МИНИСТЕРСТВО ТРУДА И СОЦИАЛЬНОГО РАЗВИТИЯ
РОССИЙСКОЙ ФЕДЕРАЦИИ
ФГУП «НИИ ТРУДА И СОЦИАЛЬНОГО СТРАХОВАНИЯ»
УПРАВЛЕНИЕ НОРМАТИВОВ ПО ТРУДУ
МЕЖОТРАСЛЕВЫЕ
УКРУПНЕННЫЕ НОРМАТИВЫ ВРЕМЕНИ
НА РАБОТЫ, ВЫПОЛНЯЕМЫЕ
НА ОТДЕЛОЧНО-РАСТОЧНЫХ СТАНКАХ
(ЕДИНИЧНОЕ И МЕЛКОСЕРИЙНОЕ ПРОИЗВОДСТВО)
Москва 2004
Межотраслевые укрупненные нормативы времени на работы, выполняемые на отделочно-расточных станках (Единичное и мелкосерийное производство), утверждены постановлением Министерства труда и социального развития Российской Федерации от 12 февраля 2004 г. № 14.
Нормативы времени разработаны Управлением нормативов по труду ФГУП «НИИ труда и социального страхования» Министерства труда и социального развития Российской Федерации с учетом мнения Федерации Независимых Профсоюзов России и Российского Союза промышленников и предпринимателей.
Нормативами охвачены работы по растачиванию отверстий на отделочно-расточных станках в деталях из чугуна, стали, бронзы, латуни, алюминиевых сплавов и других материалов резцами с пластинами из твердых и сверхтвердых сплавов и материалов. Сборник содержит нормативные карты подготовительно-заключительного времени на партию деталей, вспомогательного времени на установку и снятие детали, неполного штучного времени на обработку отверстий. В приложениях к сборнику приведены рекомендуемые режимы резания, положенные в основу расчета неполного штучного времени, рекомендации по выбору диаметров консольной части борштанг.
Укрупненные нормативы времени рекомендуются для расчета норм времени на работы, выполняемые на отделочно-расточных станках в условиях единичного и мелкосерийного типов производства в машиностроительных и металлообрабатывающих организациях независимо от форм собственности и организационно-правовых форм.
Межотраслевые укрупненные нормативы времени на работы, выполняемые на отделочно-расточных станках (Единичное и мелкосерийное производство) разработаны коллективом авторов в составе: к.э.н. Н.А. Софинского, к.э.н. Р.П. Миусковой, к.э.н. B.C. Суворова, Л.А. Филипповой, И.В. Ильина, З.Д. Соколовой, A.M. Комарова.
1. ОБЩАЯ ЧАСТЬ
1.1. Межотраслевые укрупненные нормативы времени на работы, выполняемые на отделочно-расточных станках (Единичное и мелкосерийное производство) (далее - Нормативы времени), предназначены для нормирования отделочно-расточных работ, выполняемых в машиностроительных и металлообрабатывающих организациях независимо от организационно-правовых форм, ведомственной принадлежности и форм собственности.
1.2. Нормативные карты содержат подготовительно-заключительное время, вспомогательное время на установку и снятие детали, укрупненные нормативы неполного штучного времени на рабочий ход при растачивании отверстий и подрезании торцов для различных типов отделочно-расточных головок: АР-0, АР-1, АР-2, АР-3, АР-4.
Укрупненными нормативами неполного штучного времени предусмотрена обработка деталей из чугуна серого, ковкого, высокопрочного, термообработанного и отбеленного; стали качественной низкоуглеродистой, легированной, конструктивной, высоколегированной и труднообрабатываемой, термообработанной; бронзы, латуни, алюминиевых сплавов, металлокерамики и твердого сплава.
Предусмотрено применение инструментов с пластинами из твердых - ВК3М (ВК3, ВК60М), Т30К4 и сверхтвердых материалов - Композит 01 (Эльбор-Р), Композит 10 (Гексанит-Р), Исмит, синтетический и натуральный алмаз.
1.3. В основу разработки Нормативов времени положены следующие материалы:
карты технологических процессов, режимов резания, применяемых на предприятиях, хронометражные наблюдения по затратам времени на операцию;
нормативы режимов резания и геометрия резцов для тонкого растачивания, обработки на отделочно-расточных станках;
паспортные данные отделочно-расточных станков;
результаты анализа трудового процесса, рациональных методов труда и организации рабочих мест;
действующие ГОСТы;
Рекомендации по организации работы службы охраны труда в организации, утвержденные постановлением Минтруда России от 8 февраля 2000 г. № 4;
Федеральный закон «Об основах охраны труда в Российской Федерации» (Собрание законодательства Российской Федерации, 1999, № 29, ст. 3702).
Единичное и мелкосерийное производство характеризуются широкой номенклатурой изготавливаемых изделий и малым объемом их выпуска. Работа производится мелкими партиями, технологическая документация оформляется, в основном, в виде маршрутных и маршрутно-операционных карт.
Заточка инструмента производится централизованно, а получение и доставка инструмента на рабочее место осуществляются заточником.
Заготовки на рабочее место доставляются подсобными рабочими.
Наряды на работу, технологическую документацию получает расточник.
Тип производства в соответствии с ГОСТом 14.004-83 характеризуется коэффициентом закрепления операций (Кз.о). Коэффициент закрепления операций (Кз.о) определяется как отношение всех различных технологических операций, выполненных или подлежащих выполнению в течение месяца, к числу рабочих мест. Для мелкосерийного производства. 20 < Кз.о £ 40, при единичном типе производства величина Кз.о не регламентируется.
1.4. Норма времени на выполнение станочной операции (Нвр) определяется по формуле:
где:
Тш - норма штучного времени, мин;
tп.з. - подготовительно-заключительное время, мин;
q - число деталей в партии.
Норма штучного времени определяется суммированием времени на установку и снятие детали и неполного штучного времени на рабочий ход по формуле:
Тш =[tв.у + (tнш1 + tнш2)×Ку]×КТш, мин (2)
где
tв.у - норматив вспомогательного времени на установку и снятие детали, мин;
tнш1, tнш2 - неполное штучное время на рабочий ход, мин;
Ку - поправочный коэффициент на неполное штучное время в зависимости от измененных условий работы;
КТш - коэффициент к норме штучного времени в зависимости от числа деталей в партии.
Расчет норм времени производится по предварительно разработанному маршрутному или маршрутно-операционному технологическому процессу с указанием в нем обрабатываемых поверхностей, их размеров и характера обработки.
При повторном рабочем ходе к неполному штучному времени прибавляется время на установку резца нового размера tвр, приведенное в таблице 1.1.
В этом случае штучное время определяется по формуле:
Тш =[tв.у + (tнш1 + tнш2)×Ку + tв.р]×КТш, мин (3)
Вспомогательное время на установку резца на размер
|
Время, мин |
|
|
125 |
0,4 |
|
400 |
0,6 |
Неполное штучное время в нормативных картах определялось по формуле:
где:
tо - основное технологическое время, мин.;
tпер - вспомогательное время, связанное с технологическим переходом, мин.;
аорг, атех, аотл - время на организационное, техническое обслуживание рабочего места, отдых и личные потребности в %% к оперативному времени.
Основное технологическое время - (to) определялось на компьютере по режимам резания в расчете на группу аналогичного по виду оборудования, обрабатываемого материала и материала режущего инструмента по формуле:
![]() мин
мин
где:
L - длина обрабатываемой поверхности, мм (определяется по чертежу);
l1 + l2 - величина врезания и перебега, мм;
nшп - частота вращения шпинделя, об/мин;
So - подача на 1 оборот шпинделя, мм/об.
1.4.1. Нормативы подготовительно-заключительного времени предусматривают выполнение следующих работ:
- получение наряда, технологической документации;
- ознакомление с работой, чертежом и получение инструктажа;
- получение недостающих на рабочем месте инструментов и приспособлений, необходимых для обработки данной партии деталей;
- подготовку рабочего места, наладку и переналадку оборудования, инструментов и приспособлений;
- установку и снятие инструментов и приспособлений по окончании обработки партии деталей и другие подготовительно-заключительные работы, связанные с изготовлением данной партии деталей.
Нормативы подготовительно-заключительного времени приведены в виде укрупненных комплексов приемов работы. В картах даны также нормативы времени на выполнение дополнительных приемов подготовительно-заключительной работы, которые могут иметь место.
Подготовительно-заключительное время приведено в зависимости от вида обработки, числа режущих инструментов в наладке и определяется как сумма величин времени, затрачиваемых на подготовку станка к работе.
При бригадной форме организации труда, когда проводится межсменная передача обрабатываемых деталей, размер подготовительно-заключительного времени может быть уменьшен по сравнению с нормативным на 30 - 50 %.
1.4.2. Нормативами вспомогательного времени на установку и снятие детали предусмотрены все типовые способы установки, выверки и крепления детали в специальных нормализованных и универсальных приспособлениях или непосредственно на столе станочника.
Время на установку и снятие детали приведено укрупненно на технологические комплексы приемов. В состав комплексов включены следующие основные приемы:
- установить деталь;
- выверить и закрепить ее;
- включить и выключить вращение шпинделя;
- открепить деталь;
- снять ее со станка;
- транспортировать деталь на место складирования;
- очистить приспособление от стружки.
Кроме перечисленных в состав комплексов включены также приемы, выполняемые при работе с мостовым краном - вызвать кран, застропить, транспортировать деталь к станку и отстропить деталь.
Установка и снятие детали массой до 20 кг производятся вручную, а свыше 20 кг с помощью подъемно-транспортного оборудования. В нормативах предусматривается применение двух видов подъемно-транспортного оборудования: мостового крана и подъемника при станке или группе станков. В нормативной карте дано время на работу с мостовым краном, которое учитывает время на вызов крана в размере 1,5 мин. При работе с подъемником это время необходимо вычитать.
В целях упрощения расчетов, время на установку и снятие детали рассчитано с учетом времени на обслуживание рабочего места, отдых и личные потребности.
1.4.3. Нормативное время (техническое и организационное) на обслуживание рабочего места, отдых и личные потребности включено также в неполное штучное время в соответствии с данными табл. 1.2.
Время на обслуживание рабочего места, отдых и личные потребности.
|
Время, % |
|
|
125 |
10 |
|
400 |
12 |
Техническое обслуживание рабочих мест предусматривает выполнение следующих работ:
- периодическую правку инструмента и замену его вследствие затупления;
- регулировку и подналадку станка в процессе работы;
Организационное обслуживание предусматривает уход за рабочим местом, относящийся к рабочей смене, и включает выполнение следующих работ:
- осмотр и опробование работы оборудования;
- раскладывание инструмента в начале и уборку его в конце смены;
- смазку и чистку станка в течение рабочего дня;
- получение инструмента в течение рабочего дня;
- уборку рабочего места в течение смены;
- сбор стружки и отходов в зоне рабочих мест.
1.4.4. Нормативы неполного штучного времени включают:
- основное (технологическое) время;
- вспомогательное время, связанное с переходом, операцией;
- время на обслуживание рабочего места, перерывы на отдых и личные потребности;
Нормативы неполного штучного времени (tнш) рассчитаны на рациональные организационно-технические условия, соответствующие мелкосерийному производству.
При уменьшении или увеличении партии обрабатываемых деталей к норме штучного времени следует применять поправочные коэффициенты, приведенные в карте 2.
Основное время tо рассчитано, исходя из применения оптимального сочетания факторов обработки (глубины резания t, подачи Sо, скорости резания V и стойкости режущего инструмента Т) с учетом системы СПИД «станок-приспособление, инструмент, деталь», а также других факторов. В целях удобства пользования нормативами неполного штучного времени и сокращения затрат на его определение, величина врезания и перебега режущего инструмента учтена в картах неполного штучного времени (через основное время). Исходя из этого в зависимости от длины обрабатываемой поверхности tнш определяется непосредственно по размерам обрабатываемой поверхности, указанным в чертеже детали.
Вспомогательное время, связанное с переходом, и принятое при расчете неполного штучного времени, содержит следующие приемы:
- включение и выключение оборотов шпинделя или подачи;
- подвод и отвод инструмента;
- перемещение детали из зоны резания;
- контрольные измерения.
Неполное штучное время на растачивание отверстий и подрезание торцов в нормативах дано на один рабочий ход в зависимости от диаметра обрабатываемого отверстия и длины обработки, на подрезание торца в зависимости от диаметра обрабатываемого отверстия.
Для отличающихся от принятых при расчете нормативов технологических условий в картах неполного штучного времени, приводятся поправочные коэффициенты на измененные условия работы (Ку).
Приведенные в приложении 1 сборника режимы резания следует рассматривать как справочный материал, который можно использовать для инструктажа рабочих станочников.
В свою очередь, вспомогательное время, связанное с переходом, приведено в приложении 2 и может использоваться также как справочный материал.
1.5. При установлении на предприятиях норм времени на основе настоящего сборника тарификация работ и профессий должна производиться по Единому тарифно-квалификационному справочнику работ и профессий рабочих. Выпуск 2 Раздел «Механическая обработка металлов и других материалов», утвержденному постановлением Министерства труда и социального развития Российской Федерации от 15 ноября 1999 г. № 45.
Квалификация рабочего, не соответствующая установленному разряду работы, не может служить основанием для каких-либо изменений норм времени, рассчитанных по сборнику.
1.6. Пример расчета нормы времени
|
Содержание операции: растачивание отверстий Æ 125Н7 и Æ 200Н7
Исходные данные: Станок алмазно-расточной, модель 2714. Отделочно-расточная головка АР-4 Обрабатываемая деталь - корпус Припуск на сторону - 0,1 мм Материал обрабатываемой детали - чугун СЧ21 224 ... 264НВ. Способ крепления - на столе с домкратом и с креплением болтами и планками, с выверкой в двух плоскостях Масса детали - 103 кг. Меритель - универсальный Количество деталей в партии - 6 |
№ поз. |
Определение элементов нормы времени |
Обозначение |
Время, мин |
Обоснование |
|
1 |
Установить и снять деталь |
tву |
22,4 |
Карта 3 (поз. 9, инд. К) |
|
|
2 |
Неполное штучное время: Расточить отверстие Æ 125Н7, L120, окончательно Расточить отверстие Æ 200H7, L290, окончательно Тнш = tнш1 + tнш2 = 9,55 + 30,6 = 40,15 |
tнш1 tнш2 |
9,55 30,6 |
Карта 4 (поз. 9, инд. И Ку = 1) Карта 4 (поз. 11, инд. О Ку = 1) |
|
|
3 |
Штучное время Тш = (tву + Тнш)×Ктш = (22,4 + 40,15) 0,95 = 59,42 |
Ктш = 0,95 Тш |
59,42 |
Карта 2 (поз. 4) |
|
|
4 |
Подготовительно-заключительное время |
tпз |
23 |
Карта 1 (поз. 1, инд. Г) |
|
|
5 |
Норма времени Нвр = Тш + tпз/n = 59,42 + 23/6 = 63,25 |
Нвр |
63,25 |
|
2. ХАРАКТЕРИСТИКА ПРИМЕНЯЕМОГО ОБОРУДОВАНИЯ И ТЕХНОЛОГИЯ РАБОТЫ
2.1. Нормативы времени и режимов резания на работы, выполняемые на отделочно-расточных станках, приведенные в сборнике, рассчитаны на наиболее распространенное на машиностроительных предприятиях отделочно-расточное оборудование отечественного производства.
Краткие технические характеристики станков и их паспортные данные представлены в табл. 2.1.
2.2. Нормативы режимов резания в зависимости от обрабатываемого материала (его твердости, шероховатости обрабатываемой поверхности) и материала режущего инструмента приведены в приложении 1.
2.3. Растачивание отверстий, как наиболее распространенная операция, выполняемая на отделочно-расточных станках, характеризуется небольшим сечением среза и обеспечивает точное расположение осей растачиваемых отверстий, высокую диаметральную точность (0,015 - 0,030 мм) и шероховатость обрабатываемой поверхности:
- Ra 2,5 ... 0,20 - для стальных деталей;
- Ra 2,5 ... 0,40 - для чугунных и 2,0 ... 0,10 - для деталей из цветных сплавов.
2.4. Необходимыми условиями применения рекомендуемых режимов резания являются исправность станка и соответствие техническим характеристикам по точности.
Краткие технические характеристики отделочно-расточных станков
|
Рабочая поверхность стола, мм |
Пределы подач стола, мм/мин. |
Типы головок |
Мощность двигателя, кВт |
|||||
|
АР-0 |
АР-1 |
АР-2 |
АР-3 |
АР-4 |
||||
|
Условные диаметры растачиваемых отверстий, мм |
||||||||
|
6 - 12 |
8 - 32 |
20 - 63 |
50 - 125 |
100 - 400 |
||||
|
Максимально допустимое число оборотов шпинделя |
||||||||
|
2705П/В |
320´500 |
10 - 500 |
10000 |
5000/4000 |
3150/2500 |
2000/1600 |
1250/1000 |
1,5 - 5 |
|
2706П/В |
320´500 |
8 - 500 |
||||||
|
2711П/В |
500´710 |
5 - 800 |
||||||
|
2712П/В |
500´710 |
8 - 800 |
||||||
|
2713П/В |
800´1000 |
8 - 400 |
||||||
|
2714П/В |
800´1000 |
|||||||
|
2777П/В |
800´1400 |
6 - 500 |
1,5 - 12 |
|||||
|
2779П/В |
1250´1250 |
1,6 - 5,5 |
||||||
|
2Е78ПН |
500´1250 |
0,025 - 0,2* |
1200 |
2,2 |
||||
Примечания:
1. Перечисленные выше отделочно-расточные полуавтоматы являются базовыми моделями специальных полуавтоматов.
2. * Рабочая подача шпиндельной бабки, мм/мин.
