ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
СИСТЕМА
СТАНДАРТОВ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ.
ПРИСПОСОБЛЕНИЯ К МЕТАЛЛОРЕЖУЩИМ СТАНКАМ.
ИНФОРМАЦИОННО-ПОИСКОВАЯ СИСТЕМА ПО ВЫБОРУ.
ВЫБОР ОСНАЩЕНИЯ ТЕХНОЛОГИЧЕСКИХ ОПЕРАЦИЙ.
ОСНОВНЫЕ ТРЕБОВАНИЯ
РД 50-536-85
РУКОВОДЯЩИЙ НОРМАТИВНЫЙ ДОКУМЕНТ
МЕТОДИЧЕСКИЕ УКАЗАНИЯСистема стандартов технологической оснастки. Приспособления к металлорежущим станкам. Информационно-поисковая система по выбору. Выбор оснащения технологических операций. Основные требования |
РД 50-536-85 Введены впервые |
Утверждены Постановлением Госстандарта СССР от 15 марта 1985 г. № 595, срок введения установлен
с 01.01.86
Методические указания разработаны в соответствии с заданием 7.04 ПКС «Переналаживаемая технологическая оснастка» № 131-1.16.82 и устанавливают основные требования, предъявляемые к выбору оснащения технологических операций, реализуемых на металлорежущих станках.
Настоящие методические указания взаимосвязаны с комплексом нормативных документов на основные требования к ПКС по выбору станочных приспособлений (РД 50-533-85), на правила формирования информационного массива оснащаемых технологических операций (РД 50-534-85) и на правила формирования информационного массива технологической оснастки (РД 50-535-85).
Методические указания предназначены для работников служб ТПП, АСТПП и САПР, осуществляющих разработку и внедрение ИПС технологического назначения.
1. ОБЩИЕ ПОЛОЖЕНИЯ
Целью данного методического материала является рассмотрение трех вариантов используемых в промышленности ИПС, предназначенных для выбора оснастки на уровне предприятия и на отраслевом уровне.
Базой данных для ИПС являются классификаторы приспособлений, увязанных с типовой и групповой технологией.
Выбор оснащения технологических операций основывается на сопоставлении поискового предписания и поискового образа.
Под поисковым предписанием понимается требование потребителя, преобразованное в форму, удобную для ввода в ИПС.
Под поисковым образом понимается информация об объекте, хранимая в информационном фонде ИПС.
Для ИПС по выбору оснащения поисковым предписанием является массив оснащаемых технологических операций, формируемый на основании правил, изложенных РД 50-534-85, поисковым образом - информационный массив оснащения технологических операций, формируемый на основании правил, изложенных в РД 50-535-85.
В данном комплексе нормативных документов рассматриваются три разновидности ИПС:
для автоматизированного выбора оснастки на стадии проектирования технологических процессов с учетом экономических показателей, отражающих затраты на трудоемкость при проектировании и изготовлении оснастки (ИПС-I);
для автоматизированного выбора приспособлений - аналогов из массива ранее спроектированных (ИПС-II);
для полуавтоматического выбора оснастки на основании экспертных оценок (ИПС-III).
2. ПРАВИЛА ВЫБОРА ОСНАСТКИ С ПОМОЩЬЮ ИПС I
2.1. Схема функционирования ИПС-I представлена на рис. 1.
Исходными данными являются рабочие чертежи деталей.
Процесс системы включает две подсистемы: подбора приспособлений и выбора из них экономически эффективных конструкций.
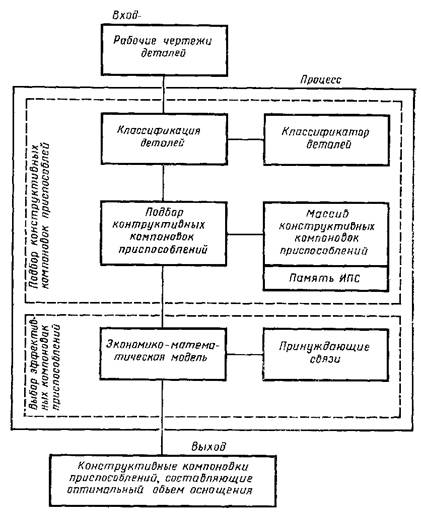
Рис. 1. Схема функционирования ИПС
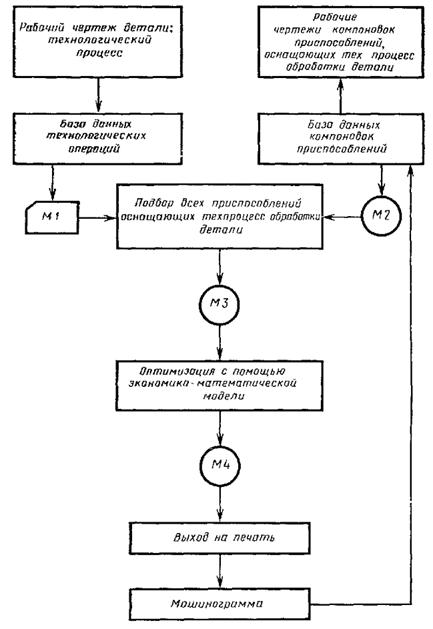
Рис. 2. Схема алгоритма выбора оснащения технологического процесса обработки детали
В подсистеме подбора конструктивных компоновок приспособлений выполняются две операции: классификация деталей и подбор конструктивных компоновок приспособлений. При этом для каждой поверхности детали или совокупности поверхностей обрабатываемых на одной технологической операции подбирается несколько компоновок приспособлений, с использованием которых можно изготовить эту поверхность.
