ПРИЛОЖЕНИЕ 2
ПРИМЕР ЗАПОЛНЕНИЯ ФОРМ КТТП И ВТП
РЕКОМЕНДАЦИИ
ЕДИНАЯ СИСТЕМА ТЕХНОЛОГИЧЕСКОЙ ДОКУМЕНТАЦИИ
ПРАВИЛА
ОФОРМЛЕНИЯ ДОКУМЕНТОВ НА
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ КОНСЕРВАЦИИ И
УПАКОВЫВАНИЯ
Р 50-114-89
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
РЕКОМЕНДАЦИИ
|
Единая система технологической документации ПРАВИЛА ОФОРМЛЕНИЯ ДОКУМЕНТОВ НА ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ КОНСЕРВАЦИИ И УПАКОВЫВАНИЯ |
Р 50-114-89 |
Настоящие рекомендации устанавливают правила оформления технологических документов (далее - документов), применяемых при разработке технологических процессов (ТП) консервации и упаковывания.
Рекомендации относятся к 4-й классификационной группе комплекса документов ЕСТД.
1. Общие требования к формам и бланкам документов и их оформлению при проектировании:
без применения средств механизации и автоматизации по ГОСТ 3.1104;
с применением средств механизации и автоматизации по ГОСТ 2.004.
2. Виды документов, их назначение и применение в зависимости от типа производства и степени детализации описания ТП и их условные обозначения приведены в табл. 1.
|
Стадия разработки документации |
Степень детализации описания технологического процесса |
Наименование вида документа и обозначение формы документа |
Условное обозначение вида документа, функции которого выполняет документ |
Указания по применению |
|
|
Единичное, мелкосерийное |
Предварительный проект, разработка документации опытного образца, опытного ремонта |
Маршрутное, маршрутно-операционное описание |
Маршрутная карта (МК) по ГОСТ 3.1118 формы 2, 1б, 4, 3б |
КТП, КТТП |
Для последовательного описания всех операций технологического процесса консервации и упаковывания без указания переходов или с указанием переходов в отдельных операциях и указания общих данных (средства технологического оснащения, материальные и трудовые затраты и т.п.) |
|
Среднесерийное, крупносерийное (массовое) |
Разработка документации серийного (массового) производства, ремонта |
Операционное описание |
Маршрутная карта (МК) по ГОСТ 3.1118 формы 2, 1б, 4, 3б Карта типового (группового) технологического процесса (КТТП) по ГОСТ 3.1121 формы 1 и 1а и по ГОСТ 3.1408 формы 1 и 1а |
КТП, КТТП
КТТП |
Для операционного описания технологического процесса консервации и упаковывания в технологической последовательности выполнения операции |
|
|
|
|
Маршрутная карта (МК) по ГОСТ 3.1118 формы 2, 1б, 4, 3б Карта типового (группового) технологического процесса (КТТП) по ГОСТ 3.1121 формы 1 и 1а и по ГОСТ 3.1408 формы 1 и 1а |
ОК, КТО
КТО |
Для операционного описания отдельных операций технологического процесса консервации и упаковывания |
|
Для всех типов производства |
На всех стадиях разработки документации |
Маршрутное, маршрутно-операционное, операционное описание |
Ведомость деталей (сборочных единиц) к типовому (групповому) технологическому процессу по ГОСТ 3.1121 формы 2, 2а, 3, 3а, 6, 6а, 7 |
ВТП |
Для указания переменных данных (параметры, применяемая оснастка, нормы времени на выполнение операции и т.п.) по каждой детали (сборочной единице), обрабатываемой по ТТП (ГТП) консервации и упаковывания |
|
|
|
|
7а и по ГОСТ 3.1408 формы 3 и 3а Маршрутная карта (МК) по ГОСТ 3.1118 формы 2, 1б, 4, 3б |
ВТП |
|
|
|
|
|