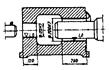
2.5. Технологические схемы обработки
Растачивание гладких отверстий
|
Длинное сквозное или соосные отверстия |
|
Снятие всего припуска однорезцовой борштангой за один рабочий ход |
|
|
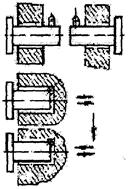
Короткое глухое отверстие Длинное глухое отверстие |
|||
|
Короткое сквозное отверстие Длинное сквозное или соосные отверстия |
|
Снятие всего припуска двумя однорезцовыми борштангами за два рабочих хода |
|
|
Короткое глухое отверстие Длинное глухое отверстие |
Обработка глухих отверстий за два рабочих хода осуществляется за счет передвижки обрабатываемой заготовки с повторением рабочего цикла |
||
|
Короткое сквозное отверстие |
|
Снятие всего припуска одной борштангой с двумя последовательно расположенными резцами за один рабочий ход |
|
|
Длинное сквозное отверстие |
|
Снятие всего припуска одной борштангой с двумя одновременно работающими резцами за один рабочий ход |
|
|
Короткое глухое отверстие Длинное глухое отверстие |
|||
|
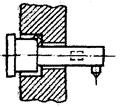
Растачивание ступенчатых отверстий |
Сквозное ступенчатое отверстие |
|
Снятие всего припуска на каждой ступени одним резцом при последовательной работе резцов |
|
Подрезание торцовых поверхностей |
Торец, подрезаемый широколезвийным резцом |
|
Снятие припуска с торцовой поверхности заготовки методом осевой подачи инструмента |




3. ОРГАНИЗАЦИОННО-ТЕХНИЧЕСКИЕ УСЛОВИЯ И ОРГАНИЗАЦИЯ ТРУДА
3.1. Мелкосерийное производство характеризуется широкой номенклатурой изготавливаемых деталей и малым объемом выпуска продукции, отсутствием закрепления детали за определенным станком.
Обработка выполняется на основании маршрутной или маршрутно-операционной технологии и преимущественно с применением универсальных, нормализованных и специальных приспособлений и инструментов.
Наряды на работу, технологическую документацию, приспособления и инструмент получает и доставляет на рабочее место токарь-расточник.
Заготовки на рабочее место доставляются подсобными рабочими.
Инструмент затачивается централизованно, периодическую правку производит токарь-расточник.
3.2. В механических цехах мелкосерийного производства на рабочем месте токаря-расточника хранится необходимое количество инструментов и приспособлений.
Для их хранения используется организационно-техническая оснастка, в которую входят: инструментальная тумбочка с планшетом (инструкция по технике безопасности), приемный столик, на верхней полке которого устанавливают тару с заготовками и деталями, а на нижней хранят приспособления и принадлежности, решетка для ног.
При односменной работе на рабочем месте устанавливается тумбочка с одним отделением, при работе в две смены - с двумя отделениями, при трехсменной работе - две инструментальные тумбочки: одна с двумя отделениями, другая с одним. При обработке крупногабаритных и тяжелых заготовок на рабочем месте устанавливают механизированное подъемно-транспортное устройство (подвесная кран-балка с дистанционным вызовом или консольно-поворотный кран, установленный непосредственно у станка и обслуживающий один или два станка).
Примечание. Приведенные в сборнике нормативы времени на выполнение технологических операций рассчитаны на характерную для мелкосерийного производства организацию труда и рабочих мест.
3.3. Организация рабочего места токаря станочника
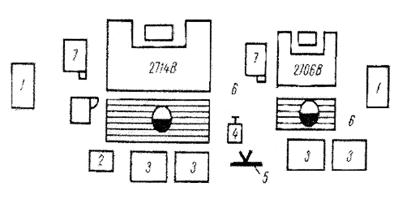
1 - шкаф инструментальный; 2 - столик приемный подвижный; 3 - стеллаж-подставка; 4 - стул подъемно-поворотный; 5 - планшет для чертежей; 6 - решетка под ноги рабочему; 7 - комплексный гидропривод.
4. НОРМАТИВНАЯ ЧАСТЬ
Подготовительно-заключительное время |
Карта 1 |
||||||||||
|
1. На наладку станка, инструмента, приспособления |
|||||||||||
|
№ позиции |
Вид обработки |
Число режущих инструментов в наладке |
С заменой специального зажимного приспособления |
Без замены специального зажимного приспособления |
|||||||
|
вручную |
подъемником |
||||||||||
|
Группа станков с диаметром растачивания, мм, до |
|||||||||||
|
125 |
400 |
125 |
400 |
125 |
400 |
||||||
|
Время, мин. |
|||||||||||
|
1 |
Растачивание и подрезание торцов |
Без установки приспособлений для подрезки торцов |
2 |
17 |
20 |
21 |
23 |
9 |
10 |
||
|
2 |
4 |
18 |
21 |
22 |
25 |
10 |
12 |
||||
|
3 |
6 |
21 |
25 |
25 |
28 |
13 |
15 |
||||
|
4 |
8 |
23 |
27 |
27 |
31 |
16 |
18 |
||||
|
5 |
С установкой приспособлений для подрезки торцов |
2 |
28 |
31 |
32 |
34 |
20 |
21 |
|||
|
6 |
4 |
29 |
32 |
33 |
36 |
21 |
23 |
||||
|
7 |
6 |
32 |
36 |
36 |
39 |
24 |
26 |
||||
|
8 |
8 |
34 |
38 |
38 |
42 |
27 |
29 |
||||
|
Индекс |
а |
б |
в |
г |
д |
е |
|||||
|
2. Добавлять ко времени на наладку станка |
|||||||||||
|
Элементы работы при наладке |
Способ установки |
Группа станков с диаметром растачивания, мм, до |
|||||||||
|
125 |
400 |
||||||||||
|
9 |
Установить и снять отделочно-расточную головку |
Вручную |
Время, мин. |
||||||||
|
35 |
45 |
||||||||||
|
10 |
Подъемником |
40 |
50 |
||||||||
|
11 |
Установить и отрегулировать один упор хода стола |
1 |
1,3 |
||||||||
Поправочные коэффициенты на штучное время в зависимости от количества обрабатываемых деталей в партии |
Карта 2 |
|||||||
|
№ позиции |
Штучное время Тш, мин., до |
Число деталей в партии, шт. |
||||||
|
1 - 3 |
4 - 6 |
7 - 10 |
11 - 15 |
16 - 20 |
св. 20 |
|||
|
Значение коэффициента, Ктш |
||||||||
|
1 |
3 |
1,2 |
1,1 |
1,05 |
1 |
0,95 |
0,9 |
|
|
2 |
15 |
1,1 |
1,05 |
1 |
0,95 |
0,9 |
0,85 |
|
|
3 |
60 |
1,05 |
1 |
0,95 |
0,9 |
0,85 |
0,8 |
|
|
4 |
Свыше 60 |
1 |
0,95 |
0,9 |
0,85 |
0,8 |
0,75 |
|
Примечание. Число деталей устанавливается по согласованию с плановыми органами завода, как средняя величина для всех запусков изделий в производство в течение длительного времени (как правило, не менее года).
Вспомогательное время на установку и снятие деталей (с учетом времени на обслуживание рабочего места, отдых и личные потребности) |
Карта 3 |
||||||||||||||||||
|
Лист 1 |
Листов 2 |
||||||||||||||||||
|
№ позиции |
Способ установки и крепления детали |
Характер выверки |
Точность выверки на 1 п/м, мм, до |
Вручную |
Мостовым краном |
||||||||||||||
|
Масса детали т, кг, до |
|||||||||||||||||||
|
1 |
2 |
5 |
8 |
12 |
20 |
30 |
30 |
80 |
200 |
300 |
600 |
||||||||
|
Время tву, мин |
|||||||||||||||||||
|
1 |
На столе с креплением болтами и планками |
С выверкой в одной плоскости |
0,3 |
1,9 |
2,2 |
2,5 |
2,7 |
3,1 |
3,8 |
4,4 |
6,7 |
9,1 |
12,3 |
12,6 |
- |
||||
|
2 |
0,1 |
2,1 |
2,5 |
2,7 |
3,1 |
3,6 |
4,1 |
4,7 |
8,1 |
10 |
13,4 |
13,7 |
16,6 |
||||||
|
3 |
С выверкой в двух плоскостях |
0,3 |
2,6 |
3 |
3,6 |
4,1 |
4,6 |
5,2 |
5,8 |
12,3 |
13,8 |
18,5 |
18,8 |
20,7 |
|||||
|
4 |
0,1 |
3,1 |
3,6 |
4,1 |
4,5 |
4,8 |
5,6 |
6,2 |
13,4 |
15,1 |
20,1 |
20,4 |
23,9 |
||||||
|
5 |
На столе с домкратом и подставками (или угольником) с креплением болтами и планками |
С выверкой в одной плоскости |
0,3 |
2,7 |
3,2 |
3,4 |
3,8 |
4,2 |
4,9 |
5,5 |
9,3 |
10,6 |
15,1 |
15,4 |
18,3 |
||||
|
6 |
0,1 |
2,8 |
3,4 |
3,6 |
4,1 |
4,7 |
5,3 |
5,9 |
10,3 |
11,8 |
16,8 |
17,2 |
20,6 |
||||||
|
7 |
0,05 |
3,4 |
3,9 |
4,4 |
4,9 |
5,4 |
6,3 |
6,9 |
12,3 |
14 |
20,2 |
20,6 |
23,2 |
||||||
|
8 |
С выверкой в двух плоскостях |
0,3 |
3 |
3,6 |
4,2 |
4,7 |
5,1 |
6,2 |
6,8 |
12,9 |
15,1 |
20,7 |
21,2 |
25,2 |
|||||
|
9 |
0,1 |
3,4 |
3,8 |
4,5 |
5,1 |
5,6 |
6,7 |
7,3 |
14,6 |
16,8 |
22,4 |
22,8 |
26,2 |
||||||
|
10 |
0,05 |
4,5 |
5 |
5,6 |
6,2 |
6,9 |
7,9 |
8,5 |
17,4 |
20,2 |
26,9 |
27,3 |
31,9 |
||||||
|
Индекс |
|
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
||||||
|
Карта 3 |
||||||||||||||||
|
Лист 2 |
Листов 2 |
|||||||||||||||
|
№ позиции |
Способ установки и крепления детали |
Характер выверки |
Точность выверки на 1 п/м, мм, до |
Вручную |
Мостовым краном |
|||||||||||
|
Масса детали m, кг, до |
||||||||||||||||
|
1 |
2 |
5 |
8 |
12 |
20 |
30 |
30 |
80 |
200 |
300 |
600 |
|||||
|
Время tву, мин |
||||||||||||||||
|
11 |
В самоцентрирующем патроне с ручным зажимом |
С выверкой относительно оси растачивания |
0,3 |
0,95 |
1,25 |
1,4 |
1,7 |
1,8 |
2,2 |
2,7 |
6 |
7,4 |
9,8 |
- |
- |
|
|
12 |
0,1 |
1,9 |
2,6 |
2,7 |
3,4 |
3,7 |
4,1 |
4,6 |
7,8 |
9,5 |
12,8 |
- |
- |
|||
|
13 |
В приспособлении |
0,05 |
1 |
1,3 |
1,45 |
1,7 |
1,9 |
2,3 |
2,5 |
3,6 |
4,8 |
6,7 |
- |
- |
||
|
14 |
Время по карте предусматривает крепление детали болтами в количестве |
4 |
||||||||||||||
|
15 |
Добавлять (отнимать) на каждый болт сверх (менее) предусмотренных |
0,4 |
0,5 |
|||||||||||||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
||||
Примечания: 1. При установке нежестких деталей сварной конструкции время по карте применять с К = 1,2. 2. При работе с местным подъемником время, приведенное для мостового крана, уменьшать на 1,5 мин.
|
Растачивание отверстий и подрезание торцов методом осевой подачи широколезвийными инструментами |
Резцы с пластинами ВК3М (ВК3, ВК60М) |
||||||||||||
Карта 4 |
|||||||||||||
Чугуны серые, ковкие и высокопрочные< 167 ... 264 НВ, Rа 1,6 ... 1,0, 7 квалитет |
Лист 1 |
Листов 3 |
|||||||||||
|
I. Растачивание отверстий |
|||||||||||||
|
№ позиции |
Диаметр обрабатываемого отверстия d, мм, до |
Глубина резания t, мм, до |
Длина обрабатываемой поверхности L, мм, до |
||||||||||
|
15 |
20 |
30 |
40 |
50 |
65 |
80 |
100 |
120 |
150 |
||||
|
Время на рабочий ход tнш, мин. |
|||||||||||||
|
1 |
10 |
0,1 |
0,79 |
0,90 |
1,32 |
1,50 |
- |
- |
- |
- |
- |
- |
|
|
2 |
15 |
0,12 |
0,92 |
1,18 |
1,40 |
1,60 |
1,90 |
- |
- |
- |
- |
- |
|
|
3 |
20 |
0,15 |
1,05 |
1,23 |
1,48 |
1,70 |
2,05 |
2,55 |
2,80 |
4,01 |
- |
- |
|
|
4 |
30 |
0,2 |
1,17 |
1,37 |
1,66 |
1,92 |
2,18 |
2,85 |
2,90 |
4,10 |
4,50 |
5,50 |
|
|
5 |
50 |
0,3 |
1,37 |
1,61 |
1,97 |
2,32 |
2,64 |
3,12 |
3,57 |
4,17 |
4,77 |
5,62 |
|
|
6 |
65 |
0,35 |
1,57 |
1,86 |
2,30 |
2,72 |
3,13 |
3,72 |
4,29 |
5,04 |
5,79 |
6,88 |
|
|
7 |
80 |
0,4 |
1,75 |
2,08 |
2,60 |
3,13 |
3,57 |
4,26 |
4,94 |
5,85 |
6,73 |
8,02 |
|
|
8 |
100 |
0,5 |
1,97 |
2,34 |
2,95 |
3,57 |
4,11 |
4,94 |
5,76 |
6,83 |
7,89 |
9,47 |
|
|
9 |
125 |
0,6 |
2,26 |
2,71 |
3,46 |
4,11 |
4,86 |
5,89 |
6,90 |
8,23 |
9,55 |
11,5 |
|
|
10 |
160 |
0,8 |
2,63 |
3,15 |
4,06 |
4,86 |
5,79 |
7,05 |
8,30 |
9,96 |
12,2 |
14,0 |
|
|
11 |
200 |
0,8 |
3,03 |
3,66 |
4,75 |
5,80 |
6,84 |
8,38 |
9,91 |
11,9 |
14,6 |
16,9 |
|
|
12 |
250 |
0,9 |
3,50 |
4,24 |
5,54 |
6,81 |
8,1 |
9,90 |
11,8 |
14,2 |
17,4 |
20,2 |
|
|
13 |
320 |
1 |
4,09 |
5,00 |
6,56 |
8,09 |
9,63 |
11,9 |
14,1 |
17,1 |
21,0 |
24,5 |
|
|
14 |
400 |
1,1 |
4,67 |
5,68 |
7,53 |
9,34 |
11,1 |
13,8 |
16,4 |
20,0 |
23,4 |
28,6 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
|||
|
Растачивание отверстий и подрезание торцов методом осевой подачи широколезвийными инструментами Чугуны серые, ковкие и высокопрочные < 167 ... 264 НВ, Rа 1,6 ... 1,0, 7 квалитет |
Резцы с пластинами ВК3М (ВК3, ВК60М) |
||||||||||||
|
Карта 4 |
|||||||||||||
|
Лист 2 |
Листов 3 |
||||||||||||
|
I. Растачивание отверстий |
|||||||||||||
|
№ позиции |
Диаметр обрабатываемого отверстия d, мм, до |
Глубина резания t, мм, до |
Длина обрабатываемой поверхности L, мм, до |
||||||||||
|
175 |
210 |
250 |
290 |
340 |
400 |
460 |
530 |
600 |
700 |
||||
|
Время на рабочий ход tнш, мин. |
|||||||||||||
|
1 |
10 |
0,1 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
2 |
15 |
0,12 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
3 |
20 |
0,15 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
4 |
30 |
0,2 |
6,74 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
5 |
50 |
0,3 |
7,4 |