В подсистеме выбора экономико-математическая модель сравнивает различные конструктивные компоновки и выбирает из них наиболее экономически эффективные для заданных производственных условий. Критерием выбора является минимум приведенных затрат. Если поверхность или совокупность поверхностей может быть получена несколькими технологическими способами, то осуществляется оптимизация этапа технологического маршрута по экономической эффективности применяемых приспособлений.
Ограничениями при выборе приспособлений являются также тип производства и программа выпуска.
На выходе ИПС получают конструктивные компоновки приспособлений, составляющие в совокупности оптимальный набор оснащения технологического процесса.
Схема алгоритма выбора компоновок приспособлений показана на рис. 2.
Выбор приспособлений для оснащения технологического процесса обработки конкретной детали осуществляется на основании сравнения значности кодов, характеризующих ее конструкторско-технологические особенности с находящимися в памяти ЭВМ базами данных о технологических операциях и компоновках приспособлений.
База данных технологических операций внесена в память ЭВМ с использованием комплексных кодов, структура которых показана на рис. 1 РД 50-534-85. Сравнение закодированных признаков конкретной детали с 3, 4, 5, 6, 10 и 12-ю признаками комплексных кодов указанной базы данных позволяет установить массив операций, необходимых для обработки детали (МП), и последовательность их в технологическом процессе.
База данных компоновок приспособлений (М2) внесена в память ЭВМ с использованием комплексных кодов, структура которых показана на рис. 1 РД 50-535-85. Сопоставляя признаки 3, 4, 5, 6, 10 и 12 комплексных кодов массива M1 с 1, 2, 3, 4, 5 и 6-м признаками комплексных кодов базы данных компоновок приспособлений, определяют массив приспособлений (М3), оснащающий массив операций M1.
В результате поиска определяются идентичные приспособления - аналоги или приспособления-аналоги, отличающиеся размерами и некоторыми конструктивными элементами. Если приспособления-аналоги для некоторых операций массива M1 отсутствуют в массиве М2, то выдается задание на их проектирование, и они вносятся в массив М2 для последующего использования.
Одну и ту же поверхность детали (совокупность поверхностей, обрабатываемых на одной операции) можно обработать, используя различные конструкции приспособлений (универсальные, специальные с ручным приводом, специальные с гидро- или пневмоприводом и т.д.) (табл. 4 РД 50-535-85). В массив М3 вносятся все конструкции и подсистема экономико-математической модели осуществляет выбор наиболее экономически эффективного приспособления для каждой операции массива M1.
Экономико-математическая модель работает по алгоритму, описываемому следующей формулой:

где Ен - нормативный коэффициент эффективности;
K1 - затраты на проектирование одного приспособления;
K2 - затраты на изготовление одного приспособления;
ЗТ - часовая тарифная ставка;
h - затраты на один час работы оборудования;
N - плановый годовой выпуск z-й детали (поверхность);
tПр - время на установку детали в приспособление;
X - конструктивная компоновка приспособления;
i = 1, 2, ..., m - виды обработки;
j = 1, 2, ..., п - конструктивные компоновки приспособлений;
z = 1, 2, ..., a - обрабатываемые поверхности для совокупности поверхностей (соответствуют отдельной операции).
Полученный массив экономически эффективных приспособлений; необходимых для выполнения заданного технологического процесса (М4), выдается в печать в виде машинограммы, содержащей коды приспособлений с адресами их сборочных чертежей (см. таблицу).
При необходимости может быть осуществлен одновременный поиск приспособлений, оснащающих несколько технологических процессов для различных деталей. Тогда каждый массив М4 адресуется к соответствующей детали. Информация, представленная на машинограмме (таблица) используются при ТПП следующим образом:
7-й и 8-й признаки обрабатываемой детали («Вид исходной заготовки», «Характеристика термической обработки») применяются при определении межцехового маршрута изготовления деталей;
11-й признак, определяющий деталь - аналог, применяется для выбора подобного типового технологического процесса;
12-й признак («Вид обрабатываемой поверхности») описывается, последовательностью операций в технологическом маршруте;
15-й признак приспособления («Шифр приспособления») дает перечень компоновок, соответствующих, указанным в перечне операций технологического маршрута (12-й признак детали); известные конструкции обозначаются их чертежным номером (например, для обработки поверхности, обозначенной номером 243, применяется приспособление с чертежным номером 96441645); если заданной операции в базе данных приспособлений не соответствует определенная компоновка, то дается задание на ее проектирование (в машинограмме отсутствие приспособления - аналога обозначается 0000000П).

3. ПРАВИЛА ВЫБОРА ОСНАСТКИ С ПОМОЩЬЮ ИПС II
3.1. ИПС-II представляет собой комплекс методов и средств подготовки, хранения, поисков, изменения и выдачи информации о конструкциях приспособлений - аналогов.
В отличие от ИПС-I данная система предусматривает выбор приспособлений для деталеопераций с учетом классификационных признаков, ориентированных на условиях базирования обрабатываемой детали в приспособлении.
В ИПС-II отсутствует подсистема экономико-математической модели выбора приспособлений, а экономические затраты оценивают по признаку «Трудоемкость», включенному в комплексный код.
3.2. Функциональная схема ИПС-II показана на рис. 3.
ИПС-II является двухконтурной документально-фактографической системой.
3.2.1. Фактографический контур реализован на ЭВМ и выполняет четыре вида процессов:
занесение в память ЭВМ информации о приспособлениях (создание архива);
поиск необходимой информации;
изменение хранимой информации;
исключение из архива информации о приспособлениях, снятых с производства.
В состав фактографического контура системы входят информационное, программное и техническое обеспечение;
3.2.2. Информационное обеспечение состоит из фонда информации и информационного языка. Информационное обеспечение ИПС-II должно соответствовать ГОСТ 14.413-80.
