ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
(ГОССТАНДАРТ СССР)
ВСЕСОЮЗНЫЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ ПО
НОРМАЛИЗАЦИИ В МАШИНОСТРОЕНИИ
(ВНИИНМАШ)
Утверждены
Приказом ВНИИНМАШ
№ 57 от 9.03.1988 г.
НАДЕЖНОСТЬ В ТЕХНИКЕ
ПРАВИЛА ВЫБОРА ОСНОВНЫХ
ПАРАМЕТРОВ ТЕХНОЛОГИЧЕСКИХ
ПРОЦЕССОВ, ЛИМИТИРУЮЩИХ НАДЕЖНОСТЬ
КОНЕЧНОЙ ПРОДУКЦИИ
РЕКОМЕНДАЦИИ
Р 50-54-55-88
МОСКВА 1988
РЕКОМЕНДАЦИИ
|
Надежность в технике. Правила выбора основных параметров технологических процессов, лимитирующих надежность конечной продукции |
Р 50-54-55-88 |
Настоящие рекомендации (Р) устанавливают правила выбора основных параметров технологических процессов (ТП), лимитирующих надежность изделий машиностроения и приборостроения при их серийном и массовом изготовлении.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Выбор основных параметров ТП, лимитирующих надежность конечной продукции (лимитирующих параметров ТП), производят для:
1) обоснования их допустимых значений из условия обеспечения требуемой надежности изделия;
2) корректировки системы контроля качества при изготовлении продукции;
3) проведения мероприятий по совершенствованию ТП;
4) уточнения требований к комплектующим изделиям и материалам;
5) получения дополнительной информации, используемой при составлении программ испытаний на надежность;
6) учета результатов выбора при отработке на надежность изделий и технологических систем (ТС), предназначенных для их изготовления.
1.2. Выбор лимитирующих параметров ТП производят по номенклатуре изделий, ТС которых отрабатываются на надежность, с учетом:
1) результатов приемочных и (или) периодических испытаний изделий;
2) наличия рекламаций;
3) результатов подконтрольной эксплуатации изделий;
4) наличия аттестованных технологических процессов;
5) итогов Государственной приемки продукции и других факторов, характеризующих особенности изготовления изделий.
1.2.1. Указанная номенклатура изделий должна согласовываться в установленном порядке со службой надежности предприятия, Государственной приемкой и представительством заказчика.
1.3. Порядок выбора номенклатуры, лимитирующих параметров ТП, - по разделу 2.
1.4. Порядок использования номенклатуры лимитирующих параметров ТП - по разделу 3.
1.5. Организация работ по выбору лимитирующих параметров ТП регламентируется в отраслевой нормативно-технической документации (НТД) или технической документации предприятия.
2. ПОРЯДОК ВЫБОРА НОМЕНКЛАТУРЫ ЛИМИТИРУЮЩИХ ПАРАМЕТРОВ ТП
2.1. В общем случае, выбор номенклатуры лимитирующих параметров ТП предусматривает выполнение работ, указанных в п.п. 2.1.1 ¸ 2.1.3.
2.1.1. Составление перечня показателей назначения изделия, для которых выполнение установленных в НТД требований определяет надежность изделий по заданным критериям.
Примечание. К показателям назначения изделия относят показатели, характеризующие способность изделия выполнять заданные функции. К показателям назначения машин, агрегатов и приборов относятся: частота вращения, грузоподъемность, точность позиционирования и т.п. К показателям назначения деталей принадлежат: величина износа, площадь корродированной поверхности, предел прочности и т.п.
2.1.1.1. В случае, если критерий отказа (предельного состояния) сформулирован как выход за допустимые пределы одного или нескольких показателей назначения, данные показатели включают в составляемый перечень.
2.1.1.2. В случае, если критерий отказа (предельного состояния) отличается от указанного в п. 2.1.1.1 (например, критерий задан в виде допустимых затрат на восстановление или ремонт изделия), необходимый состав показателей назначения следует предварительно установить путем анализа:
1) функций, выполняемых изделием;
2) конструкции изделия;
3) принципов работы и т.д.
2.1.2. Составление перечня функциональных параметров изделия.
Примечание. Под функциональными параметрами понимаются выходные параметры ТП изготовления сборочных единиц деталей или параметры операций, изменение которых вызывает изменение показателей назначения.
2.1.2.1. Перечень функциональных параметров изделия составляют на основании физических представлений о функционировании изделия с использованием методов функциональной взаимозаменяемости методов теории технологической наследственности, а также размерного анализа.
2.1.3. Анализ номенклатуры функциональных параметров изделия и определение лимитирующих параметров ТП (операций).
2.1.3.1. Анализ проводится с использованием:
1) регистрационных методов - для предварительного выбора номенклатуры лимитирующих параметров ТП;
2) опытно-статистических (экспериментальных), расчетных или экспертных методов - для уточнения номенклатуры лимитирующих параметров ТП.
2.1.3.2. Регистрационный метод не требует проведения специального выборочного обследования и основан на анализе:
1) технических требований к составным частям изделия, значений параметров сборочных единиц и деталей, допусков на изготовление, применяемых технологических методов;
2) результатов контроля точности ТП, числа принятых партий, дефектов, результатов приемо-сдаточных испытаний;
3) рекламаций, сводок данных о гарантийном ремонте, сведений об отказах изделий в эксплуатации и т.д.;
4) информации, получаемой при подтверждении требований к надежности (протоколы испытаний, данные подконтрольной эксплуатации изделий, сведения, предоставляемые в рамках отраслевой системы сбора и обработки информации о надежности изделий, и т.д.).
Рекомендации по применению регистрационных методов для выбора лимитирующих параметров ТП даны в приложении 1.
2.1.3.3. Опытно-статистические (экспериментальные) методы основаны на использовании данных измерений выходных параметров ТП изготовления деталей и сборочных единиц или специальных испытаниях технологической системы, предназначенной для производства данного изделия.
Опытно-статистические методы являются основными для применения при уточнении номенклатуры лимитирующих параметров ТП.
Рекомендации по применению опытно-статистических методов для выбора лимитирующих параметров ТП даны в справочном приложении 2.
2.1.3.4. Расчетные методы основаны на использовании математических моделей изменения параметров качества изготовляемой продукции или параметров ТП с учетом физических процессов разрушения, износа, деформации, происходящих в процессе эксплуатации изделия.
Данные методы применяются, в основном, в тех случаях, когда использование опытно-статистических методов затруднено (высокая стоимость экспериментальных работ, ограниченный объем опытной партии и т.д.).
Рекомендации по применению расчетных методов для выбора лимитирующих параметров ТП даны в приложении 3.
2.1.3.5. Экспертные методы основаны на использовании результатов опроса экспертной группы, располагающей информацией о надежности изделия и технологических факторах, влияющих на качество изготовления продукции.
Экспертные методы следует применять при невозможности или нецелесообразности использования регистрационных, опытно-статистических или расчетных методов (недостаточное количество информации, необходимость разработки специальных технических средств, ограничения по времени проведенная работ и т.п.).
Рекомендации по применению экспертных методов для выбора лимитирующих параметров ТП - в приложении 4.
2.1.3.6. Рекомендации по выбору метода анализа сведены в табл. 1.
2.2. Выбор номенклатуры лимитирующих параметров ТП может производиться:
1) на уровне ТП изготовления деталей и сборочных единиц для машин, агрегатов, приборов и т.п.;
2) на уровне операций - для деталей, а также, при уточнении номенклатуры лимитирующих параметров ТП, - для машин, агрегатов, приборов и т.п.
2.3. Блок-схема выбора номенклатуры лимитирующих параметров ТП (операций) приведена на черт. 1.
3. ПОРЯДОК ИСПОЛЬЗОВАНИЯ НОМЕНКЛАТУРЫ ЛИМИТИРУЮЩИХ ПАРАМЕТРОВ ТП
3.1. Порядок использования выбранной номенклатуры лимитирующих параметров предусматривает:
1) проведение периодического контроля точности и стабильности лимитирующих ТП;
2) корректировку системы контроля при изготовлении (по лимитирующим параметрам ТП) и изменение степени жесткости контроля качества (по результатам контроля точности и стабильности ТП, периодических и приемо-сдаточных испытаний изделий);
3) проведение работ по обоснованию допустимых значений параметров ТП и мероприятий по совершенствованию ТП (в случае, если требований к точности и стабильности не выполняются).
3.1.1. Корректировка системы контроля предусматривает введение сплошного, выборочного или инспекционного контроля, лимитирующих параметров ТП в зависимости от характера последствий, вызванных нарушением требований к рассматриваемому параметру.