8,5 |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
6 |
65 |
0,35 |
7,81 |
10,8 |
13,4 |
- |
- |
- |
- |
- |
- |
- |
|
|
7 |
80 |
0,4 |
9,12 |
12 |
15,5 |
17,7 |
20,6 |
- |
- |
- |
- |
- |
|
|
8 |
100 |
0,5 |
11,2 |
14 |
18,5 |
21,5 |
23,7 |
32,5 |
37 |
- |
- |
- |
|
|
9 |
125 |
0,6 |
13,6 |
16,9 |
19,5 |
22,5 |
26 |
34 |
44 |
51,5 |
- |
- |
|
|
10 |
160 |
0,8 |
16,6 |
19,5 |
22,7 |
25,9 |
29,3 |
37 |
46 |
53 |
64 |
77 |
|
|
11 |
200 |
0,8 |
20,1 |
23,5 |
27,5 |
30,6 |
36,3 |
42,2 |
48 |
63 |
75 |
83,6 |
|
|
12 |
250 |
0,9 |
24,1 |
28,2 |
33 |
37,8 |
43,7 |
50,8 |
57,9 |
73 |
83,2 |
100 |
|
|
13 |
320 |
1 |
29,2 |
35,4 |
40,2 |
46 |
53,3 |
62 |
70,8 |
80,9 |
95,1 |
115 |
|
|
14 |
400 |
1,1 |
34,1 |
40,2 |
47,1 |
54 |
62,6 |
72,9 |
83,2 |
95,2 |
110 |
130 |
|
|
Индекс |
л |
м |
н |
о |
п |
р |
с |
т |
у |
ф |
|||
|
Растачивание отверстий и подрезание торцов методом осевой подачи широколезвийными инструментами Чугуны серые, ковкие и высокопрочные < 167 ... 264 НВ, Ra 1,6... 1,0, 7 квалитет |
Резцы с пластинами ВК3М (ВК3, ВК60М) |
|||||||||||
|
Карта 4 |
||||||||||||
|
Лист 3 |
Листов 3 |
|||||||||||
|
II. Подрезание торцов методом осевой подачи широколезвийными инструментами |
||||||||||||
|
№ позиции |
Диаметр обрабатываемого отверстия d, мм, до |
|||||||||||
|
50 |
65 |
80 |
100 |
125 |
160 |
200 |
250 |
320 |
400 |
|||
|
Время на рабочий ход tнш, мин. |
||||||||||||
|
15 |
1 |
1,1 |
1,3 |
1,6 |
1,9 |
2,2 |
2,4 |
2,6 |
2,9 |
3,3 |
||
|
Индекс |
||||||||||||
|
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
|||
|
III. Поправочные коэффициенты на время обработки для измененных условий работы: |
||||||||||||
|
Твердость обрабатываемого материала, НВ |
||||||||||||
|
< 167 |
167 ... 223 |
224 ... 264 |
||||||||||
|
Шероховатость обрабатываемой поверхности, Ra |
||||||||||||
|
1,0 |
1,6 |
1,0 |
1,6 |
1,0 |
1,6 |
|||||||
|
Коэффициент Ку |
||||||||||||
|
0,6 |
0,5 |
0,8 |
0,7 |
1,0 |
0,7 |
|||||||
|
Растачивание отверстий и подрезание торцов методом осевой подачи широколезвийными инструментами Чугуны термообработанные и отбеленныеHRCэ 41 ... 47, Ra 1,6 ... 1,0, 7 квалитет |
Резцы с пластинами ВК3М (ВК3, ВК60М) |
|||||||||||||
Карта 5 |
||||||||||||||
|
Лист 1 |
Листов 3 |
|||||||||||||
|
I. Растачивание отверстий |
||||||||||||||
|
№ позиции |
Диаметр обрабатываемого отверстия d, мм, до |
Глубина резания t, мм, до |
Длина обрабатываемой поверхности L, мм, до |
|||||||||||
|
15 |
20 |
30 |
40 |
50 |
65 |
80 |
100 |
120 |
150 |
|||||
|
Время на рабочий ход tнш, мин. |
||||||||||||||
|
1 |
10 |
0,1 |
0,80 |
0,95 |
1,35 |
1,57 |
- |
- |
- |
- |
- |
- |
||
|
2 |
15 |
0,12 |
0,94 |
1,11 |
1,45 |
1,65 |
2,00 |
- |
- |
- |
- |
- |
||
|
3 |
20 |
0,15 |
1,08 |
1,27 |
1,53 |
1,75 |
2,10 |
2,64 |
2,91 |
3,80 |
- |
- |
||
|
4 |
30 |
0,2 |
1,20 |
1,40 |
1,70 |
1,98 |
2,25 |
2,95 |
3,01 |
4,22 |
5,08 |
5,83 |
||
|
5 |
50 |
0,3 |
1,41 |
1,67 |
2,05 |
2,42 |
2,77 |
3,28 |
3,76 |
4,41 |
5,25 |
5,97 |
||
|
6 |
65 |
0,35 |
1,60 |
1,89 |
2,34 |
2,78 |
3,20 |
3,81 |
4,40 |
5,18 |
5,96 |
7,08 |
||
|
7 |
80 |
0,4 |
1,83 |
2,18 |
2,74 |
3,27 |
3,79 |
4,54 |
5,28 |
6,27 |
7,23 |
8,64 |
||
|
8 |
100 |
0,5 |
2,09 |
2,49 |
3,16 |
3,81 |
4,44 |
5,36 |
6,27 |
7,46 |
8,64 |
10,4 |
||
|
9 |
125 |
0,6 |
2,38 |
2,86 |
3,66 |
4,43 |
5,17 |
6,29 |
7,39 |
8,83 |
10,3 |
12,4 |
||
|
10 |
160 |
0,8 |
2,81 |
3,38 |
4,38 |
5,34 |
6,29 |
7,69 |
9,07 |
10,9 |
12,7 |
15,4 |
||
|
11 |
200 |
0,8 |
3,25 |
3,94 |
5,13 |
6,29 |
7,45 |
9,15 |
10,8 |
13,1 |
15,3 |
18,6 |
||
|
12 |
250 |
0,9 |
3,74 |
4,54 |
5,97 |
7,35 |
8,73 |
10,8 |
12,8 |
15,5 |
18,1 |
22,1 |
||
|
13 |
320 |
1 |
4,47 |
5,44 |
7,21 |
8,93 |
10,7 |
13,2 |
15,7 |
19,1 |
22,4 |
27,4 |
||
|
14 |
400 |
1,1 |
5,21 |
6,35 |
8,47 |
10,5 |
12,6 |
15,7 |
18,7 |
22,8 |
26,8 |
32,8 |
||
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
|||
|
Растачивание отверстий и подрезание торцов методом осевой подачи широколезвийными инструментами Чугуны термообработанные и отбеленные HRCэ 41 ... 47, Ra 1,6 ... 1,0, 7 квалитет |
Резцы с пластинами ВК3М (ВК3, ВК60М) |
|||||||||||||||||
|
Карта 5 |
||||||||||||||||||
|
Лист 2 |
Листов 3 |
|||||||||||||||||
|
I. Растачивание отверстий |
||||||||||||||||||
|
№ позиции |
Диаметр обрабатываемого отверстия d, мм, до |
Глубина резания t, мм, до |
Длина обрабатываемой поверхности L, мм, до |
|||||||||||||||
|
175 |
210 |
250 |
290 |
340 |
400 |
460 |
530 |
600 |
700 |
|||||||||
|
Время на рабочий ход tнш, мин. |
||||||||||||||||||
|
1 |
10 |
0,1 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||||||
|
2 |
15 |
0,12 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||||||
|
3 |
20 |
0,15 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||||||
|
4 |
30 |
0,2 |
6,84 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||||||
|
5 |
50 |
0,3 |
7,75 |
10,1 |
- |
- |
- |
- |
- |
- |
- |
- |
||||||
|
6 |
65 |
0,35 |
8,05 |
10,8 |
14,5 |
- |
- |
- |
- |
- |
- |
- |
||||||
|
7 |
80 |
0,4 |
9,84 |
11,5 |
15,3 |
18,6 |
22,6 |
- |
- |
- |
- |
- |
||||||
|
8 |
100 |
0,5 |
11,9 |
13,9 |
16,2 |
20,5 |
24,5 |
35,2 |
38,7 |
- |
- |
- |
||||||
|
9 |
125 |
0,6 |
14,2 |
16,6 |
19,4 |
22,2 |
28,5 |
38,2 |
48,6 |
55,7 |
- |
- |
||||||
|
10 |
160 |
0,8 |
17,7 |
20,8 |
24,3 |
27,9 |
32,4 |
40,7 |
50,6 |
58,3 |
- |
- |
||||||
|
11 |
200 |
0,8 |
21,3 |
25,2 |
29,5 |
33,9 |
39,3 |
45,8 |
52,8 |
69,3 |
82,5 |
- |
||||||
|
12 |
250 |
0,9 |
25,4 |
30 |
35,2 |
40,5 |
47 |
54,8 |
62,7 |
80,3 |
91,3 |
110 |
||||||
|
13 |
320 |
1 |
31,5 |
37,3 |
43,9 |
50,5 |
58,7 |
68,6 |
78,4 |
89 |
105 |
127 |
||||||
|
14 |
400 |
1,1 |
37,8 |
44,8 |
52,8 |
60,7 |
70,6 |
82,5 |
94,4 |
105 |
121 |
143 |
||||||
|
Индекс |
л |
м |
н |
о |
п |
р |
с |
т |
у |
ф |
||||||||
|
Растачивание отверстий и подрезание торцов методом осевой подачи широколезвийными инструментами Чугуны термообработанные и отбеленные HRC э 41 ... 47, Ra 1,6 ... 1,0, 7 квалитет |
Резцы с пластинами ВК3М (ВК3, ВК60М) |
||||||||||
|
Карта 5 |
|||||||||||
|
Лист 3 |
Листов 3 |
||||||||||
|
II. Подрезание торцов методом осевой подачи широколезвийными инструментами |
|||||||||||
|
№ позиции |
Диаметр обрабатываемого отверстия d, мм, до |
||||||||||
|
50 |
65 |
80 |
100 |
125 |
160 |
200 |
250 |
320 |
400 |
||
|
Время на рабочий ход tнш, мин |
|||||||||||
|
15 |
1,1 |
1,2 |
1,4 |
1,7 |
2 |
2,3 |
2,6 |
2,8 |
3,1 |
3,5 |
|
|
Индекс |
|||||||||||
|
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
||
|
III. Поправочные коэффициенты на время обработки для измененных условий работы: |
|||||||||||
|
Шероховатость обрабатываемой поверхности, Ra |
|||||||||||
|
1,0 |
1,6 |
||||||||||
|
Коэффициент Ку |
|||||||||||
|
1,0 |
0,7 |
||||||||||
|
Растачивание отверстий и подрезание торцов методом осевой подачи широколезвийными инструментами Стали углеродистые качественные144 ... 213 НВ, Ra 1,6 ... 0,63, 7 квалитет |
Резцы с пластинами Т30К4 |
||||||||||||||||||||
Карта 6 |
|||||||||||||||||||||
|
Лист 1 |
Листов 3 |
||||||||||||||||||||
|
I. Растачивание отверстий |
|||||||||||||||||||||
|
№ позиции |
Диаметр обрабатываемого отверстия d, мм, до |
Глубина резания t, мм, до |
Длина обрабатываемой поверхности L, мм, до |
||||||||||||||||||
|
15 |
20 |
30 |
40 |
50 |
65 |
80 |
100 |
120 |
150 |
||||||||||||
|
Время на рабочий ход tнш, мин. |
|||||||||||||||||||||
|
1 |
10 |
0,1 |
0,73 |
0,81 |
0,99 |
1,11 |
- |
- |
- |
- |
- |
- |
|||||||||
|
2 |
15 |
0,12 |
0,75 |
0,87 |
1,09 |
1,17 |
1,28 |
- |
- |
- |
- |
- |
|||||||||
|
3 |
20 |
0,15 |
0,85 |
0,98 |
1,13 |
1,24 |
1,38 |
1,68 |
1,87 |
2,11 |
- |
- |
|||||||||
|
4 |
30 |
0,2 |
0,95 |
1,09 |
1,26 |
1,41 |
1,55 |
1,75 |
1,93 |
2,64 |
2,96 |
3,40 |
|||||||||
|
5 |
50 |
0,3 |
1,11 |
1,29 |
1,52 |
1,74 |
1,94 |
2,22 |
2,48 |
2,82 |
3,16 |
3,63 |
|||||||||
|
6 |
65 |
0,35 |
1,21 |
1,42 |
1,68 |
1,92 |
2,15 |
2,47 |
2,78 |
3,18 |
3,58 |
4,13 |
|||||||||
|
7 |
80 |
0,4 |
1,31 |
1,52 |
1,82 |
2,10 |
2,35 |
2,71 |
3,06 |
3,52 |
3,96 |
4,59 |
|||||||||
|
8 |
100 |
0,5 |
1,44 |
1,67 |
2,02 |
2,34 |
2,64 |
3,07 |
3,50 |
4,04 |
4,56 |
5,34 |
|||||||||
|
9 |
125 |
0,6 |
1,59 |
1,88 |
2,28 |
2,66 |
3,02 |
3,55 |
4,05 |
4,71 |
5,36 |
6,3 |
|||||||||
|
10 |
160 |
0,8 |
1,72 |
2,03 |
2,49 |
2,90 |
3,31 |
3,90 |
4,47 |
5,23 |
6,0 |
7,0 |
|||||||||
|
11 |
200 |
0,8 |
1,92 |
2,27 |
2,81 |
3,30 |
3,79 |
4,49 |
5,18 |
6,1 |
7,0 |
8,3 |
|||||||||
|
12 |
250 |
0,9 |
2,17 |
2,56 |
3,20 |
3,80 |
4,4 |
5,2 |
6,1 |
7,2 |
8,3 |
9,8 |
|||||||||
|
13 |
320 |
1 |
2,46 |
2,94 |
3,71 |
4,43 |
5,15 |
6,2 |
7,2 |
8,6 |
9,9 |
11,9 |
|||||||||
|
14 |
400 |
1,1 |
2,84 |
3,38 |
4,31 |
5,20 |
6,1 |
7,4 |
8,6 |
10,3 |
11,9 |
14,4 |
|||||||||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
|||||||||||
|
Растачивание отверстий и подрезание торцов методом осевой подачи широколезвийными инструментами Стали углеродистые качественные 144 ... 213 HB, Ra 1,6 ... 0,63, 7 квалитет |
Резцы с пластинами Т30К4 |
|||||||||||
|
Карта 6 |
||||||||||||
|
Лист 2 |
Листов 3 |
|||||||||||
|
I. Растачивание отверстий |
||||||||||||
|
№ позиции |
Диаметр обрабатываемого отверстия d, мм, до |
Глубина резания t, мм, до |
Длина обрабатываемой поверхности L, мм, до |
|||||||||
|
175 |
210 |
250 |
290 |
340 |
400 |
460 |
530 |
600 |
700 |
|||
|
Время на рабочий ход tнш, мин. |
||||||||||||
|
1 |
10 |
0,1 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
2 |
15 |
0,12 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
3 |
20 |
0,15 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
4 |
30 |
0,2 |
3,83 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
5 |
50 |
0,3 |
4,37 |
5,18 |
- |
- |
- |
- |
- |
- |
- |
- |
|
6 |
65 |
0,35 |
4,62 |
6,15 |
8,23 |
- |
- |
- |
- |
- |
- |
- |
|
7 |
80 |
0,4 |
5,13 |
6,86 |
8,53 |
9,1 |
11,5 |
- |
- |
- |
- |
- |
|
8 |
100 |
0,5 |
6 |
7,88 |
8,88 |
9,87 |
11,9 |
16 |
18,1 |
- |
- |
- |
|
9 |
125 |
0,6 |
7,11 |
8,2 |
9,42 |
10,7 |
12,2 |
16,3 |
21,8 |
24,8 |
- |
- |
|
10 |
160 |
0,8 |
7,93 |
9,17 |
10,6 |
12 |
13,7 |
17,8 |
23,8 |
27,1 |
40,4 |
46,7 |
|
11 |
200 |
0,8 |
9,36 |
10,9 |
12,6 |
14,2 |
16,3 |
18,9 |
24,3 |
33,4 |
42,5 |
52,6 |
|
12 |
250 |
0,9 |
11,2 |
13 |
15,1 |
17,2 |
19,8 |
22,9 |
25,9 |
40,1 |
45,1 |
55,2 |
|
13 |
320 |
1 |
13,5 |
15,8 |
18,4 |
21 |
24,2 |
28 |
31,9 |
50,6 |
56,9 |
65,9 |
|
14 |
400 |
1,1 |
16,4 |
19,3 |
22,5 |
25,7 |
29,7 |
34,5 |
39,2 |
60,2 |
67,8 |
78,6 |
|
Индекс |
л |
м |
н |
о |
п |
р |
с |
т |
у |
ф |
||
|
Растачивание отверстий и подрезание торцов методом осевой подачи широколезвийными инструментами |
Резцы с пластинами Т30К4 |
||||||||||||
|
Стали углеродистые качественные 144 ... 213 НВ, Ra 1,6 ... 0,63, 7 квалитет |
Карта 6 |
||||||||||||
|
Лист 3 |
Листов 3 |
||||||||||||
|
II. Подрезание торцов методом осевой подачи широколезвийными инструментами |
|||||||||||||
|
№ позиции |
Диаметр обрабатываемого отверстия d, мм, до |
||||||||||||
|
50 |
65 |
80 |
100 |
125 |
160 |
200 |
250 |
320 |
400 |
||||
|
Время на рабочий ход tнш, мин. |
|||||||||||||
|
15 |
0,3 |
0,4 |
0,5 |
0,6 |
0,6 |
0,7 |
0,8 |
0,8 |
0,9 |
1 |
|||
|
Индекс |
|||||||||||||
|
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
||||
|
III. Поправочные коэффициенты на время обработки для измененных условий работы: |
|||||||||||||
|
Обрабатываемый материал |
|||||||||||||
|
стали низкоуглеродистые качественные |
стали среднеуглеродистые качественные |
||||||||||||
|
144 ... 213 НВ |
150 ... 213 НВ |
||||||||||||
|
Шероховатость обрабатываемой поверхности, Ra |
|||||||||||||
|
0,63 |
0,8 |
1,6 |
0,63 |
0,8 |
1,6 |
||||||||
|
Коэффициент Ку |
|||||||||||||
|
1,0 |
0,8 |
0,6 |
1,3 |
1,0 |
0,8 |