3.2.3. Программное обеспечение представляет собой пакет прикладных программ, включающих управляющую программу, модули ведения базы данных (БД) и модули выдачи справки. Программное обеспечение разрабатываемых ИПС должно соответствовать ГОСТ 14.412-79.
Управляющая программа предназначена для вызова модулей в последовательности определяемой заданием. Модули ведения БД предназначены для создания, дополнения, корректировки информации, хранящейся в БД. Модули выдачи справки предназначены для реализации процессов поиска, сортировки и выдачи на печать информации, хранящейся в БД.
3.2.4. В качестве технического обеспечения системы используются штатный комплект любой ЭВМ ЕС, начиная с ЕС-1020 с объемом памяти не менее 256 килобайт, и работающие с ДОС 2.0, 2.1, 2.2 двумя дисководами типа ЕС-5056.
3.2.5. Документальным контуром ИПС является архив чертежей станочных приспособлений, где по найденным в фактографическом контуре номерам подбираются чертежи приспособлений.
Документальный контур может быть реализован как в архиве, который обслуживается вручную, так и на технических средствах системы механизированной обработки документации на микрофильмах.
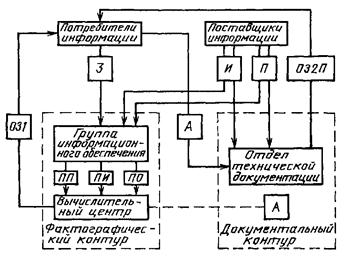
Рис. 3. Функциональная схема ИПС для автоматизированного выбора приспособлений с использованием рабочих чертежей ранее спроектированных приспособлений-аналогов:
А - адрес хранения документа (номер чертежа) в отделе технической документации; П - чертежи приспособлений; И - извещения об изменениях, вносимых в чертежи; З - запросы на поиск; ПП - поисковые образцы; ПИ - предписания на изменения; ОЗ1 - ответы на запросы, полученные в фактографическом контуре; ОЗ2П - ответы на запросы, полученные в документальном контуре
4. ПОРЯДОК ВЫБОРА ПРИСПОСОБЛЕНИЙ С ПОМОЩЬЮ ИПС III
4.1. ИПС-III, основанная на экспортных оценках конструкций ранее спроектированных приспособлений с использованием несложной просмотровой и множительной оргтехники, позволяет решать задачи:
оперативного поиска приспособления - аналога,
заимствования схем компоновок и отдельных элементов приспособлений для деталеопераций,
унифицирования конструкции вновь проектируемого приспособления с приспособлением-аналогом.
4.2. Поиск аналога осуществляется:
по заданным признакам и перечням иллюстрированного классификатора приспособлений (ИКП),
по ИКП с применением микрофиш.
В первом случае конструктор после изучения технических требований заказа на проектирование приспособлений по классификационным картам соответствующего раздела на этот или иной вид оснастки подбирает аналог разновидности. По разновидностям ИКП и согласно коду находит соответствующий перечень однородных приспособлений на всю группу обобщенного представителя с последующим просмотром подобранных чертежей на предмет выбора окончательного варианта конструкции приспособления.
Во втором случае при использовании поисковой, смотровой и печатающей оргтехники выбор аналога осуществляется двухступенчатым поиском (рис. 6 РД 50-533-85):
по каталогу ИКП находится кодовое обозначение разновидности и микрофиш (кассеты) через обобщенные представители разновидностей групп;
на полуавтоматизированном поисковом устройстве по кодам находится кассета с микрофишами с необходимым информационным материалом;
на видеотерминале (смотровом устройстве, дисплее) определяется код кадра микроизображения;
через множительно-печатающее устройство осуществляется тиражирование выведенного изображения чертежа или другой документации на рулонной бумаге (кальке).
При использовании автоматизированного поиска на ЭВМ в нее вводится содержание информационных материалов ИКП с адресами их хранения на микрофишах (кассетах).
В результате проведения по запросу тематического поиска ЭВМ выдает полные коды микроизображений искомых документов.
ПРИЛОЖЕНИЕ 1
Рекомендуемое
РЕКОМЕНДАЦИИ ПО ПРИМЕНЕНИЮ ИПС ДЛЯ ВЫБОРА ПРИСПОСОБЛЕНИЙ К МЕТАЛЛОРЕЖУЩИМ СТАНКАМ
1.1. Методические материалы содержат правила разработки и способы использования на уровне предприятия ИПС, решающих различные задачи.
Дальнейшая централизация использования указанных ИПС усложняется из-за трудности создания базы данных ввиду многообразия технических решений при создании технологической оснастки, которые учитывают конкретные требования к форме, размерам, точности изготовления деталей и условиям их производства.
С другой стороны, многие предприятия не имеют необходимой оргтехники для внедрения ИПС. Использовать ИПС-I и ИПС-II на отраслевом уровне целесообразно применительно к серийному и мелкосерийному производству подклассов подобных деталей. При этом централизованно базовой организацией должны разрабатываться и распространяться:
классификаторы технологических операций и приспособлений для подклассов подобных деталей,
типовые программы поиска,
единые нормативы на трудоемкость проектирования и изготовления приспособлений.
Централизованная разработка указанных материалов повысит уровень унификации конструкций приспособлений, типизации технологических процессов, установит единое матобеспечение для вычислительной техники, исключит дублирование в процессе разработки технологии и оснастки, позволит ввести прогрессивные нормы проектирования и изготовления приспособлений.
Предприятия, использующие ИПС, осуществляют кодирование исходной информации о деталях и приспособлениях, обслуживают вычислительную технику, обрабатывают полученную информацию и направляют в головную организацию для учета информацию о вновь спроектированных приспособлениях. В случае отсутствия на предприятии вычислительной техники, оно направляет заказы с исходной информацией в головную организацию или на предприятие, где используется установленная методика поиска с применением ЭВМ.