Ведомость деталей (сборочных единиц) к типовому (групповому) технологическому процессу по ГОСТ 3.1121 формы 2, 2а, 3, 3а, 6, 6а, 7, 7а и по ГОСТ 3.1408 формы 3 и 3а Маршрутная карта (МК) по ГОСТ 3.1118 формы 2, 1б, 4, 3б |
КТИ
КТИ |
Для указания переменных данных (параметры, применяемая оснастка, нормы времени на выполнение операции и т.п.), при условии разработки документа на деталь (сборочную единицу) одного обозначения, обрабатываемой по ТТП (ГТП) консервации и упаковывания (взамен ВТП) |
|
|
|
|
Технологическая инструкция по ГОСТ 3.1105 формы 5, 5а |
ТИ |
Для описания технологических процессов консервации и упаковывания, методов и приемов, связанных с приготовлением и применением моечных, консервационных и упаковочных материалов, контроля технологических параметров, отражения требований безопасности труда, технологических требований к применяемой таре, методам маркирования и т.д. |
|
|
|
|
Карта эскизов по ГОСТ 3.1105 формы 6, 6а, 7, 7а, 8, 8а |
КЭ |
Для графической иллюстрации содержания изображения консервируемых мест на изделии, схем укладки, маркирования и пакетирования, карт раскроя материалов и т.д. |
|
|
|
|
Комплектовочная карта по ГОСТ 3.1123 формы 6, 6а, 7, 7а |
КК |
Для указания данных об изделиях (сборочных единицах, деталях), подлежащих упаковыванию, о комплектации при консервации и упаковывании деталями (ярлыками, пломбами и т.п.), о применяемой непроизводственной (упаковочной) таре, о применяемых при консервации и упаковывании материалах |
|
|
|
|
Маршрутная карта (МК) по ГОСТ 3.1118 формы 2, 1б, 4, 3б |
КК |
|
|
|
|
|
Маршрутная карта (МК) по ГОСТ 3.1118 формы 2, 1б, 4, 3б |
МК |
Применяют при разработке ЕТП и ТТП консервации и упаковывания |
Примечание. Применение других видов документов, установленных ГОСТ 3.1102 и не указанных в табл. 1, устанавливают на отраслевом уровне или предприятием (организацией) - разработчиком технологической документации.
Выбор соответствующих видов и форм документов осуществляет разработчик технологической документации.
3. Общие требования к комплектности и правила оформления комплектов документов в зависимости от организации производства:
на единичные технологические процессы (ЕТП) по ГОСТ 3.1119;
на типовые и групповые технологические процессы (ТТП и ГТП) по ГОСТ 3.1121.
4. Наименования операций ТП выполняют в соответствии с Классификатором технологических операций машиностроения и приборостроения 1 85 151.
5. Общие правила отражения и оформления требований безопасности труда по ГОСТ 3.1120.
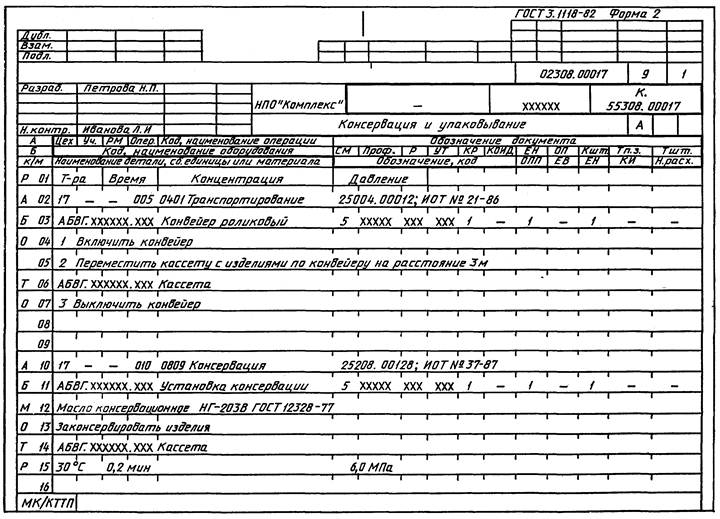
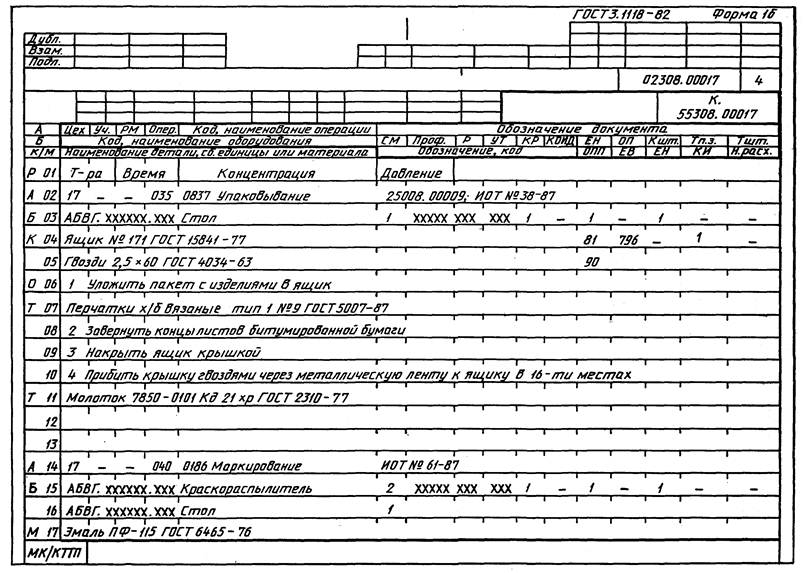
6. При применении форм МК по ГОСТ 3.1118 в качестве других видов документов для описания технологических процессов (операций) консервации и упаковывания в графе 28 блока Б6 основной надписи по ГОСТ 3.1103 проставляют через дробь условное обозначение соответствующего вида документа, функции которого выполняет МК, например МК/КТТП, МК/ВТП и т.д. Оформление этих документов выполняют в соответствии с правилами, предусмотренными стандартами ЕСТД для применяемых видов документов.
7. При описании технологических процессов консервации и упаковывания комплектов запасных частей, инструмента, принадлежностей (ЗИП), подлежащих упаковыванию в одну тару, указывают обозначение и наименование изделия, для которого предназначается ЗИП.