||||||||
|
Растачивание отверстий и подрезание торцов методом осевой подачи широколезвийными инструментами Стали легированные конструкционные150 ... 279 НВ, Ra 1,6 ... 0,63, 7 квалитет |
Резцы с пластинами Т30К4 |
||||||||||||||||||||||
Карта 7 |
|||||||||||||||||||||||
|
Лист 1 |
Листов 3 |
||||||||||||||||||||||
|
I. Растачивание отверстий |
|||||||||||||||||||||||
|
№ позиции |
Диаметр обрабатываемого отверстия d, мм, до |
Глубина резания t, мм, до |
Длина обрабатываемой поверхности L, мм, до |
||||||||||||||||||||
|
15 |
20 |
30 |
40 |
50 |
65 |
80 |
100 |
120 |
150 |
||||||||||||||
|
Время на рабочий ход tнш, мин. |
|||||||||||||||||||||||
|
1 |
10 |
0,1 |
0,76 |
0,98 |
1,23 |
1,44 |
- |
- |
- |
- |
- |
- |
|||||||||||
|
2 |
15 |
0,12 |
0,89 |
1,05 |
1,32 |
1,50 |
1,67 |
- |
- |
- |
- |
- |
|||||||||||
|
3 |
20 |
0,15 |
1,10 |
1,30 |
1,57 |
1,81 |
2,08 |
2,53 |
3,02 |
3,52 |
- |
- |
|||||||||||
|
4 |
30 |
0,2 |
1,20 |
1,41 |
1,71 |
1,99 |
2,26 |
2,65 |
3,33 |
4,68 |
5,38 |
6,01 |
|||||||||||
|
5 |
50 |
0,3 |
1,35 |
1,59 |
1,95 |
2,28 |
2,60 |
3,06 |
3,50 |
4,73 |
5,43 |
6,20 |
|||||||||||
|
6 |
65 |
0,35 |
1,52 |
1,80 |
2,21 |
2,60 |
2,99 |
3,54 |
4,07 |
4,78 |
5,48 |
6,49 |
|||||||||||
|
7 |
80 |
0,4 |
1,71 |
2,02 |
2,52 |
3,00 |
3,45 |
4,11 |
4,76 |
5,62 |
6,46 |
7,69 |
|||||||||||
|
8 |
100 |
0,5 |
1,92 |
2,27 |
2,86 |
3,42 |
3,95 |
4,75 |
5,53 |
6,54 |
7,55 |
9,05 |
|||||||||||
|
9 |
125 |
0,6 |
2,16 |
2,59 |
3,28 |
3,94 |
4,58 |
5,54 |
6,48 |
7,70 |
8,92 |
10,7 |
|||||||||||
|
10 |
160 |
0,8 |
2,56 |
3,08 |
3,95 |
4,79 |
5,62 |
6,84 |
8,04 |
9,63 |
11,2 |
13,5 |
|||||||||||
|
11 |
200 |
0,8 |
2,91 |
3,51 |
4,54 |
5,52 |
6,51 |
7,95 |
9,39 |
11,3 |
13,2 |
15,9 |
|||||||||||
|
12 |
250 |
0,9 |
3,94 |
4,77 |
6,28 |
7,74 |
9,20 |
11,3 |
13,5 |
16,3 |
19,1 |
23,3 |
|||||||||||
|
13 |
320 |
1 |
4,28 |
5,21 |
6,90 |
8,56 |
10,2 |
12,6 |
15,1 |
18,3 |
21,5 |
26,2 |
|||||||||||
|
14 |
400 |
1,1 |
4,73 |
5,75 |
7,62 |
9,45 |
11,3 |
14,0 |
16,7 |
20,2 |
23,8 |
29,0 |
|||||||||||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
|||||||||||||
|
Растачивание отверстий и подрезание торцов методом осевой подачи широколезвийными инструментами Стали легированные конструкционные 150 ... 279 НВ, Ra 1,6 ... 0,63, 7 квалитет |
Резцы с пластинами Т30К4 |
||||||||||||||||||
|
Карта 7 |
|||||||||||||||||||
|
Лист 2 |
Листов 3 |
||||||||||||||||||
|
I. Растачивание отверстий |
|||||||||||||||||||
|
№ позиции |
Диаметр обрабатываемого отверстия d, мм, до |
Глубина резания t, мм, до |
Длина обрабатываемой поверхности L, мм, до |
||||||||||||||||
|
175 |
210 |
250 |
290 |
340 |
400 |
460 |
530 |
600 |
700 |
||||||||||
|
Время на рабочий ход tнш, мин. |
|||||||||||||||||||
|
1 |
10 |
0,1 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|||||||
|
2 |
15 |
0,12 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|||||||
|
3 |
20 |
0,15 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|||||||
|
4 |
30 |
0,2 |
6,7 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|||||||
|
5 |
50 |
0,3 |
7 |
9,67 |
- |
- |
- |
- |
- |
- |
- |
- |
|||||||
|
6 |
65 |
0,35 |
7,36 |
10,2 |
13,3 |
- |
- |
- |
- |
- |
- |
- |
|||||||
|
7 |
80 |
0,4 |
8,74 |
11,5 |
14 |
18,2 |
21,1 |
- |
- |
- |
- |
- |
|||||||
|
8 |
100 |
0,5 |
10,3 |
12 |
16 |
18,9 |
21,7 |
24 |
27,3 |
- |
- |
- |
|||||||
|
9 |
125 |
0,6 |
12,2 |
14,3 |
16,7 |
19,1 |
22 |
29,4 |
33,5 |
38,2 |
- |
- |
|||||||
|
10 |
160 |
0,8 |
15,5 |
18,2 |
21,2 |
24,3 |
28,2 |
32,7 |
40,8 |
48,1 |
63,8 |
74 |
|||||||
|
11 |
200 |
0,8 |
18,3 |
21,5 |
25,2 |
28,8 |
33,4 |
38,9 |
43,2 |
49,4 |
77,8 |
96,4 |
|||||||
|
12 |
250 |
0,9 |
21,3 |
25,8 |
32,1 |
33,9 |
40,3 |
45,2 |
52,2 |
70,6 |
94,6 |
110 |
|||||||
|
13 |
320 |
1 |
26,8 |
35,8 |
37,2 |
42,7 |
49,6 |
57,8 |
66,1 |
85,0 |
115 |
144 |
|||||||
|
14 |
400 |
1,1 |
33,4 |
39,6 |
46,6 |
53,6 |
62,3 |
72,7 |
83,2 |
118 |
140 |
175 |
|||||||
|
Индекс |
л |
м |
н |
о |
п |
р |
с |
т |
у |
ф |
|||||||||
|
Растачивание отверстий и подрезание торцов методом осевой подачи широколезвийными инструментами Стали легированные конструкционные 150 ... 279 НВ, Ra 1,6 ... 0,63, 7 квалитет |
Резцы с пластинами Т30К4 |
|||||||||||||
|
Карта 7 |
||||||||||||||
|
Лист 3 |
Листов 3 |
|||||||||||||
|
II. Подрезание торцов методом осевой подачи широколезвийными инструментами |
||||||||||||||
|
№ позиции |
Диаметр обрабатываемого отверстия d, мм, до |
|||||||||||||
|
50 |
65 |
80 |
100 |
125 |
160 |
200 |
250 |
320 |
400 |
|||||
|
Время на рабочий ход tнш, мин. |
||||||||||||||
|
15 |
0,6 |
0,7 |
0,8 |
1 |
1,2 |
1,4 |
1,5 |
1,6 |
1,8 |
2,1 |
||||
|
Индекс |
||||||||||||||
|
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
|||||
|
III. Поправочные коэффициенты на время обработки для измененных условий работы: |
||||||||||||||
|
Твердость обрабатываемого материала, НВ |
||||||||||||||
|
150 … 217 |
218 ... 279 |
|||||||||||||
|
Шероховатость обрабатываемой поверхности, Ra |
||||||||||||||
|
0,63 |
0,8 |
1,6 |
0,63 |
0,8 |
1,6 |
|||||||||
|
Коэффициент Ку |
||||||||||||||
|
1,15 |
0,85 |
0,7 |
1,35 |
1,0 |
0,8 |
|||||||||
|
Растачивание отверстий и подрезание торцов методом осевой подачи широколезвийными инструментами Стали высоколегированные и труднообрабатываемые151 ... 280 НВ, Ra 0,8 ... 0,63, термообработанные НRСэ 30 ... 55, Ra 0,8 ... 0,63, 7 квалитет |
Резцы с пластинами Т30К4 |
|||||||||||||||||||||
Карта 8 |
||||||||||||||||||||||
|
Лист 1 |
Листов 3 |
|||||||||||||||||||||
|
I. Растачивание отверстий |
||||||||||||||||||||||
|
№ позиции |
Диаметр обрабатываемого отверстия d, мм, до |
Глубина резания t, мм, до |
Длина обрабатываемой поверхности L, мм, до |
|||||||||||||||||||
|
15 |
20 |
30 |
40 |
50 |
65 |
80 |
100 |
120 |
150 |
|||||||||||||
|
Время на рабочий ход tнш, мин. |
||||||||||||||||||||||
|
1 |
10 |
0,1 |
0,92 |
1,17 |
- |
- |
- |
- |
- |
- |
- |
- |
||||||||||
|
2 |
15 |
0,12 |
0,98 |
1,27 |
1,67 |
1,96 |
2,23 |
- |
- |
- |
- |
- |
||||||||||
|
3 |
20 |
0,15 |
1,11 |
1,38 |
1,70 |
2,06 |
2,35 |
3,35 |
3,78 |
4,46 |
- |
- |
||||||||||
|
4 |
30 |
0,2 |
1,36 |
1,72 |
2,11 |
2,49 |
2,85 |
3,40 |
3,88 |
5,39 |
6,20 |
7,37 |
||||||||||
|
5 |
50 |
0,3 |
1,55 |
1,96 |
2,44 |
2,89 |
3,32 |
3,96 |
4,47 |
6,07 |
7,02 |
8,40 |
||||||||||
|
6 |
65 |
0,35 |
1,77 |
2,27 |
2,95 |
3,39 |
3,94 |
4,72 |
5,48 |
6,49 |
7,49 |
8,97 |
||||||||||
|
7 |
80 |
0,4 |
1,99 |
2,57 |
3,26 |
3,93 |
4,57 |
5,50 |
6,39 |
7,65 |
8,86 |
10,6 |
||||||||||
|
8 |
100 |
0,5 |
2,24 |
3,06 |
4,05 |
5,31 |
6,25 |
7,63 |
9,01 |
10,5 |
12 |
15 |
||||||||||
|
9 |
125 |
0,6 |
2,56 |
3,39 |
4,37 |
5,35 |
6,30 |
7,70 |
9,10 |
10,9 |
12,5 |
15,3 |
||||||||||
|
10 |
160 |
0,8 |
2,66 |
3,51 |
4,53 |
5,5 |
6,47 |
7,89 |
9,28 |
11,1 |
13 |
15,7 |
||||||||||
|
11 |
200 |
0,8 |
3,07 |
4,09 |
5,31 |
6,49 |
7,67 |
9,39 |
11,1 |
13,4 |
15,6 |
19 |
||||||||||
|
12 |
250 |
0,9 |
3,51 |
4,73 |
6,19 |
7,61 |
9,02 |
11,1 |
12,9 |
15,9 |
18,6 |
22,6 |
||||||||||
|
13 |
320 |
1 |
4,16 |
5,69 |
7,51 |
9,30 |
11,1 |
13,7 |
16,3 |
19,8 |
23,2 |
28,3 |
||||||||||
|
14 |
400 |
1,1 |
4,87 |
6,68 |
8,88 |
11 |
13,2 |
16,4 |
19,5 |
23,7 |
27,9 |
34,1 |
||||||||||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
||||||||||||
|
Растачивание отверстий и подрезание торцов методом осевой подачи широколезвийными инструментами Стали высоколегированные и труднообрабатываемые 151 ... 280 НВ, Ra 1,6 ... 0,63, термообработанные HRC э 30 ... 55, Ra 0,8 ... 0,63, 7 квалитет |
Резцы с пластинами Т30К4 |
||||||||||||||||||||
|
Карта 8 |
|||||||||||||||||||||
|
Лист 2 |
Листов 3 |
||||||||||||||||||||
|
I. Растачивание отверстий |
|||||||||||||||||||||
|
№ позиции |
Диаметр обрабатываемого отверстия d, мм, до |
Глубина резания t, мм, до |
Длина обрабатываемой поверхности L, мм, до |
||||||||||||||||||
|
175 |
210 |
250 |
290 |
340 |
400 |
460 |
530 |
600 |
700 |
||||||||||||
|
Время на рабочий ход tнш, мин |
|||||||||||||||||||||
|
1 |
10 |
0,1 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|||||||||
|
2 |
15 |
0,12 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|||||||||
|
3 |
20 |
0,15 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|||||||||
|
4 |
30 |
0,2 |
12,0 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|||||||||
|
5 |
50 |
0,3 |
13,5 |
14,2 |
- |
- |
- |
- |
- |
- |
- |
- |
|||||||||
|
6 |
65 |
0,35 |
14 |
17,0 |
23,9 |
- |
- |
- |
- |
- |
- |
- |
|||||||||
|
7 |
80 |
0,4 |
14,5 |
18,0 |
24,2 |
25,4 |
30,8 |
- |
- |
- |
- |
- |
|||||||||
|
8 |
100 |
0,5 |
17,0 |
19,4 |
25,4 |
26,8 |
31,1 |
35,5 |
40,0 |
- |
- |
- |
|||||||||
|
9 |
125 |
0,6 |
17,4 |
20,6 |
26,0 |
28,0 |
32,7 |
36,9 |
42,0 |
45,1 |
- |
- |
|||||||||
|
10 |
160 |
0,8 |
18,0 |
21,4 |
28,6 |
30,3 |
33,8 |
38,1 |
43,5 |
68,3 |
78,7 |
114 |
|||||||||
|
11 |
200 |
0,8 |
21,8 |
25,6 |
29,8 |
34,5 |
40,0 |
46,5 |
71,2 |
81,5 |
100 |
132 |
|||||||||
|
12 |
250 |
0,9 |
26,0 |
30,7 |
36,1 |
41,4 |
48,1 |
56,0 |
74,0 |
97,4 |
120 |
150 |
|||||||||
|
13 |
320 |
1 |
32,6 |
38,5 |
45,3 |
52,1 |
60,5 |
70,6 |
80,7 |
121 |
140 |
170 |
|||||||||
|
14 |
400 |
1,1 |
39,3 |
46,6 |
54,9 |
63,1 |
73,4 |
85,8 |
98,1 |
151 |
174 |
190 |
|||||||||
|
Индекс |
л |
м |
н |
о |
п |
р |
с |
т |
у |
ф |
|||||||||||
|
Растачивание отверстий и подрезание торцов методом осевой подачи широколезвийными инструментами Стали высоколегированные и труднообрабатываемые 151 ... 280 НВ, Ra 1,6 ... 0,63, термообработанные HRCэ 30 ... 55, Ra 0,8 ... 0,63, 7 квалитет |
Резцы с пластинами Т30К4 |
|||||||||||||
|
Карта 8 |
||||||||||||||
|
Лист 3 |
Листов 3 |
|||||||||||||
|
II. Подрезание торцов методом осевой подачи широколезвийными инструментами |
||||||||||||||
|
№ позиции |
Диаметр обрабатываемого отверстия d, мм, до |
|||||||||||||
|
50 |
65 |
80 |
100 |
125 |
160 |
200 |
250 |
320 |
400 |
|||||
|
Время на рабочий ход tнш, мин. |
||||||||||||||
|
15 |
0,8 |
0,9 |
1,1 |
1,3 |
1,5 |
1,7 |
1,9 |
2,2 |
2,5 |
2,9 |
||||
|
Индекс |
||||||||||||||
|
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
|||||
|
III. Поправочные коэффициенты на время обработки для измененных условий работы: |
||||||||||||||
|
Обрабатываемый материал |
||||||||||||||
|
Стали высоколегированные и труднообрабатываемые |
Стали термообработанные |
|||||||||||||
|
Твердость стали |
||||||||||||||
|
151 ... 224 НВ |
225 ... 280 НВ |
HRCэ 30 ... 35 |
HRCэ 36 ... 55 |
|||||||||||
|
Шероховатость обрабатываемой поверхности, Ra |
||||||||||||||
|
1,0 |
1,6 |
0,63 |
0,8 |
1,6 |
0,63 |
0,8 |
0,63 |
0,8 |
||||||
|
Коэффициент Ку |
||||||||||||||
|
0,95 |
0,75 |
1,3 |
1,0 |
0,85 |
1,2 |
0,95 |
1,5 |
1,25 |
||||||
|
Растачивание отверстий и подрезание торцов методом осевой подачи широколезвийными инструментами Бронзы, латуни< 119 ... ³ 119 НВ, Ra 1,6 ... 0,32, 7 квалитет |
Резцы с пластинами ВК3М (ВК3, ВК60М) |
|||||||||||||||||||||
Карта 9 |
||||||||||||||||||||||
|
Лист 1 |
Листов 3 |
|||||||||||||||||||||
|
I. Растачивание отверстий |
||||||||||||||||||||||
|
№ позиции |
Диаметр обрабатываемого отверстия d, мм, до |
Глубина резания t, мм, до |
Длина обрабатываемой поверхности L, мм, до |
|||||||||||||||||||
|
15 |
20 |
30 |
40 |
50 |
65 |
80 |
100 |
120 |
150 |
|||||||||||||
|
Время на рабочий ход tнш, мин. |
||||||||||||||||||||||
|
1 |
10 |
0,1 |
0,71 |
0,84 |
1,01 |
1,13 |
- |
- |
- |
- |
- |
- |
||||||||||
|
2 |
15 |
0,12 |
0,76 |
0,89 |
1,12 |
1,27 |
1,39 |
- |
- |
- |
- |
- |
||||||||||
|
3 |
20 |
0,15 |
0,91 |
1,05 |
1,23 |
1,37 |
1,53 |
2,09 |
2,36 |
2,71 |
- |
- |
||||||||||
|
4 |
30 |
0,2 |
1,06 |
1,22 |
1,45 |
1,66 |
1,86 |
2,13 |
2,40 |
