАНИЗИРОВАННОЙ ТРУБОСВАРОЧНОЙ БАЗЕ БТС 142В
ПРИ СТРОИТЕЛЬСТВЕ МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ
ДИАМЕТРОМ 1020 мм
|
СОГЛАСОВАНО |
|
|
Институтом ВНИИЖтехоргнефтегазстрой |
Управлением механизации и технологии строительства Госстроя СССР |
|
Заместитель директора института _____________ Г.А. Потемкин |
|
|
Заведующий отделом ____________________ Л.М. Пальчиков |
Письмо от 31.07.1990 г. № 12-238 |
|
Главный специалист ____________________ В.И. Климов |
Введена в действие с 01.03.1991 г. |
МОСКВА 1991
1 Область применения
1.1 Типовая технологическая карта разработана на сборку и двустороннюю автоматическую сварку под слоем флюса 1 км труб диаметром 1020 мм в трехтрубные секции на механизированной трубосварочной базе БТС-142В.
1.2 При разработке типовой технологической карты приняты исходные данные:
трубы электросварные прямошовные и спиральношовные из горячекатаных, в том числе с контролируемой прокаткой нормализированных и термически упрочненных низколегированных сталей с нормативным значением временного сопротивления на разрыв до 566,7 МПа (60 кгс/мм2) и термоупрочненных до 637,5 МПа (65 кгс/мм2), неизолированные:
толщина стенки труб;
длина труб;
количество труб в одной секции;
количество стыков в одной секции;
количество трехтрубных секций в 1 мм.
1.3 В состав работ рассматриваемых картой входят:
очистка внутренней поверхности труб от грязи, снега, льда и посторонних предметов;
обработка кромок труб станком СПК-121А под автоматическую сварку;
сборка и двусторонняя автоматическая сварка под слоем флюса трехтрубных секций.
1.4 Работы выполняются в летний период в условиях равнинной и слабопересеченной местности и ведутся в одну дневную смену продолжительностью 8 ч.
2 ОРГАНИЗАЦИЯ И ТЕХНОЛОГИЯ НАБЛЮДЕНИЯ РАБОТ
2.1 Выполнению работ по сборке и сварке труб на трубосварочной базе БТС-142В предшествует комплекс организационно-технологических мероприятий и подготовительных работ:
сдача базы по акту в соответствии с «Положением о порядке и приемке в эксплуатацию трубосварочных баз»;
назначение лиц, ответственных за качественное и безопасное производство сварочно-монтажных работ (прораб, мастер, работник полевой исполнительной лаборатории - ПИЛ);
подготовка для трубоукладчика подъездных путей к приемному стеллажу БТС-142В, стеллажу-?????? секций труб к стенду контроля сварных стыков;
?????? в зоне производства работ трубоукладчика;
?????? ???????? приспособлений для подъема и перемещения труб и ???? труб;
установка в зоне производства работ вагончика для обогрева людей, хранения инструмента и инвентаря;
обеспечение рабочих мест бригады средствами первой медицинской помощи, питьевой водой, противопожарным оборудованием;
инструктаж членов бригады по технике безопасности и производственной санитарии.
До начала работ по обработке кромок труб станком СПК-121А для последующей сборки и автоматической сварки необходимо выполнить следующие работы:
очистить внутреннюю поверхность труб от возможных загрязнений;
провести визуальный осмотр поверхностей труб и при обнаружении дефектов произвести необходимый ремонт, в том числе:
устранить шлифованием царапины, риски и задиры на трубах глубиной свыше 0,2 мм, но не более 5 % от толщины стенки трубы, которая не должна быть выведена за пределы минусового допуска;
исправить с применением безударных разжимных устройств вмятины на концах труб глубиной до 3,5 % от диаметра трубы.
Трубы с царапинами, рисками, задирами глубиной более 5 % от толщины стенки, вмятиной глубиной превышающей 3,5 % от диаметра трубы или с забоинами и задирами фасок глубиной более 5 мм ремонту не подлежат, а дефектные участки труб следует обрезать.