Рекомендации по выбору методов анализа номенклатуры функциональных параметров изделия
|
Для предварительного выбора номенклатуры лимитирующих параметров ТП |
Для уточнения номенклатуры лимитирующих параметров ТП |
|
|
Регистрационный |
|
|
|
Экспертный |
|
|
|
Опытно-статистический |
|
|
|
Расчетный |
|
|
Примечание. В таблице приняты обозначения:
![]() - метод рекомендуется к применению;
- метод рекомендуется к применению;
![]() - метод может
применяться в зависимости от располагаемой информации и решаемых задач;
- метод может
применяться в зависимости от располагаемой информации и решаемых задач;
![]() - метод не
рекомендуется к применению.
- метод не
рекомендуется к применению.
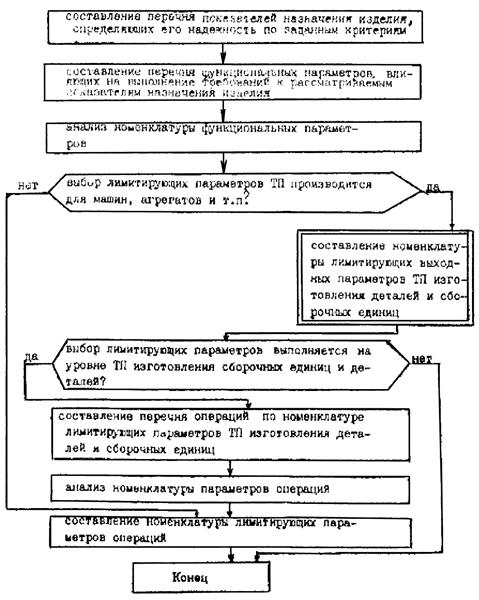
Черт. 1. Блок-схема выбора номенклатуры лимитирующих параметров ТП (операций)
Примечания.
1. При выборочном контроле величину допустимого уровня дефектности рекомендуется назначать в зависимости от ущерба при невыполнении требований к контролируемым параметрам ТП.
2. Инспекционный контроль сводится к периодическому контролю точности и стабильности ТП.
3.1.2. Результаты периодического контроля точности и стабильности ТП (проводимого и при наличии сплошного или выборочного контроля качества изготовления продукции), используют для изменения степени жесткости приемочного контроля (перехода от выборочного к сплошному или инспекционному контролю и обратно).
3.2. Блок-схема проведения работ при использовании номенклатуры лимитирующих параметров ТП приведена на черт. 2.
3.3. Рекомендации по выполнению работ при использовании номенклатуры лимитирующих параметров ТП даны в приложении 5.
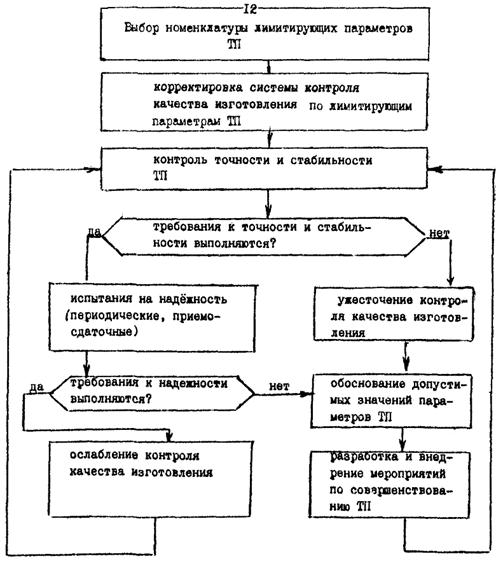
Блок-схема проведения работ при использовании номенклатуры лимитирующих параметров ТП
ПРИЛОЖЕНИЯ
1. РЕКОМЕНДАЦИИ ПО ПРИМЕНЕНИЮ РЕГИСТРАЦИОННЫХ МЕТОДОВ ПРИ ВЫБОРЕ ЛИМИТИРУЮЩИХ ПАРАМЕТРОВ ТП
1. Применение регистрационных методов предусматривает выбор лимитирующих параметров ТП на основании ряда критериев, как указано в п. 1.1 ¸ 1.4.
1.1. Исключают параметры, подлежащие сплошному контролю при выполнении ТП.
1.2. Исключают параметры, для которых установлены сокращенные (технологические) допуски на изготовление. При этом в пояснительной записке к разработанному ТП, карте информации о надежности технологических систем (ТС) или др. НТД должно быть приведено обоснование величин технологических допусков.
1.3. Исключают параметры, по которым предусмотрено проведение отдельных приемо-сдаточных испытаний или контроль при приемосдаточных испытаниях изделия в целом.
1.4. Исключают параметры, по которым в течение рассматриваемого промежутка времени t не зафиксировано нарушений при изготовлении и (или) отказов при эксплуатации. В этом случае целесообразно использовать графики причин отказов, как указано в п. 2.
2. Графики причин отказов составляются в виде диаграмм Парето последовательно на нескольких уровнях. Графики выполняют:
1) на уровне ТП изготовления изделия (диаграмма отказов);
2) на уровне ТП изготовления деталей и сборочных единиц (диаграмма причин отказов);
3) на уровне операций (диаграмма видов дефектов).
Количество уровней образования графиков определяется сложностью изделия и имеющейся информацией о причинах отказов и видах дефектов.
При составлении графиков ранжируют отказавшие элементы (причины отказов, виды дефектов) по частости их появления за рассматриваемый промежуток времени t и строят кривую накопленных частостей (в процентах).
2.1. При определении с помощью графиков лимитирующих параметров ТП задаются допустимой погрешностью анализа «e» и исключают из дальнейшего рассмотрения детали (сборочные единицы), суммарная частость отказов которых не выше e. Для оставшихся деталей (сборочных единиц) строят диаграмму причин отказов и исключают незначимые причины аналогичным образом. Для основных причин отказов строят диаграмму видов дефектов и определяют, с учетом величины e, дефекты, влияние которых наиболее существенно. Выявленные таким образом дефекты будут обусловлены нарушением требований к лимитирующим параметрам ТП.
2.2. Пример. Определить по регистрационным данным основные виды дефектов, связанные с невыполнением требований к параметрам ТП, лимитирующим надежность тягового электродвигателя постоянного тока. Допустимая погрешность анализа e = 20 %.
Решение. 1) Составляем диаграмму отказов, как показано на черт. 1.
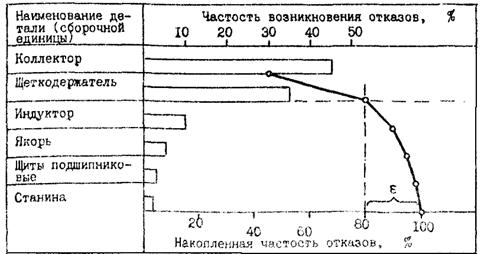
Черт. 1. Диаграмма отказов изделия
С учетом погрешности e, надежность изделия вызывается, в основном, отказами коллектора и щеткодержателей.
2) Формируем диаграмму причин отказов коллектора и щеткодержателей, как показано на черт. 2.
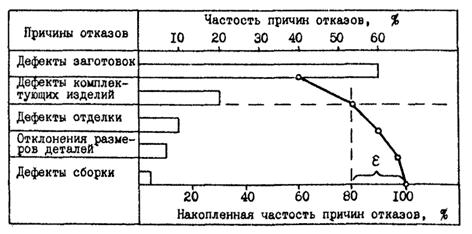
Черт. 2. Диаграмма причин отказов
Основными причинами отказов (при заданной погрешности e) являются дефекты заготовок и комплектующих изделий.
3) Составляем диаграмму видов дефектов (по заготовкам и комплектующим изделиям), как показано на черт. 3.
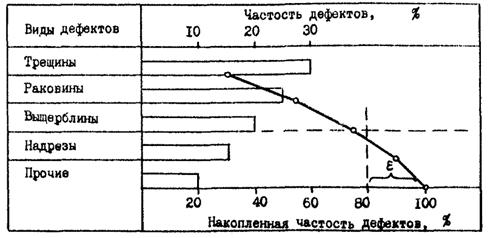
Черт. 3. Диаграмма видов дефектов
С учетом принятой погрешности e основными дефектами (связанными с невыполнением требований к лимитирующим параметрам ТП) оказались трещины, раковины и выщерблины заготовок и комплектующих изделий при изготовлении коллектора и щеткодержателей.
2. РЕКОМЕНДАЦИИ ПО ПРИМЕНЕНИЮ ОПЫТНО-СТАТИСТИЧЕСКИХ МЕТОДОВ ДЛЯ ВЫБОРА ЛИМИТИРУЮЩИХ ПАРАМЕТРОВ ТП.
1. Применение опытно-статистических методов предусматривает выбор лимитирующих параметров ТП на основе результатов специальных испытаний ТС или данных измерений выходных параметров ТП изготовления составляющих деталей и сборочных единиц.
2. Выбор лимитирующих параметров ТП с использованием результатов специальных испытаний ТС целесообразно проводить на уровне технологических операций, для отдельных деталей. При этом состав лимитирующих параметров ТП определяют методами планирования эксперимента в соответствии с рекомендациями по п.п. 2.1 ¸ 2.4.