2,78 |
3,02 |
3,88 |
||||||||||
|
5 |
50 |
0,3 |
1,19 |
1,39 |
1,66 |
1,92 |
2,15 |
2,49 |
2,81 |
3,23 |
4,12 |
4,24 |
||||||||||
|
6 |
65 |
0,35 |
1,32 |
1,54 |
1,86 |
2,15 |
2,43 |
2,84 |
3,22 |
3,72 |
4,22 |
4,93 |
||||||||||
|
7 |
80 |
0,4 |
1,37 |
1,59 |
1,92 |
2,22 |
2,50 |
2,90 |
3,29 |
3,81 |
4,30 |
5,01 |
||||||||||
|
8 |
100 |
0,5 |
1,51 |
1,76 |
2,14 |
2,50 |
2,83 |
3,32 |
3,79 |
4,40 |
5,00 |
5,9 |
||||||||||
|
9 |
125 |
0,6 |
1,58 |
1,86 |
2,26 |
2,63 |
2,98 |
3,50 |
4,01 |
4,65 |
5,3 |
6,2 |
||||||||||
|
10 |
160 |
0,8 |
1,80 |
2,12 |
2,61 |
3,07 |
3,51 |
4,16 |
4,78 |
5,6 |
6,4 |
7,6 |
||||||||||
|
11 |
200 |
0,8 |
1,91 |
2,26 |
2,78 |
3,26 |
3,75 |
4,44 |
5,1 |
6,0 |
6,9 |
8,2 |
||||||||||
|
12 |
250 |
0,9 |
2,15 |
2,55 |
3,18 |
3,77 |
4,35 |
5,2 |
6,0 |
7,1 |
8,2 |
9,7 |
||||||||||
|
13 |
320 |
1 |
2,33 |
2,76 |
3,47 |
4,12 |
4,8 |
5,7 |
6,6 |
7,8 |
9,0 |
10,8 |
||||||||||
|
14 |
400 |
1,1 |
2,63 |
3,12 |
3,94 |
4,7 |
5,5 |
6,6 |
7,7 |
9,2 |
10,6 |
12,7 |
||||||||||
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
|||||||||||
|
Растачивание отверстий и подрезание торцов методом осевой подачи широколезвийными инструментами Бронзы, латуни < 119 ... ³ 119 HB, Ra 1,6 ... 0,32, 7 квалитет |
Резцы с пластинами ВК3М (ВК3, ВК60М) |
|||||||||||||||||||||
|
Карта 9 |
||||||||||||||||||||||
|
Лист 2 |
Листов 3 |
|||||||||||||||||||||
|
I. Растачивание отверстий |
||||||||||||||||||||||
|
№ позиции |
Диаметр обрабатываемого отверстия d, мм, до |
Глубина резания t, мм, до |
Длина обрабатываемой поверхности L, мм, до |
|||||||||||||||||||
|
175 |
210 |
250 |
290 |
340 |
400 |
460 |
530 |
600 |
700 |
|||||||||||||
|
Время на рабочий ход tнш, мин. |
||||||||||||||||||||||
|
1 |
10 |
0,1 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||||||||||
|
2 |
15 |
0,12 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||||||||||
|
3 |
20 |
0,15 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||||||||||
|
4 |
30 |
0,2 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||||||||||
|
5 |
50 |
0,3 |
5,4 |
6,19 |
- |
- |
- |
- |
- |
- |
- |
- |
||||||||||
|
6 |
65 |
0,35 |
5,54 |
7,45 |
8,56 |
- |
- |
- |
- |
- |
- |
- |
||||||||||
|
7 |
80 |
0,4 |
5,63 |
7,53 |
8,66 |
9,77 |
11,2 |
- |
- |
- |
- |
- |
||||||||||
|
8 |
100 |
0,5 |
6,62 |
8,66 |
8,77 |
9,89 |
12,5 |
15,4 |
20,6 |
- |
- |
- |
||||||||||
|
9 |
125 |
0,6 |
7 |
9,31 |
9,58 |
10,5 |
13 |
16,1 |
22,7 |
28,1 |
- |
- |
||||||||||
|
10 |
160 |
0,8 |
8,59 |
9,95 |
11,5 |
13 |
14,9 |
17,2 |
24,1 |
35,5 |
39,9 |
46,1 |
||||||||||
|
11 |
200 |
0,8 |
9,23 |
10,7 |
12,4 |
14 |
16,1 |
18,6 |
26,6 |
38,1 |
40,5 |
46,8 |
||||||||||
|
12 |
250 |
0,9 |
11,1 |
12,9 |
14,9 |
17 |
19,6 |
22,6 |
28,6 |
43,7 |
49,1 |
56,8 |
||||||||||
|
13 |
320 |
1 |
12,3 |
14,3 |
16,6 |
18,9 |
21,8 |
25,2 |
31,7 |
45,8 |
51,6 |
59,7 |
||||||||||
|
14 |
400 |
1,1 |
14,5 |
17 |
19,8 |
22,6 |
26,1 |
30,2 |
34,3 |
55 |
62 |
71,8 |
||||||||||
|
Индекс |
л |
м |
н |
о |
п |
р |
с |
т |
у |
ф |
||||||||||||
|
Растачивание отверстий и подрезание торцов методом осевой подачи широколезвийными инструментами Бронзы, латуни < 119 ... ³ 119 НВ, Ra 1,6 ... 0,32, 7 квалитет |
Резцы с пластинами ВК3М (ВК3, ВК60М) |
||||||||||||
|
Карта 9 |
|||||||||||||
|
Лист 3 |
Листов 3 |
||||||||||||
|
II. Подрезание торцов методом осевой подачи широколезвийными инструментами |
|||||||||||||
|
№ позиции |
Диаметр обрабатываемого отверстия d, мм, до |
||||||||||||
|
50 |
65 |
80 |
100 |
125 |
160 |
200 |
250 |
320 |
400 |
||||
|
Время на рабочий ход tнш, мин. |
|||||||||||||
|
15 |
0,1 |
0,3 |
0,4 |
0,4 |
0,5 |
0,5 |
0,6 |
0,7 |
0,8 |
0,9 |
|||
|
Индекс |
|||||||||||||
|
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
||||
|
III. Поправочные коэффициенты на время обработки для измененных условий работы: |
|||||||||||||
|
Твердость обрабатываемого материала, НВ |
|||||||||||||
|
< 119 |
³ 119 |
||||||||||||
|
Шероховатость обрабатываемой поверхности, Ra |
|||||||||||||
|
0,32 |
0,4 |
0,8 |
1,6 |
0,4 |
0,8 |
1,6 |
|||||||
|
Коэффициент Ку |
|||||||||||||
|
1,35 |
1,2 |
0,8 |
0,6 |
1,5 |
1,0 |
0,75 |
|||||||
|
Растачивание отверстий и подрезание торцов методом осевой подачи широколезвийными инструментами Алюминиевые сплавы< 74 ... 110 НВ, Ra 1,6 ... 0,32, 7 квалитет |
Резцы с пластинами ВК3М (ВК3, ВК60М) |
|||||||||||||||||||||
Карта 10 |
||||||||||||||||||||||
|
Лист 1 |
Листов 3 |
|||||||||||||||||||||
|
I. Растачивание отверстий |
||||||||||||||||||||||
|
№ позиции |
Диаметр обрабатываемого отверстия d, мм, до |
Глубина резания t, мм, до |
Длина обрабатываемой поверхности L, мм, до |
|||||||||||||||||||
|
15 |
20 |
30 |
40 |
50 |
65 |
80 |
100 |
120 |
150 |
|||||||||||||
|
Время на рабочий ход tнш, мин. |
||||||||||||||||||||||
|
1 |
10 |
0,1 |
0,75 |
0,88 |
0,94 |
1,16 |
- |
- |
- |
- |
- |
- |
||||||||||
|
2 |
15 |
0,12 |
0,76 |
0,89 |
1,01 |
1,21 |
1,32 |
- |
- |
- |
- |
- |
||||||||||
|
3 |
20 |
0,15 |
0,89 |
1,04 |
1,21 |
1,34 |
1,50 |
1,69 |
1,90 |
2,42 |
- |
- |
||||||||||
|
4 |
30 |
0,2 |
0,95 |
1,10 |
1,28 |
1,43 |
1,58 |
1,78 |
1,97 |
2,52 |
2,82 |
3,22 |
||||||||||
|
5 |
50 |
0,3 |
1,06 |
1,23 |
1,44 |
1,63 |
1,80 |
2,04 |
2,27 |
2,56 |
2,85 |
3,24 |
||||||||||
|
6 |
65 |
0,3 |
1,17 |
1,36 |
1,60 |
1,82 |
2,03 |
2,31 |
2,58 |
2,94 |
3,29 |
3,78 |
||||||||||
|
7 |
80 |
0,4 |
1,22 |
1,41 |
1,66 |
1,89 |
2,11 |
2,40 |
2,68 |
3,05 |
3,40 |
3,90 |
||||||||||
|
8 |
100 |
0,5 |
1,33 |
1,54 |
1,83 |
2,10 |
2,34 |
2,69 |
3,03 |
3,46 |
3,88 |
4,5 |
||||||||||
|
9 |
125 |
0,6 |
1,39 |
1,62 |
1,93 |
2,20 |
2,46 |
2,83 |
3,19 |
3,64 |
4,1 |
4,7 |
||||||||||
|
10 |
160 |
0,8 |
1,53 |
1,79 |
2,15 |
2,47 |
2,79 |
3,23 |
3,66 |
4,2 |
4,8 |
5,5 |
||||||||||
|
11 |
200 |
0,8 |
1,62 |
1,90 |
2,28 |
2,62 |
2,96 |
3,43 |
3,9 |
4,5 |
5,1 |
5,9 |
||||||||||
|
12 |
250 |
0,9 |
1,78 |
2,08 |
2,53 |
2,93 |
3,32 |
3,9 |
4,4 |
5,1 |
5,8 |
6,8 |
||||||||||
|
13 |
320 |
1 |
1,89 |
2,22 |
2,71 |
3,14 |
3,6 |
4,2 |
4,8 |
5,6 |
6,3 |
7,4 |
||||||||||
|
14 |
400 |
1,1 |
2,11 |
2,48 |
3,04 |
3,6 |
4,1 |
4,8 |
5,5 |
6,5 |
7,4 |
8,7 |
||||||||||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
||||||||||||
|
Растачивание отверстий и подрезание торцов методом осевой подачи широколезвийными инструментами Алюминиевые сплавы < 74 ... 110 НВ, Ra 1,6 ... 0,32, 7 квалитет |
Резцы с пластинами ВК3М (ВК3, ВК60М) |
||||||||||||
|
Карта 10 |
|||||||||||||
|
Лист 2 |
Листов 3 |
||||||||||||
|
I. Растачивание отверстий |
|||||||||||||
|
№ позиции |
Диаметр обрабатываемого отверстия d, мм, до |
Глубина резания t, мм, до |
Длина обрабатываемой поверхности L, мм, до |
||||||||||
|
175 |
210 |
250 |
290 |
340 |
400 |
460 |
530 |
600 |
700 |
||||
|
Время на рабочий ход tнш, мин. |
|||||||||||||
|
1 |
10 |
0,1 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
2 |
15 |
0,12 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
3 |
20 |
0,15 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
4 |
30 |
0,2 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
5 |
50 |
0,3 |
4,08 |
4,64 |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
6 |
65 |
0,3 |
4,21 |
4,87 |
6 |
- |
- |
- |
- |
- |
- |
- |
|
|
7 |
80 |
0,4 |
4,33 |
5,22 |
6,3 |
7,05 |
7,98 |
- |
- |
- |
- |
- |
|
|
8 |
100 |
0,5 |
5,01 |
5,7 |
6,49 |
7,26 |
8,16 |
10,6 |
12,2 |
- |
- |
- |
|
|
9 |
125 |
0,6 |
5,28 |
6,01 |
6,83 |
7,65 |
8,67 |
10,7 |
14,6 |
16,6 |
- |
- |
|
|
10 |
160 |
0,8 |
6,21 |
7,12 |
8,11 |
9,14 |
10,4 |
11,9 |
18,4 |
20,8 |
23,3 |
26,8 |
|
|
11 |
200 |
0,8 |
6,63 |
7,6 |
8,7 |
9,78 |
11,1 |
12,7 |
19,1 |
21,6 |
24,2 |
27,8 |
|
|
12 |
250 |
0,9 |
7,7 |
8,86 |
10,2 |
11,5 |
13,1 |
15 |
20 |
26,1 |
29,3 |
32,7 |
|
|
13 |
320 |
1 |
8,38 |
9,66 |
11,1 |
12,6 |
14,3 |
16,5 |
21,6 |
28,2 |
30,0 |
33,4 |
|
|
14 |
400 |
1,1 |
9,9 |
11,5 |
13,2 |
15 |
17,2 |
19,8 |
22,4 |
29,4 |
30,5 |
35 |
|
|
Индекс |
л |
м |
н |
о |
п |
р |
с |
т |
у |
ф |
|||
|
Растачивание отверстий и подрезание торцов методом осевой подачи широколезвийными инструментами Алюминиевые сплавы < 74 ... 110 НВ, Ra 1,6... 0,32, 7 квалитет |
Резцы с пластинами ВК3М (ВК3, ВК60М) |
||||||||||||
|
Карта 10 |
|||||||||||||
|
Лист 3 |
Листов 3 |
||||||||||||
|
II. Подрезание торцов методом осевой подачи широколезвийными инструментами |
|||||||||||||
|
№ позиции |
Диаметр обрабатываемого отверстия d, мм, до |
||||||||||||
|
50 |
65 |
80 |
100 |
125 |
160 |
200 |
250 |
320 |
400 |
||||
|
Время на рабочий ход tнш, мин. |
|||||||||||||
|
15 |
0,2 |
0,3 |
0,3 |
0,3 |
0,4 |
0,4 |
0,5 |
0,5 |
0,6 |
0,7 |
|||
|
Индекс |
|||||||||||||
|
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
||||
|
III. Поправочные коэффициенты на время обработки для измененных условий работы: |
|||||||||||||
|
Твердость обрабатываемого материала, НВ |
|||||||||||||
|
< 74 |
74 ... 110 |
||||||||||||
|
Шероховатость обрабатываемой поверхности, Ra |
|||||||||||||
|
0,32 |
0,8 |
1,6 |
0,32 |
0,8 |
1,6 |
||||||||
|
Коэффициент Ку |
|||||||||||||
|
1,2 |
0,85 |
0,7 |
1,7 |
1 |
0,8 |
||||||||
|
Растачивание отверстий Чугуны серые, ковкие и высокопрочные167 ... 264 НВ, Rа 1,6 ... 0,63, 7 квалитет |
Резцы с пластинами Композит 01 (Эльбор-Р) |
|||||||||||||
Карта 11 |
||||||||||||||
|
Лист 1 |
Листов 3 |
|||||||||||||
|
I. Растачивание отверстий |
||||||||||||||
|
№ позиции |
Диаметр обрабатываемого отверстия d, мм, до |
Глубина резания t, мм, до |
Длина обрабатываемой поверхности L, мм, до |
|||||||||||
|
15 |
20 |
30 |
40 |
50 |
65 |
80 |
100 |
120 |
150 |
|||||
|
Время на рабочий ход tнш, мин. |
||||||||||||||
|
1 |
10 |
0,1 |
0,75 |
0,88 |
1,08 |
1,17 |
- |
- |
- |
- |
- |
- |
||
|
2 |
15 |
0,12 |
0,80 |
0,93 |
1,14 |
1,20 |
1,42 |
- |
- |
- |
- |
- |
||
|
3 |
20 |
0,15 |
0,87 |
1,00 |
1,16 |
1,28 |
1,50 |
1,65 |
1,88 |
2,36 |
- |
- |
||
|
4 |
30 |
0,2 |
0,95 |
1,10 |
1,28 |
1,43 |
1,58 |
1,78 |
1,97 |
2,38 |
2,40 |
2,76 |
||
|
5 |
50 |
0,3 |
1,02 |
1,24 |
1,43 |
1,55 |
1,67 |
2,04 |
2,10 |
2,40 |
2,50 |
2,96 |
||
|
6 |
65 |
0,35 |
1,07 |
1,29 |
1,53 |
1,64 |
1,76 |
2,10 |
2,18 |
2,44 |
2,70 |
3,04 |
||
|
7 |
80 |
0,4 |
1,15 |
1,32 |
1,59 |
1,74 |
1,91 |
2,15 |
2,38 |
2,68 |
2,96 |
3,35 |
||
|
8 |
100 |
0,5 |
1,24 |
1,43 |
1,68 |
1,90 |
2,10 |
2,39 |
2,66 |
3,01 |
3,34 |
3,8 |
||
|
9 |
125 |
0,6 |
1,34 |
1,56 |
1,84 |
2,09 |
2,32 |
2,67 |
2,99 |
3,39 |
3,8 |
4,4 |
||
|
10 |
160 |
0,8 |
1,43 |
1,65 |
1,96 |
2,23 |
2,49 |
2,85 |
3,20 |
3,7 |
4,1 |
4,7 |
||
|
11 |
200 |
0,8 |
1,56 |
1,82 |
2,17 |
2,48 |
2,79 |
3,22 |
3,6 |
4,2 |
4,7 |
5,5 |
||
|
12 |
250 |
0,9 |
1,71 |
2,00 |
2,41 |
2,78 |
3,14 |
3,6 |
4,1 |
4,8 |
5,4 |
6,3 |
||
|
13 |
320 |
1 |
1,91 |
2,24 |
2,73 |
3,18 |
3,6 |
4,2 |
4,9 |
5,7 |
6,4 |
7,6 |
||
|
14 |
400 |
1 |
2,13 |
2,51 |
3,08 |
3,6 |
4,1 |
4,9 |
5,6 |
6,6 |
7,6 |
8,9 |
||
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
|||
|
Растачивание отверстий Чугуны серые, ковкие и высокопрочные 167 ... 264 НВ, Ra 1,6 ... 0,63, 7 квалитет |
Резцы с пластинами Композит 01 (Эльбор-Р) |
|||||||||||||||||||
|
Карта 11 |
||||||||||||||||||||
|
Лист 2 |
Листов 3 |
|||||||||||||||||||
|
I. Растачивание отверстий |
||||||||||||||||||||
|
№ позиции |
Диаметр обрабатываемого отверстия d, мм, до |
Глубина резания t, мм, до |
Длина обрабатываемой поверхности L, мм, до |
|||||||||||||||||
|
175 |
210 |
250 |
290 |
340 |
400 |
460 |
530 |
600 |
700 |
|||||||||||
|
Время на рабочий ход tнш, мин. |
||||||||||||||||||||
|
1 |
10 |
0,1 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||||||||
|
2 |
15 |
0,12 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||||||||
|
3 |
20 |
