МИНИСТЕРСТВО ТРУДА И СОЦИАЛЬНОГО РАЗВИТИЯ
РОССИЙСКОЙ ФЕДЕРАЦИИ
ЦЕНТРАЛЬНОЕ БЮРО НОРМАТИВОВ ПО ТРУДУ
МЕЖОТРАСЛЕВЫЕ
УКРУПНЕННЫЕ НОРМАТИВЫ ВРЕМЕНИ
НА РАБОТЫ, ВЫПОЛНЯЕМЫЕ
НА ЗУБООБРАБАТЫВАЮЩИХ СТАНКАХ
(ЕДИНИЧНОЕ И МЕЛКОСЕРИЙНОЕ
ПРОИЗВОДСТВО)
Москва 2003
Межотраслевые укрупненные нормативы времени на работы, выполняемые на зубообрабатывающих станках, утверждены постановлением Министерства труда и социального развития Российской Федерации от 24 июля 2002 г. № 51. Нормативы времени разработаны Центральным бюро нормативов по труду Министерства труда и социального развития Российской Федерации с учетом мнения Федерации Независимых Профсоюзов России и Российского союза промышленников и предпринимателей.
Межотраслевые нормативы времени содержат карты подготовительно-заключительного времени, на обслуживание рабочего места, отдых и личные потребности, вспомогательного времени на установку и снятие деталей, неполного штучного времени на работы, выполняемые на зубообрабатывающих станках.
Нормативами охвачены работы по зубофрезерованию, зубодолблению, зубостроганию, зубошевингованию, фрезерованию шлицев и др. в деталях из серого чугуна, сталей конструкционных, углеродистых и легированных различных марок, бронзы, латуни инструментами из быстрорежущей стали.
В нормативы времени включены приложения, содержащие технические характеристики зубообрабатывающих станков, механические свойства обрабатываемых материалов, выбор класса точности и числа заходов червячной модульной фрезы. Нормативы времени разработаны с учетом действующих ГОСТов.
Межотраслевые укрупненные нормативы времени рекомендуются для расчета норм времени на работы, выполняемые в условиях единичного и мелкосерийного типов производства в машиностроительных и металлообрабатывающих организациях независимо от форм собственности и организационно-правовых форм.
Межотраслевые укрупненные нормативы времени на работы, выполняемые на зубообрабатывающих станках, разработаны коллективом авторов в составе: к.э.н. Н.А. Софинского, к.э.н. Р.П. Миусковой, к.э.н. В.С. Суворова, Л.А. Филипповой, З.Д. Соколовой, Комарова A.M.
1. ОБЩАЯ ЧАСТЬ
1.1. Межотраслевые укрупненные нормативы времени на работы, выполняемые на зубообрабатывающих станках (Единичное и мелкосерийное производство)1 разработаны на зубофрезерование, зубодолбление, зубострогание, фрезерование шлицев, зубозакругление, зубошевингование деталей из серого чугуна, сталей конструкционных углеродистых и легированных различных марок, бронзы, латуни инструментами из быстрорежущей стали Р6М5, Р18, Р6М5К5 и близких к ним.
1 Далее - Нормативы времени.
Нормативы времени рекомендуются для расчета норм времени на работы, выполняемые в условиях единичного и мелкосерийного типов производства в машиностроительных и металлообрабатывающих организациях независимо от ведомственной принадлежности, организационно-правовых форм и форм их собственности.
1.2. Нормативы содержат нормативные карты неполного штучного времени на обработку зубчатой детали или на обработку одного зуба, подготовительно-заключительного времени, вспомогательного времени на установку и снятие детали для каждого вида выполняемых работ, а также приложения:
- технические характеристики зубообрабатывающих станков;
- механические свойства обрабатываемых материалов (основных конструкционных углеродистых и легированных сталей, чугунов и медных сплавов);
- вспомогательное время, связанное с обработкой поверхности, вошедшее в комплексы и принятое при расчете неполного штучного времени;
- величины врезания и перебега модульных червячных фрез и червячных фрез для шлицевых валов и др.
1.3. Нормативы времени установлены в зависимости от свойств обрабатываемых материалов и их твердости, материала режущего инструмента, точности обработки, шероховатости обрабатываемой поверхности, размера партии деталей и разработаны с учетом действующих ГОСТов.
1.4. При разработке Нормативов времени в качестве исходных данных были использованы следующие материалы:
- Общемашиностроительные нормативы режимов резания. Том II. М., Машиностроение, 1991;
- данные фотохронометражных наблюдений;
- паспортные данные зубообрабатывающих станков;
- результаты анализа трудового процесса, рациональных методов труда и организации рабочих мест;
- действующие ГОСТы;
- Федеральный закон от 17 июля 1999 г. № 181-ФЗ «Об основах охраны труда в Российской Федерации» (Собрание законодательства Российской Федерации, 1999, № 29, ст.3702);
- Рекомендации по организации работы службы охраны труда в организации, утвержденные постановлением Минтруда России от 8 февраля 2000 г. № 14.
1.5. Тип производства в соответствии с ГОСТом 14.004-83 характеризуется коэффициентом закрепления операций (Кз.о), определяемым как отношение всех различных технологических операций, выполненных или подлежащих выполнению в течение месяца, к числу рабочих мест.
Для мелкосерийного типа производства Кз.о. определяется неравенством 20 < Кз.о. £ 40.
Единичный и мелкосерийный тип производства характеризуется широкой номенклатурой изделий при малом объеме их выпуска.
Работа производится мелкими партиями, технологическая документация оформляется в основном в виде маршрутных или маршрутно-операционных карт.
Заточка инструмента производится централизованно заточником, а получение и доставка инструмента на рабочее место осуществляется зуборезчиком, он же получает наряды на работу, технологическую документацию.
Заготовки на рабочее место доставляются подсобными рабочими.
1.6. Норма времени Нвр на выполнение станочной операции определяется по формуле:
![]()
Тш - норма штучного времени;
tп.з - подготовительно-заключительное время на партию деталей, мин;
q - число деталей в партии.
Норма штучного времени определяется путем суммирования времени на установку и снятие детали и неполного штучного времени на черновую (tнш1) и чистовую обработку поверхности (tнш2) с учетом числа зубьев обрабатываемого колеса.
При обработке червячных зубчатых колес нормы неполного штучного времени (tнш1(к) и tнш2(к)) приведены в нормативных картах на обработку зубчатого колеса.
Норма штучного времени в этом случае определяется по формуле:
Тш = [tву + (tнш1(к) + tнш2(к))]×КТш×К.
При обработке цилиндрических и конических зубчатых колес нормы неполного штучного времени (tнш1(з) и tнш2(з)) приведены на обработку одного зуба.
Норма штучного времени в этом случае определяется по формуле:
![]()
tнш1(к) - неполное штучное время на черновую обработку червячного колеса, мин;
tнш2(к) - неполное штучное время на чистовую обработку червячного колеса, мин;
tнш1(з) - неполное штучное время на черновую обработку одного зуба, мин;
tнш2(з) - неполное штучное время на чистовую обработку одного зуба, мин;
tву - вспомогательное время на установку и снятие одной или нескольких одновременно обрабатываемых деталей, мин;
Z - число зубьев;
КТш - коэффициент к норме штучного времени в зависимости от числа деталей в партии деталей;
К - коэффициент к норме штучного времени в зависимости от числа обслуживаемых станков;
q - число деталей в партии;
n - число одновременно обрабатываемых деталей;
Расчет времени выполняется по предварительно разработанному маршрутному или маршрутно-операционному технологическому процессу с указанием в нем обрабатываемых поверхностей, их размеров и содержания выполняемых работ.
1.6.1. Нормативы подготовительно-заключительного времени предусматривают выполнение следующих работ:
- получение наряда и технологической документации;
- ознакомление с работой, чертежом и получение инструктажа;
- подготовку рабочего места, наладку и переналадку оборудования, инструментов и приспособлений;
- снятие инструментов и приспособлений со станка по окончании обработки партии деталей и другие подготовительно-заключительные работы.
Нормативы подготовительно-заключительного времени приведены в виде укрупненных комплексов, постоянно встречающихся, а также в виде дополнительных приемов подготовительно-заключительной работы, которые иногда могут иметь место.
В качестве основных факторов, определяющих продолжительность подготовительно-заключительного времени, в картах учтены:
- тип и основные размерные характеристики станков;
- способ установки детали и вид применяемых приспособлений;
- замена установочных приспособлений.
При бригадной форме организации труда, когда производится межсменная передача обрабатываемых изделий, размер подготовительно-заключительного времени может быть уменьшен на 30 - 50 %.
1.6.2. Нормативы вспомогательного времени на установку и снятие детали содержат время на все типовые способы установки, выверки и крепления детали. В качестве факторов продолжительности времени установки детали приняты масса детали и способ её крепления, тип приспособления, характер выверки и установочной поверхности.