2.1. Для выбора лимитирующих параметров ТП целесообразно использовать метод случайного баланса (являющийся одним из методов теории планирования экспериментов). Применение данного метода позволяет сократить необходимое число опытов.
Применение метода случайного баланса включает выполнение трех этапов:
1) выбор матрицы планирования;
2) эксперимент;
3) обработка результатов эксперимента.
2.2. При составлении матрицы планирования необходимо:
1) установить состав показателей назначения (определяющих надежность изделия по заданным критериям) y1, ..., yn;
2) определить номенклатуру параметров ТП (влияющих на выполнение требований к рассматриваемым показателям назначения) x1, ..., xm;
3) выявить интервалы варьирования параметров ТП;
4) установить число опытов при проведении эксперимента.
2.2.1. Интервал варьирования задается в виде верхнего (максимального), базового (начального) и нижнего (минимального) значения (уровня) для каждого фактора (варьируемого параметром ТП). Значения факторов определяют, исходя из конструктивных и технологических соображений.
Во время опытов значения факторов меняют в различных сочетаниях в соответствии с принятым планом, но каждый раз их берут равными верхнему (+) или нижнему (-) значению (уровню).
2.2.2. Число опытов при проведении эксперимента устанавливается в зависимости от:
1) требуемой точности результатов;
2) количества рассматриваемых параметров ТП;
3) располагаемых ресурсов для проведения эксперимента.
Число опытов полного факторного эксперимента (при котором используются все возможные сочетания уровней факторов) равно 2m, где m - число факторов.
Число опытов дробного факторного эксперимента, при котором используется половина, четверть или иная часть (реплика) полного факторного эксперимента, определяется в соответствии с выбранным типом реплики. Например, число опытов полного факторного эксперимента по 4-м факторам равно 24 = 16. Количество опытов дробного факторного эксперимента, при котором используется половина полного факторного эксперимента (полуреплика), будет 24-1 = 8.
Типы дробных реплик и рекомендации по их применению приведены в [2, 3].
2.2.3. Выбор матрицы планирования с использованием метода случайного баланса производится с помощью случайного распределения уровней факторов по столбцам матрицы или случайного смешивания строчек двух полуреплик.
2.3. Обработка результатов эксперимента включает:
1) составление диаграмм рассеяния результатов опытов по отдельным факторам x1, ..., xm, для каждого из показателей назначения (выходов) y1, ..., yn;
2) определение по диаграммам для каждого фактора значений медиан выходов, соответствующих верхнему и нижнему уровню варьирования факторов;
3) расчет разностей медиан выходов (по каждому фактору), анализ их значений и выделение значимых факторов (лимитирующих параметров ТП), для которых получены наибольшие значения разностей медиан.
2.4. Пример. Изделие характеризуется двумя основными показателями назначения y1 и y2, определяющими его надежность по заданным критериям.
При этом номенклатура параметров ТП, которые могут влиять на выполнение требований к данным показателям, включает 8 параметров: X1, X2 ... X8.
Требуется определить параметры ТП, лимитирующие надежность изделия.
Решение.
1) Составляем матрицу планирования эксперимента с использованием метода смешивания строчек двух полуреплик. Для этого, выбираем полуреплику от полного факторного эксперимента по 4-м факторам, которая обозначается 24-1, и составляем исходную матрицу (табл. 1).
Исходная матрица 24-1
Таблица I
|
|
|
|
|
|
|
1 |
+ |
+ |
- |
- |
|
2 |
- |
+ |
- |
- |
|
3 |
+ |
- |
- |
+ |
|
4 |
- |
- |
- |
+ |
|
5 |
+ |
+ |
+ |
+ |
|
6 |
- |
+ |
+ |
+ |
|
7 |
+ |
- |
+ |
- |
|
8 |
- |
- |
+ |
- |
На основе выбранных полуреплик строим матрицу планирования для проведения эксперимента по методу случайного баланса. С этой целью выбираем номера строк случайным образом из табл. 1 для факторов X1, ... X4 и отдельно для факторов X5, ..., X8. Полученная матрица приведена в табл. 2.
На основе этой матрицы проводим эксперимент, т.е. осуществляем 8 опытов и в каждом из них замеряем значения параметров y1 и y2. Результаты замеров сведены в табл. 2.
2) Составляем диаграммы рассеяния результатов опытов по факторам X1, ..., X8 для каждого из выходов y1 и y2.
При этом на каждой из 16 диаграмм (соответствующих 8-ми результатам эксперимента по 2-м выходам y1 и y2) наносим 8 точек. Эти точки разбиты на 2 группы: одна из них соответствует тем опытам, где найденный фактор был на нижнем уровне (-), вторая группа относится к опытам, в которых тот же фактор был на верхнем уровне (+).
Диаграммы приведены на рис. 1 и 2.
3) Определяем на каждой диаграмме для каждой группы факторов (+ и -) медианы значений выхода и их разность (см. рис. 1 и 2).
Сравнение показывает, что для выхода y1 значимыми будут факторы X1 и X5, для выхода y2 - факторы X2, X4 и X5.
Таким образом, параметры X1, X2, X4 и X5 должны быть включены в номенклатуру лимитирующих параметров ТП.
Матрица планирования для проведения экспериментов
|
Номера строк матрицы 24-1 для факторов x1 - x4 |
Номера строк матрицы 24-1 для факторов x5 - x8 |
x1 |
x2 |
x3 |
x4 |
x5 |
x6 |
x7 |
x8 |
y1 |
y2 |
|
|
1 |
2 |
2 |
- |
+ |
- |
- |
- |
+ |
- |
- |
95 |
85 |
|
2 |
5 |
4 |
+ |
+ |
+ |
+ |
+ |
- |
- |
+ |
120 |
90 |
|
3 |
7 |
5 |
+ |
- |
+ |
- |
+ |
+ |
+ |
+ |
85 |
90 |
|
4 |
3 |
8 |
+ |
- |
- |
+ |
- |
- |
+ |
- |
100 |
60 |
|
5 |
1 |
7 |
+ |
+ |
- |
- |
+ |
- |
+ |
- |
90 |
120 |
|
6 |
4 |
1 |
- |
- |
- |
+ |
+ |
+ |
- |
- |
80 |
100 |
|
7 |
8 |
6 |
- |
- |
+ |
- |
- |
+ |
+ |
+ |
90 |
80 |
|
8 |
6 |
3 |
- |
+ |
+ |
+ |
+ |
- |
- |
+ |
60 |
95 |
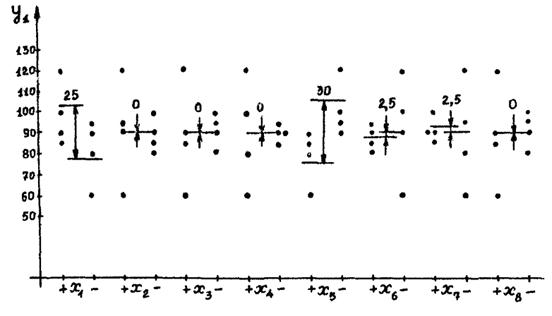
Рис. 1. Диаграммы рассеяния значений выхода y1 по уровням факторов.
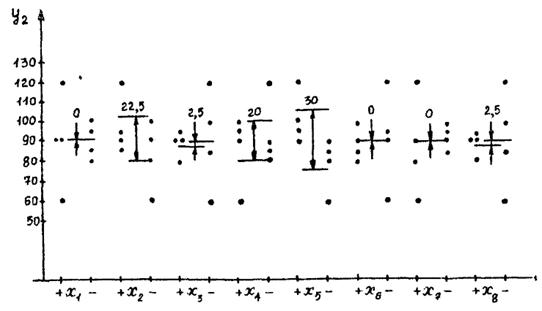
Рис. 2. Диаграммы рассеяния значений выхода y2 по уровням факторов.
3. Выбор лимитирующих параметров с использованием данных измерений выходных параметров ТП изготовления составляющих деталей и сборочных единиц производят для машин, агрегатов, приборов и т.п.
При этом целесообразно составить схему формирования эксплуатационных параметров (показателей назначения) изделия.
3.1. Схема формируется:
1) на уровне сборочных единиц и деталей;
2) на уровне операций (в особо важных случаях для повышения эффективности мероприятий по обеспечению надежности изделия).
Схема должна иметь иерархическую структуру и содержать основные элементы изделия (сборочные единицы, детали или операции), расположённые с учетом взаимных связей, с указанием их параметров.
3.2. Для выделения лимитирующих параметров ТП необходимо определить:
1) оценки вероятностей выполнения требований по данным выходным параметрам ТН изготовления деталей и сборочных единиц;
2) оценки коэффициентов передачи дефектов по всем параметрам элементов схемы формирования эксплуатационных показателей (с учетом взаимосвязи параметров в схеме).