0,15 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||||||||
|
4 |
30 |
0,2 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||||||||
|
5 |
50 |
0,3 |
3,28 |
3,8 |
4,37 |
- |
- |
- |
- |
- |
- |
- |
||||||||
|
6 |
65 |
0,3 |
3,35 |
4,09 |
4,51 |
- |
- |
- |
- |
- |
- |
- |
||||||||
|
7 |
80 |
0,4 |
3,7 |
4,15 |
4,62 |
5,25 |
6,65 |
- |
- |
- |
- |
- |
||||||||
|
8 |
100 |
0,5 |
4,23 |
4,77 |
5,38 |
5,97 |
7,5 |
8,2 |
12,6 |
- |
- |
- |
||||||||
|
9 |
125 |
0,6 |
4,84 |
5,5 |
6,22 |
6,94 |
7,84 |
8,83 |
15,1 |
17,1 |
- |
- |
||||||||
|
10 |
160 |
0,8 |
5,24 |
5,95 |
6,73 |
7,54 |
8,53 |
9,69 |
16,1 |
18,3 |
20,4 |
23,4 |
||||||||
|
11 |
200 |
0,8 |
6,1 |
6,96 |
7,95 |
8,91 |
10,1 |
11,5 |
19,4 |
22 |
24,6 |
28,3 |
||||||||
|
12 |
250 |
0,9 |
7,1 |
8,15 |
9,34 |
10,5 |
12 |
13,7 |
19,8 |
26,4 |
29,6 |
34,1 |
||||||||
|
13 |
320 |
1 |
8,52 |
9,83 |
11,3 |
12,8 |
14,6 |
16,8 |
20,5 |
32,9 |
36,9 |
42,5 |
||||||||
|
14 |
400 |
1 |
10,1 |
11,7 |
13,5 |
15,3 |
17,6 |
20,2 |
22,9 |
40,2 |
45,1 |
52,1 |
||||||||
|
Индекс |
л |
м |
н |
о |
п |
р |
с |
т |
у |
ф |
||||||||||
|
Растачивание отверстий Чугуны серые, ковкие и высокопрочные 167 ... 264 НВ, Ra 1,6 ... 0,63, 7 квалитет |
Резцы с пластинами Композит 01 (Эльбор-Р) |
||||
|
Карта 11 |
|||||
|
Лист 3 |
Листов 3 |
||||
|
II. Поправочные коэффициенты на время обработки для измененных условий работы: |
|||||
|
Твердость обрабатываемого материала, НВ |
|||||
|
167 ... 223 |
224 ... 264 |
||||
|
Шероховатость обрабатываемой поверхности, Ra |
|||||
|
0,63 |
0,8 |
0,63 |
0,8 |
1,6 |
|
|
Коэффициент Ку |
|||||
|
1,2 |
0,8 |
1,5 |
1,0 |
0,75 |
|
|
Растачивание отверстий Чугуны серые, ковкие и высокопрочные167 ... 264 НВ, Ra 0,8 ... 0,63, 7 квалитет |
Резцы с пластинами Композит 10 (Гексанит-Р), Исмит |
|||||||||||||||||||||
Карта 12 |
||||||||||||||||||||||
|
Лист 1 |
Листов 3 |
|||||||||||||||||||||
|
I. Растачивание отверстий |
||||||||||||||||||||||
|
№ позиции |
Диаметр обрабатываемого отверстия d, мм, до |
Глубина резания t, мм, до |
Длина обрабатываемой поверхности L, мм, до |
|||||||||||||||||||
|
15 |
20 |
30 |
40 |
50 |
65 |
80 |
100 |
120 |
150 |
|||||||||||||
|
Время на рабочий ход tнш, мин. |
||||||||||||||||||||||
|
1 |
10 |
0,1 |
0,75 |
0,88 |
1,01 |
1,13 |
- |
- |
- |
- |
- |
- |
||||||||||
|
2 |
15 |
0,12 |
0,80 |
0,94 |
1,09 |
1,23 |
1,34 |
- |
- |
- |
- |
- |
||||||||||
|
3 |
20 |
0,15 |
0,88 |
1,02 |
1,18 |
1,31 |
1,56 |
1,76 |
- |
- |
- |
- |
||||||||||
|
4 |
30 |
0,2 |
1,01 |
1,17 |
1,38 |
1,56 |
1,74 |
2,06 |
2,30 |
2,63 |
- |
- |
||||||||||
|
5 |
50 |
0,3 |
1,21 |
1,41 |
1,69 |
1,96 |
2,20 |
2,55 |
2,89 |
3,33 |
3,74 |
4,24 |
||||||||||
|
6 |
65 |
0,3 |
1,28 |
1,49 |
1,78 |
2,06 |
2,32 |
2,69 |
3,04 |
3,50 |
3,96 |
4,80 |
||||||||||
|
7 |
80 |
0,4 |
1,35 |
1,58 |
1,89 |
2,19 |
2,47 |
2,86 |
3,24 |
3,74 |
4,22 |
4,91 |
||||||||||
|
8 |
100 |
0,5 |
1,49 |
1,74 |
2,11 |
2,46 |
2,78 |
3,25 |
3,71 |
4,30 |
4,88 |
5,7 |
||||||||||
|
9 |
125 |
0,6 |
1,65 |
1,94 |
2,37 |
2,78 |
3,16 |
3,73 |
4,28 |
4,98 |
5,7 |
6,7 |
||||||||||
|
10 |
160 |
0,8 |
1,71 |
2,01 |
2,46 |
2,87 |
3,27 |
3,85 |
4,41 |
5,2 |
5,9 |
6,9 |
||||||||||
|
11 |
200 |
0,8 |
1,91 |
2,26 |
2,79 |
3,27 |
3,76 |
4,46 |
5,1 |
6,0 |
6,9 |
8,2 |
||||||||||
|
12 |
250 |
0,9 |
2,14 |
2,54 |
3,16 |
3,75 |
4,33 |
5,2 |
6,0 |
7,1 |
8,1 |
9,7 |
||||||||||
|
13 |
320 |
1 |
2,45 |
2,91 |
3,68 |
4,39 |
5,1 |
6,1 |
7,1 |
8,5 |
9,8 |
11,7 |
||||||||||
|
14 |
400 |
1 |
2,80 |
3,34 |
4,25 |
5,1 |
6,0 |
7,2 |
8,5 |
10,1 |
11,7 |
14,1 |
||||||||||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
||||||||||||
|
Растачивание отверстий Чугуны серые, ковкие и высокопрочные 167 ... 264 НВ, Ra 0,8 ... 0,63, 7 квалитет |
Резцы с пластинами Композит 10 (Гексанит-Р), Исмит |
||||||||||||||||||||||
|
Карта 12 |
|||||||||||||||||||||||
|
Лист 2 |
Листов 3 |
||||||||||||||||||||||
|
I. Растачивание отверстий |
|||||||||||||||||||||||
|
№ позиции |
Диаметр обрабатываемого отверстия d, мм, до |
Глубина резания t, мм, до |
Длина обрабатываемой поверхности L, мм, до |
||||||||||||||||||||
|
175 |
210 |
250 |
290 |
340 |
400 |
460 |
530 |
600 |
700 |
||||||||||||||
|
Время на рабочий ход tнш, мин. |
|||||||||||||||||||||||
|
1 |
10 |
0,1 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|||||||||||
|
2 |
15 |
0,12 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|||||||||||
|
3 |
20 |
0,15 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|||||||||||
|
4 |
30 |
0,2 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|||||||||||
|
5 |
50 |
0,3 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|||||||||||
|
6 |
65 |
0,3 |
5,4 |
6,19 |
- |
- |
- |
- |
- |
- |
- |
- |
|||||||||||
|
7 |
80 |
0,4 |
5,72 |
6,52 |
7,46 |
- |
- |
- |
- |
- |
- |
- |
|||||||||||
|
8 |
100 |
0,5 |
6,45 |
7,69 |
8,85 |
10 |
- |
- |
- |
- |
- |
- |
|||||||||||
|
9 |
125 |
0,6 |
7,58 |
8,76 |
10,6 |
11,5 |
13,8 |
- |
- |
- |
- |
- |
|||||||||||
|
10 |
160 |
0,8 |
7,8 |
9,01 |
10,8 |
12,6 |
14 |
16,1 |
- |
- |
- |
- |
|||||||||||
|
11 |
200 |
0,8 |
9,27 |
10,7 |
12,4 |
13,7 |
16,2 |
19,4 |
22 |
31,3 |
- |
- |
|||||||||||
|
12 |
250 |
0,9 |
11 |
12,8 |
14,8 |
16,9 |
19,4 |
22,4 |
26,3 |
37,7 |
42,4 |
49 |
|||||||||||
|
13 |
320 |
1 |
13,4 |
15,6 |
18,2 |
20,7 |
23,9 |
27,7 |
32,8 |
47,1 |
53 |
61,3 |
|||||||||||
|
14 |
400 |
1 |
16,1 |
18,9 |
22 |
25,1 |
29 |
33,7 |
38,4 |
56,7 |
63,8 |
73,9 |
|||||||||||
|
Индекс |
л |
м |
н |
о |
п |
р |
с |
т |
у |
ф |
|||||||||||||
|
Растачивание отверстий Чугуны серые, ковкие и высокопрочные 167 ... 264 НВ, Ra 0,8 ... 0,63, 7 квалитет |
Резцы с пластинами Композит 10 (Гексанит-Р), Исмит |
||||
|
Карта 12 |
|||||
|
Лист 3 |
Листов 3 |
||||
|
II. Поправочные коэффициенты на время обработки для измененных условий работы: |
|||||
|
Материал режущего инструмента |
|||||
|
Исмит |
Композит 10 (Гексанит-Р) |
||||
|
Твердость, НВ |
|||||
|
< 224 |
167 ... 264 |
||||
|
Шероховатость обрабатываемой поверхности, Ra |
|||||
|
0,63 |
0,8 |
0,63 |
0,8 |
||
|
Коэффициент Ку |
|||||
|
1,2 |
0,8 |
1,3 |
1,0 |
||
|
Растачивание отверстий Чугуны термообработанные и отбеленныеHRCэ 41 ... 47, Ra 0,8 ... 0,63, 7 квалитет |
Резцы с пластинами Композит 01 (Эльбор-Р), Композит 10 (Гексанит-Р) |
||||||||||||||||||||||
Карта 13 |
|||||||||||||||||||||||
|
Лист 1 |
Листов 3 |
||||||||||||||||||||||
|
I. Растачивание отверстий |
|||||||||||||||||||||||
|
№ позиции |
Диаметр обрабатываемого отверстия d, мм, до |
Глубина резания t, мм, до |
Длина обрабатываемой поверхности L, мм, до |
||||||||||||||||||||
|
15 |
20 |
30 |
40 |
50 |
65 |
80 |
100 |
120 |
150 |
||||||||||||||
|
Время на рабочий ход, tнш, мин. |
|||||||||||||||||||||||
|
1 |
10 |
0,1 |
0,78 |
0,96 |
1,08 |
- |
- |
- |
- |
- |
- |
- |
|||||||||||
|
2 |
15 |
0,12 |
0,85 |
1,01 |
1,17 |
1,31 |
- |
- |
- |
- |
- |
- |
|||||||||||
|
3 |
20 |
0,15 |
0,99 |
1,19 |
1,40 |
1,57 |
1,80 |
2,05 |
- |
- |
- |
- |
|||||||||||
|
4 |
30 |
0,2 |
1,1 |
1,32 |
1,56 |
1,78 |
1,98 |
2,56 |
2,90 |
3,34 |
- |
- |
|||||||||||
|
5 |
50 |
0,3 |
1,39 |
1,72 |
2,10 |
2,30 |
2,78 |
3,29 |
3,75 |
4,37 |
5,38 |
6,34 |
|||||||||||
|
6 |
65 |
0,3 |
1,49 |
1,86 |
2,27 |
2,45 |
3,03 |
3,56 |
4,08 |
4,76 |
5,80 |
6,84 |
|||||||||||
|
7 |
80 |
0,4 |
1,57 |
1,97 |
2,41 |
2,83 |
3,22 |
3,78 |
4,35 |
5,08 |
6,53 |
7,77 |
|||||||||||
|
8 |
100 |
0,5 |
1,75 |
2,19 |
2,72 |
3,21 |
3,67 |
4,37 |
5,05 |
5,92 |
6,78 |
8,06 |
|||||||||||
|
9 |
125 |
0,6 |
1,95 |
2,49 |
3,10 |
3,67 |
4,24 |
5,07 |
5,89 |
6,94 |
7,99 |
9,53 |
|||||||||||
|
10 |
160 |
0,8 |
2,01 |
2,55 |
3,19 |
3,77 |
4,46 |
6,02 |
7,11 |
7,8 |
8,17 |
9,72 |
|||||||||||
|
11 |
200 |
0,8 |
2,27 |
2,93 |
3,67 |
4,39 |
5,10 |
6,13 |
7,14 |
8,46 |
9,78 |
11,7 |
|||||||||||
|
12 |
250 |
0,9 |
2,53 |
3,29 |
4,17 |
5,02 |
5,85 |
7,06 |
8,26 |
9,83 |
11,4 |
13,7 |
|||||||||||
|
13 |
320 |
1 |
3,18 |
3,81 |
4,90 |
5,92 |
7,16 |
8,54 |
9,91 |
11,9 |
13,8 |
16,7 |
|||||||||||
|
14 |
400 |
1 |
3,28 |
4,33 |
5,05 |
6,27 |
7,48 |
9,26 |
11 |
13,9 |
16,2 |
19,6 |
|||||||||||
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
||||||||||||
|
Растачивание отверстий Чугуны термообработанные и отбеленные HRCэ 41 ... 47, Ra 0,8 ... 0,63, 7 квалитет |
Резцы с пластинами Композит 01 (Эльбор-Р), Композит 10 (Гексанит-Р) |
|||||||||||||||||||||
|
Карта 13 |
||||||||||||||||||||||
|
Лист 2 |
Листов 3 |
|||||||||||||||||||||
|
I. Растачивание отверстий |
||||||||||||||||||||||
|
№ позиции |
Диаметр обрабатываемого отверстия d, мм, до |
Глубина резания t, мм, до |
Длина обрабатываемой поверхности L, мм, до |
|||||||||||||||||||
|
175 |
210 |
250 |
290 |
340 |
400 |
460 |
530 |
600 |
700 |
|||||||||||||
|
Время на рабочий ход tнш, мин. |
||||||||||||||||||||||
|
1 |
10 |
0,1 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||||||||||
|
2 |
15 |
0,12 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||||||||||
|
3 |
20 |
0,15 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||||||||||
|
4 |
30 |
0,2 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||||||||||
|
5 |
50 |
0,3 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||||||||||
|
6 |
65 |
0,3 |
8,82 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||||||||||
|
7 |
80 |
0,4 |
9,13 |
12 |
14,0 |
- |
- |
- |
- |
- |
- |
- |
||||||||||
|
S |
100 |
0,5 |
10,3 |
12,6 |
16,9 |
19,2 |
22,2 |
- |
- |
- |
- |
- |
||||||||||
|
9 |
125 |
0,6 |
10,8 |
13,6 |
18,3 |
20,2 |
25,9 |
29,8 |
- |
- |
- |
- |
||||||||||
|
10 |
160 |
0,8 |
11 |
14,5 |
18,9 |
21,3 |
26,8 |
31,2 |
- |
- |
- |
- |
||||||||||
|
11 |
200 |
0,8 |
13,3 |
15,6 |
19,1 |
22,7 |
27,3 |
35,6 |
40,6 |
46,3 |
- |
- |
||||||||||
|
12 |
250 |
0,9 |
15,6 |
18,3 |
21,4 |
24,4 |
28,2 |
36,7 |
44,8 |
55,7 |
64,2 |
- |
||||||||||
|
13 |
320 |
1 |
19,1 |
22,4 |
26,2 |
29,9 |
34,6 |
40,3 |
45,9 |
67,3 |
77,6 |
89,1 |
||||||||||
|
14 |
400 |
1 |
21,9 |
25,9 |
30,4 |
34,9 |
40,5 |
47,8 |
54,5 |
80,9 |
93,4 |
107 |
||||||||||
|
Индекс |
л |
м |
н |
о |
п |
р |
с |
т |
у |
ф |
||||||||||||
|
Растачивание отверстий Чугуны термобработанные и отбеленные НRСэ 41 ... 47, Ra 0,8 ... 0,63, 7 квалитет |
Резцы с пластинами Композит 01 (Эльбор-Р), Композит 10 (Гексанит-Р) |
||
|
Карта 13 |
|||
|
Лист 3 |
Листов 3 |
||
|
II. Поправочные коэффициенты на время обработки для измененных условий работы: |
|||
|
Материал режущего инструмента |
Шероховатость обрабатываемой поверхности, Ra |
||
|
0,63 |
0,8 |
||
|
Коэффициент Ку |
|||
|
Композит 10 |
1,3 |
1,0 |
|
|
Композит 01 |
1,2 |
0,9 |
|
|
Растачивание отверстий Стали низко- и среднеуглеродистые качественные, легированные конструкционные144 ... 279 НВ, Ra 1,6 ... 0,5, 7 квалитет |
Резцы с пластинами Композит 01 (Эльбор-Р) |
|||||||||||||||||||
Карта 14 |
||||||||||||||||||||
|
Лист 1 |
Листов 3 |
|||||||||||||||||||
|
I. Растачивание отверстий |
||||||||||||||||||||
|
№ позиции |
Диаметр обрабатываемого отверстия d, мм, до |
Глубина резания t, мм, до |
Длина обрабатываемой поверхности L, мм, до |
|||||||||||||||||
|
15 |
20 |
30 |
40 |
50 |
65 |
80 |
100 |
120 |
150 |
|||||||||||
|
Время на рабочий ход tнш, мин. |
||||||||||||||||||||
|
1 |
10 |
0,1 |
0,75 |
0,88 |
1,01 |
- |
- |
- |
- |
- |
- |
- |
||||||||
|
2 |
15 |
0,12 |
0,80 |
0,92 |
1,07 |
1,20 |
1,32 |
1,47 |
- |
- |
- |
- |
||||||||
|
3 |
20 |
0,15 |
0,85 |
0,99 |
1,13 |
1,25 |
1,39 |
1,65 |
1,71 |
2,05 |
- |
- |
||||||||
|
4 |
30 |
0,2 |
0,97 |
1,12 |
1,30 |
1,47 |
1,62 |
1,83 |
2,04 |
2,58 |
2,89 |
3,31 |
||||||||
|
5 |
50 |
0,3 |
1,14 |
1,32 |
1,57 |
1,80 |
2,01 |
2,31 |
2,59 |
2,96 |
3,33 |
3,5 |
||||||||
|
б |