Время приведено на технологические комплексы приемов, в состав которых включены следующие основные приемы:
- установить деталь;
- выверить и закрепить её;
- включить и выключить станок;
- открепить деталь;
- снять деталь со станка;
- транспортировать деталь на место складирования;
- очистить приспособление или поверхность стола от стружки.
Кроме перечисленных в состав комплексов включены также дополнительные приемы при работе с мостовым краном: вызвать кран, застропить и отстропить деталь, отвести кран.
Установка и снятие детали массой до 20 кг производятся вручную, а свыше 20 кг с помощью подъемно-транспортного оборудования. В нормативах предусматривается применение двух видов подъемно-транспортного оборудования: мостового крана или подъемника при станке или группе станков. В нормативной карте приведено время на работу с мостовым краном, которое учитывает время на вызов крана в размере 1,5 мин.
При работе с подъемником это время необходимо вычитать.
В целях упрощения расчетов время на установку и снятие детали рассчитано с учетом времени на обслуживание рабочего места, отдых и личные потребности, приведенного в таблице 1.
Время на обслуживание рабочего места, отдых и личные потребности.
|
Наименование станков |
Время, % от оперативного |
|
|
На обслуживание рабочего места |
На отдых и личные потребности |
|
|
Зубофрезерные, зубодолбежные, зубострогальные |
5 |
4 |
|
Шевинговальные, зубозакругляющие, шлицефрезерные, резьбонакатные |
4 |
4 |
1.6.3. Нормативы неполного штучного времени включают:
- основное время;
- вспомогательное время, связанное с переходом;
- время на обслуживание рабочего места, отдых и личные потребности.
Основное время определено в расчете не на конкретный станок, а на группу аналогичных по мощности станков. Основное время рассчитывалось по режимам резания, приведенным в Общемашиностроительных нормативах режимов резания с учетом технологических факторов, влияющих на режим и время обработки (размеры обработки, обрабатываемый материал, характер, точность и шероховатость обработки поверхности, величина врезания и перебега инструмента и др.). Принятые при расчете основного времени режимы резания приведены в картах нормативов. Режимы резания установлены применительно к условиям обработки универсальными режущими инструментами из наиболее часто применяемых марок инструментальных материалов на оборудовании, распространенном в единичном и мелкосерийном производствах. При этом учитывались мощность оборудования, прочность режущего инструмента, прочность и жесткость системы «станок - приспособление - инструмент-деталь» и другие факторы.
Вспомогательное время, связанное с переходом, входящее в состав неполного штучного времени, содержит постоянно повторяющиеся приемы работы (см. приложение 5).
Вспомогательное время, связанное с обработкой поверхности и вошедшее в комплексы для зубофрезерных, зубодолбежных и шлицефрезерных станков, приведено в приложении 4.
Неполное штучное время в большинстве нормативных карт приводится на обработку одного зуба. Неполное штучное время на обработку червячных зубчатых колес восьмой и седьмой степени точности на зубофрезерных станках и на обработку зубчатого колеса на шевинговальных станках дано на одно колесо.
Для шлицефрезерных станков в нормативных картах дается штучное время.
Для отличных от принятых при расчете нормативов технологических условий выполнения работы в нормативных картах неполного штучного времени приводятся поправочные коэффициенты на измененные условия работы.
Норма штучного времени, установленная по настоящим нормативам, должна быть скорректирована на коэффициент в зависимости от партии деталей (КТш) и на коэффициент в зависимости от числа обслуживаемых станков (К).
Поправочные коэффициенты приведены в карте 1.
1.7. При внедрении на предприятиях более прогрессивной, чем предусмотрено в настоящем сборнике, организации труда, технологии выполнения работ, более эффективного оборудования, механизмов, оснастки и т.п. следует разрабатывать и вводить в установленном порядке местные нормативы времени, соответствующие более высокой производительности труда.
При установлении на предприятиях норм времени на основе настоящего сборника тарификация работ и профессий рабочих должна производиться по Единому тарифно-квалификационному справочнику работ и профессий рабочих, Выпуск 2 Раздел «Механическая обработка металлов и других материалов», утвержденному постановлением Министерства труда и социального развития Российской Федерации от 15 ноября 1999 г. № 45.
1.8. Примеры расчета нормы времени
1.8.1. Пример расчета нормы времени на зубофрезерование червячного колеса.
Исходные данные:
1. Станок зубофрезерный, Nd = 7 кВт;
2. Деталь - червячное колесо, m = 5; z = 50;
3. Обрабатываемый материал - чугун серый, 192 ... 207 НВ;
4. Операция - зубофрезерная;
5. Масса детали - 12 кг;
6. Режущий инструмент - фреза червячная, m = 5 mm; P6M5;
7. Способ установки детали - на оправке с креплением гайкой и шайбой;
8. Число деталей в партии - 7;
9. Число обслуживаемых станков - 5;
Определение подготовительно-заключительного времени.
Подготовительно-заключительное время определяется по карте 2. При обработке червячного колеса червячной модульной фрезой с радиальной подачей без замены фрезерного суппорта, без замены установочного приспособления и при нарезании колеса с модулем m = 5 мм подготовительно-заключительное время tпз равно 17 мин (поз. 13г).
Определение времени на установку и снятие детали.
Время на установку и снятие детали определяется по карте 3. При установке детали массой до 12 кг на оправке с креплением гайкой и шайбой без стойки и без втулки время на установку и снятие детали tву равно 1,65 мин (поз. 2г).
Определение неполного штучного времени на обработку червячного колеса.
Нарезание зубьев с модулем m = 5 мм, восьмой степени точности производится с радиальной подачей на станке Nd = 7 кВт. Неполное штучное время на обработку зубчатого колеса равно 13,5 мин (карта 4, поз. 15е) tнш2(к) = 13,5´1,0´1,0 = 13,5 мин.
Определение штучного времени
Норма штучного времени, установленная по нормативам, должна быть скорректирована на коэффициент в зависимости от размера партии обрабатываемых деталей и на коэффициент, зависящий от числа одновременно обслуживаемых станков.
КТш = 1 - карта 1, лист 1;
К = 0,35 - карта 1, лист 1;
Тш = [tву + (tнш1(к) + tнш2(к))]×КТш×К = [1,65 + 13,5]×1×0,35 = 5,3 мин.
Определение нормы времени
![]()
1.8.2. Пример расчета нормы времени на зубофрезерование цилиндрического колеса с прямым зубом.
Исходные данные:
1. Станок - зубофрезерный, Nd = 7 кВт;
2. Деталь - зубчатое колесо, m = 6 мм; z = 40; lзуба = 45 мм;
3. Обрабатываемый материал - чугун серый, 192 ... 207 НВ;
4. Операция - зубофрезерная;
5. Степень точности - 8;
6. Масса детали - 15 кг;
7. Режущий инструмент - фреза червячная m = 6 мм;
8. Способ установки детали - на оправке с гайкой;
9. Число деталей в партии - 10;
10. Число одновременно обслуживаемых станков - 4;
Определение подготовительно-заключительного времени
Подготовительно-заключительное время определяется по карте 2.
При обработке цилиндрического колеса с прямым зубом червячной фрезой без замены фрезерного суппорта, без замены установочного приспособления и нарезании колеса m = 6 мм подготовительно-заключительное время tпз равно 12 мин (поз. 1г).
Определение времени на установку и снятие детали
Время на установку и снятие детали определяется по карте 3.
При установке детали массой до 15 кг на оправке с креплением шайбой и гайкой без стойки и без втулки время на установку и снятие детали tву равно 1,65 мин (поз. 2г).
Определение неполного штучного времени на обработку поверхности детали
Нарезание зубьев с модулем m = 6 мм восьмой степени точности в соответствии с технологическим процессом производится за два рабочих хода. При черновом нарезании цилиндрического колеса с прямым зубом с модулем m = 6 мм на станке Nd = 7 кВт при длине нарезаемого зуба 45 мм неполное штучное время на обработку одного зуба tнш1(з) равно 0,55 мин (карта 7, поз. 7д), tнш1(z) = 0,55×1,0×1,0 = 0,55 мин.
При чистовом нарезании цилиндрического колеса неполное штучное время на обработку одного зуба tнш1(з) равно 0,57 мин (карта 9, поз. 5д).
Определение штучного времени
Штучное время на нарезание прямозубого цилиндрического колеса червячной фрезой определяется по формуле:
![]()
Норма штучного времени, установленная по нормативам, должна быть скорректирована на коэффициент в зависимости от размера партии обрабатываемых деталей и на коэффициент, зависящий от числа одновременно обслуживаемых станков.
КТш = 1 - карта 1, лист 1;
К = 0,39 - карта 1, лист 1;
Тш = [1,65 + (0,55 + 0,57)×40]/1×1,0×0,39 = 18,1 мин
Определение нормы времени
![]()
1.8.3. Пример расчета нормы времени на зубофрезерование цилиндрического колеса с прямым зубом.