На основания полученных оценок проводят симплификацию схемы (исключение отдельных параметров ТН, не оказывающих значимого влияния на выполнение требований к показателю назначения) в соответствии с указаниями РД 50-581-85 и определяют номенклатуру лимитирующих параметров ТП.
3. РЕКОМЕНДАЦИИ ПО ПРИМЕНЕНИЮ РАСЧЕТНЫХ МЕТОДОВ ДЛЯ ВЫБОРА ЛИМИТИРУЮЩИХ ПАРАМЕТРОВ ТП
1. Выбор лимитирующих параметров ТП с использованием расчетных методов целесообразно проводить для отдельных деталей и сборочных единиц. В этом случае применение данных методов предусматривает:
1) установление основного эксплуатационного свойства детали (сборочной единицы), определяющего ее надежность;
2) определение математической зависимости показателя, характеризующего эксплуатационное свойство, от функциональных параметров детали (сборочной единицы) в виде:
где Kim - показатель, характеризующий i-е эксплуатационное свойство m-й детали (сборочной единицы);
Хimn - n-й функциональный параметр m-й детали (сборочной единицы), определяющий i-е эксплуатационное свойство и расчет допустимых величин Kim по известным значениям функциональных параметров;
3) установление математической зависимости показателя надежности детали (сборочной единицы) Р от ее основного эксплуатационного свойства в виде:
и определение фактического (ожидаемого) значения показателя надежности;
4) проверку условия
где Qрф, Qрн - соответственно области фактических (ожидаемых) и нормативных значений показателя надежности Р, и определение лимитирующих выходных параметров ТП изготовления детали (сборочной единиц) путем анализа выражения (1) для тех случаев, когда условие (3) не выполняется.
2. Основные эксплуатационные свойства деталей (сборочных единиц) и характеризующие их показатели приведены в табл. 1.
|
Показатель |
||
|
Наименование |
Обозначение |
|
|
Износостойкость |
Величина износа |
U |
|
Контактная жесткость |
Давление в стыке |
Q |
|
Усталостная прочность |
Предел прочности |
s |
|
Коррозионная стойкость |
Величина коррозионного износа (площадь коррозионной поверхности, масса корродированного материала и т.д.) |
UK |
3. При установлении связи показателя, характеризующего эксплуатационные свойства, и функциональных параметров детали (сборочной единицы) используют результаты проведенных ранее исследований для изделий-аналогов. Некоторые функции связи, полученные по результатам экспериментальных исследований образцов из различных материалов, приведены в табл. 2.
|
Функция связи показателя, характеризующего эксплуатационное свойство, и функциональных параметров детали (сборочной единицы) |
||||||||||||||
|
Математическое выражение |
Условия применения |
Значения коэффициентов |
||||||||||||
|
K0 |
K1 |
K2 |
K3 |
K4 |
K5 |
K6 |
K7 |
K8 |
K9 |
|||||
|
Износостойкость |
U = b × S × a, |
Для плоских деталей из чугуна |
0,26 |
1,15 |
0,55 |
0,58 |
-0,28 |
1,8 |
-2,05 |
1,15 |
1,15 |
0,12 |
||
|
где S - путь трения |
||||||||||||||
|
|
||||||||||||||
|
|
||||||||||||||
|
|
Для цилиндрических деталей |
Из стали 30 |
18,5 |
0,15 |
6,47 |
0,12 |
-0,16 |
0,06 |
-0,15 |
- |
- |
- |
||
|
Из чугуна СЧ 18-36 |
5,5 |
0,15 |
0,30 |
0 |
-0,35 |
0,02 |
0,35 |
- |
- |
- |
||||
|
Контактная жесткость |
|
При взаимно- параллельных следах обработки сопрягаемых поверхностей |
Для деталей из стали при нагрузке до 100 кгс/см2 |
0,14 |
0,33 |
0,26 |
0,07 |
0,02 |
0,83 |
- |
- |
- |
- |
|
|
где y - величина контактного сближения |
||||||||||||||
|
для деталей из чугуна при нагрузке до, 25 кг/см2 |
0,3 ´ 10-4 |
0,20 |
0,04 |
0,24 |
-0,6 |
3,44 |
- |
- |
- |
- |
||||
|
Коррозионная стойкость |
|
Для деталей из стали 45 (HRC 30 ... 60) |
0,07 |
0,02 |
0,3 ´ 10-2 |
-0,18 |
- |
- |
- |
- |
- |
- |
||

Примечание: Наименования условных обозначений функциональных параметров в математических выражениях - по табл. 1 и 2 приложения 4.
4. Функции связи показателей надежности и показателей, характеризующих эксплуатационные свойства изделия, устанавливаются, как правило, с использованием методов вероятностного моделирования. При этом модель выбирается в зависимости от:
1) условий работы изделия;
2) конструкции изделия;
3) принятой системы технического обслуживания и ремонта;
4) основного эксплуатационного свойства, определяющего надежность изделия и других факторов.
4.1. В общем случае для установления связи показателя надежности с рассматриваемым эксплуатационным свойством детали следует определить:
1) случайную функцию изменения показателя K, характеризующего эксплуатационное свойство детали (сборочной единицы);
2) функцию плотности распределение показателя K, характеризующего эксплуатационное свойство fi(K) в момент времени ti;
3) вероятность того, что изделие работоспособно в момент времени ti:
 (
(где Kдоп - допустимое значение показателя, соответствующее заданной наработке до отказа tср;
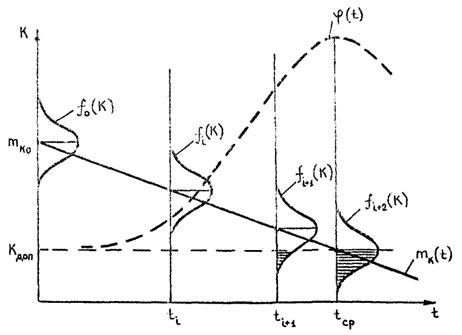
4) функцию плотности распределения наработки до отказа на интервале {0, ti}:
Связь распределений f(K) и j(t) (при линейной случайной функции изменения параметра K) иллюстрирует черт. 1, где mК0 и mk(t) - соответственно, математические ожидания показателя K в начальный момент времени и в момент времени t.
4.2. Рекомендации по построению и применению некоторых вероятностных моделей приведены в п.п. 4.2.1 ¸ 4.2.3.
4.2.1. В случае, если начальное значение показателя K, характеризующего эксплуатационное свойство, может быть различным (для разных изделий), а скорость его изменения (в процессе эксплуатации) до критической величины, соответствующей наступлению отказа (предельного состояния), приближенно постоянна, то для аппроксимации процесса изменения эксплуатационного свойства целесообразно использовать равномерную линейную случайную функцию.
4.2.1.1. Равномерная линейная случайная функция может иметь место, например, при:
1) усталостном разрушении деталей (в случае, когда наличие дисперсии свойств металла приводит к различным начальным значениях предела прочности);
2) снижении контактной жесткости стыков (в случае, когда в результате погрешностей сборки узлов, работающих в одинаковых условиях, начальное давление в стыке различно) и т.п.
Для равномерной линейной случайной функции характерны неслучайная скорость b изменения показателя K и постоянная величина его среднего квадратического отклонения (СКО) so (черт. 2).
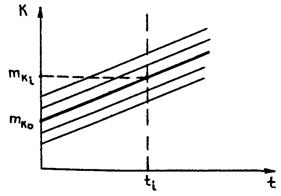
В этом случае, выражения для математического ожидания показателя mK(t) в момент времени t и его СКО sK(t) имеют вид:
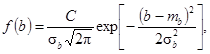
4.2.1.2. При нормальном распределении показателя K и одной заданной границе Kдоп, его функция плотности распределения:
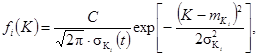 (
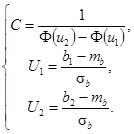
(где C определяется из условия:
В этом случае вероятность Gi находят по формуле (4), с учетом (8) или по выражению:
где
 (
(Функция плотности распределения наработки до отказа (при нормальном распределении показателя K) имеет вид:
 (
(Для равномерной линейной случайной функции изменения показателя K и одной границе Kдоп выражение (11) имеет вид:
 (
(где
4.2.1.3. Функцию связи показателя надежности и функционального показателя рассчитывают по известной функции плотности распределения наработки до отказа (предельного состояния). Например, при задании функции j(t) в соответствии с выражением (12), ожидаемое значение g - процентной наработки до отказа изделия Tg может быть определено из уравнения:
 (
(где mt, st - получают по выражениям (13) и (14);
F(Z) - нормированная функция Лапласа, определяемая по табл. 3.
Пример. Найти ожидаемый 95-процентный ресурс гильзы цилиндра ТP95%, если критерием предельного состояния будет достижение износа по внутреннему диаметру u = Kдоп = 0,2 мм.