2.3 Перед сваркой необходимо осуществлять обработку кромок труб.
2.3.1 Обработку кромок труб производят на станках СПК-121А. Функции операторов станков выполняют монтажники наружных трубопроводов 4 разряда.
2.3.2 Трубы с заводской разделкой кромок с накопителя подают на стенд обработки кромок, при этом перемещением труб управляет один из операторов станков СПК, назначаемый руководителем работ.
Схема разделки кромок представлена на рис. 1
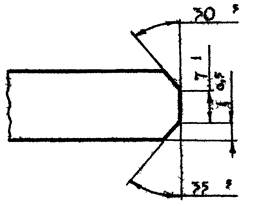
Рис. 1. Схема разделки кромок при толщине стенки труб 11 - 18 мм
2.3.3 Система крепления и перемещения станков на рабочих местах обеспечивает возможность сквозного перемещения труб по линии обработки кромок. У первой трубы обрабатываются обе кромки, у второй - левая кромка, а у третьей - правая.
2.4 Сборка и двусторонняя автоматическая сварка труб в трехтрубную секцию производится на втором стенде БТС 142В.
На первом этапе осуществляется сборка и сварка двухтрубной секции.
2.4.1 Обработанная первая труба передается по рольгангу продольного перемещения в конец стенда обработки торцов и оттуда через промежуточный накопитель перемещается на стенд двусторонней автоматической сварки, где продольным перемещением устанавливается правым торцом между зажимными башмаками центратора.
2.4.2 Вторая труба подается на стенд автоматической сварки аналогичным путем, но устанавливается между зажимными башмаками центратора своим левым торцом.
2.5 Сборка и двустороння автоматическая сварка стыков труб производится с учетом следующих технологических требований.
2.5.1 Сборка стыков труб выполняется без зазора.
На отдельных участках стыка длиной до 100 мм зазор допускается не более 0,8 - 1,0 мм.
2.5.2 Сборку необходимо выполнять с помощью одной прихватки на режимах сварки первого наружного слоя шва. Длина прихватки должна быть не менее 200 мм.
2.5.3 Непосредственно перед прихваткой и сваркой производится просушка кольцевыми нагревателями торцов труб и прилегающих к ним участков шириной не менее 150 мм.
Просушка торцов труб с нагревом до температуры 20 - 50 °C обязательна:
при наличии влаги на трубах независимо от прочности основного металла;
при температуре окружающего воздуха ниже + 5 °C в случае сварки труб с нормативным временным сопротивлением разрыву 539 МПа (55 кгс/мм2) и выше.
При двусторонней автоматической сварке на трубосварочных базах типа БТС предварительный подогрев не требуется.
2.5.4 Наложение слоев шва производится в следующем порядке:
сварка первого наружного слоя;
последующая одновременная сварка второго наружного и внутреннего слоев шва.
2.6 На втором этапе осуществляют сборку и сварку второго стыка трехтрубной секции.
2.6.1 Готовая двухтрубная секция по рольгангу перемещается вправо, в конец стенда сборки и сварки и на этот же стенд подается третья труба так, чтобы она наехала на штангу, а обработанный правый торец трубы разместился между зажимными башмаками центратора.
2.6.2 Отведенная вправо двухтрубная секция перемещается влево до соприкосновения с зажатой цетратором трубой и выполняются сборка и сварка второго стыка трехтрубной секции.
2.7 Для сварки используются сварочная проволока по ГОСТ 2246-70* «Проволока стальная сварочная» и флюс по ГОСТ 9087-81* «Флюсы сварочные плавленые».