65 |
0,3 |
1,18 |
1,38 |
1,62 |
1,85 |
2,07 |
2,37 |
2,65 |
3,02 |
3,38 |
3,8 |
||||||||
|
7 |
80 |
0,4 |
1,23 |
1,42 |
1,68 |
1,91 |
2,13 |
2,43 |
2,72 |
3,10 |
3,46 |
3,97 |
||||||||
|
8 |
100 |
0,5 |
1,34 |
1,55 |
1,86 |
2,13 |
2,38 |
2,74 |
3,09 |
3,54 |
3,97 |
4,6 |
||||||||
|
9 |
125 |
0,6 |
1,47 |
1,72 |
2,07 |
2,38 |
2,68 |
3,11 |
3,53 |
4,06 |
4,6 |
5,3 |
||||||||
|
10 |
160 |
0,8 |
1,65 |
1,93 |
2,35 |
2,73 |
3,10 |
3,64 |
4,15 |
4,8 |
5,5 |
6,4 |
||||||||
|
11 |
200 |
0,8 |
1,83 |
2,16 |
2,64 |
3,09 |
3,54 |
4,17 |
4,8 |
5,6 |
6,4 |
7,6 |
||||||||
|
12 |
250 |
0,9 |
2,04 |
2,41 |
2,98 |
3,51 |
4,04 |
4,8 |
5,5 |
6,5 |
7,5 |
8,9 |
||||||||
|
13 |
320 |
1 |
2,30 |
2,73 |
3,42 |
4,06 |
4,7 |
5,6 |
6,5 |
7,7 |
8,9 |
10,6 |
||||||||
|
14 |
400 |
1 |
2,59 |
3,08 |
3,88 |
4,6 |
5,4 |
6,5 |
7,6 |
9,0 |
10,4 |
12,5 |
||||||||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
||||||||||
|
Растачивание отверстий Стали низко- и среднеуглеродистые качественные, легированные конструкционные 144 ... 279 НВ, Ra 1,6 ... 0,5, 7 квалитет |
Резцы с пластинами Композит 01 (Эльбор-Р) |
||||||||||||
|
Карта 14 |
|||||||||||||
|
Лист 2 |
Листов 3 |
||||||||||||
|
I. Растачивание отверстий |
|||||||||||||
|
позиции |
Диаметр обрабатываемого отверстия d, мм, до |
Глубина резания t, мм, до |
Длина обрабатываемой поверхности L, мм, до |
||||||||||
|
175 |
210 |
250 |
290 |
340 |
400 |
460 |
530 |
600 |
700 |
||||
|
Время на рабочий ход tнш, мин. |
|||||||||||||
|
1 |
10 |
0,1 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
2 |
15 |
0,12 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
3 |
20 |
0,15 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
4 |
30 |
0,2 |
4,42 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
5 |
50 |
0,3 |
4,69 |
5,07 |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
6 |
65 |
0,35 |
4,93 |
5,11 |
6,6 |
- |
- |
- |
- |
- |
- |
- |
|
|
7 |
80 |
0,4 |
5,11 |
5,27 |
6,77 |
7,37 |
8,62 |
- |
- |
- |
- |
- |
|
|
8 |
100 |
0,5 |
5,44 |
5,76 |
8,03 |
7,68 |
10,4 |
11,8 |
- |
- |
- |
- |
|
|
9 |
125 |
0,6 |
6 |
6,88 |
9,36 |
9,8 |
12,3 |
14,7 |
16,6 |
33,7 |
- |
- |
|
|
10 |
160 |
0,8 |
7,25 |
8,35 |
9,58 |
10,8 |
12,9 |
18 |
19,6 |
34,1 |
40,4 |
55,5 |
|
|
11 |
200 |
0,8 |
8,53 |
9,86 |
11,4 |
12,9 |
16,1 |
19,5 |
24,4 |
40,3 |
47,4 |
55,8 |
|
|
12 |
250 |
0,9 |
10 |
11,7 |
13,5 |
15,3 |
17,6 |
21,8 |
26,9 |
42,1 |
58,4 |
65,5 |
|
|
13 |
320 |
1 |
12,1 |
14,1 |
16,3 |
18,6 |
21,4 |
24,8 |
28,1 |
53,2 |
61,3 |
70,3 |
|
|
14 |
400 |
1 |
14,2 |
16,6 |
19,4 |
22,1 |
25,4 |
29,5 |
33,5 |
65,9 |
76,0 |
87,2 |
|
|
|
Индекс |
л |
м |
н |
о |
п |
р |
с |
т |
у |
ф |
||
|
Растачивание отверстий Стали низко- и среднеуглеродистые качественные, легированные конструкционные 144 ... 279 НВ, Ra 1,6 ... 0,5, 7 квалитет |
Резцы с пластинами Композит 01 (Эльбор-Р) |
|||||||||
|
Карта 14 |
||||||||||
|
Лист 3 |
Листов 3 |
|||||||||
|
II. Поправочные коэффициенты на время обработки для измененных условий работы: |
||||||||||
|
Обрабатываемый материал |
||||||||||
|
Стали низкоуглеродистые качественные |
Стали среднеуглеродистые качественные |
Стали легированные конструкционные |
||||||||
|
Твердость обрабатываемого материала, НВ |
||||||||||
|
144 ... 213 |
213 ... 279 |
213 ... 279 |
||||||||
|
Шероховатость обрабатываемой поверхности, Ra |
||||||||||
|
0,5 |
0,8 |
1,6 |
0,5 |
0,8 |
1,6 |
0,5 |
0,8 |
1,6 |
||
|
Коэффициент Ку |
||||||||||
|
1,1 |
0,65 |
0,55 |
1,2 |
0,8 |
0,65 |
1,5 |
1,0 |
0,75 |
||
|
Растачивание отверстий Стали термообработанныеHRCэ 30 ... 65, Ra 0,8 ... 0,63, 7 квалитет |
Резцы с пластинами Композит 01 (Эльбор-Р), Композит 10 (Гексанит-Р) |
||||||||||||||||||||||
Карта 15 |
|||||||||||||||||||||||
|
Лист 1 |
Листов 3 |
||||||||||||||||||||||
|
I. Растачивание отверстий |
|||||||||||||||||||||||
|
№ позиции |
Диаметр обрабатываемого отверстия d, мм, до |
Глубина резания t, мм, до |
Длина обрабатываемой поверхности L, мм, до |
||||||||||||||||||||
|
15 |
20 |
30 |
40 |
50 |
65 |
80 |
100 |
120 |
150 |
||||||||||||||
|
Время на рабочий ход tнш, мин. |
|||||||||||||||||||||||
|
1 |
10 |
0,1 |
1,51 |
1,84 |
2,35 |
- |
- |
- |
- |
- |
- |
- |
|||||||||||
|
2 |
15 |
0,12 |
1,74 |
2,13 |
2,66 |
3,21 |
- |
- |
- |
- |
- |
- |
|||||||||||
|
3 |
20 |
0,15 |
1,99 |
2,43 |
3,17 |
3,62 |
4,24 |
4,69 |
- |
- |
- |
- |
|||||||||||
|
4 |
30 |
0,2 |
2,04 |
2,47 |
3,21 |
3,80 |
4,64 |
5,55 |
6,33 |
- |
- |
- |
|||||||||||
|
5 |
50 |
0,3 |
2,39 |
2,89 |
3,76 |
3,91 |
5,45 |
6,69 |
7,91 |
9,53 |
11,2 |
- |
|||||||||||
|
6 |
65 |
0,3 |
2,50 |
3,01 |
3,90 |
4,77 |
5,66 |
7,22 |
8,11 |
9,8 |
11,8 |
13,8 |
|||||||||||
|
7 |
80 |
0,3 |
2,85 |
3,47 |
4,55 |
5,61 |
6,62 |
7,87 |
8,51 |
10,9 |
12,4 |
14,8 |
|||||||||||
|
8 |
100 |
0,4 |
2,91 |
3,51 |
4,60 |
5,65 |
6,69 |
8,22 |
9,75 |
11,8 |
13,8 |
16,7 |
|||||||||||
|
9 |
125 |
0,4 |
3,39 |
4,12 |
5,42 |
6,69 |
7,95 |
9,82 |
11,7 |
14,1 |
16,6 |
20,2 |
|||||||||||
|
10 |
160 |
0,5 |
3,92 |
4,77 |
6,30 |
7,79 |
9,28 |
11,5 |
13,7 |
17,5 |
19,5 |
23,7 |
|||||||||||
|
11 |
200 |
0,5 |
4,06 |
4,94 |
6,57 |
8,15 |
9,72 |
12,1 |
14,4 |
16,6 |
20,5 |
25,1 |
|||||||||||
|
12 |
250 |
0,5 |
4,56 |
5,56 |
7,40 |
9,20 |
11,0 |
13,6 |
16,3 |
19,8 |
23,2 |
28,4 |
|||||||||||
|
13 |
320 |
0,6 |
5,53 |
6,76 |
9,07 |
11,3 |
13,6 |
16,9 |
20,2 |
24,7 |
29,1 |
35,6 |
|||||||||||
|
14 |
400 |
0,6 |
6,37 |
7,80 |
10,5 |
13,2 |
15,8 |
19,7 |
23,6 |
28,9 |
34,0 |
41,8 |
|||||||||||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
|||||||||||||
|
Растачивание отверстий Стали термообработанные HRCэ 30 ... 65, Ra 0,8 ... 0,63, 7 квалитет |
Резцы с пластинами Композит 01 (Эльбор-Р), Композит 10 (Гексанит-Р) |
||||||||||||||||||
|
Карта 15 |
|||||||||||||||||||
|
Лист 2 |
Листов 3 |
||||||||||||||||||
|
I. Растачивание отверстий |
|||||||||||||||||||
|
№ позиции |
Диаметр обрабатываемого отверстия d, мм, до |
Глубина резания t, мм, до |
Длина обрабатываемой поверхности L, мм, до |
||||||||||||||||
|
175 |
210 |
250 |
290 |
340 |
400 |
460 |
530 |
600 |
700 |
||||||||||
|
Время на рабочий ход tнш, мин. |
|||||||||||||||||||
|
1 |
10 |
0,1 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|||||||
|
2 |
15 |
0,12 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|||||||
|
3 |
20 |
0,15 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|||||||
|
4 |
30 |
0,2 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|||||||
|
5 |
50 |
0,3 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|||||||
|
6 |
65 |
0,3 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|||||||
|
7 |
80 |
0,3 |
15,8 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|||||||
|
8 |
100 |
0,4 |
19,2 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|||||||
|
9 |
125 |
0,4 |
23,2 |
27,5 |
- |
- |
- |
- |
- |
- |
- |
- |
|||||||
|
10 |
160 |
0,5 |
27,3 |
32,3 |
38 |
43,7 |
- |
- |
- |
- |
- |
- |
|||||||
|
11 |
200 |
0,5 |
28,9 |
34,2 |
40,3 |
46,4 |
50,8 |
- |
- |
- |
- |
- |
|||||||
|
12 |
250 |
0,5 |
32,8 |
38,8 |
45,7 |
52,6 |
61,2 |
- |
- |
- |
- |
- |
|||||||
|
13 |
320 |
0,6 |
41,1 |
48,7 |
57,5 |
66,2 |
77 |
90,1 |
103 |
118 |
133 |
- |
|||||||
|
14 |
400 |
0,6 |
48,2 |
57,3 |
67,6 |
77,8 |
90,7 |
106 |
121 |
139 |
157 |
170 |
|||||||
|
Индекс |
л |
м |
н |
о |
п |
р |
с |
т |
у |
ф |
|||||||||
|
Растачивание отверстий Стали термообработанные HRCэ 30 ... 65, Ra 0,8 ... 0,63, 7 квалитет |
Резцы с пластинами Композит 01 (Эльбор-Р), Композит 10 (Гексанит-Р) |
|||||||
|
Карта 15 |
||||||||
|
Лист 3 |
Листов 3 |
|||||||
|
II. Поправочные коэффициенты на время обработки для измененных условий работы: |
||||||||
|
Материал режущего инструмента |
Твердость обрабатываемого материала, HRCэ |
|||||||
|
30 ... 35 |
36 ... 55 |
56 ... 65 |
||||||
|
Шероховатость обрабатываемой поверхности, Ra |
||||||||
|
0,63 |
0,8 |
0,63 |
0,8 |
0,63 |
0,8 |
|||
|
Коэффициент Ку |
||||||||
|
Композит 01 |
0,8 |
0,4 |
1,0 |
0,5 |
1,35 |
0,65 |
||
|
Композит 10 |
- |
- |
1,15 |
0,6 |
1,4 |
0,7 |
||
|
Растачивание отверстий Стали термообработанныеHRC э 35 ... 65, Ra 1,6 ... 0,32, 7 квалитет |
Резцы с пластинами Исмит |
||||||||||||||||||||||
Карта 16 |
|||||||||||||||||||||||
|
Лист 1 |
Листов 3 |
||||||||||||||||||||||
|
I. Растачивание отверстий |
|||||||||||||||||||||||
|
№ позиции |
Диаметр обрабатываемого отверстия d, мм, до |
Глубина резания t, мм, до |
Длина обрабатываемой поверхности L, мм, до |
||||||||||||||||||||
|
15 |
20 |
30 |
40 |
50 |
65 |
80 |
100 |
120 |
150 |
||||||||||||||
|
Время на рабочий ход tнш, мин. |
|||||||||||||||||||||||
|
1 |
10 |
0,1 |
1,08 |
1,30 |
- |
- |
- |
- |
- |
- |
- |
- |
|||||||||||
|
2 |
15 |
0,12 |
1,35 |
1,63 |
2,05 |
- |
- |
- |
- |
- |
- |
- |
|||||||||||
|
3 |
20 |
0,15 |
1,49 |
1,78 |
2,24 |
2,68 |
- |
- |
- |
- |
- |
- |
|||||||||||
|
4 |
30 |
0,2 |
1,88 |
2,26 |
2,90 |
3,11 |
4,13 |
5,03 |
- |
- |
- |
- |
|||||||||||
|
5 |
50 |
0,2 |
2,17 |
2,61 |
3,17 |
3,52 |
4,83 |
5,91 |
6,96 |
7,36 |
- |
- |
|||||||||||
|
6 |
65 |
0,2 |
2,30 |
2,76 |
3,57 |
4,32 |
5,06 |
6,16 |
7,50 |
8,2 |
8,5 |
- |
|||||||||||
|
7 |
80 |
0,2 |
2,56 |
3,09 |
4,03 |
4,94 |
5,84 |
7,17 |
8,00 |
8,70 |
9,1 |
12,2 |
|||||||||||
|
8 |
100 |
0,2 |
2,67 |
3,21 |
4,17 |
5,10 |
6,02 |
7,37 |
8,71 |
10,5 |
12,2 |
14,9 |
|||||||||||
|
9 |
125 |
0,25 |
3,07 |
3,71 |
4,84 |
5,93 |
7,01 |
8,61 |
9,4 |
11,5 |
12,7 |
15,9 |
|||||||||||
|
10 |
160 |
0,25 |
3,09 |
3,74 |
4,95 |
6,02 |
7,12 |
8,77 |
10,2 |
12,3 |
14,4 |
17,5 |
|||||||||||
|
11 |
200 |
0,25 |
3,55 |
4,31 |
5,66 |
6,97 |
8,28 |
10,2 |
12,1 |
14,6 |
17,2 |
20,9 |
|||||||||||
|
12 |
250 |
0,25 |
4,12 |
5,00 |
6,62 |
8,19 |
9,76 |
12,1 |
14,4 |
17,4 |
20,5 |
25,0 |
|||||||||||
|
13 |
320 |
0,25 |
4,95 |
6,05 |
8,06 |
10,0 |
12,0 |
14,9 |
17,8 |
21,6 |
25,5 |
31,2 |
|||||||||||
|
14 |
400 |
0,35 |
5,76 |
7,04 |
9,43 |
11,8 |
14,1 |
17,6 |
21,1 |
25,7 |
30,2 |
37,0 |
|||||||||||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
|||||||||||||
|
Растачивание отверстий Стали термообработанные HRCэ 35 ... 65, Ra 1,6 ... 0,32, 7 квалитет |
Резцы с пластинами Исмит |
|||||||||||||||||||||
|
Карта 16 |
||||||||||||||||||||||
|
Лист 2 |
Листов 3 |
|||||||||||||||||||||
|
I. Растачивание отверстий |
||||||||||||||||||||||
|
№ позиции |
Диаметр обрабатываемого отверстия d, мм, до |
Глубина резания t, мм, до |
Длина обрабатываемой поверхности L, мм, до |
|||||||||||||||||||
|
175 |
210 |
250 |
290 |
340 |
400 |
460 |
530 |
600 |
700 |
|||||||||||||
|
Время на рабочий ход tнш, мин. |
||||||||||||||||||||||
|
1 |
10 |
0,1 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||||||||||
|
2 |
15 |
0,12 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||||||||||
|
3 |
20 |
0,15 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||||||||||
|
4 |
30 |
0,2 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||||||||||
|
5 |
50 |
0,2 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||||||||||
|
6 |
65 |
0,2 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||||||||||
|
7 |
80 |
0,2 |
14 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||||||||||
|
8 |
100 |
0,2 |
17 |
20,1 |
- |
- |
- |
- |
- |
- |
- |
- |
||||||||||
|
9 |
125 |
0,25 |
18,5 |
22,2 |
27,7 |
- |
- |
- |
- |
- |
- |
- |
||||||||||
|
10 |
160 |
0,25 |
20 |
24,6 |
28,5 |
31,8 |
- |
- |
- |
- |
- |
- |
||||||||||
|
11 |
200 |
0,25 |
24 |
28,4 |
33,4 |
38,3 |
44,5 |
51,9 |
- |
- |
- |
- |
||||||||||
|
12 |
250 |
0,25 |
28,7 |
34 |
40 |
46 |
53,5 |
62,4 |
71,3 |
81,7 |
- |
- |
||||||||||
|
13 |
320 |
0,25 |
35,9 |
42,6 |
50,1 |
57,7 |
67,1 |
78,4 |