Исходные данные:
1) изменение величины износа u аппроксимируется равномерной линейной случайной функцией;
2) математическое ожидание начального износа mKo = 0;
3) СКО начального износа so = 0,01 мм;
4) средняя скорость износа b = 0,001 мм/час.
Решение.
1) Получим значения величин mt и st по выражениям (13) и (14):
mt = 1/0,001 × (0,2 - 0) = 200 час;
st = 1/0,001 × 0,01 = 10 час.
2) Определяем из выражения (15) значение функции
![]()
Значения
функции 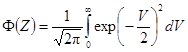
|
0 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
|
0,0 |
0,00100 |
0,00399 |
0,00798 |
0,01197 |
0,01595 |
0,01994 |
0,02392 |
0,02790 |
0,08188 |
0,03586 |
|
0,1 |
03983 |
04380 |
04776 |
05172 |
04467 |
05962 |
06356 |
06749 |
07142 |
07535 |
|
0,2 |
07926 |
08317 |
08706 |
09095 |
09483 |
09871 |
10257 |
10642 |
10642 |
11026 |
|
0,3 |
11791 |
12172 |
12552 |
12930 |
13307 |
13683 |
14058 |
14431 |
14803 |
15173 |
|
0,4 |
15542 |
15910 |
16276 |
16640 |
17003 |
17364 |
17724 |
18082 |
18439 |
18733 |
|
0,5 |
19146 |
19497 |
19847 |
20194 |
20540 |
20884 |
21226 |
21566 |
21904 |
22240 |
|
0,6 |
22575 |
22907 |
23237 |
23565 |
23891 |
24215 |
24537 |
24857 |
25175 |
25490 |
|
0,7 |
25804 |
26115 |
26424 |
26730 |
27035 |
27337 |
27637 |
27935 |
28230 |
28524 |
|
0,8 |
28814 |
29103 |
29389 |
29673 |
29955 |
30234 |
30511 |
30785 |
31057 |
31327 |
|
0,9 |
31594 |
31859 |
32121 |
32381 |
32639 |
32894 |
33147 |
33398 |
33646 |
33891 |
|
1,0 |
34134 |
34375 |
34614 |
34850 |
35083 |
35314 |
35514 |
35769 |
35993 |
36214 |
|
1,1 |
36433 |
36650 |
36864 |
37076 |
37286 |
37493 |
37698 |
37900 |
38100 |
38298 |
|
1,2 |
38493 |
38680 |
38877 |
39065 |
39251 |
39435 |
39617 |
39796 |
39973 |
40147 |
|
1,3 |
40320 |
40490 |
40658 |
40824 |
40988 |
41149 |
41309 |
41466 |
41621 |
41774 |
|
1,4 |
41924 |
44207 |
42220 |
42364 |
42507 |
42647 |
42786 |
42922 |
43056 |
43189 |
|
1,5 |
43319 |
43448 |
43574 |
43699 |
43822 |
43943 |
44062 |
44179 |
44295 |
44408 |
|
1,6 |
44520 |
44630 |
44738 |
44845 |
44950 |
45053 |
45154 |
45254 |
45352 |
45449 |
|
1,7 |
45543 |
45637 |
45728 |
45818 |
45907 |
45994 |
46080 |
46164 |
46246 |
46327 |
|
1,8 |
46407 |
46485 |
46562 |
46638 |
46712 |
46784 |
46856 |
46926 |
46995 |
47062 |
|
1,9 |
47128 |
47193 |
47257 |
47320 |
47381 |
47441 |
47500 |
47558 |
47615 |
47670 |
|
2,0 |
47725 |
47778 |
47831 |
47882 |
47932 |
47982 |
48030 |
48077 |
48124 |
48169 |
|
2,1 |
48214 |
48257 |
48300 |
48341 |
48382 |
48422 |
48461 |
48500 |
48537 |
48574 |
|
2,2 |
48610 |
48645 |
48679 |
48713 |
48745 |
48778 |
48809 |
48840 |
48870 |
48899 |
|
2,3 |
48928 |
48956 |
48983 |
49010 |
49036 |
49061 |
49086 |
49111 |
49134 |
49158 |
|
2,4 |
49180 |
49202 |
49224 |
49245 |
49266 |
49286 |
49305 |
49324 |
49343 |
49361 |
|
2,5 |
49379 |
49396 |
49413 |
49430 |
49446 |
49461 |
49477 |
49492 |
49506 |
49520 |
|
2,6 |
49534 |
49547 |
49560 |
49573 |
49585 |
49598 |
49609 |
49621 |
49632 |
49643 |
|
2,7 |
49653 |
49664 |
49674 |
49683 |
49693 |
49702 |
49711 |
49720 |
49728 |
49736 |
|
2,8 |
49744 |
49752 |
49760 |
49767 |
49774 |
49781 |
49788 |
49795 |
49801 |
49807 |
|
2,9 |
49813 |
49819 |
49825 |
49831 |
49836 |
49841 |
49846 |
49851 |
49856 |
49861 |
3) Найдем по табл. 3 значение аргумента U для F(U) = 0,45:
![]()
откуда TP95% = 183,55 час.
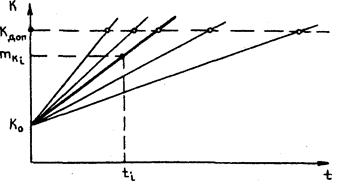
4.2.2. В случае, если начальное значение показателя K устанавливается равным некоторому неслучайному начальному значению K0 (для всех изделий) и при дальнейшей эксплуатации изделий случайно изменяется с различной скоростью b, для аппроксимации процесса изменения эксплуатационного свойства целесообразно использовать веерную линейную случайную функцию (черт. 3).
4.2.2.1. Веерная линейная случайная функция может иметь место, например, при:
1) коррозионном разрушении деталей (в случае, если различия в механических характеристиках деталей, работающих в одинаковых условиях, приводят к различной скорости корродирования поверхностей);
2) снижении контактной жесткости стыков (в случае, когда наличие дисперсии свойств поверхности сопряженных деталей приводит к различным моментам разрегулирования одинаково нагруженных стыков);
3) износе деталей (в случае, если различия в условиях работы одинаково изготовленных деталей приводят к вариации их сроков службы) и т.п.
Выражения для математического ожидания показателя mK(t) и его СКО sK(t):
mK(t) = K0 + mbt, (16)
где mb - математическое ожидание скорости b изменения показателя K;
sb - СКО скорости b.
4.2.2.2. Как правило, значения скорости изменения показателя K ограничены нижним b1 и верхним b2 пределами, и при аппроксимации изменения скорости b нормальным распределением функция плотности имеет вид:
 (
( (
(В соответствии с выражением (16) случайная величина наработки t является функцией нормально распределений случайной величины b:
При этом изменение наработки t подчиняется a - распределению с функцией плотности:
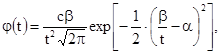 (
(где
 (
(![]() (24)
(24)
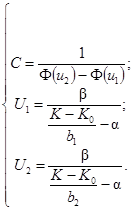
4.2.2.3. Функция связи показателя надежности и рассматриваемого функционального показателя определяется в соответствии с выражением (21) по известной функции плотности распределения наработки до отказа (предельного состояния). Например, ожидаемое значение g - процентной наработки Tg% может быть найдено из уравнения:
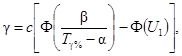 (
(где c, b, a, U1 - получают по выражениям (22) ¸ (24).
Пример. Рассчитать ожидаемый 95 - процентный ресурс защитного корпуса, если критерием его предельного состояния будет достижение суммарной площади корродированной поверхности Uк = Kдоп = 1 дм2.
Исходные данные:
1) изменение величины коррозионного износа uк аппроксимируется веерной линейной случайной функцией;
2) минимальная и максимальная скорость
коррозии ![]() и
и
![]() ;
;
3) математическое ожидание скорости коррозии
![]()
4) СКО скорости коррозии
![]()
5) в начальный момент времени следы коррозии отсутствуют (K0 = 0).
Решение.
1) Получим значения коэффициентов b и a по выражениям (23) и (24), полагая K = Kдоп:
![]()
![]()
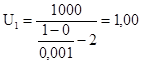
2) Найдем значения аргументов функции Лапласа U1 и U2 по формулам (22):
3) Определим по табл. 3 значения функций F(1,00) и F(2,51) и рассчитаем величину коэффициента C по выражению (22):
![]()
4) Получим значение функции  из выражения
(25):
из выражения
(25):
5) Находим по табл. 3 значение аргумента для F(U) = 0,486:
![]()
откуда Tp95% = 5436,78 час.
4.2.3. В случае, если относительная скорость изменения показателя K в процессе эксплуатации постоянна, т.е. выполняется условие
 (
(для аппроксимации процесса изменения рассматриваемого эксплуатационного свойства изделия целесообразно использовать показательную случайную функцию
K(t) = K0ect, (27)
где начальное значение показателя K0 и его относительная скорость изменения b1 являются случайными величинами.