Исходные данные:
1 Станок зубофрезерный, Nd = 7 кВт;
2. Деталь - зубчатое колесо m = 3 мм, z = 20, b = 0°;
3. Степень точности - 8;
4. Обрабатываемый материал - сталь 40Х;
5. Операция зубофрезерная;
6. Масса детали - 5 кг;
7. Режущий инструмент - фреза червячная m = 3 мм, Р6М5;
8. Способ установки детали - на оправке с гайкой (по 4 детали);
9. Число деталей в партии - 16;
10. Число одновременно обслуживаемых станков - 3.
Определение подготовительно-заключительного времени.
Определение подготовительно-заключительного времени выполняется по карте 2. В данном случае при нарезании зубьев с модулем m = 3 мм и при установке на оправке tпз = 24 +4 = 28 мин (поз. 1а и 19а).
Определение вспомогательного времени на установку и снятие детали проводится по карте 3. При установке детали массой 5 кг на оправке с гайкой tву = 0,96 мин (поз. 2б). На установку последующих трех деталей tву = 0,96´3´0,4 = 1,15 мин. На установку 4х деталей tву = 0,96 + 1,15 = 2,11 мин.
Определение неполного штучного времени на зубофрезерование зубчатых колес.
Зубья с модулем 3 мм нарезаются без предварительной прорезки. Неполное штучное время на один зуб tнш2(з) при восьмой степени точности и суммарной длине обработки 4-х деталей l = 180 мм составляет по карте 16 (поз 2л), tнш2(з) = 1,45 мин. На зубофрезерование 4-х колес tнш(к) = tнш2(з) ´ Z ´ k ´ k = 1,45´20´1,0´1,0 = 29 мин.
Определение нормы штучного времени на деталь
![]()
где КТш = 1,05 (карта 1), К = 0,48 (карта 1)
Определение нормы времени
![]()
1.8.4. Пример расчета нормы времени на чистовое зубодолбление цилиндрического колеса.
Исходные данные:
1. Станок зубодолбежный. Модель 514;
2. Деталь - цилиндрическое зубчатое колесо, m = 3 мм, Z = 35;
3. Обрабатываемый материал: Сталь 40Х;
4. Операция - чистовое зубодолбление по сплошному материалу;
5. Масса детали - 1,5 кг;
6. Режущий инструмент - долбяк дисковый из стали Р6М5; m = 3 мм, Zи = 25;
7. Способ установки детали - на оправке с креплением гайкой;
8. Число деталей в партии - 5;
9. Число станков, обслуживаемых рабочим - 1;
10. Размеры обработки: длина обработки - 25 мм;
Определение подготовительно-заключительного времени.
При обработке зубчатых колес с прямым зубом, с модулем m = 3 мм, при способе установки детали - на оправке, без замены установочных приспособлений подготовительно-заключительное время составляет 12 мин (карта 24, поз. 1в).
Определение времени на установку и снятие детали
Время на установку и снятие детали определяется по карте 25. При установке детали массой 1,5 кг, вручную на оправке с креплением быстросъемной гайкой и шайбой с выверкой на установку и снятие детали составляет 1,5 мин (карта 25, поз. 3б).
Определение неполного штучного времени
Для чистовой обработки по восьмой степени точности и шероховатости Rz 20 стали конструкционной углеродистой при длине нарезаемого зуба 25 мм и модуле 3 мм неполное штучное время на обработку одного зуба составляет tнш2(з) = 0,21 мин (карта 27, поз. 18б).
Неполное штучное время на чистовое зубодолбление цилиндрического колеса из стали 40Х составляет:
tнш2(з) = tнш2(з) ´ Z ´ K = 0,21´35´1,0´1,0 = 7,35 мин.
Определение нормы штучного времени
Тш = [tву + tнш2к]×КТш×К = [1,5 + 7,35]×1,05×1,0 = 9,3 мин.
где КТш = 1,05 (карта 1) К = 1,0 (карта 1)
Определение нормы времени
![]()
1.8.5. Пример расчета нормы времени на зубострогание конического прямозубого колеса.
Исходные данные
1. Станок зубострогальный для конических колес;
2. Деталь - коническое прямозубое колесо, m = 5 мм, Z = 30;
3. Обрабатываемый материал - сталь 40Х; 208 ... 230 НВ;
4. Операция - чистовое зубострогание по предварительно прорезанному зубу. Rz 20 по 8 степени точности;
5. Масса детали - 4,2 кг;
6. Режущий инструмент - строгальный резец из стали Р6М5;
7. Способ установки детали - на оправке с креплением простой гайкой и шайбой;
8. Число деталей в партии - 10;
9. Число обслуживаемых станков - 1;
10. Размеры обработки: длина одного зуба - 56 мм.
Определение подготовительно-заключительного времени
При обработке конических прямозубых колес с модулем m = 5 мм, на зубострогальном станке при установке на оправке без замены установочных приспособлений время составляет 12 + 3 + 2 + 3 + 2 = 22 мин (карта 28, поз. 1а, 3 - 6а).
Определение времени на установку и снятие детали
Время на установку и снятие детали при обработке на зубострогальном станке определяется по карте 29, поз. 4в. При установке детали массой 4,2 кг вручную на оправке с креплением простой гайкой и шайбой с выверкой время на установку и снятие детали составляет 2,1 мин.
Определение неполного штучного времени
Для чистового зубострогания по предварительно прорезанному зубу при ширине зубчатого венца, равной 56 мм, и нарезаемом модуле, равном 5 мм, неполное штучное время на обработку одного зуба tнш2(з) = 0,83 мин (карта 31, поз 31з).
Неполное штучное время на чистовое зубострогание конического прямозубого колеса составляет tнш2к = tнш2(з) ´ Z ´ К ´ К = 0,83 ´ 30 ´ 1,2 ´ 1,0 = 29,9 мин.
Определение нормы штучного времени
Тш = [tву + tнш2к]×КТш×К = [2,1 + 29,9]×1,0×1,0 = 32 мин,
где КТш = 1,0 (карта 1) К = 1,0 (карта 1).
Определение нормы времени
![]()
1.8.6. Пример расчета нормы времени на зубошевингование цилиндрического зубчатого колеса.
Исходные данные:
1. Станок зубошевинговальный модель 5А714;
2. Деталь - цилиндрическое зубчатое колесо, m = 3 мм, Z = 35;
3. Обрабатываемый материал - сталь 40Х, 156 ... 207 НВ;
4. Операция - зубошевингование зубьев;
5. Масса детали 1,5 кг;
6. Режущий инструмент - шевер дисковый;
7. Способ установки детали - в центрах на оправке;
8. Число деталей в партии - 3;
9. Число обслуживаемых станков - 1;
Определение подготовительно-заключительного времени
При обработке цилиндрического зубчатого колеса на шевинговальном станке подготовительно-заключительное время равно 15 мин (карта 34 лист 3).
Определение штучного времени
Для зубошевингования цилиндрического зубчатого колеса с модулем, равным 3 мм, и числе зубьев колеса, равном 35, при длине зуба, равной 25 мм, штучное время на обработку зубчатого колеса tШк составляет 3,2 мин (карта 34, поз. 5г).
tШк = 3,2 ´ 1,0 = 3,2 мин
Определение нормы штучного времени
Норма штучного времени определяется по формуле:
ТШ = tШк ×КТшк × К = 3,2×1,1×1,0 = 3,5 мин (карта 1)
Определение нормы времени
![]()
2. ХАРАКТЕРИСТИКА ПРИМЕНЯЕМОГО ОБОРУДОВАНИЯ И ТЕХНОЛОГИЯ РАБОТЫ, ВЫПОЛНЯЕМОЙ НА ЗУБООБРАБАТЫВАЮЩИХ СТАНКАХ
2.1. На зубообрабатывающих станках выполняются следующие работы:
- Зубофрезерование колес на зубофрезерных станках;
- Зубодолбление колес на зубодолбежных станках;
- Шевингование зубьев колес на зубошевинговальных станках;
- Строгание конических колес на зубострогальных станках;
- Нарезание зубьев конических колес на специальных зубофрезерных станках;
- Закругление зубьев колес на зубозакругляющих станках;
- Фрезерование шлицев на шлицефрезерных станках.
2.2. Краткие сведения о технологическом процессе нарезания зубчатых колес.
Типовым технологическим маршрутом нарезания зубьев колес с m = 5 ... 20 мм является:
- Черновое нарезание;
- Чистовое нарезание;
Чистовое нарезание зубчатых колес с m = 1,5 ... 4 мм производится по сплошному металлу в один проход.
При черновом нарезании требований к шероховатости обрабатываемой профильной поверхности зубьев не предъявляется.