Сочетания сварочных материалов (флюса и проволоки) в зависимости от марки сталей представлены в табл. 1.
|
Нормативное значение временного сопротивления разрыву МПА (кгс/мм2) |
||
|
флюса |
проволоки |
|
|
АН-348А, АНЦ-1, АН-348АМ, АН-47 |
СВ-08ГА |
До 588,7 (60) включительно |
|
АН-47 |
СВ-08ХМ |
Свыше 539 (55) до 588,7 (60) включительно, в том числе термически упрочненных с sа = 637 (65) |
|
СВ-08МХ |
||
|
АН-ВС |
S 2МО |
|
|
СВ-08ХГ2СНМТ |
||
|
ФЦ-16 |
СВ-08ГНМ |
539 - 588,7 (55 - 60) включительно |
2.8 Режимы сварки наружных и внутренних слоев шва при сварке малоуглеродистых и низколегированных горячекатаных неэмалированных сталей приведены в табл. 2, термически упрочненных и из труб с контролируемой прокаткой в табл. 3.
Режимы сварки представлены на основании ВСН 006-89 «Строительство магистральных и промысловых трубопроводов. Сварка»
|
Порядковый номер слоя |
|
Напряжение, В |
Скорость сварки м/ч |
Смещение электрода с зенита, мм |
|
|
|
|
Наружная сварка |
|
|
|
|
11,0 - 18,0 |
Первый |
???? |
42 - 44 |
40 - 50 |
50 - 70 |
|
Последующий |
???? |
44 - 46 |
35 - 45 |
40 - 60 |
|
|
11,0 - 18,0 |
|
Внутренняя сварка |
|
|
|
|
Первый |
???? |
42 - 46 |
35 - 45 |
15 - 20 |
|
|
Порядковый номер слоя |
|
Напряжение, В |
Скорость сварки м/ч |
Смещение электрода с зенита, мм |
|
|
|
|
Наружная сварка |
|
|
|
|
8,0 - 15,1 |
Первый |
500 - 700 |
40 - 44 |
40 - 45 |
40 - 80 |
|
Последующий |
650 - 700 |
44 - 46 |
40 - 55 |
40 - 60 |
|
|
8,0 - 32,0 |
|
Внутренняя сварка |
|
|
|
|
Первый |
500 - 800 |
40 - 44 |
40 - 50 |
15 - 20 |
|
Примечание. Сварку выполняют электродной проволокой диаметром 3 мм. Полярность обратная. Вылет электрода 40 - 54 мм. Угол наклона электрода «вперед» до 30°.
2.8.1 Число наружных слоев должно составлять два, ширина облицовочного наружного слоя - 18 ± 3 мм. Внутренний шов сваривают в один слой. Значение усиления внутреннего и наружного швов должно находиться в пределах 1 - 3 мм.
2.8.2 Для предотвращения непроваров и шлаковых включений, автоматическую сварку прихваток и начального участка шва не следует выполнять при значениях тока менее нижнего предела диапазона режимов сварки.
2.8.3 Начинать и оканчивать сварку стыка необходимо на расстоянии не менее 100 мм от продольных швов свариваемых труб.
2.8.4 Во избежание образования шлаковых включений и непровара между первым наружным и внутренним слоями в начале прихватки или первого слоя шва рекомендуется делать шлифовальной машинкой пропил глубиной 4 - 5 мм, шириной 3 - 4 мм и длиной не менее 25 - 30 мм.
2.8.5 Чтобы избежать образования трещин, запрещается освобождать жимки центратора до полного завершения процесса сварки первого наружного слоя шва стыка.
2.9 Сварка ведется двумя сварочными головками, входящими в комплект трубосварочной базы БТС-142В, при этом для наружных слоев шва применяется головка ГДФ-10001УЗ. Для внутренней сварки сварочная головка устанавливается на конце гидравлического центратора, входящего вместе с головкой в комплект БТС-142В.
2.10 Трубосварочная база БТС-142В укомплектована блоком питания, в состав которого входят все необходимые для сварки источники питания - два выпрямителя ВДУ-1201 и один выпрямитель ВД-306.