8. При заполнении КТП, КТТП и ВТП информацию располагают в технологической последовательности выполнения действий, включая все операции, в том числе операции перемещения и контроля, учитывая удобство заполнения, обработки данных, рациональное использование площади формата документа.
Размещение информации на строках с привязкой к служебным символам указано в табл. 2.
|
Содержание информации, вносимой в графы, расположенные в строке |
|
|
А |
Номер цеха, участка, рабочего места, где выполняется операция, номер операции, код и наименование операции, обозначение документов, применяемых при выполнении операции (применяется только для форм с горизонтальным рас положением поля подшивки) |
|
Б |
Код, наименование оборудования и информация по трудозатратам (применяется только для форм с горизонтальным расположением поля подшивки) |
|
В |
Номера цеха, участка рабочего места, где выполняется операция, номер операции, код и наименование операции (применяется только для форм с вертикальным расположением поля подшивки) |
|
Г |
Обозначение документов, применяемых при выполнении операции (применяется только для форм с вертикальным расположением поля подшивки) |
|
Д |
Код, наименование оборудования (применяется только для форм с вертикальным расположением поля подшивки) |
|
Е |
Информация по трудозатратам (применяется только для форм с вертикальным расположением поля подшивки) |
|
И |
Данные об обрабатываемых деталях, сборочных единицах (площадь поверхности покрытия, параметры технологического процесса и др.) |
|
К |
Информация о комплектации при консервации и упаковывании деталями (ярлыками, пломбами и т.п.), о комплектации ЗИП, подлежащих упаковыванию в одну тару, о применяемой непроизводственной (упаковочной) таре с указанием их наименования, обозначения, обозначения подразделений, откуда они поступают, кода единицы величины, количества на изделие (упаковку) (применяется только для форм с горизонтальным расположением поля подшивки) |
|
л |
Информация о комплектации при консервации и упаковывании деталями (ярлыками, пломбами и т.п.), о комплектации ЗИП, подлежащих упаковыванию в одну тару, о применяемой непроизводственной (упаковочной) таре с указанием их наименования (применяется только для форм с вертикальным расположением поля подшивки) |
|
м |
Информация о применяемых материалах (консервационных, моечных, упаковочных и т.д.) с указанием наименования и кода материала, кода единицы величины, единицы нормирования, нормы расхода |
|
н |
Информация о комплектации при консервации и упаковывании деталями (ярлыками, пломбами и т.п.) о комплектации ЗИП, подлежащих упаковыванию в одну тару, о применяемой непроизводственной (упаковочной) таре с указанием их обозначения, обозначения подразделений, откуда они поступают, кода единицы величины, количества на изделие (упаковку) (применяется только для форм с вертикальным расположением поля подшивки) |
|
О |
Содержание операции (перехода) |
|
р |
Переменные данные по технологическим режимам |
|
с |
Номер по порядку изделия (детали, сборочной единицы и т.д.), его наименование и обозначение по конструкторскому документу, масса изделия |
|
т |
Информация о применяемой технологической оснастке |
|
Ш |
Переменная информация по номерам цеха, участка, рабочего места, операции и трудозатратам |
9. Запись содержания операции (переходов) выполняют с привязкой к служебному символу «О» по всей длине строки, учитывая возможность переноса информации на последующие строки.