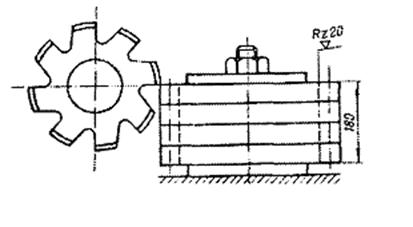
Точность зубьев колес обычно находится в пределах 10 ... 7 степени точности в зависимости от величины припуска, оставляемого на последующую обработку. Например, под чистовое зубодолбление дисковыми долбяками или чистовое зубофрезерование червячными фрезами достаточно получить при черновом нарезании зубьев десятую степень точности. Параметры шероховатости поверхности при чистовом нарезании зубьев должны быть в пределах от Rz 40 до Ra 0,63 и только в отдельных случаях - более высокие.
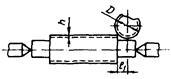
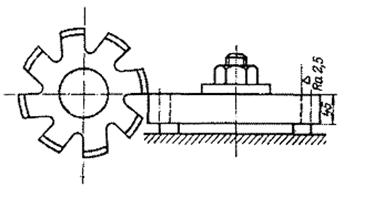
Шероховатость обработанной профильной поверхности зубьев колеса в пределах от Rz 40 до Ra 2,5 можно получить при чистовом зубофрезеровании червячными модульными фрезами, при чистовом зубодолблении - дисковыми долбяками и чистовом зубострогании - профильными резцами.
Точность обработки зубчатых колес обеспечивается соответствующими технологическими методами их обработки на станках с применением различных режущих инструментов и оснастки станков.
При нарезании зубьев стальных шестерен обработка производится с охлаждением (маслом, сульфофрезолом и т.д.), а при обработке шестерен из чугуна - без охлаждения.
Ниже приведены данные о возможной точности нарезания зубчатых колес в зависимости от метода чистового нарезания.
Таблица 2.1
Методы чистового нарезания зубьев колес
|
|
Степень точности |
|
А. Цилиндрические колеса |
|
|
Зубофрезерование червячными модульными фрезами |
7 |
|
Зубодолбление дисковыми долбяками |
7 |
|
Б. Конические колеса |
|
|
Зубострогание прямозубых колес профильными резцами |
8 |
|
В. Червячные колеса |
|
|
Зубофрезерование червячными модульными фрезами |
8 |
Выбор глубины резания и числа проходов при черновом нарезании устанавливается в зависимости от размеров нарезаемого зуба, характера обработки, мощности станка и жесткости системы «станок - приспособление - инструмент - деталь».
Для предусмотренных нормативами размеров нарезаемого зуба, типов станков и жесткости системы черновое нарезание зубьев колес следует производить за один проход инструмента. Исключением являются случаи, когда мощность станка или жесткость системы оказывается недостаточной для нарезания зубьев за один проход инструмента. В таких случаях нарезание зубьев следует производить за два прохода инструмента.
В картах нормативов приведены значения поправочных коэффициентов в зависимости от марок стали и их механических свойств и материала режущего инструмента.
При обработке серого чугуна и бронзы приведены поправочные коэффициенты в зависимости от твердости материла режущего инструмента.
Ниже рассмотрены краткие характеристики зубообрабатывающих операций.
2.3. Зубофрезерование зубчатых изделий фрезами червячными цельными модульными одно и многозаходными.
Нормативы распространяются на фрезы червячные чистовые цельные однозаходные для нарезания зубчатых колес с эвольвентным профилем (по ГОСТ 9324-80, модуль 1 ... 10 мм, тип II, классы точности А, В, С, и Д), червячные цельные одно и многозаходные для нарезания зубчатых колес с эвольвентным профилем под шевингование и шлифование (ОСТ - 21/141-3-85), червячные чистовые для нарезания шлицевых валов с эвольвентным профилем (ГОСТ 6637-80).
Зубофрезерные станки можно условно подразделить на четыре группы в зависимости от мощности главного привода.
В приложении 1 приведены станки, широко применяемые в промышленности. При использовании других моделей станков к группе I следует отнести станки с мощностью электродвигателя главного привода до 3 кВт, к группе II - 3 … 4,2 кВт, к III - 6,2 ... 10 кВт и к группе IV - более 10 кВт.
2.4. Зубофрезерование червячных колес.
Нормативы распространяются на червячные фрезы для червячных колес (ОСТ - 21/141 - 77), червячные фрезы, модифицированные для червячных колес (ОСТ - 21/141 - 70). Обработка червячных колес производиться на унифицированных зубофрезерных станках нормальной и повышенной точности. В приложении 1 представлены станки, нашедшие наиболее широкое применение в промышленности, в том числе и для обработки червячных колес.
2.5. Фрезерование шлицевых валов с прямобочным профилем.
Нормативы распространяются на фрезы червячные черновые и чистовые для нарезания шлицевых валов с прямобочным профилем
2.6. Зубодолбление цилиндрических зубчатых изделий долбяками прямозубыми цельными модульными.
Нормативы распространяются на долбяки зуборезные: черновые по ГОСТ 9323-79 с модулем 1 ... 8 мм, типов 1,3 и 4, классов точности АА, А и В; для нарезания зубчатых колес под шевингование, шлифование и чистовое долбление; чистовые для валов и отверстий шлицевых соединений с эвольвентным профилем по ГОСТ 6762-79 с модулем 1 ... 10 мм.
Зубодолбежные станки могут быть условно подразделены на четыре группы в зависимости от мощности главного привода (приложение 1). При применении других модификаций станков к группе I станков следует относить станки с мощностью электродвигателя главного привода до 1,5 кВт, к группе II - до 2,5 кВт, к группе III - до 5 кВт, к IV группе - свыше 5 кВт.
2.7. Зубошевингование цилиндрических зубчатых колес дисковыми шеверами.
Нормативы распространяются на шеверы дисковые (ГОСТ 8570-80, ТУ 2-035-983-85).
Зубошевинговальные станки можно условно разделить на 3 группы в зависимости от мощности главного привода (приложение 1, лист 5). При применении других модификаций станков к группе I следует относить станки с мощностью электродвигателя главного привода до 3,2 кВт, к группе II - до 5,5 кВт; к группе III - свыше 5,5 кВт.
2.8. Зубострогание прямозубых конических колес.
Зубострогальные резцы рекомендуется применять для нарезания прямозубых конических колес: 7 ... 9-й степени точности на зубострогальных станках нормальной степени точности; 5-й и 6-й степени точности на станках высокой степени точности. В единичном и мелкосерийном производстве допускается использование чистовых зубострогальных резцов для чернового нарезания колес с припуском под последующую чистовую операцию или производить нарезание колес в 2 рабочих хода и более.
Резцы зубострогальные в соответствии с ГОСТ 5392-80 изготавливают из быстрорежущей стали преимущественно из сталей Р6М5 и Р6М5К5. В приложении 1, лист 2 приведены основные технические данные наиболее распространенных моделей зубострогальных станков для прямозубых конических колес.
2.9. Зуборезные головки для прямозубых конических колес.
Зуборезные головки рекомендуется применять для нарезания прямозубых конических колес 7 ... 9 степени точности по ГОСТ 1758-81.
В мелкосерийном производстве допускается использование зуборезных головок для чернового нарезания зубьев с припуском под последующую чистовую операцию или производить нарезание за 2 рабочих хода или более.
Резцы к зуборезным головкам изготавливают из быстрорежущей стали (преимущественно Р6М5 и Р6М5К5).
В приложении 1, лист 2 приведены основные технические характеристики наиболее распространенных моделей зуборезных станков для прямозубых конических колес.
2.10. Зуборезные головки для конических колес с круговыми зубьями.
В единичном и мелкосерийном производстве допускается использование чистовых двухсторонних зуборезных головок, для чернового нарезания зубьев с припуском под последующую чистовую операцию. Основные параметры зуборезных головок (номинальный диаметр d0, развод резцов W1 и др.) определяют при расчете наладочных установок зуборезных станков для нарезания конических колес с круговыми зубьями по приложению 1, лист 4. Цельные зуборезные головки и резцы к сборным зуборезным головкам изготавливают из быстрорежущей стали, преимущественно из стали Р6М5 и Р6М5К5.
В приложении 1 приведены основные технические данные наиболее распространенных зуборезных станков для конических колес с круговыми зубьями.
3. ОРГАНИЗАЦИЯ ТРУДА
3.1. Оснащение рабочего места на участке станочных работ. Рабочее место должно быть оснащено всем необходимым в соответствии с требованиями производственного процесса и условиями выполнения работы с соблюдением гигиены и техники безопасности.
Расположение на рабочем месте оборудования, инвентаря, производственной мебели, тары, стеллажей для заготовок и готовой продукции планируется с таким расчетом, чтобы не создавалось стесненных условий работы, лишних затрат времени на хождение и поиски.