По мере обработки использования ИПС-I и ИПС-II на отраслевом уровне для различных подклассов деталей разрабатываются межотраслевые классификаторы технологических операций и оснащающих их приспособлений с едиными нормативами на проектирование и изготовление оснастки, которая в ряде случаев может выпускаться специализированным производством.
ИПС-III целесообразно использовать на уровне предприятия или на ряде предприятий, выпускающих родственную продукцию. База данных в виде иллюстрированного классификатора и кодировочных таблиц, разработанная на одном предприятии, может использоваться на предприятиях региона, а архив микрофиш создается централизованно на предприятии, имеющем множительную технику. Указанная база данных пополняется вновь разрабатываемыми конструкциями приспособлений и должна учитываться при создании отраслевых классификаторов технологических операций и приспособлений.
1.2. ИПС-I рекомендуется использовать на предприятии в рамках ЕСТПП или АСТПП на стадии разработки технологических процессов с целью их оптимизации по оснащению приспособлениями.
Для поиска могут быть использованы ЭВМ класса «Минск»-32 и «ЕС».
Пример расчета экономической эффективности от использования ИПС-I на уровне предприятия приведен в приложении 2.
1.2.1. Подготовка исходных данных при использовании ИПС-I на уровне предприятия формируется на основании типовых классификаторов с использованием типовых программ поиска.
Вариант внедренной в промышленности схемы разработки исходных данных, автоматизированного поиска и последующего распространения информации об оснащении технологических процессов приспособлениями показан на рис. 1.
Коды заносятся в ведомость (приложение 3). Ведомость поступает в вычислительный центр, где конструктивно-технологический код переносится на носитель информации. Полученная в результате обработки на ЭВМ с помощью типовой программы выходная информация передается в подразделения и службы предприятия (рис. 1).
Выходная информация состоит из совокупности конструктивно-технологического кода деталей и кода конструктивных компоновок приспособлений, подобранных для изготовления этих деталей.
Периодичность решения данной задачи совпадает с периодичностью ТПП нового изделия, а также с периодичностью ТПП его отдельных узлов и деталей, вызванной модернизацией конструкции. Информация о конструкциях компоновок приспособлений, хранимая в памяти ЭВМ, пополняется периодически новыми конструкциями приспособлений.
Кодирование исходной информации для создания базы данных о технологических операциях и компоновках приспособлений осуществляется на основании типовых классификаторов, разработанных с учетом условий данного предприятия.
1.3. ИПС-II рекомендуется использовать на предприятии в рамках ЕСТПП или АСТПП на стадии разработки технологических процессов с целью их оснащения приспособлениями.
Пример расчета экономической эффективности от использования ИПС-II на уровне предприятия приведен в приложении 4.
1.3.1. Для внедрения ИПС-II в памяти ЭВМ организуется база данных (БД), включающая сведения о деталеоперациях и приспособлениях в виде информационных комплексных кодов.
БД создается группой информационного обеспечения (ГИО), находящейся в составе ОГТ.
1.3.2. Создание БД связано с проведением следующих работ:
кодирование исходной информации;
регистрация вновь поступающих чертежей приспособлений, извещений об их изменении и исключении;
составление поисковых образов для создания и пополнения БД;
регистрация информационных запросов (ИЗ), составление поисковых предписаний, регистрация машинограмм;
составление поисковых предписаний, изменение и исключение информации о приспособлениях;
организация целевых массивов, ориентированных на решение новых задач;
установление очередности и сроков исполнения ИЗ;
сбор и анализ статистических данных по ответам на ИЗ.
1.3.3. При обработке информации БД на вычислительном центре (ВЦ) выполняются работы по:
перфорации поступающей закодированной информации;
контролю правильности перфорации;
обработке информации и передаче результатов в ОГТ;
контролю внесения в БД вновь поступающей информации.

Рис. 1. Вариант схемы получения и распространения информации о приспособлениях при использовании ИПС-I
1.3.4. Закодированные сведения о деталеоперациях и конструкциях приспособлений заносятся в память ЭВМ в установленном на предприятии порядке.
1.3.5. Количественный и качественный состав признаков, определяющий поисковый образ приспособления-аналога, определяется в зависимости от производственной необходимости в пределах установленного классификационного шифра.
1.3.6. При эксплуатации ИПС приспособлений осуществляется два процесса их взаимствования:
процесс обновления информационного фонда (пополнение фонда и корректировка хранимой информации);
процесс поиска информации в приспособлениях-аналогах.
Состав операций для каждого из этих процессов приведен в табл. 1 и 2, а блок-схема, устанавливающая основные функциональные взаимосвязи между службами предприятия при эксплуатации ИПС-II в режиме заимствования показана на рис. 2.
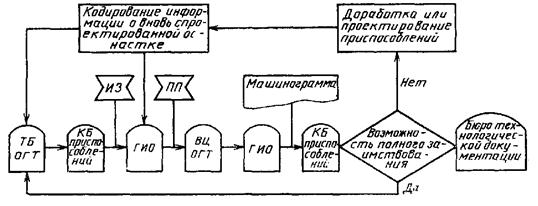
Рис. 2. Типовая блок-схема взаимосвязи между службами предприятия в режиме заимствования
1.3.7. Наличие большой номенклатуры специальных приспособлений на однотипные виды работ является основанием для создания систем унифицированных приспособлений.
Блок-схема, устанавливающая основные функциональные взаимосвязи между службами предприятия при эксплуатации ИПС в режиме унификации, приведена на рис. 3.
1.3.8. При освоении новых изделий составляется ИЗ для получения сведений об имеющихся приспособлениях-аналогах.
ИЗ составляется в произвольной форме с использованием рисунков и отражает основные требования к искомому приспособлению.
Поиск приспособления производится по любому признаку, приведенному в классификационном комплексном коде в любом наборе и сочетании.