4.2.3.1. Показательная случайная функция может иметь место при изменении эксплуатационных свойств деталей из смол, пластмасс и других аморфных материалов.
42.3.2. При определении функции связи показателя надежности и рассматриваемого функционального показателя, решение задачи целесообразно сводить к расчету линейных случайных процессов, в соответствии с п.п. 4.2.1 и 4.2.2. В этом случае, линейная зависимость может быть получена при логарифмировании функции (27).
4. РЕКОМЕНДАЦИИ ПО ПРИМЕНЕНИЮ ЭКСПЕРТНЫХ МЕТОДОВ ДЛЯ ВЫБОРА ЛИМИТИРУЮЩИХ ПАРАМЕТРОВ ТП
1. Для выбора лимитирующих параметров ТП необходимо выявить качественные связи между показателями надежности и факторами, влияющими на их величину. При решении данного вопроса, как правило, существует значительное количество субъективных мнений экспертов. С целью упорядочения этих мнений целесообразно использовать схемы причинно-следственных связей (схемы Исикава).
2. При построении схем причинно-следственных связей результат (в данном случае - показатель надежности) изображается центральной стрелкой. Явления (факторы), прямо или косвенно влияющие на результат, изображают в виде стрелок, направленных острием к центральной линии (стрелке). При составлении схемы расположение стрелок углы их наклона и другие формальные признаки не регламентируются, необходимо соблюдать лишь подчиненность явлений и факторов.
Схема должна предусматривать, по возможности, более подробное деление факторов.
3. Для выявления основных факторов (лимитирующих параметров ТП изготовления изделия) фиксируют мнения 5 ¸ 10 экспертов и составляют схему, как показано на черт. 1.
Обсуждают и выделяют (с использованием методов обработки экспертной информации) те из них, которые существенно влияют на надежность изделия.
Из выявленных факторов снова выделяют важнейшие и т.д. до тех пор, пока не будет составлен перечень основных параметров ТП, лимитирующих надежность продукции.
4. В табл. 1 ¸ 5 приведены рекомендации для установления качественных связей между:
1) основными эксплуатационными свойствами деталей (сборочных единиц) и выходными параметрами ТП их изготовления;
2) выходными параметрами ТП изготовления литых и механообрабатываемых деталей и технологическими факторами, определяющими выполнение требований к этим параметрам.
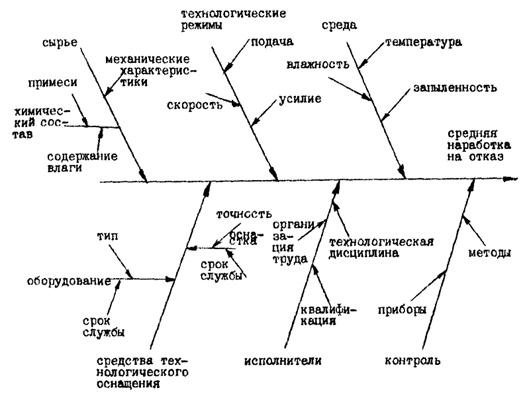
Черт. 1. Пример схемы причинно-следственных связей
|
Выходные параметры ТП изготовления детали (функциональные параметры) |
||||||
|
погрешности формы |
Размеры радиусов скруглений, канавок, галтелей |
Величины заусенцев и сколов |
Погрешности расположений поверхностей |
|||
|
Среднее арифметическое отклонение профиля волнистости Wa |
Наибольшая высота неровностей профиля волнистости Wmax |
Высота наибольшего выступа профиля волнистости Wp |
||||
|
Износостойкость |
|
|
|
|
|
|
|
Усталостная прочность |
|
|
|
|
|
|
|
Контактная жесткость |
|
|
|
|
|
|
|
Коррозионная стойкость |
|
|
|
|
|
|
Примечание. В таблицах 1 и 2 приняты обозначения:
![]() - влияние
параметра на эксплуатационное свойство существенно;
- влияние
параметра на эксплуатационное свойство существенно;
![]() - влияние
ограничено;
- влияние
ограничено;
![]() - влияние, как
правило, не наблюдается.
- влияние, как
правило, не наблюдается.
|
Выходные параметры ТП изготовления детали (функциональные параметры) |
|||||||||||||
|
Шероховатости поверхности |
Физико-механические св-ва |
||||||||||||
|
Среднее арифметическое отклонение профиля Ra |
Высота неровностей профиля по 10 точкам Rz |
Наибольшая высота неровностей профиля Rmax |
Средний шаг неровностей профиля Sm |
Высота наибольшего выступа профиля Rp |
Продольный радиус вершин микронеровностей rnp |
Поперечный радиус вершин микронеровностей rn |
Относительная спорная длина профиля tp |
Твердости поверхности Hmпов |
Величина остаточных напряжений sпов |
||||
|
Износостойкость: |
При сухом трении |
|
|
|
|
|
|
|
|
|
|
||
|
При жидком трении |
|
|
|
|
|
|
|
|
|
|
|||
|
Усталостная прочность |
|
|
|
|
|
|
|
|
|
|
|||
|
Контактная жесткость |
|
|
|
|
|
|
|
|
|
|
|||
|
Коррозионная стойкость |
|
|
|
|
|
|
|
|
|
|
|||
|
Выходные параметры ТП изготовления деталей при обработке резанием |
Технологические факторы |
||||
|
Применяемый способ обработки резанием |
Параметры заготовки |
Технологические режимы обработки |
Конструкция и геометрия инструмента |
Качество оборудования и приспособлений |
|
|
Точность геометрической формы |
|
|
|
|
|
|
Точность размеров |
|
|
|
|
|
|
Шероховатость поверхности |
|
|
|
|
|
|
Физико-механические свойства поверхностей |
|
|
|
|
|
Примечание. В табл. 3 ¸ 5 приняты обозначения:
![]() - влияние
фактора существенно;
- влияние
фактора существенно;
![]() - влияние
фактора ограничено (может иметь место при определенных условиях);
- влияние
фактора ограничено (может иметь место при определенных условиях);
![]() - влияние
фактора, как правило, несущественно.
- влияние
фактора, как правило, несущественно.
|
Технологические факторы |
|||||
|
Параметры заготовки |
Качество оборудования |
Технологические режимы обработки |
Конструкция и инструменты |
Применяемый способ обработки давлением |
|
|
Точность геометрической формы |
|
|
|
|
|
|
Точность размеров |
|
|
|
|
|
|
Шероховатость поверхности |
|
|
|
|
|
|
Физико-механические свойства поковки |
|
|
|
|
|
Таблица 5
|
Выходные параметры ТП изготовления отливок |
Технологические факторы |
|||||
|
Геометрия литейной формы и стержней |
Физико-механические свойства литейной формы и стержней |
Способы и режимы заливки |
Способы и режимы охлаждения |
Конструкция литниковой системы |
Способы и режимы отделки отливок |
|
|
Точность геометрической формы |
|
|
|
|
|
|
|
Точность размеров |
|
|
|
|
|
|
|
Шероховатость поверхности |
|
|
|
|
|
|
|
Физико-механические свойства |
|
|
|
|
|
|
5. РЕКОМЕНДАЦИИ ПО ПРОВЕДЕНИЮ РАБОТ ПРИ ИСПОЛЬЗОВАНИИ НОМЕНКЛАТУРЫ ЛИМИТИРУЮЩИХ ПАРАМЕТРОВ ТП
1. Основные виды работ при использовании номенклатуры лимитирующих параметров ТП:
1) обоснование допустимых значений лимитирующих параметров ТП;
2) совершенствование ТП;
3) корректировка системы контроля.
2. Допустимые значения лимитирующих параметров ТП определяют из условия обеспечения заданных требований и надежности изделия, точности и стабильности ТП. При этом учитывают:
1) требуемые значения коэффициентов точности Kт для лимитирующего параметра ТП;
2) значения погрешностей основных технологических факторов, влияющих на выполнение требований к лимитирующему параметру ТП;
3) законы распределения погрешностей основных технологических факторов;
4) допустимую вероятность невыполнения требований (риск) Р к лимитирующему параметру ТП.
3. К основным мероприятиям по совершенствованию ТП относятся:
1) изменение технологического метода изготовления;
2) замена или модернизация оборудования;
3) корректировка маршрута обработки;
4) внедрение прогрессивных форм организации труда;
5) корректировка периодичности подналадок оборудования;
6) повышение квалификации исполнителей;
7) уменьшение дисперсии свойств заготовок и т.д.
4. Основные мероприятия при корректировке системы контроля (по лимитирующим параметрам ТП):
1) введение дополнительных контрольных операций;
2) внедрение сплошного контроля продукции;
3) ужесточение допустимого уровня дефектности (при статистическом контроле качества);
4) изменение степени жесткости статистического приемочного контроля;
5) изменение периодичности инспекционного контроля качества и т.д.