Рис. 3.1
1 - столик с инструментальными ящиками; 2 - стол приемный СД7021ЗА; 3 - стол приемный передвижной СД3705.02А; 4 - стеллаж для хранения справок и сменных шестерен СМ3721.12; 5 - стеллаж-подставка СД3702.10А; 6 - тара производственная; 7 - планшет для чертежей СД3750.04; 8 - решетка под ноги рабочему.
При рациональной организации рабочих мест рекомендуется придерживаться существующих общих положений (см. Типовые проекты организации труда на рабочих местах станочников, Оргстанкинпром).
Освещение рабочего места должно быть достаточным и правильным; требуемая освещенность определяется характером выполняемой работы и действующими санитарными нормами; при местном освещении свет не должен слепить глаза рабочему, тень не должна падать на обрабатываемую деталь.
На рабочем месте имеется инструкционно-эксплуатационная карта для выбора режимов резания.
Инструменты и приспособления располагаются на рабочем месте в определенном, удобном для пользования порядке.
Участок обработки тяжелых деталей оснащен подъемно-транспортным оборудованием.
3.2. Оргоснастка рабочих мест.
Оснащение рабочих мест станочников оргоснасткой (инструментальными тумбочками, приемными столами и т.п.) должно проводиться на основе типовых конструкций. Специальная оргоснастка проектируется в исключительных случаях, если по тем или иным причинам не подходит типовая.
Рис. 3.2. Тумбочка инструментальная двухсекционная С3746.05.
Собирается из унифицированных элементов
Предназначена для оснащения рабочих мест.
Габариты, мм 900´500´1000
Масса, кг 80
Изготовитель - московский завод «Станкоагрегат»
Чертеж № С3746.05.

Рис. 3.3. Стол производственный С3702.51.
Предназначен для оснащения рабочих мест станочников.
Грузоподъемность, т 2
Габариты, мм 1250´750´600
Калькодержатель - институт «Оргстанкинпром», Москва
Чертеж № 3702.51
4. НОРМАТИВНАЯ ЧАСТЬ
4.1. Все типы станков
Поправочные коэффициенты на штучное время в зависимости от размера партии обрабатываемых деталей и на многостаночное обслуживание |
Все типы станков |
|
Карта 1 |
Листов 1 |
|
|
Лист 1 |
||
I. Поправочные коэффициенты на штучное время в зависимости от размера партии обрабатываемых деталей.
|
Число деталей в партии, шт, до |
||||
|
3 |
6 |
10 |
15 |
16 и более |
|
Коэффициент на штучное время КТш |
||||
|
1,10 |
1,05 |
1,0 |
0,95 |
0,9 |
II. Поправочные коэффициенты на штучное время в зависимости от числа обслуживаемых станков
|
Число станков, обслуживаемых одним рабочим |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
Коэффициент на штучное время К |
1,0 |
0,65 |
0,48 |
0,39 |
0,35 |
0,32 |
0,30 |
0,29 |
Примечания:
1. Поправочные коэффициенты на штучное время (КТш) следует применять при расчете норм штучного времени в процессе подготовки производства с учетом серийности работ. Тип производства характеризуется коэффициентом закрепления операций (Кз.о). Серийность работы внутри типа производства, как фактор специализации производства, измеряется нормативами в продолжительности времени обработки партии одинаковых деталей на станке.
2. Продолжительность работы станка по обработке партии деталей рассчитывается с учетом трудоемкости операции и числа деталей в партии и устанавливается по согласованию с плановыми органами предприятия как средняя величина для всех запусков изделий в производство в течение года.
Подготовительно-заключительное время |
Зубофрезерные станки |
||||||||||||||
Карта 2 |
Листов 2 |
||||||||||||||
|
Лист 1 |
|||||||||||||||
|
№ позиции |
Характер обработки |
Характеристика наладки |
Наибольший нарезаемый модуль m, мм, до |
||||||||||||
|
6 |
12 |
Более 12 |
6 |
12 |
Более 12 |
||||||||||
|
С заменой установочных приспособлений |
Без замены установочных приспособлений |
||||||||||||||
|
Время, мин |
|||||||||||||||
|
1 |
Обработка цилиндрических колес |
прямозубых |
Фрезы |
Червячные |
Без замены фрезерного суппорта |
24 |
30 |
38 |
12 |
15 |
20 |
||||
|
2 |
Пальцевые |
26 |
33 |
41 |
14 |
18 |
23 |
||||||||
|
3 |
Дисковые |
28 |
36 |
44 |
16 |
21 |
26 |
||||||||
|
4 |
Червячные |
С заменой фрезерного суппорта |
34 |
45 |
58 |
22 |
30 |
40 |
|||||||
|
5 |
Пальцевые |
36 |
48 |
61 |
24 |
33 |
43 |
||||||||
|
6 |
Дисковые |
38 |
50 |
64 |
26 |
35 |
46 |
||||||||
|
7 |
косоозубых |
Червячные |
Без замены фрезерного суппорта |
28 |
37 |
46 |
16 |
21 |
26 |
||||||
|
8 |
Пальцевые |
30 |
39 |
49 |
18 |
23 |
29 |
||||||||
|
9 |
Дисковые |
32 |
41 |
50 |
20 |
26 |
32 |
||||||||
|
10 |
Червячные |
С заменой фрезерного суппорта |
38 |
50 |
65 |
25 |
36 |
46 |
|||||||
|
11 |
Пальцевые |
40 |
54 |
69 |
28 |
38 |
50 |
||||||||
|
12 |
Дисковые |
42 |
57 |
73 |
30 |
41 |
53 |
||||||||
|
13 |
Обработка червячных колес |
Червячной фрезой с подачей |
Радиальной |
Без замены фрезерного суппорта |
29 |
38 |
47 |
17 |
23 |
27 |
|||||
|
14 |
Тангенциальной |
31 |
40 |
50 |
19 |
24 |
30 |
||||||||
|
15 |
Резцом |
33 |
42 |
52 |
21 |
27 |
33 |
||||||||
|
16 |
Червячной фрезой с подачей |
Радиальной |
С заменой фрезерного суппорта |
39 |
52 |
67 |
27 |
37 |
42 |
||||||
|
17 |
Тангенциальной |
41 |
56 |
72 |
29 |
40 |
52 |
||||||||
|
18 |
Резцом |
43 |
59 |
75 |
32 |
43 |
55 |
||||||||
|
Индекс |
а |
б |
в |
г |
д |
е |
|||||||||
|
Подготовительно-заключительное время |
Зубофрезерные станки |
|
|
Карта 2 |
Листов 2 |
|
|
Лист 2 |
||
Время на дополнительные элементы подготовительно-заключительной работы, не включенные в комплексы
|
№ позиции |
Наименование работ |
Наибольший нарезаемый модуль m, мм, до |
||||
|
6 |
12 |
Более 12 |
||||
|
Время, мин |
||||||
|
19 |
Установить и снять |
Фрезу |
Червячную |