Рис. 3. Типовая блок-схема взаимосвязи между службами предприятия в режиме унификации
Таблица 1
Процесс обновления информационного фонда
|
Исполнитель |
|
|
Подбор и передача документов (чертежей приспособлений вновь вводимых в информационный фонд, извещений об изменении и исключении чертежей приспособлений) |
Пользователь |
|
Обработка документов и подготовка информации, составление поисковых образов приспособлений, заданий на корректировку и исключение информации о приспособлениях |
ГИО |
|
Перенос информации на перфоноситель и ее контроль |
ВЦ |
|
Ввод информации (корректировка базы данных и ее обработка на ЭВМ) |
ВЦ |
Таблица 2
Процесс поиска информации
|
Исполнитель |
|
|
Составление информационного запроса |
Пользователь |
|
Обработка и регистрация информационного и поискового предписания |
ГИО |
|
Перенос информации на перфоноситель |
ВЦ |
|
Ввод информации в ЭВМ |
ВЦ |
|
Ввод информации на АЦПУ ЭВМ, передача ее в ГИО |
ВЦ |
|
Регистрация машинограммы и передача ее потребителю |
ГИО |
|
Анализ ответов на информационный запрос, принятие решений |
Пользователь |
|
Поиск чертежей приспособлений в архиве по их обозначению |
Пользователь |
|
Получение чертежей из архива, принятие окончательного решения |
Пользователь |
В ИЗ необходимо указать управляющий оператор, а также номер формы печати и требования к сортировке выходной информации при поиске.
На одном бланке можно записать несколько ИЗ.
Пример заполнения ИЗ приведен в приложении 5.
1.3.9. Информация о приспособлениях заносится в кодировочную ведомость.
При отсутствии какого-либо классификационного признака в приспособлении соответствующую графу кодировочной ведомости следует оставлять свободной.
Каждый классификационный признак отделен от другого разделителем (.), проставленным в кодировочную ведомость заранее и кодировщиком не заполняется.
Действительные числа записываются в виде совокупности двух групп цифр, разделенных точкой. Первая группа обозначает целую (3 символа), вторая - дробную часть действительного числа (Один символ).
При кодировании необходимо отличать символы близкие по начертанию. Например, буквы з, о, ч и цифры 3, 0, 4, буквы русского и латинского алфавита.
Пример заполнения кодировочной ведомости приведен в приложении 6.
1.3.10. В ведомости оснастки необходимо иметь отметку о занесении в БД информации о вновь спроектированных приспособлениях.
Присвоение нового обозначения чертежам станочных приспособлений производится при обязательном наличии распечаток с ЭВМ об отсутствии аналога.
1.3.11. При внедрении ИПС-II на отраслевом уровне:
предприятие-пользователь выполняет следующий комплекс работ:
разрабатывает план организационно-технических мероприятий по внедрению системы;
создает группу информационного обеспечения (ГИО) в составе службы АСТПП предприятия;
определяет очередность занесения приспособлений в базу данных (кодирование следует производить по видам работ);
подготавливает комплект документации на объекты для кодирования;
создает рабочую группу кодировщиков на период формирования информационной части;
проводит обучение группы кодировщиков;
создает архив приспособлений;
проводит опытно-промышленную эксплуатацию системы;
разрабатывает стандарт предприятия, регламентирующий правила пользования системой на предприятии;
головная организация разработчика на период внедрения системы:
передает предприятию-пользователю документацию по системе;
обучает работников службы АСТПП и ВЦ предприятия пользованию системой;
сдает систему предприятию на 100 - 150 контрольных примерах.
По результатам эксплуатации системы предприятие ежегодно информирует головную организацию-разработчика о технико-экономических показателях работы ИПС, определяемых на основе статистики обрабатываемых запросов.
1.4. ИПС-III рекомендуется использовать на предприятии в рамках ЕСТПП на стадии разработки технологических процессов с целью сокращения сроков выбора и проектирования средств их оснащения.
1.4.1. Для поиска могут быть использованы просмотровые аппараты отечественного производства АЧМ-22, ЧКП12-1. Аппарат АЧМ-22 позволяет осуществлять просмотр конструкций приспособлений на рабочем месте.
Аппарат ЧКП12-1 обеспечивает просмотр и печатание на бумажные рулоны чертежей приспособлений. Комплект «Пентакта» (производство ГДР) обеспечивает просмотр, микрофильмирование, изготовление микрофиш и печатание чертежей приспособлений. Объем карты информации микрофиш составляет 60 - 70 изображений.
1.4.2. На предприятии организуется архив микрофиш текущего использования и эталонный. Микрофиши текущего использования хранятся в пакетах и картонных шкафах, сейфах.
На машиностроительном предприятии внедрением ИПС-III создание базы данных в виде массива микрофиш осуществляет ОГТ. На первом этапе по отдельным видам обработки создается ИКП обобщенных представителей приспособлений по методике, рассмотренной в РД 50-535-85. Для каждого обобщенного представителя подбираются приспособления-аналоги; охватывающие весь диапазон типоразмеров группы деталей, а также создаются бланк-чертежи (пример в приложении 8 всей номенклатуры деталей, входящих в приспособления).
Все приспособления-аналоги, соответствующие одному обобщенному представителю ИКП, микрофильмируются и печатаются в один блок микрофиш (пример на рис. 4), а бланк-чертежи печатаются на бумаге.
Осуществляется кодирование по классификационным признакам всех обобщенных представителей ИКП, и они вносятся в кодировочную ведомость: дается обозначение приспособлениям-аналогам в блоке микрофиш и обозначение бланк-чертежам, вносятся дополнения, корректировка ИКП; осуществляется унификация приспособлений.