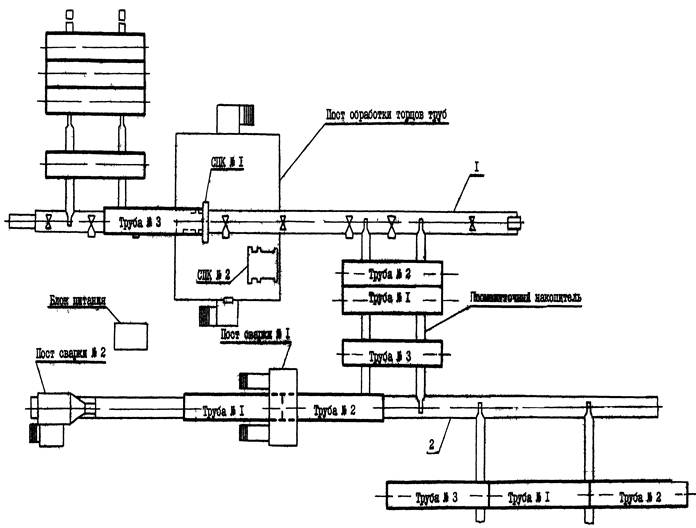
2.11 Схема производства работ на трубосварочной базе БТС-142В приведена на рис. 2.
3 ТРЕБОВАНИЯ К КАЧЕСТВУ И ПРИЕМКЕ РАБОТ
3.1 Для обеспечения требуемого качества работ необходимо проводить:
проверку квалификации сварщиков;
контроль исходных сварочных материалов и труб (входной контроль);
систематический, операционный (технологический) контроль, осуществляемый в процессе сборки и сварки;
визуальный контроль (внешний осмотр), обмер готовых сварных соединений (для сварных соединений, выполненных двусторонней автоматической сваркой под слоем флюса - дополнительно по макрошлифам);
проверку сварных швов неразрушающими методами контроля.
3.2 Аттестацию и проверку квалификации сварщиков осуществляет постоянно действующая комиссия треста под председательством его главного инженера в объеме и с использованием методик определенных требованиями ВСН 006-89 «Строительство магистральных и промысловых трубопроводов. Сварка.», СНиП III-42-80 «Правила производства и приемки работ. Магистральные трубопроводы».
3.3 Все трубы могут быть приняты для монтажа только после прохождения приемки и освидетельствования на их соответствие требованиям ВСН 012-88 «Строительство магистральных и промысловых трубопроводов. Контроль качества и приемка работ (часть 1, раздел 4)», а также требованиям ВСН 006-89.
Для проведения сварочных работ допускается применение электродов, флюсов, проволок только тех марок, которые регламентируются требованиями ВСН 006-89 и СНиП 2.05.06-85 «Магистральные трубопроводы».
3.4 Операционный контроль проводит мастер, прораб (ст. прораб) и служба контроля ПИЛ. При этом проверяется правильность и последовательность выполнения технологических операций по сборке и сварке в соответствии с требованиями ВСН 006-89.
3.5 Геометрические размеры швов определяются на макрошлифах, изготовленных из каждого двухсотого стыка и должны соответствовать данным, указанным в ВСН 006-89 п. 2.5.5.
3.5.1 В случае отклонения размеров швов от заданных, сварку следует прекратить, отладить оборудование и режим сварки.
3.5.2 Остальные 199 стыков, предшествующих вырезанному, следует считать годными, если в результате контроля просвечиванием в них не обнаружено недопустимых дефектов.
3.5.3 Если наружный последний слой шва смещен относительно первого наружного слоя, стык считается годным при отсутствии в нем недопустимых дефектов и соблюдений заданных режимов. При этом оси наружного первого и внутреннего слоев должны совпадать или быть смещены относительно друг друга не более чем на 2 мм.
3.6 Все стыки подвергаются неразрушающему контролю в объеме и методами, указанными в СНиП III-42-80 «Правила производства и приемки работ. Магистральные трубопроводы» и в соответствии с требованиями ВСН 012-88 «Строительство магистральных и промысловых трубопроводов. Контроль качества и приемка работ (часть 1)».