5. Рекомендации по обоснованию допустимых значений лимитирующих параметров ТП.
5.1. Устанавливают:
1) состав основных факторов, влияющих на выполнение требований к лимитирующему параметру ТЧ;
2) максимальные значения погрешностей для каждого из основных факторов;
3) законы распределения погрешностей.
5.2. Задаются риском Р и определяют значение суммарной погрешности då для лимитирующего параметра:
где wi - максимальное значение погрешности для i-го технологического фактора;
K - коэффициент риска, выбираемый в зависимости от принятого риска Р, связанного со значением функции Лапласа F(K) формулой
li - коэффициент относительного рассеяния, выбираемый в зависимости от вида закона распределения погрешностей по табл. 1.
|
Значение коэффициента l |
|
|
Распределение с равномерно возрастающей или равномерно убывающей вероятностью |
0,221 |
|
Равномерное распределение |
0,333 |
|
Усеченное нормальное распределение |
0,139 |
|
Нормальное распределение |
0,111 |
|
Распределение Симпсона |
0,166 |
В общем случае коэффициенты li определяют по выражению:
5.3. Определяют контрольные границ для
значений лимитирующего параметра ТП, при которых с вероятностью (1 - Р)
выполняются требования к его нормативным значениям. При этом нормативные
значения лимитирующего параметра ТП должны быть назначены из условия выполнения
требований к надежности изделия (к значению функционального показателя,
определяющего надежность изделия). Верхнюю и нижнюю контрольные границы ![]() и
и ![]() находят по
выражениям:
находят по
выражениям:
где Xв, Xн - нормативные верхнее и нижнее значения лимитирующего параметра ТП, при которых обеспечиваются заданные требования к надежности изделий;
Kт - коэффициент точности, определяемый как отношение величины поля рассеяния значений лимитирующего параметра ТП к допуску, при котором обеспечиваются заданные требования к надежности изделия.
В случае, если нормативное значение K не задано, рекомендуется принимать Kт = 1.
5.4. Проверяют соответствие контрольных границ требованиям, установленным в технологической документации, путем проверки условия:
 (
(где ![]() ,
, ![]() - соответственно, верхнее и
нижнее допустимые значения лимитирующего параметра ТП, заданные в
технологической документации.
- соответственно, верхнее и
нижнее допустимые значения лимитирующего параметра ТП, заданные в
технологической документации.
В случае, если условие (6) не выполняется, проводят мероприятия по совершенствованию ТП с целью уменьшения влияния основных технологических факторов.
Пример.
Основным показателем, определяющим долговечность детали, служит твердость поверхностного слоя, значения которой должно быть в пределах HRC 54 ... 62.
Лимитирующим параметром ТП при науглероживании поверхностного слоя в шахтной печи является температура нагрева детали, нормативные значения которой для обеспечения заданной твердости составляет:
Xв = 1050 °C; Xн = 1010 °C.
Допустимые значения лимитирующего параметра установлены в технологической документации в пределах:
![]() ,
, ![]()
Необходимо обосновать эти значения.
Исходные данные.
1) В состав основных технологических факторов, определяющих заданную температуру нагрева, входят:
- собственная погрешность термопары w1 = 7,72 °C;
- собственная погрешность измерительного прибора (потенциометра) w2 = 2 °C;
- погрешность термопары ввиду изменения температуры окружающей среды w3 = 3 °C;
- погрешность считывания показаний потенциометра w4 = 1 °C;
- перепад температур в рабочем пространстве печи w5 = 20 °C.
2) Погрешности распределены по нормальному закону.
3) Нормативное значение коэффициента точности не задано.
Решение.
Выбираем значения коэффициентов l1 ... l5 по табл. 1 для нормального закона распределения погрешностей:
l1 = l2 = ... = l5 = 0,111.
Принимаем значение риска Р = 0,1 % и определяем значение коэффициента K в соответствии с выражением (2):
K = 3,29.
Рассчитаем суммарную погрешность då по выражению (1):
![]()
Принимаем KT = 1 (т.к. нормативное значение не задано), определяем контрольные границы лимитирующего параметра ТП по выражениям (4) и (5):
![]()
![]()
Условие (6) при полученных контрольных границах выполняется, следовательно, допустимые значения лимитирующего параметра ТП, установленные в технологической документации, могут считаться обоснованными.
6. Рекомендации по корректировке системы контроля качества для лимитирующих параметров ТП
6.1. При корректировке системы контроля устанавливают сплошной, выборочный или инспекционный контроль качества изготовления по каждому параметру в зависимости от класса дефекта, как указано в табл. 2.
|
Ожидаемые последствия от дефекта |
Рекомендуемый вид контроля |
|
|
А |
Катастрофический или значительный материальный ущерб |
Сплошной |
|
Б |
Потеря работоспособного состояния изделия и подача рекламации |
Выборочный |
|
В |
Снижение эффективности использования изделия. Может быть устранен потребителем |
Инспекционный |
6.2. При назначении выборочного контроля параметров деталей величина приемочного уровня дефектности может определяться в зависимости от отношения затрат на контроль к потерям от брака, как указано в табл. 3.
|
Приемочный уровень дефектности |
|
|
1:900 |
0,015 |
|
1:400 |
0,035 |
|
1:300 |
0,065 |
|
1:200 |
0,10 |
|
1:150 |
0,15 |
|
1:90 |
0,25 |
|
1:65 |
0,40 |
|
1:50 |
0,40 - 0,65 |
|
1:33 |
0,65 - 1 |
|
1:25 |
1 - 1,5 |
|
1:20 |
1,5 - 2,5 |
|
1:12 |
2,5 - 4 |
|
1:9 |
4 - 6,5 |
Пример. Установить значение приемочного уровня дефектности для вала, у которого контролируется ширина шпоночной канавки. Процесс обработки включает токарную обработку и фрезерование канавки.
Решение. По данным планово-экономического отдела зарплата на выполнение токарных операций и операций фрезерования канавки составляет 2 руб. 50 коп.; стоимость материала для одного вала 50 коп., накладные расходы (цеховые и общезаводские) 300 %, зарплата на контроль шпоночного паза 7 коп. В этом случае потери от одного дефектного изделия равны:
![]()
Отношение затрат на контроль к потерям от каждого дефектного изделия равно:
![]()
По табл. 3 находим, что для соотношения 1:150 величина приемочного уровня дефектности равна 0,15 %.
6.2.1. При установлении приемочного уровня дефектности для конечной продукции можно руководствоваться данными, приведенными в табл. 4.
Значения приемочного уровня дефектности qa, %
|
Высокий уровень |
Средний уровень |
|
|
0,001 - 0,01 |
0,01 - 1 |
1 - 4 |
6.3. При назначении инспекционного контроля (периодического контроля точности и стабильности ТП) необходимо установить:
1) период контроля;
2) объем контрольной выборки;
3) решающее правило.
6.3.1. Определение периодичности контроля может производиться с учетом:
частоты колебания медленно меняющихся факторов, определяющих точность и надежность ТС;
момента изменения основного фактора, определяющего качество продукции.
6.3.1.1. К медленно меняющимся факторам относят: износ направляющих, точность измерительного прибора и т.п. (см. черт. 1).
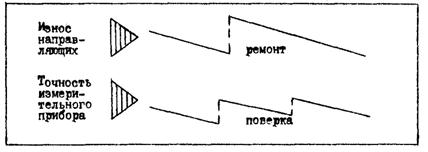
Период контроля t может устанавливаться из условия: 2 + 3 контроля за средний период колебаний:
где Ti - период изменения i-го фактора;
N - количество учитываемых факторов.
В общем случае должно выполняться условие:
1 месяц £ t £ 1 год.
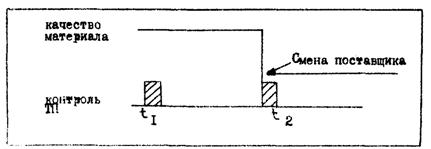
6.3.1.2. При установлении определяющего фактора, влияющего на качество продукции (например, изменение состава исходных материалов, смена поставщика и т.п.), период контроля назначается по состоянию, т.е. на момент изменения данного фактора (см. черт. 2).
6.3.1.3. При определении периода контроля t с учетом накопленных данных, используют результаты проведенного ранее контроля точности и стабильности ТП (полученные значения коэффициентов точности Kт), как показано на черт. 3, где Kт.доп - допустимое значение коэффициента точности.