1.4.3. Архив микрофиш на предприятиях, выпускающих родственную продукцию, или на предприятиях одного региона, целесообразно создавать с помощью базового предприятия, использующего ИКП и имеющего множительную технику.
По ИКП предприятие выбирает номенклатуру обобщенных представителей, блоки микрофиш и бланк-чертежи к ним, а также указывает приспособления, не входящие в ИКП, но применяемые на предприятии. Дополнительная номенклатура приспособлений классифицируется, колируется и группируется в соответствии с РД 50-535-85, а базовое предприятие изготавливает бланк-чертежи оригинальных деталей, входящих в состав указанных приспособлений.
В соответствии с порядком, рассмотренным в п. 1.4.2, создается архив из типовых конструкций приспособлений, ранее внесенных в ИКП, и из специальных приспособлений.
При необходимости обобщенные представители специальных приспособлений вносятся в ИКП, а блоки микрофиш к ним пополняют архив базового предприятия.
1.4.4. Массив микрофиш и просмотровая аппаратура должна находиться в бюро, проектирующем приспособления, а печатающее устройство в ОГТ, где осуществляется проработка и анализ заказов на проектирование оснастки, анализ типовых технологических процессов в части из оснащения стандартными, унифицированными или специальными ранее спроектированными приспособлениями,
контроль за правилами выбора и проектирования оснастки,
обеспечение конструкторов блоками микрофиш и бланк-чертежами, отпечатанными чертежами приспособлений-аналогов.
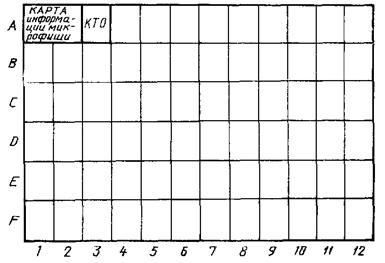
Рис. 4. Блок микрофиш
ПРИЛОЖЕНИЕ 2
Рекомендуемое
ТИПОВОЙ РАСЧЕТ ЭКОНОМИЧЕСКОЙ ЭФФЕКТИВНОСТИ ИПС-I
Экономический эффект от внедрения информационно-поисковой системы по выбору станочных приспособлений рассчитывается для машиностроительного предприятия, изготавливающего изделия средней сложности, с учетом общемашиностроительных нормативов.
Исходные данные:
количество изготавливаемых деталей в изделии - 1500 наименований;
количество оснащаемых операций для изготовления деталей изделия (типоразмеров оснастки) - 20000 шт.
Годовой экономический эффект от использования ИПС (ЭИПС) рассчитывается по формуле
![]()
Годовая экономия заработной платы проектировщиков в результате снижения трудоемкости проектирования за счет использования типовых компоновок приспособлений, подбираемых ИПС, рассчитывается по формуле
![]()
где ![]() - средняя стоимость 1 ч работы
проектировщика приспособления - 0,9 руб.;
- средняя стоимость 1 ч работы
проектировщика приспособления - 0,9 руб.;
Тпр.осн - средняя трудоемкость проектирования одного типоразмера приспособления - 66 н.-ч;
![]() - количество
оснащаемых операций для изготовления деталей изделия - 20000 шт.;
- количество
оснащаемых операций для изготовления деталей изделия - 20000 шт.;
Кс - коэффициент снижения трудоемкости проектирования приспособлений за счет использования типовых конструктивных компоновок - 0,5, тогда
![]()
Годовая экономия заработной платы проектировщиков в результате уменьшения количества оснастки, получаемой за счет группирования операций в пакеты, рассчитывается по формуле
![]()
где ![]() - сокращение за счет группирования
количества типоразмеров - 10000, отсюда
- сокращение за счет группирования
количества типоразмеров - 10000, отсюда
![]()
Годовая экономия фонда заработной платы изготовителей технологической оснастки за счет уменьшения номенклатуры оснастки, получаемой за счет группирования операций в пакеты, рассчитывается по формуле
![]()
где ![]() = 50 н.-ч;
= 50 н.-ч; ![]() = 0,9 руб.;
= 0,9 руб.;
тогда ![]()
Годовая экономия от использования наиболее экономически эффективных конструкций приспособлений, отбираемых ИПС, рассчитывается по формуле
![]()
где ![]() - количество
экономически неэффективных приспособлений - 4000 шт.;
- количество
экономически неэффективных приспособлений - 4000 шт.;
Зср - средняя разница в приведенных затратах между экономически эффективной и неэффективной конструкциями приспособлений - 20 руб. Отсюда, Ээ = 4000 · 20 = 80000 руб.
Единовременные затраты, связанные с разработкой ИПС, - Кипс - 4000000 руб., отсюда Ен · Кипс = 0,15 · 4000000 = 600000 руб.
Нормативный коэффициент экономической эффективности затрат на разработку и внедрение ИПС рассчитывается по формуле
![]()
![]()
Из всего перечисленного следует, что годовой экономический эффект от использования ИПС равен:
Эипс = 594000 + 594000 + 450000 + 80000 – 600000 = 1118000 руб.
ПРИЛОЖЕНИЕ 3
Рекомендуемое
ПРИМЕР ВЕДОМОСТИ КОНСТРУКТИВНО-ТЕХНОЛОГИЧЕСКОГО КОДА ОБРАБАТЫВАЕМОЙ ДЕТАЛИ
Таблица
|
Обозначение детали |
Наименование |
Комплексный код |
|
|
1 |
1055.210.148 |
Рычаг |
105524014800.0000559.74.03.1.4.250.02.11.405024025000.241.281.242.243.282.211.244.111.171.112.283. |
ПРИЛОЖЕНИЕ 4
Рекомендуемое
ЭФФЕКТИВНОСТЬ РАЗЛИЧНЫХ ВИДОВ ИПС
Экономическая модель системы подготовки оснащения 9.