В содержание операции (перехода) допускается включать дополнительную информацию, например данные по упаковыванию и пакетированию (размеры и количество листов, количество гвоздей и т.п.) и т.д. Необходимость и целесообразность включения дополнительной информации устанавливает разработчик документов.
10. Заполнение информации на строках, имеющих служебные символы «К/М», «Л/М», «Н/М», выполняют в следующей последовательности с соответствующим символом по табл. 2:
информация о комплектующих деталях;
информация о комплектации ЗИП (при наличии);
информация о применяемой упаковочной таре;
информация о применяемых материалах.
Запись информации о применяемых материалах производят в порядке их перечисления по тексту операции на отдельных строках.
11. Данные по применяемой технологической оснастке указывают в строке со служебным символом «Т».
Допускается указывать данные о применяемой производственной таре в виде текстовой информации в строках со служебным символом «Т». В этом случае информацию вносят после указания обозначений применяемой технологической оснастки.
11.1. При операционном описании данные по общей технологической оснастке, применяемой на всей операции для исключения дублирования информации, указывают только после описания содержания первого перехода операции.
11.2. Информацию о применяемой технологической оснастке вносят по всей длине строки с возможностью переноса информации на последующие строки.
12. Параметры технологических режимов в строке со служебным символом «Р» и последовательность их заполнения устанавливают на уровне отрасли или предприятием (организацией) - разработчиком технологической документации. Типовой блок технологических режимов приведен в приложении 1. При наличии нескольких типовых блоков режимов им присваивают порядковые номера «P1», «Р2» и т.д. Выбор соответствующего блока режимов и его заполнение осуществляет разработчик документов.
13. Внесение типового блока режимов в бланки документов в зависимости от применяемых форм документов необходимо выполнять после строки со служебными символами «К/М» или «Н/М».
14. Запись информации по режимам с привязкой к служебному символу «Р» производят после записи содержания операции (перехода) и записи данных о применяемой технологической оснастке. Наименования или условные обозначения, параметры режимов и единицы величин указывают в последовательности, установленной в типовом блоке режимов.
Допускается указывать режимы в тексте содержания операции (перехода) без привязки к служебному символу «Р».
15. Размерность параметров режимов указывают в заголовке графы или непосредственно при записи параметров режимов.
16. Размеры граф, входящих в типовые блоки режимов, устанавливают по возможности таким образом, чтобы вертикальные линии, разделяющие графы, совпадали с имеющимися в строках с другими служебными символами.