4 |
6 |
10 |
|
20 |
Дисковую |
3 |
5 |
7 |
||
|
21 |
Пальцевую |
2 |
3 |
4 |
||
|
22 |
Люнет с креплением |
2 болтами |
8 |
10 |
12 |
|
|
23 |
4 болтами |
12 |
16 |
20 |
||
|
24 |
Стойку с рукавом |
8 |
15 |
25 |
||
|
25 |
Подставки |
< 5000 мм |
60 |
|||
|
26 |
Настроить (с проверкой наладки) гитару деления при работе |
Червячной фрезой |
3 |
5 |
7 |
|
|
27 |
Пальцевой (дисковой) фрезой на каждый зуб |
0,2 |
0,24 |
0,35 |
||
|
28 |
Переналадить наклон обрабатываемого зуба |
4 |
6 |
8 |
||
|
Индекс |
а |
б |
в |
|||
Вспомогательное время на установку и снятие детали |
Зубофрезерные станки |
|||||||||||||||
Карта 3 |
Листов 2 |
|||||||||||||||
|
Лист 1 |
||||||||||||||||
|
№ позиции |
Способ установки и крепления детали |
Характер выверки |
Точность выверки, мм, до |
Вручную |
Краном |
|||||||||||
|
Масса детали, кг, до |
||||||||||||||||
|
3 |
5 |
10 |
20 |
30 |
50 |
100 |
200 |
400 |
||||||||
|
Время, мин |
||||||||||||||||
|
1 |
В центрах без выверки |
- |
0,28 |
0,3 |
- |
- |
- |
- |
- |
- |
- |
|||||
|
2 |
На оправке с креплением гайкой и шайбой |
Без стойки |
Без втулок |
С выверкой по диаметру |
0,05 |
0,77 |
0,96 |
1,25 |
1,65 |
4,3 |
4,9 |
6 |
7 |
8,5 |
||
|
3 |
Со втулками |
1,27 |
1,6 |
2,2 |
3 |
5,5 |
6,5 |
7 |
8,5 |
10 |
||||||
|
4 |
Со стойкой |
Без втулок |
1,2 |
1,4 |
1,75 |
2,2 |
5 |
6 |
7 |
8,5 |
10 |
|||||
|
5 |
Со втулками |
1,55 |
1,85 |
2,5 |
3,25 |
6,5 |
7 |
8,5 |
10 |
11,5 |
||||||
|
6 |
В кулачках патрона |
2,2 |
2,6 |
3,25 |
4,15 |
8,5 |
10 |
12 |
14 |
17,5 |
||||||
|
7 |
В центрах с креплением кулачками |
0,1 |
1,65 |
1,85 |
2,4 |
2,95 |
8 |
9 |
11 |
13 |
15,5 |
|||||
|
8 |
0,05 |
1,95 |
2,3 |
2,85 |
3,5 |
9,5 |
11 |
13 |
15,5 |
18,5 |
||||||
|
9 |
0,01 |
2,3 |
2,75 |
3,4 |
4,15 |
11,5 |
13 |
15,5 |
18,5 |
23 |
||||||
|
10 |
В кулачках патрона с поджатием центром |
0,1 |
1,75 |
2,15 |
2,6 |
3,25 |
10,5 |
11 |
12,5 |
14,5 |
17 |
|||||
|
11 |
0,05 |
2,2 |
2,5 |
3,15 |
3,9 |
12 |
13 |
15 |
17 |
19,5 |
||||||
|
12 |
0,01 |
2,6 |
3,05 |
3,8 |
4,7 |
14 |
16 |
18 |
20 |
23,5 |
||||||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
|||||||
|
Вспомогательное время на установку и снятие детали |
Зубофрезерные станки |
|||||||||||||
|
Карта 3 |
Листов 2 |
|||||||||||||
|
Лист 2 |
||||||||||||||
|
№ позиции |
Способ установки и крепления детали |
Характер выверки |
Точность выверки, мм, до |
Вручную |
Краном |
|||||||||
|
Масса детали, кг, до |
||||||||||||||
|
3 |
5 |
10 |
20 |
30 |
50 |
100 |
200 |
400 |
||||||
|
Время, мин |
||||||||||||||
|
13 |
На оправке с подставками с креплением болтами и планками |
Без стойки |
С выверкой по диаметру и торцу |
0,1 |
2,4 |
2,65 |
3,6 |
4,6 |
6 |
7,5 |
9,7 |
13 |
16,5 |
|
|
14 |
0,05 |
2,8 |
3,4 |
4,2 |
5,5 |
7,5 |
9 |
11,5 |
14 |
18,5 |
||||
|
15 |
0,01 |
3,4 |
3,9 |
5 |
6,5 |
8,6 |
10,5 |
13,5 |
17,5 |
23 |
||||
|
16 |
Со стойкой |
0,1 |
2,6 |
3,85 |
3,9 |
5 |
7,5 |
8,5 |
11 |
13 |
17,5 |
|||
|
17 |
0,05 |
3,05 |
3,7 |
4,7 |
6 |
8,5 |
10,5 |
13 |
16 |
19,5 |
||||
|
18 |
0,1 |
3,6 |
4,5 |
5,5 |
7 |
10,5 |
12 |
15 |
18,5 |
23,5 |
||||
|
19 |
На планшайбе или на планшайбе с подставками (выносными опорами) с креплением болтами и планками |
В центрирующем приспособлении без выверки |
1,4 |
1,65 |
2,05 |
2,6 |
5 |
5,5 |
6,5 |
- |
- |
|||
|
20 |
С выверкой по диаметру и торцу |
1,0 |
2,5 |
2,85 |
3,4 |
4,05 |
7 |
8,5 |
10,5 |
13 |
15,5 |
|||
|
21 |
0,5 |
3,15 |
3,6 |
4,35 |
5 |
11 |
13 |
16,5 |
19,5 |
24 |
||||
|
22 |
0,1 |
4,05 |
4,6 |
5,5 |
6,5 |
13,5 |
16,5 |
19,5 |
25 |
30,5 |
||||
|
23 |
0,05 |
4,80 |
5,5 |
6,5 |
7,5 |
16,5 |
19,5 |
24 |
32,5 |
36 |
||||
|
24 |
0,01 |
5,5 |
6,5 |
7,5 |
9 |
19 |
22 |
27,5 |
34 |
42,5 |
||||
|
25 |
Время по карте (поз. 13 - 24) предусматривает крепление болтами и планками в числе |
2 |
4 |
|||||||||||
|
26 |
Добавлять (отнимать) на каждый болт сверх (менее) предусмотренных |
0,33 |
0,43 |
|||||||||||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
|||||
Примечания: 1. При креплении деталей гидрошайбами с гидро- и пневмоподставками время по карте принимать с коэффициентом К = 0,8.
2. При работе с местным подъемником время по карте, приведенное для мостового крана, уменьшать на 1,5 мин.
3. При установке на оправке сверх одной детали добавлять на каждую последующую время по карте, принятое с коэффициентом К = 0,4.
Зубофрезерование червячных зубчатых колес (восьмая степень точности)Чугун серый, 192 ... 207 НВ. Бронза, 109 ... 121 НВ. Латунь |
Зубофрезерные станки 1 |
||||||||||||||||||
Фрезы червячные модульные Р6М5 |
|||||||||||||||||||
Карта 4 |
Листов 2 |
||||||||||||||||||
|
Лист 1 |
|||||||||||||||||||
|
№ позиции |
Характер обработки |
Мощность станка, Nd, кВт |
Модуль m, мм |
Нарезание с радиальной подачей |
Режимы резания |
||||||||||||||
|
Число зубьев нарезаемого колеса z, до |
Sрад, мм/об |
V, м/мин |
|||||||||||||||||
|
20 |
25 |
30 |
35 |
40 |
50 |
60 |
70 |
80 |
90 |
100 |
|||||||||
|
Время на обработку зубчатого колеса, мин |
|||||||||||||||||||
|
1 |
Чистовая, Rz 40 ... Rz 20 по восьмой степени точности |
1,5 - 2,2 |
3 |
3,9 |
4,9 |
6 |
6,5 |
7,5 |
8,5 |
10,5 |
12 |
14 |
15,5 |
17,5 |
0,6 |
26,4 |
|||
|
2 |
4 |
6 |
8 |
9,5 |
11 |
12,5 |
14,5 |
17,5 |
22 |
23,5 |
26,5 |
30 |
0,55 |
24,5 |
|||||
|
3 |
5 |
9,5 |
12,5 |
15 |
17,5 |
20 |
23,5 |
28,5 |
33,5 |
38,5 |
43,5 |
48,5 |
0,5 |
23 |
|||||
|
4 |
6 |
12 |
16 |
19,5 |
23 |
26 |
30,5 |
37,5 |
44 |
50 |
57 |
64 |
0,5 |
23 |
|||||
|
5 |
8 |
20 |
27 |
33 |
38,5 |
44 |
52 |
63 |
75 |
87 |
98 |
109 |
0,45 |
22,5 |
|||||
|
6 |
10 |
34 |
47 |
57 |
66 |
76 |
90 |
110 |