Типовой расчет экономической эффективности ИПС приспособлений.
1. При определении экономического эффекта от внедрения ИПС приспособлений за базу сравнения принимают технико-экономические показатели существующего уровня организации инженерного труда.
Экономический эффект от внедрения ИПС достигается за счет сокращения времени на проектирование заимствованных унифицированных и групповых приспособлений, а также за счет уменьшения затрат на ее изготовление.
Годовой экономический эффект от внедрения ИПС определяется по формуле
Э = DС ± Ен · DК, (1)
где DС - изменение текущих затрат в сфере технологической подготовки производства, тыс. руб.; DК - изменение капитальных затрат в сфере проектирования, тыс. руб.; Ен - нормативный коэффициент эффективности капиталовложений.
Изменение капитальных затрат определяется по формуле:
DК = DКос - Ко - Кп - Кс.п, (2)
где DКос - изменение стоимости изготовления технологической оснастки, тыс. руб.; Ко - капитальные затраты на создание и внедрение ИПС, тыс. руб.; Кп - предпроизводственные затраты, тыс. руб.; Кс.п - стоимость производственных площадей, тыс. руб.
Изменение стоимости изготовления оснастки (Кос) уменьшается по сравнению с базовым вариантом за счет сокращения номенклатуры изготовления оснастки и определяется по формуле
![]() (3)
(3)
где Q1i - количество оснастки i-гo до внедрения ИПС ТН, шт.;
Q2i - количество оснастки i-гo вида после внедрения, шт.; yi - цена i-гo вида оснастки, руб.; n - количество видов оснастки.
Капитальные затраты на создание и внедрение ИПС состоят из стоимости (ЭВМ) с комплексом вводных и выводных устройств, комплекса периферийных средств и прочего оборудования, а также устройств подготовки данных (УПД). Так как ЭВМ и УПД используются для решения целого комплекса задач, величина капитальных затрат определяется по формуле
![]() (4)
(4)
где Кti - балансовая стоимость i-гo вида техники в данной задаче;
aзi - коэффициент использования i-гo вида техники в данной задаче;
m - количество различных технологических средств, участвующих в решении задачи.
Коэффициент использования определяется по формуле:
![]() (5)
(5)
где Тзi - годовое время работы технических средств i-гo вида, необходимое для решения данной задачи, ч;
Тобщ - фактический годовой фонд времени технического средства i-гo вида, ч.
Предпроизводственные затраты Кп представляют единовременные затраты на создание ИПС и включают следующие расходы:
на изучение потребности в ИПС, адаптацию типовой или разработку оригинальной системы (обычно выполняются силами контрагентов) данная статья затрат есть стоимость договора на проведение указанных работ;
на разработку инструкции (стандарта предприятий) по эксплуатации ИПС, создание группы информационного обеспечения, подготовку кадров.
Стоимость производственных 1 м2 площадей Квн определяется произведением фактической стоимости 1 м2 площади и размера площади, занимаемого оборудованием с учетом коэффициента использования.
Изменение текущих затрат в результате внедрения ИПС определяется по формуле
DС = DЗпр + DЗз.т.с + DЗосн + DЗпл, (6)
где DЗпр - изменение текущих затрат в сфере проектирования, руб.; DЗз.т.с - текущие затраты на содержание и обслуживание технических средств, руб.; DЗпл - изменение затрат на ремонт и содержание площадей, руб.; DЗосн - погашение затрат на оснастку, руб.;
Изменение текущих затрат в сфере проектирования происходит за счет экономии трудоемкости на проектирование заимствованной оснастки и замены части индивидуальной оснастки на групповую
DЗпр=[(tос + tт.п) · Q + (tос + tт.п) · Q1 + (tос + tт.п) · Q2 + (tос.гр +
+ tт.п.гр) · Q3] · Чпр · Ну · Нс · Нз, (7)
где toс, tт.п, toc.rp; tт.п.гр - трудоемкость проектирования индивидуальной оснастки и групповой, и трудоемкость разработки технологических процессов для индивидуальной и групповой оснастки, ч; Q - количество заимствованной оснастки, шт.; Q1 - количество индивидуальной оснастки, которое необходимо изготовить после заимствования, шт.; Q2 - количество индивидуальной оснастки, которое необходимо изготовить после внедрения ИПС, шт.; Q3 - количество групповой оснастки, шт.; Чпр - средняя часовая ставка проектирования, руб.; Ну; Нс; Нз - коэффициенты, учитывающие районную надбавку отчисления на социальное страхование и дополнительную зарплату.
Изменение затрат на ремонт и содержание площадей
Зпл = DП ´ Сп, (8)
где DП - площадь, занимаемая оборудованием, м2;
Сп - стоимость содержания 1 м2 площади, руб.
Затраты на разработку и эксплуатацию технических средств
Зз.т.с = 0,125 ´ Кп ´ См ´ Тф,
где Кп - предпроизводственные затраты, руб.; См - стоимость одного машино-часа работы технических средств (ЭВМ и УПД), руб.; Тф - машинное время на выполнение данной задачи, ч.
Погашение затрат на оснастке
![]()
где DСос - изменение стоимости изготовления оснастки, руб.;
п - погашение затрат, год.
Для выполнения расчета экономической эффективности от внедрения ИПС необходимы следующие исходные данные:
количество оснастки в создаваемом архиве предприятия, шт.;
количество оснастки ежегодно проектируемой предприятием для вновь осваиваемых изделий, шт.;
трудоемкость проектирования оснастки, индивидуальной и групповой оснастки, ч;
трудоемкость разработки технологических процессов, для индивидуальной и групповой оснастки, ч;
балансовая стоимость технических средств ЭВМ и УПДЛ, руб.;
стоимость площадей, руб.;
стоимость ремонта и содержания площадей, руб.;
время работы ЭВМ и УПД, ч;
стоимость 1 ч работы ЭВМ и УПД, руб.;
коэффициент, учитывающий дополнительную зарплату, отчисления на социальное страхование, премии ИТР, районный коэффициент;
средняя часовая ставка ИТР, руб.;
средняя стоимость изготовления оснастки, руб.