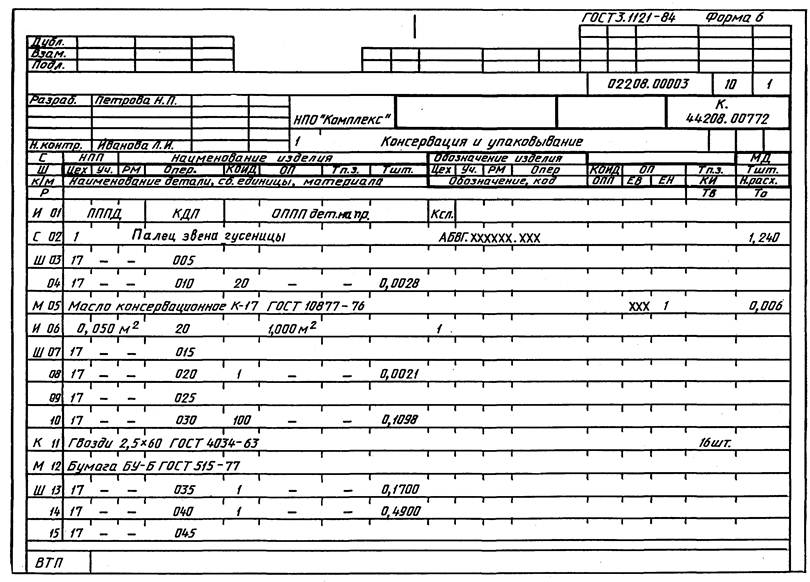
17. Состав информации об обрабатываемых деталях (сборочных единицах), параметрах технологического процесса консервации и упаковывания в строке со служебным символом «И» и последовательность внесения информации устанавливают на уровне отрасли или предприятием (организацией) - разработчиком технологической документации. Типовой блок состава информации приведен в приложении 1.
18. Графы, предназначенные для записи переменной информации по трудозатратам, заполняют для каждой детали (сборочной единицы) по всем операциям группового (типового) технологического процесса консервации и упаковывания.
Допускается вносить дополнительно нормы времени на переходы, при условии указания нормы штучного времени на выполнение всей операции.
19. Для возможности внесения изменений желательно оставлять незаполненными несколько строк между информацией о применяемых материалах и описанием содержания первого перехода (содержания операции) и между информацией о выполняемых операциях.
20. Пример заполнения форм КТТП и ВТП приведен в приложении 2.
Примечание. Пример не следует рассматривать как техническое решение.
|
Р |
Т-ра |
Время |
Концентрация |
Давление |
|
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
||||
|
Типовой блок состава информации по параметрам технологического процесса* |
|||||||||
|
И |
пппд |
кдп |
ОППП дет. на пр. |
Ксл. |
|
||||
|
1 |
7 |
8 |
9 |
10 |
6 |
||||
* Графы заполняют в соответствии с табл. 3.
|
Условное обозначение графы при |
Содержание графы |
||
|
ручном способе заполнения |
автоматизированном проектировании |
||
|
1 |
- |
- |
Обозначение служебного символа и порядковый номер строки |
|
2 |
Т-ра |
Т-РА |
Температура моющего раствора, консервационного материала, сушки. Температура окружающей среды. Температура нагрева термотоннеля и др. |
|
3 |
Время |
Т |
Время нагрева, охлаждения, стока, выдержки на определенном режиме |
|
4 |
Концентрация |
КОНЦЕНТРАЦИЯ |
Концентрация растворов (смесей), процентное содержание вещества |
|
5 |
Давление |
Р |
Давление воздуха, консервационного материала |
|
6 |
- |
- |
Резервная графа. Заполняется при необходимости по усмотрению разработчика |
|
7 |
ПППД |
пппд |
Площадь поверхности покрытия детали, сборочной единицы |
|
8 |
кдп |
кдп |
Количество деталей на приспособлении |
|
9 |
ОППП дет. на пр. |
ОППП ДЕТ НА ПР |
Общая площадь поверхности покрытия деталей, сборочных единиц на приспособлении |
|
10 |
Ксл. |
ксл |
Количество слоев консервационного покрытия |
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАНЫ И ВНЕСЕНЫ Государственным комитетом СССР по стандартам и Министерством автомобильного и сельскохозяйственного машиностроения СССР
ИСПОЛНИТЕЛИ
П.А. Шалаев, канд. техн. наук; Б.С. Мендриков (руководитель темы); Л.И. Василенко; О.П. Гужвина; Ю.В. Лаурсон; Е.А. Лобода; Г.Н. Малахов; К.Н. Ничков
2. УТВЕРЖДЕНЫ И ВВЕДЕНЫ В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 17.08.89 № 2586
3. ВВЕДЕНЫ ВПЕРВЫЕ
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Номер пункта, приложения |
|
|
ГОСТ 3.1104-81 |
|
|
ГОСТ 12328-77 |
|
|
ГОСТ 15841-77 |
|
|
Классификатор 1 85 151 |
СОДЕРЖАНИЕ