129 |
149 |
168 |
188 |
0,4 |
20,5 |
|||||
|
7 |
3 - 4,2 |
3 |
2,8 |
3,5 |
4,4 |
4,7 |
5 |
6,1 |
7 |
8,5 |
9,5 |
10,5 |
12 |
0,9 |
26,4 |
||||
|
8 |
4 |
5 |
5,5 |
6,5 |
7,5 |
8,5 |
10 |
11,5 |
13,5 |
15,5 |
17,5 |
19,5 |
0,85 |
24,5 |
|||||
|
9 |
5 |
7 |
8 |
9,5 |
11 |
13 |
15 |
18 |
21 |
24,5 |
27,5 |
30,5 |
0,8 |
23 |
|||||
|
10 |
6 |
8,5 |
11 |
13 |
15,5 |
17,5 |
20 |
25,5 |
30 |
34 |
39 |
43,5 |
0,75 |
23 |
|||||
|
11 |
8 |
13,5 |
18 |
22 |
25,5 |
29 |
34,5 |
42 |
50 |
57 |
64 |
72 |
0,68 |
22,5 |
|||||
|
12 |
10 |
22 |
30 |
36 |
42 |
49 |
57 |
70 |
83 |
95 |
107 |
121 |
0,64 |
20,5 |
|||||
|
13 |
12 |
37 |
43 |
52 |
61 |
70 |
82 |
101 |
118 |
137 |
155 |
173 |
0,6 |
20,5 |
|||||
|
14 |
6,2 - 10 |
4 |
4,5 |
5 |
6 |
6,5 |
8 |
9 |
10,5 |
12 |
14 |
16 |
17,5 |
0,95 |
24,5 |
||||
|
15 |
5 |
6,5 |
7,5 |
8,5 |
10 |
11,5 |
13,5 |
16 |
19 |
22 |
25 |
27,5 |
0,9 |
23 |
|||||
|
16 |
6 |
7,5 |
10 |
12 |
14 |
16 |
18,5 |
22,5 |
26 |
30 |
34 |
38 |
0,85 |
23 |
|||||
|
17 |
8 |
12 |
16 |
19 |
22 |
25,5 |
30 |
37 |
43 |
50 |
56 |
63 |
0,78 |
22,5 |
|||||
|
18 |
10 |
19,5 |
26 |
31,5 |
37 |
42,5 |
50 |
61 |
72 |
82 |
93 |
104 |
0,74 |
20,5 |
|||||
|
19 |
12 |
27,5 |
37 |
44 |
52 |
61 |
72 |
87 |
102 |
118 |
134 |
150 |
0,7 |
20,5 |
|||||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
|
|||||||
|
Неполное штучное время Зубофрезерование червячных зубчатых колес (восьмая степень точности) Чугун серый, 192 ... 207 НВ. Бронза, 109 ... 121 НВ. Латунь |
Зубофрезерные станки |
|||||||||
|
Фрезы червячные модульные Р6М5 |
||||||||||
|
Карта 4 |
Листов 2 |
|||||||||
|
Лист 2 |
||||||||||
|
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: |
||||||||||
|
Обрабатываемого материала и твердости, НВ |
Обрабатываемый материал |
|||||||||
|
Чугун серый |
Бронза |
Латунь |
||||||||
|
140 ... 163 |
167 ... 187 |
192 ... 207 |
212 ... 223 |
До 95 |
97 ... 107 |
109 ... 121 |
123 ... 140 |
|||
|
Коэффициент |
||||||||||
|
0,65 |
0,8 |
1,0 |
1,2 |
0,7 |
0,85 |
1,0 |
1,2 |
1,15 |
||
|
Материала режущего инструмента |
Материал режущего инструмента |
|||||||||
|
Р6М5 |
Р18 |
Р6М5К5 |
||||||||
|
Коэффициент |
||||||||||
|
1,0 |
0,9 |
0,85 |
||||||||
|
Неполное штучное время Зубофрезерование червячных зубчатых колес (восьмая степень точности)Чугун серый, 192 ... 207 НВ. Бронза, 109 ... 121 НВ. Латунь |
Зубофрезерные станки |
|||||||||||||||
Фрезы червячные модульные Р6М5 |
||||||||||||||||
Карта 5 |
Листов 2 |
|||||||||||||||
|
Лист 1 |
||||||||||||||||
|
№ позиции |
Характер обработки |
Мощность станка, Nd, кВт |
Модуль m, мм |
Нарезание с тангенциальной подачей |
Режимы резания |
|||||||||||
|
Число зубьев нарезаемого колеса z, до |
So, мм/об |
V, м/мин |
||||||||||||||
|
20 |
25 |
30 |
35 |
40 |
50 |
60 |
70 |
80 |
90 |
100 |
||||||
|
Время на обработку зубчатого колеса, мин |
||||||||||||||||
|
1 |
Чистовая, Rz 40 ... Rz 20 по восьмой степени точности |
1,5 - 4,2 |
3 |
6,5 |
8,5 |
10,5 |
12 |
14 |
17,5 |
22 |
27 |
33 |
39,5 |
46 |
1,5 |
26,4 |
|
2 |
4 |
9,5 |
12,5 |
15,5 |
18,5 |
22 |
27 |
35 |
44 |
53 |
64 |
75 |
1,4 |
24,5 |
||
|
3 |
5 |
13,5 |
18,5 |
23,5 |
28 |
33,5 |
41,5 |
54 |
68 |
83 |
100 |
118 |
1,3 |
23 |
||
|
4 |
6 |
18 |
24,5 |
31,5 |
38 |
45,5 |
56 |
73 |
92 |
114 |
138 |
162 |
1,25 |
23 |
||
|
5 |
8 |
29 |
41 |
51 |
63 |
76 |
95 |
124 |
157 |
194 |
235 |
278 |
1,1 |
22,5 |
||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
|
||||
|
Неполное штучное время Зубофрезерование червячных зубчатых колес (восьмая степень точности) Чугун серый, 192 ... 207 НВ. Бронза, 109 ... 121 НВ. Латунь |
Зубофрезерные станки |
|||||||||
|
Фрезы червячные модульные Р6М5 |
||||||||||
|
Карта 5 |
Листов 2 |
|||||||||
|
Лист 2 |
||||||||||
|
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: |
||||||||||
|
Обрабатываемого материала и твердости, НВ |
Обрабатываемый материал |
|||||||||
|
Чугун серый |
Бронза |
Латунь |
||||||||
|
140 ... 163 |
167 ... 187 |
192 ... 207 |
212 ... 223 |
До 95 |
97 ... 107 |
109 ... 121 |
123 ... 140 |
|||
|
Коэффициент |
||||||||||
|
0,65 |
0,8 |
1,0 |
1,2 |
0,7 |
0,85 |
1,0 |
1,2 |
1,15 |
||
|
Материала режущего инструмента |
Материал режущего инструмента |
|||||||||
|
Р6М5 |
Р18 |
Р6М5К5 |
||||||||
|
Коэффициент |
||||||||||
|
1,0 |
0,9 |
0,85 |
||||||||
|
Неполное штучное время Зубофрезерование червячных зубчатых колес (седьмая степень точности)Чугун серый, 192 ... 207 НВ. Бронза, 109 ... 121 НВ. Латунь |
Зубофрезерные станки |
||||||||||||||||
Фрезы червячные модульные Р6М5 |
|||||||||||||||||
Карта 6 |
Листов 2 |
||||||||||||||||
|
Лист 1 |
|||||||||||||||||
|
№ позиции |
Характер обработки |
Мощность станка, Nd, кВт |
Модуль m, мм |
Нарезание с радиальной подачей |
Режимы резания |
||||||||||||
|
Число зубьев нарезаемого колеса z, до |
Sрад, мм/об |
V, м/мин |
|||||||||||||||
|
20 |
25 |
30 |
35 |
40 |
50 |
60 |
70 |
80 |
90 |
100 |
|||||||
|
Время на обработку зубчатого колеса, мин |
|||||||||||||||||
|
1 |
Чистовая, Ra 2,5 по седьмой степени точности |
1,5 - 2,2 |
3 |
4,4 |
5,5 |
6,5 |
8 |
9 |
10,5 |
12,5 |
14,5 |
16,5 |
18,5 |
20,5 |
0,6 |
26,4 |
|
|
2 |
4 |
7,0 |
9 |
10,5 |
12,5 |
14 |
16,5 |
20 |
23 |
27 |
31 |
34 |
0,55 |
24,5 |
|||
|
3 |
5 |
10,5 |
14 |
17 |
20 |
23 |
27 |
33 |
38 |
44 |
50 |
55 |
0,5 |
23 |
|||
|
4 |
6 |
14 |
18,5 |
22 |
26 |
30 |
35 |
43 |
50 |
58 |
65 |
73 |
0,5 |
23 |
|||
|
5 |
8 |
23 |
31 |
37 |
44 |
50 |
59 |
72 |
85 |
98 |
111 |
124 |
0,45 |
22,5 |
|||
|
6 |
10 |
40 |
53 |
65 |
76 |
87 |
103 |
126 |
149 |
172 |
195 |
218 |
0,4 |
20,5 |
|||
|
7 |
3 - 4,2 |
3 |
3,2 |
4 |
4,8 |