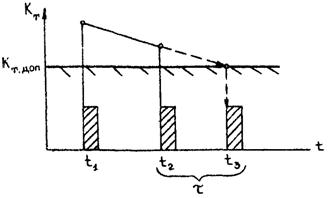
В этом случае период контроля получают по формуле
Пример. Назначить момент проведения следующего контроля ТП, если:
контроль проводился 1-го и 30-го января, т.е. (t2 - t1) = 30 дней и по результатам контроля точности получены значения
Kт(t1) = 1,01
Kт(t2) = 0,95;
допустимое значение коэффициента точности Kт = 0,9.
Решение. Период контроля t находим по формуле (7):
![]()
Таким образом, контроль следует проводить 24-го февраля.
6.3.2. Выбор объема контроля может производиться в зависимости от количества мгновенных выборок k и их размера n0 - по формуле:
6.3.2.1. Объем мгновенной выборки n0 устанавливают в зависимости от степени влияния быстро меняющихся (в пределах штучного времени обработки) факторов (например, погрешности от вибрации, закрепления заготовки, базирования и т.п.) в соответствии с черт. 4.
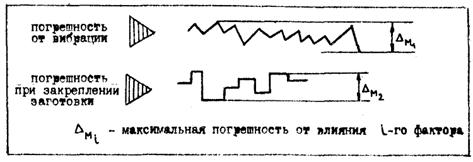
При этом определяют максимальный размах выборки
где m - число учитываемых факторов.
Размер мгновенной выборки n0 выбирают по табл. 5 в зависимости от соотношения размаха R и допуска на контролируемый параметр T с учетом класса дефекта (см. табл. 2).
Объем мгновенной выборки
|
|
Класс дефекта |
||
|
А |
Б |
В |
|
|
менее 0,1 |
5 |
3 |
1 |
|
0,1 ¸ 0,3 |
7 |
5 |
3 |
|
более 0,3 |
10 |
7 |
3 |
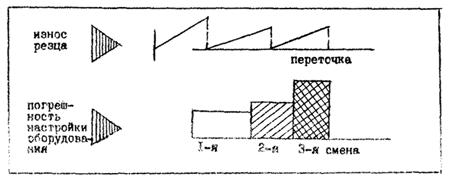
6.3.2.2. Количество мгновенных выборок определяют в зависимости от числа и интенсивности факторов средней скорости (меняющихся в пределах смены).
К таким факторам могут относиться: износ резца, погрешности постройки оборудования и др. (см. черт. 5).
Величину R находят из условия охвата различных факторов в течение 1 ¸ 3 суток. В общем случае величина может назначаться в пределах
R = 3 ¸ 10 шт.
Пример. Установить объем контроля точности для операции фрезерования плоскостей разъема корпуса.
Исходные данные:
1) допуск на обработку T = 180 мкм;
2) быстро меняющиеся факторы:
погрешность
базирования ![]()
погрешность
закрепления ![]()
3) факторы средней скорости:
износ фрезы (перетачивается два раза в смену);
погрешность настройки приспособления (настраивается один раз в смену);
изменение давления в пневмосети (во время третьей смены);
4) наличие дефекта может вызвать подачу рекламации.
Решение.
Определяем максимальный размах R = 20 + 50 = 70 мкм и
отношение ![]()
По табл. 5 для
класса дефекта «Б» и ![]() определяем:
определяем:
n0 = 7.
В соответствии с исходными данными, действие всех трех факторов средней скорости проявляется в течение суток. Таким образом, k = 3. Следовательно, объем контроля
n = 7´3 = 21 шт.
6.3.3. Принятие решения по результатам оценки показателей точности и стабильности ТП (коэффициента точности Kт и коэффициента стабильности Kс по ГОСТ 27.202-83) сводится к выбору вида контроля (ужесточению контроля, ослаблению или сохранению принятого вида контроля) в соответствии с рекомендациями в табл. 6. При этом решении об ослаблении контроля принимается, если одновременно выполняются соответствующие выбираемому виду контроля требования к значениям Kт и Kс.
|
Заключения точности и стабильности ТП |
Рекомендуемый вид контроля |
||
|
Kт |
< 0,95 |
Точность процесса высокая |
Инспекционный |
|
0,95 ¸ 1 |
Точность процесса удовлетворительная |
Выборочный |
|
|
> 1 |
Точность процесса неудовлетворительная |
Сплошной |
|
|
Kс |
< 0,05 |
Настройка процесса хорошая |
Инспекционный |
|
0,05 ¸ 0,12 |
Настройка процесса удовлетворительная |
Выборочный |
|
|
> 0,12 |
Настройка процесса неудовлетворительная |
Сплошной |
|
7. Рекомендации по распределению функций между подразделениями при проведении работ, связанных с выбором и использованием номенклатуры лимитирующих параметров ТП, даны в табл. 7.
Рекомендации по распределению функций между подразделениями
|
При выборе номенклатуры лимитирующих параметров ТП |
При обосновании допустимых значений лимитирующих параметров |
При совершенствовании ТП |
При корректировке системы контроля |
|
|
Служба главного технолога |
|
|
|
|
|
Служба надежности |
|
|
|
|
|
Служба технического контроля |
|
|
|
|
|
Государственная приемка |
|
|
|
|
|
Службы главных специалистов |
|
|
|
|
Примечание. В таблице приняты обозначения:
![]() - ответственный исполнитель;
- ответственный исполнитель;
![]() - соисполнитель;
- соисполнитель;
![]() - в общем случае в проведении работ не участвует.
- в общем случае в проведении работ не участвует.
ЛИТЕРАТУРА
1. Адгамов Р.И., Белоног В.М., Блощицын Ю.Н. и др. Автоматизация мелкосерийного машиностроительного производства и качество продукции. - М.: Машиностроение, 1983.
2. Адлер Ю.П. Введение в планирование эксперимента. - М.: Металлургия, 1969
3. Асатурян В.И. Теория планирования эксперимента. - М.: Радио и связь, 1983.
4. Дальский А.М. Технологическое обеспечение надежности высокоточных деталей машин. - М.: Машиностроение, 1975.
5. Дружинин Г.В. Надежность автоматизированных производственных систем. - М.: Энергоатомиздат, 1986.
6. Дружинин Г.В. Методы оценки и прогнозирования качества. - М.: Радио и связь, 1982.
7. Кубарев А.И. Надежность в машиностроении. - М.: Изд-во стандартов, 1976.
8. Пономарев В.П., Батов А.С., Захаров А.В. и др. Конструкторско-технологичеекое обеспечение качества деталей машин. - М.: Машиностроение, 1984.
9. Рыжов Э.В., Суслов А.Г., Федоров В.П. Технологическое обеспечение эксплуатационных свойств деталей машин. - М.: Машиностроение, 1979.
10. Шакалис В.В. Моделирование технологических процессов. - М.: Машиностроение, 1978.
11. Ящерицын П.И., Рыжов Э.В., Аверченков В.И. Технологическая наследственность в машиностроении. - Минск: Наука и техника, 1977.
12. ГОСТ 27.004-83. Надежность в технике. Системы технологические. Термины и определения.
13. ГОСТ 27.204-83. Надежность в технике. Технологические системы. Методы оценки надежности по параметрам качества изготовляемой продукции.
14. ГОСТ 23853-79. Организация внедрения статистических методов анализа, регулирования технологических процессов и статистического приемочного контроля качества продукции. Основные положения.
15. РДН 16-74. Методика. Определение экономического ущерба от отказов.
16. РД 50-64-84. Методические указания по разработке государственных стандартов, устанавливающих номенклатуру показателей качества групп однородной продукции. - М.: Изд-во стандартов, 1984.
17. РД 50-581-65. - Надёжность в технике. Технологические системы. Отработка на надежность. - М.: Изд-во стандартов, 1983.
18. РД 50-637-87. - Надежность в технике. Технологические системы. Расчет периодичности подналадки. - М.: Изд-во стандартов, 1987.
19. МР 139-84. Методические рекомендации. Надежность в технике. Обеспечение надежности в процессе изготовления изделий. Общие требования. - М.: ВНИИНМАШ, 1984.
20. Методические рекомендации. Качество продукции. Статистические методы управления качествам. Регулирование технологических процессов методом группировки. - М.: ВНИИНМАШ, 1978.
21. Методика комплексной оптимизации планов контроля качества продукции поточного сборочного производства. - Горький; ГФ ВНИИНМАШ, 1979.
РАЗРАБОТАНЫ Всесоюзным научно-исследовательским институтом по нормализации в машиностроении (ВНИИНМАШ) Госстандарта СССР.
ИСПОЛНИТЕЛИ: Кубарев А.И., Аршакуни В.Л. (руководители темы), Устинов В.В. (отв. исполн.), Литвиненко Ю.Д., Калиновская Н.Б., Сергеев Л.В., Потапова Л.И., Колодочкин В.П., Пишулин Л.А., Григорьян Г.Д., Оборский Г.А., Дельнова Т.Н., Куцырь С.В.
УТВЕРЖДЕНЫ Приказом ВНИИНМАШ № 57 от 9.03.1988 г.
СОДЕРЖАНИЕ