ПРИЛОЖЕНИЕ 5
Рекомендуемое
ИНФОРМАЦИОННЫЙ ЗАПРОС
|
Дата |
Подразделение |
Фамилия |
|
|
4 |
11.11.79 |
огт |
Федорова |
В соответствии с технологическим процессом у детали (см. рисунок) необходимо обработать указанные поверхности на станке 372а.
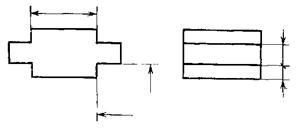
Выбрать приспособление-аналог со следующими характеристиками:
технологическая операция - шлифовальная (ТО-413);
технологическая схема базирования детали ТСБ;
ГБ - плоскость, расположенная параллельно и неподвижная относительно плоскости стола;
НБ - плоскость, расположенная в зоне ГБ, сопрягается с ней и перпендикулярна к ГБ;
ОБ - отсутствует;
ТСБ - 10 210 11000
Получить распечатку в виде перечня номеров приспособлений.
ПРИЛОЖЕНИЕ 6
Рекомендуемое
ПРИМЕР ЗАПОЛНЕНИЯ КОДИРОВОЧНОЙ ВЕДОМОСТИ
|
|
№ листа |
7 |
||||||||||||||||||||||||||||||||||||||||||||||
|
Операция |
Обозначение чертежа общего вида приспособления |
|||||||||||||||||||||||||||||||||||||||||||||||
|
П- (ГТ16 |
|
Смена |
||||||||||||||||||||||||||||||||||||||||||||||
|
|
||||||||||||||||||||||||||||||||||||||||||||||||
|
Обозначение чертежа общего вида базовой части |
||||||||||||||||||||||||||||||||||||||||||||||||
|
|
||||||||||||||||||||||||||||||||||||||||||||||||
|
|
||||||||||||||||||||||||||||||||||||||||||||||||
|
Мод. ст. |
Тех. опер. |
КБ |
Конструктор |
Гр. слож. |
Трудоемк. |
Дата |
Наличие |
|||||||||||||||||||||||||||||||||||||||||
|
162Ø |
. |
14 |
. |
. |
Калинин |
. |
1 |
. |
. |
Ø6 |
. |
72 |
. |
84 |
. |
|||||||||||||||||||||||||||||||||
|
|
||||||||||||||||||||||||||||||||||||||||||||||||
|
Технологическая схема базирования |
Технологическая схема базирования |
|||||||||||||||||||||||||||||||||||||||||||||||
|
10221112121 |
10221112121 |
|||||||||||||||||||||||||||||||||||||||||||||||
|
|
||||||||||||||||||||||||||||||||||||||||||||||||
|
Размеры ГБ |
Размеры НБ |
Размеры ОБ |
||||||||||||||||||||||||||||||||||||||||||||||
|
5Ø |
. |
65 |
. |
. |
. |
50Ø |
. |
3 |
. |
. |
. |
1Ø |
. |
8 |
. |
. |
. |
|||||||||||||||||||||||||||||||
|
|
||||||||||||||||||||||||||||||||||||||||||||||||
|
Размер установ. зоны в приспособл. |
Габаритные размеры приспособления |
|||||||||||||||||||||||||||||||||||||||||||||||
|
ГБ |
НБ |
ОБ |
D |
B(L) |
Н |
|||||||||||||||||||||||||||||||||||||||||||
|
5 |
. |
22 |
. |
. |
. |
. |
. |
23Ø |
. |
14Ø |
. |
, |
||||||||||||||||||||||||||||||||||||
|
|
||||||||||||||||||||||||||||||||||||||||||||||||
|
Сх. классиф. |
Тип приспос. |
Кол. обр. дет. |
Точность |
Расп. сил. пр. |
Степень авт. |
|||||||||||||||||||||||||||||||||||||||||||
|
УСП |
. |
2 |
. |
1 |
. |
3 |
. |
. |
. |
1 |
. |
3 |
. |
|||||||||||||||||||||||||||||||||||
|
|
||||||||||||||||||||||||||||||||||||||||||||||||
|
Конструкция зажимного механизма |
Вид энергии. Усилия зажима |
|||||||||||||||||||||||||||||||||||||||||||||||
|
ГБ |
НБ |
ОБ |
ГБ |
НБ |
ОБ |
|||||||||||||||||||||||||||||||||||||||||||
|
12 |
. |
. |
. |
. |
. |
. |
1 |
. |
15Ø |
. |
. |
. |
. |
. |
. |
|||||||||||||||||||||||||||||||||
|
|
||||||||||||||||||||||||||||||||||||||||||||||||
|
|
||||||||||||||||||||||||||||||||||||||||||||||||
|
Номер чертежа обрабатываемой детали |
||||||||||||||||||||||||||||||||||||||||||||||||
|
НЧО- (Т162Ø8 |
||||||||||||||||||||||||||||||||||||||||||||||||
|
. |
||||||||||||||||||||||||||||||||||||||||||||||||
|
|
||||||||||||||||||||||||||||||||||||||||||||||||
|
). |
||||||||||||||||||||||||||||||||||||||||||||||||
|
Дополнительные признаки |
||||||||||||||||||||||||||||||||||||||||||||||||
|
|
||||||||||||||||||||||||||||||||||||||||||||||||
|
|
||||||||||||||||||||||||||||||||||||||||||||||||
СОДЕРЖАНИЕ