5 |
6 |
7 |
8,5 |
10 |
11 |
12,5 |
14 |
0,9 |
26,4 |
||
|
8 |
4 |
4,5 |
6 |
7,5 |
8,5 |
9,5 |
11 |
13,5 |
15,5 |
18 |
20 |
28,5 |
0,85 |
24,5 |
|||
|
9 |
5 |
7 |
9 |
11 |
13 |
14,5 |
17 |
21 |
24 |
28 |
31 |
35 |
0,8 |
23 |
|||
|
10 |
6 |
10 |
12,5 |
15 |
17,5 |
20 |
23 |
28 |
34 |
39 |
44 |
49 |
0,75 |
23 |
|||
|
11 |
8 |
15,5 |
21 |
25 |
29 |
34 |
40 |
48 |
57 |
65 |
74 |
82 |
0,68 |
28,5 |
|||
|
12 |
10 |
25 |
34 |
41 |
48 |
55 |
65 |
79 |
94 |
108 |
122 |
136 |
0,64 |
20,5 |
|||
|
13 |
12 |
36 |
49 |
59 |
69 |
80 |
94 |
115 |
136 |
157 |
178 |
198 |
0,6 |
20,5 |
|||
|
14 |
6,2 - 10 |
4 |
4,3 |
5,5 |
6,5 |
7,5 |
8,5 |
10 |
12 |
14 |
16 |
18 |
20 |
0,95 |
24,5 |
||
|
15 |
5 |
6,5 |
8,5 |
10 |
11,5 |
13 |
15 |
18,5 |
22 |
25 |
28 |
31 |
0,9 |
23 |
|||
|
16 |
6 |
8,5 |
11 |
13,5 |
15,5 |
18 |
21 |
25 |
30 |
34 |
39 |
43 |
0,85 |
23 |
|||
|
17 |
8 |
14 |
18,5 |
22 |
26 |
30 |
35 |
42 |
50 |
57 |
65 |
72 |
0,78 |
22,5 |
|||
|
18 |
10 |
22 |
29 |
36 |
42 |
48 |
56 |
69 |
81 |
94 |
106 |
118 |
0,74 |
20,5 |
|||
|
19 |
12 |
31 |
42 |
51 |
60 |
69 |
81 |
99 |
117 |
135 |
153 |
170 |
0,7 |
20,5 |
|||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
|
|||||
|
Неполное штучное время Зубофрезерование червячных зубчатых колес (седьмая степень точности) Чугун серый, 192 ... 207 НВ. Бронза, 109 ... 121 НВ. Латунь |
Зубофрезерные станки |
|||||||||
|
Фрезы червячные модульные Р6М5 |
||||||||||
|
Карта 6 |
Листов 2 |
|||||||||
|
Лист 2 |
||||||||||
|
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: |
||||||||||
|
Обрабатываемого материала и твердости, НВ |
Обрабатываемый материал |
|||||||||
|
Чугун серый |
Бронза |
Латунь |
||||||||
|
140 ... 163 |
167 ... 187 |
192 ... 207 |
212 ... 223 |
До 95 |
97 ... 107 |
109 ... 121 |
123 ... 140 |
|||
|
Коэффициент |
||||||||||
|
0,65 |
0,8 |
1,0 |
1,2 |
0,7 |
0,85 |
1,0 |
1,2 |
1,15 |
||
|
Материала режущего инструмента |
Материал режущего инструмента |
|||||||||
|
Р6М5 |
Р18 |
Р6М5К5 |
||||||||
|
Коэффициент |
||||||||||
|
1,0 |
0,9 |
0,85 |
||||||||
Зубофрезерование цилиндрических зубчатых колес с прямым зубом (10 ... 9 степень точности)Чугун серый, 170 ... 207 НВ. |
Зубофрезерные станки |
|
|||||||||||||||||||
Фрезы червячные модульные однозаходные Р6М5 |
|
||||||||||||||||||||
Карта 7 |
Листов 2 |
|
|||||||||||||||||||
|
Лист 1 |
|
||||||||||||||||||||
|
№ позиции |
Характер обработки |
Мощность станка, Nd, кВт |
Модуль m, мм |
Длина прохода мм, до |
Режимы резания |
|
|||||||||||||||
|
Sо, мм/об |
V, м/мин |
||||||||||||||||||||
|
20 |
25 |
32 |
40 |
50 |
63 |
80 |
100 |
125 |
160 |
200 |
250 |
315 |
400 |
500 |
|
||||||
|
Время на обработку одного зуба, мин |
|
||||||||||||||||||||
|
1 |
Черновая по 10 ... 9 степени точности |
1,5 - 2,2 |
5 |
0,39 |
0,5 |
0,53 |
0,6 |
0,67 |
0,76 |
0,9 |
1,05 |
1,2 |
1,5 |
1,75 |
2,15 |
- |
- |
|
1,3 |
35 |
|
|
2 |
6 |
0,5 |
0,62 |
0,65 |
0,74 |
0,82 |
0,92 |
1,05 |
1,25 |
1,45 |
1,7 |
2,05 |
2,45 |
- |
- |
|
32,5 |
|
|||
|
3 |
3 - 4,2 |
5 |
0,27 |
0,34 |
0,37 |
0,42 |
0,46 |
0,52 |
0,6 |
0,71 |
0,83 |
1 |
1,2 |
1,45 |
- |
- |
|
2,5 |
28 |
|
|
|
4 |
6 |
0,38 |
0,47 |
0,51 |
0,56 |
0,62 |
0,7 |
0,8 |
0,93 |
1,1 |
1,3 |
1,55 |
1,85 |
- |
- |
|
2,0 |
31,5 |
|
||
|
5 |
8 |
0,56 |
0,67 |
0,71 |
0,78 |
0,85 |
0,95 |
1,08 |
1,25 |
1,4 |
1,7 |
2 |
2,4 |
- |
- |
|
28 |
|
|||
|
6 |
6,2 - 10 |
5 |
0,25 |
0,31 |
0,34 |
0,37 |
0,42 |
0,47 |
0,55 |
0,64 |
0,74 |
0,9 |
1,05 |
1,3 |
1,6 |
1,95 |
|
2,8 |
28 |
|
|
|
7 |
6 |
0,34 |
0,42 |
0,45 |
0,5 |
0,55 |
0,61 |
0,7 |
0,81 |
0,95 |
1,15 |
1,35 |
1,6 |
1,95 |
2,4 |
|
2,3 |
31,5 |
|
||
|
8 |
8 |
0,49 |
0,59 |
0,62 |
0,68 |
0,75 |
0,83 |
0,95 |
1,1 |
1,25 |
1,5 |
1,75 |
2,1 |
2,55 |
3,1 |
|
28,5 |
|
|||
|
9 |
10 |
0,73 |
0,86 |
0,91 |
1 |
1,1 |
1,2 |
1,35 |
1,5 |
1,75 |
2,05 |
2,4 |
2,9 |
3,45 |
4,2 |
|
2,2 |
25 |
|
||
|
10 |
12 |
0,97 |
1,15 |
1,2 |
1,3 |
1,4 |
1,55 |
1,75 |
2 |
2,25 |
2,6 |
3,1 |
3,65 |
4,35 |
5,3 |
|
2,0 |
|
|||
|
11 |
более 10 |
5 |
0,22 |
0,28 |
0,3 |
0,34 |
0,38 |
0,42 |
0,49 |
0,57 |
0,66 |
0,8 |
0,96 |
1,15 |
1,4 |
1,75 |
2,15 |
2,8 |
31 |
|
|
|
12 |
6 |
0,28 |
0,35 |
0,37 |
0,41 |
0,45 |
0,51 |
0,59 |
0,67 |
0,78 |
0,93 |
1,1 |
1,35 |
1,6 |
2 |
2,45 |
|
||||
|
13 |
8 |
0,41 |
0,48 |
0,51 |
0,56 |
0,62 |
0,68 |
0,78 |
0,88 |
1 |
1,2 |
1,4 |
1,7 |
2,05 |
2,5 |
3,05 |
28,5 |
|
|||
|
14 |
10 |
0,62 |
0,73 |
0,77 |
0,83 |
0,91 |
1 |
1,15 |
1,3 |
1,45 |
1,7 |
2,05 |
2,4 |
2,9 |
3,5 |
4,3 |
2,3 |
|
|||
|
15 |
12 |
0,85 |
0,98 |
1,05 |
1,1 |
1,2 |
1,35 |
1,5 |
1,7 |
1,95 |
2,25 |
2,65 |
3,15 |
3,75 |
4,55 |
5,5 |
22 |
|
|||
|
16 |
14 |
1,1 |
1,25 |
1,3 |
1,45 |
1,55 |
1,7 |
1,95 |
2,2 |
2,5 |
2,9 |
3,4 |
4 |
4,8 |
5,8 |
7 |
2,0 |
|
|||
|
17 |
16 |
1,4 |
1,60 |
1,7 |
1,85 |
2 |
2,2 |
2,5 |
2,8 |
3,2 |
3,7 |
4,35 |
5 |
6 |
7,5 |
9 |
|
||||
|
18 |
18 |
1,65 |
1,95 |
2,05 |
2,2 |
2,4 |
2,65 |
3 |
3,35 |
3,85 |
4,5 |
5 |
6 |
7,5 |
9 |
11 |
1,8 |
20 |
|
||
|
19 |
20 |
2,05 |
2,35 |
2,5 |
2,7 |
2,95 |
3,25 |
3,65 |
4,15 |
4,75 |
5,5 |
6,5 |
7,7 |
9 |
11 |
13,5 |
|
||||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
н |
о |
п |
|
|
||||
|
Неполное штучное время Зубофрезерование цилиндрических зубчатых колес с прямым зубом (10 ... 9 степень точности) Чугун серый, 170 ... 207 НВ |
Зубофрезерные станки |
|||
|
Фрезы червячные модульные однозаходные Р6М5 |
||||
|
Карта 7 |
Листов 2 |
|||
|
Лист 2 |
||||
|
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: |
||||
|
Материала режущего инструмента |
Материал режущего инструмента |
|||
|
Р6М5 |
Р6М5К5 |
|||
|
Коэффициент |
||||
|
1,0 |
0,9 |
|||