89,7 |
103 |
116 |
- |
||||||||||
|
14 |
400 |
0,35 |
42,8 |
50,7 |
59,8 |
68,8 |
80,1 |
93,7 |
107 |
123 |
139 |
150 |
||||||||||
|
Индекс |
л |
м |
н |
о |
п |
р |
с |
т |
у |
ф |
||||||||||||
|
Растачивание отверстий Стали термообработанные HRC э 35 ... 65, Ra 1,6 ... 0,32, 7 квалитет |
Резцы с пластинами Исмит |
|||
|
Карта 16 |
||||
|
Лист 3 |
Листов 3 |
|||
|
II. Поправочные коэффициенты на время обработки для измененных условий работы: |
||||
|
Твердость обрабатываемого материала, НRСэ |
||||
|
35 ... 50 |
51 ... 65 |
|||
|
Шероховатость обрабатываемой поверхности, Ra |
||||
|
0,63 |
1,6 |
0,32 |
0,8 |
|
|
Коэффициент Ку |
||||
|
1,0 |
0,75 |
2,1 |
1,3 |
|
|
Растачивание отверстий Бронзы, латуни< 137 ... ³ 137 НВ, Ra 0,8 ... 0,32, 7 квалитет |
Резцы с пластинами Композит 01 (Эльбор-Р) |
||||||||||||||||||||||
Карта 17 |
|||||||||||||||||||||||
|
Лист 1 |
Листов 3 |
||||||||||||||||||||||
|
I. Растачивание отверстий |
|||||||||||||||||||||||
|
№ позиции |
Диаметр обрабатываемого отверстия d, мм, до |
Глубина резания t, мм, до |
Длина обрабатываемой поверхности L, мм, до |
||||||||||||||||||||
|
15 |
20 |
30 |
40 |
50 |
65 |
80 |
100 |
120 |
150 |
||||||||||||||
|
Время на рабочий ход tнш, мин. |
|||||||||||||||||||||||
|
1 |
10 |
0,1 |
0,82 |
0,97 |
1,12 |
1,29 |
- |
- |
- |
- |
- |
- |
|||||||||||
|
2 |
15 |
0,12 |
0,87 |
1,03 |
1,21 |
1,38 |
1,53 |
- |
- |
- |
- |
- |
|||||||||||
|
3 |
20 |
0,15 |
1,07 |
1,26 |
1,51 |
1,74 |
1,98 |
2,30 |
- |
- |
- |
- |
|||||||||||
|
4 |
30 |
0,2 |
1,13 |
1,32 |
1,58 |
1,83 |
2,06 |
2,39 |
2,71 |
- |
- |
- |
|||||||||||
|
5 |
50 |
0,2 |
1,21 |
1,41 |
1,69 |
1,96 |
2,20 |
2,55 |
2,89 |
3,33 |
3,5 |
3,8 |
|||||||||||
|
6 |
65 |
0,2 |
1,26 |
1,47 |
1,75 |
2,02 |
2,27 |
2,62 |
2,96 |
3,4 |
3,7 |
4,1 |
|||||||||||
|
7 |
80 |
0,2 |
1,31 |
1,52 |
1,81 |
2,09 |
2,34 |
2,69 |
3,04 |
3,50 |
3,9 |
4,4 |
|||||||||||
|
8 |
100 |
0,2 |
1,35 |
1,56 |
1,86 |
2,14 |
2,39 |
2,75 |
3,11 |
3,6 |
4,0 |
4,6 |
|||||||||||
|
9 |
125 |
0,25 |
1,43 |
1,68 |
1,98 |
2,30 |
2,56 |
2,98 |
3,3 |
3,8 |
4,3 |
4,9 |
|||||||||||
|
10 |
160 |
0,25 |
1,52 |
1,77 |
2,12 |
2,44 |
2,74 |
3,2 |
3,6 |
4,1 |
4,7 |
5,4 |
|||||||||||
|
11 |
200 |
0,25 |
1,64 |
1,92 |
2,32 |
2,67 |
3,02 |
3,5 |
4,0 |
4,6 |
5,2 |
6,1 |
|||||||||||
|
12 |
250 |
0,25 |
1,81 |
2,12 |
2,57 |
2,99 |
3,4 |
4,0 |
4,5 |
5,3 |
6,0 |
7,1 |
|||||||||||
|
13 |
320 |
0,25 |
1,86 |
2,18 |
2,65 |
3,1 |
3,5 |
4,1 |
4,7 |
5,4 |
6,1 |
7,2 |
|||||||||||
|
14 |
400 |
0,35 |
2,07 |
2,42 |
3,0 |
3,5 |
4,0 |
4,7 |
5,4 |
6,3 |
7,1 |
8,4 |
|||||||||||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
|||||||||||||
|
Растачивание отверстий Бронзы, латуни < 137 ... ³ 137 НВ, Ra 0,8 ... 0,32, 7 квалитет |
Резцы с пластинами Композит 01 (Эльбор-Р) |
|||||||||||||||||||
|
Карта 17 |
||||||||||||||||||||
|
Лист 2 |
Листов 3 |
|||||||||||||||||||
|
I. Растачивание отверстий |
||||||||||||||||||||
|
№ позиции |
Диаметр обрабатываемого отверстия d, мм, до |
Глубина резания t, мм, до |
Длина обрабатываемой поверхности L, мм, до |
|||||||||||||||||
|
175 |
210 |
250 |
290 |
340 |
400 |
460 |
530 |
600 |
700 |
|||||||||||
|
Время на рабочий ход tнш, мин. |
||||||||||||||||||||
|
1 |
10 |
0,1 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||||||||
|
2 |
15 |
0,12 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||||||||
|
3 |
20 |
0,15 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||||||||
|
4 |
30 |
0,2 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||||||||
|
5 |
50 |
0,2 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||||||||
|
6 |
65 |
0,2 |
5 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||||||||
|
7 |
80 |
0,2 |
5,09 |
5,81 |
6,63 |
- |
- |
- |
- |
- |
- |
- |
||||||||
|
8 |
100 |
0,2 |
5,17 |
5,89 |
6,72 |
- |
- |
- |
- |
- |
- |
- |
||||||||
|
9 |
125 |
0,25 |
5,99 |
6,67 |
7,42 |
7,18 |
8,11 |
- |
- |
- |
- |
- |
||||||||
|
10 |
160 |
0,25 |
6,07 |
6,95 |
7,91 |
8,91 |
10,1 |
11,6 |
13 |
- |
- |
- |
||||||||
|
11 |
200 |
0,25 |
6,84 |
7,85 |
8,99 |
10,1 |
11,5 |
13,2 |
14,9 |
16,8 |
- |
- |
||||||||
|
12 |
250 |
0,25 |
7,95 |
9,16 |
10,5 |
11,9 |
13,6 |
15,6 |
17,6 |
19,9 |
22,3 |
- |
||||||||
|
13 |
320 |
0,25 |
8,09 |
9,31 |
10,7 |
12,1 |
13,8 |
15,8 |
17,8 |
20,2 |
22,5 |
25,8 |
||||||||
|
14 |
400 |
0,35 |
9,5 |
11 |
12,7 |
14,3 |
16,4 |
18,9 |
21,3 |
24,2 |
27,1 |
31,1 |
||||||||
|
Индекс |
л |
м |
н |
о |
п |
р |
с |
т |
у |
ф |
||||||||||
|
Растачивание отверстий Бронзы, латуни <137... > 137 НВ, Ra 0,8...0,32, 7 квалитет |
Резцы с пластинами Композит 01 (Эльбор-Р) |
|||
|
Карта 17 |
||||
|
Лист 3 |
Листов 3 |
|||
|
II. Поправочные коэффициенты на время обработки для измененных условий работы: |
||||
|
Твердость обрабатываемого материала, НВ |
Шероховатость обрабатываемой поверхности, Ra |
|||
|
0,32 |
0,8 |
|||
|
Коэффициент Ку |
||||
|
³ 137 |
1,0 |
0,7 |
||
|
< 137 |
0,8 |
0,6 |
||
|
Растачивание отверстий Чугуны серые, ковкие, высокопрочные и термообработанные< 224 НВ, НИСэ 41 ... 47, Rа 0,8 ... 0,63 |
Резцы с пластинами Исмит |
||||||||||||
Карта 18 |
|||||||||||||
|
Лист 1 |
Листов 2 |
||||||||||||
|
№ позиции |
Диаметр обрабатываемого отверстия d, мм, до |
Глубина резания t, мм, до |
Длина обрабатываемой поверхности L, мм, до |
||||||||||
|
15 |
20 |
30 |
40 |
50 |
65 |
80 |
100 |
120 |
150 |
||||
|
Время на рабочий ход tнш, мин. |
|||||||||||||
|
1 |
10 |
0,1 |
0,85 |
0,99 |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
2 |
15 |
0,12 |
0,9 |
1,1 |
1,20 |
- |
- |
- |
- |
- |
- |
- |
|
|
3 |
20 |
0,15 |
10,9 |
1,34 |
1,61 |
1,83 |
- |
- |
- |
- |
- |
- |
|
|
4 |
30 |
0,2 |
1,16 |
1,41 |
1,68 |
1,93 |
2,17 |
2,51 |
- |
- |
- |
- |
|
|
5 |
50 |
0,2 |
1,23 |
1,51 |
1,79 |
2,07 |
3,32 |
2,68 |
3,03 |
3,47 |
- |
- |
|
|
6 |
65 |
0,2 |
1,31 |
1,64 |
1,90 |
2,19 |
2,46 |
2,84 |
3,20 |
3,67 |
4,15 |
4,81 |
|
|
7 |
80 |
0,2 |
1,34 |
1,65 |
1,95 |
2,21 |
2,48 |
2,86 |
3,22 |
3,69 |
4,20 |
4,83 |
|
|
8 |
100 |
0,2 |
1,58 |
1,95 |
2,38 |
2,77 |
3,15 |
3,69 |
4,54 |
4,90 |
5,57 |
6,56 |
|
|
9 |
125 |
0,25 |
1,60 |
1,98 |
2,40 |
2,79 |
3,18 |
3,71 |
4,56 |
4,93 |
5,58 |
6,58 |
|
|
10 |
160 |
0,25 |
1,64 |
2,01 |
2,42 |
2,90 |
3,20 |
3,72 |
4,58 |
4,95 |
5,60 |
6,61 |
|
|
11 |
200 |
0,25 |
1,8 |
2,24 |
2,73 |
3,11 |
3,60 |
4,21 |
4,83 |
5,60 |
6,41 |
7,49 |
|
|
12 |
250 |
0,25 |
1,99 |
2,49 |
3,06 |
3,59 |
4,10 |
4,86 |
5,56 |
6,49 |
7,43 |
8,78 |
|
|
13 |
320 |
0,25 |
2,24 |
2,90 |
3,54 |
4,18 |
4,82 |
5,73 |
6,63 |
7,81 |
8,97 |
10,7 |
|
|
14 |
400 |
0,35 |
2,52 |
3,22 |
4,05 |
4,83 |
5,59 |
6,71 |
7,79 |
9,24 |
10,7 |
12,7 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
|||
|
Растачивание отверстий Чугуны серые, ковкие, высокопрочные и термообработанные < 224 НВ, HRСэ 41 ... 47, Ra 0,8 ... 0,63 |
Резцы с пластинами Исмит |
||||||||||||||||||||||
|
Карта 18 |
|||||||||||||||||||||||
|
Лист 2 |
Листов 2 |
||||||||||||||||||||||
|
№ позиции |
Диаметр обрабатываемого отверстия d, мм, до |
Глубина резания t, мм, до |
Длина обрабатываемой поверхности L, мм, до |
||||||||||||||||||||
|
175 |
210 |
250 |
290 |
340 |
400 |
460 |
530 |
600 |
700 |
||||||||||||||
|
Время на рабочий ход tнш, мин. |
|||||||||||||||||||||||
|
1 |
10 |
0,1 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|||||||||||
|
2 |
15 |
0,12 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|||||||||||
|
3 |
20 |
0,15 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|||||||||||
|
4 |
30 |
0,2 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|||||||||||
|
5 |
50 |
0,2 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|||||||||||
|
6 |
65 |
0,2 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|||||||||||
|
7 |
80 |
0,2 |
5,20 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|||||||||||
|
8 |
100 |
0,2 |
7,38 |
8,42 |
- |
- |
- |
- |
- |
- |
- |
- |
|||||||||||
|
9 |
125 |
0,25 |
7,40 |
8,45 |
9,27 |
- |
- |
- |
- |
- |
- |
- |
|||||||||||
|
10 |
160 |
0,25 |
7,43 |
8,47 |
9,35 |
10,7 |
12,2 |
- |
- |
- |
- |
- |
|||||||||||
|
11 |
200 |
0,25 |
8,44 |
9,72 |
11,2 |
12,6 |
14,4 |
16,6 |
- |
- |
- |
- |
|||||||||||
|
12 |
250 |
0,25 |
9,97 |
11,5 |
13,2 |
15,3 |
17,2 |
19,8 |
22,4 |
25,4 |
- |
- |
|||||||||||
|
13 |
320 |
0,25 |
12,1 |
14,1 |
16,3 |
18,5 |
21,3 |
24,6 |
27,9 |
30,1 |
- |
- |
|||||||||||
|
14 |
400 |
0,35 |
14,5 |
16,9 |
19,7 |
22,4 |
25,8 |
29,9 |
35,2 |
38,6 |
44,3 |
50,7 |
|||||||||||
|
Индекс |
л |
м |
н |
о |
п |
р |
с |
т |
у |
ф |
|||||||||||||
Примечание. Нормативное время рассчитано при шероховатости Ra 0,63, для шероховатости Ra 0,8 время следует умножать на коэффициент 0,75.
|
Растачивание отверстий Бронзы, латуни39 ... 49 HB, Ra 0,8 ... 0,32 |
Резцы с пластинами Синтетический алмаз |
|||||||||||||||||||
Карта 19 |
||||||||||||||||||||
|
Лист 1 |
Листов 2 |
|||||||||||||||||||
|
№ позиции |
Диаметр обрабатываемого отверстия d, мм, до |
Глубина резания t, мм, до |
Длина обрабатываемой поверхности L, мм, до |
|||||||||||||||||
|
15 |
20 |
30 |
40 |
50 |
65 |
80 |
100 |
120 |
150 |
|||||||||||
|
Время на рабочий ход tнш, мин. |
||||||||||||||||||||
|
1 |
10 |
0,1 |
1,10 |
1,22 |
- |
- |
- |
- |
- |
- |
- |
- |
||||||||
|
2 |
15 |
0,12 |
1,20 |
1,44 |
1,78 |
- |
- |
- |
- |
- |
- |
- |
||||||||
|
3 |
20 |
0,15 |
1,29 |
1,54 |
1,90 |
2,24 |
- |
- |
- |
- |
- |
- |
||||||||
|
4 |
30 |
0,15 |
1,48 |
1,75 |
2,19 |
2,61 |
3,02 |
3,61 |
- |
- |
- |
- |
||||||||
|
5 |
50 |
0,2 |
1,66 |
1,89 |
2,34 |
2,62 |
3,12 |
3,81 |
4,00 |
5,00 |
- |
- |
||||||||
|
6 |
65 |
0,25 |
1,80 |
2,13 |
2,67 |
2,78 |
3,20 |
3,90 |
4,40 |
5,2 |
6,0 |
- |
||||||||
|
7 |
80 |
0,25 |
1,95 |
2,33 |
2,98 |
3,19 |
3,69 |
4,42 |
5,13 |
6,08 |
7,0 |
8,4 |
||||||||
|
8 |
100 |
0,25 |
2,03 |
2,41 |
3,05 |
3,67 |
4,26 |
5,14 |
6,00 |
7,1 |
8,2 |
9,9 |
||||||||
|
9 |
125 |
0,3 |
2,12 |
2,52 |
3,18 |
3,80 |
4,40 |
5,29 |
6,2 |
7,3 |
8,4 |
10,1 |
||||||||
|
10 |
160 |
0,3 |
2,30 |
2,76 |
3,52 |
4,25 |
4,96 |
6,02 |
7,1 |
8,4 |
9,8 |
11,8 |
||||||||
|
11 |
200 |
0,3 |
2,41 |
2,88 |
3,65 |
4,39 |
5,12 |
6,2 |
7,2 |
8,6 |
10,0 |
12,0 |
||||||||
|
12 |
250 |
0,3 |
2,76 |
3,31 |
4,24 |
5,13 |
6,02 |
7,3 |
8,6 |
10,3 |
12,0 |
14,4 |
||||||||
|
13 |
320 |
0,3 |
3,18 |
3,84 |
4,97 |
6,1 |
7,1 |
8,7 |
10,3 |
12,4 |
14,4 |
17,4 |
||||||||
|
14 |
400 |
0,3 |
3,69 |
4,45 |
5,81 |
7,1 |
8,4 |
10,4 |
12,2 |
14,8 |
17,3 |
21,0 |
||||||||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
||||||||||
|
Растачивание отверстий Бронзы, латуни 39 ... 49 HB, Ra 0,8 ... 0,32 |
Резцы с пластинами Синтетический алмаз |
|||||||||||
|
Карта 19 |
||||||||||||
|
Лист 2 |
Листов 2 |
|||||||||||
|
№ позиции |
Диаметр обрабатываемого отверстия d, мм, до |
Глубина резания t, мм, до |
Длина обрабатываемой поверхности L, мм, до |
|||||||||
|
175 |
210 |
250 |
290 |
340 |
400 |
460 |
530 |
600 |
700 |
|||
|
Время на рабочий ход tнш, мин. |
||||||||||||
|
1 |
10 |
0,1 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
2 |
15 |
0,12 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
3 |
20 |
0,15 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
4 |
30 |
0,15 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
5 |
50 |
0,2 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
6 |
65 |
0,25 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
7 |
80 |
0,25 |
9,52 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
8 |
100 |
0,25 |
11,3 |
13,2 |
- |
- |
- |
- |
- |
- |
- |
- |
|
9 |
125 |
0,3 |
11,5 |
13,4 |
15,6 |
- |
- |
- |
- |
- |
- |
- |
|
10 |
160 |
0,3 |
13,5 |
15,8 |
18,4 |
17,8 |
20,5 |
- |
- |
- |
- |
- |
|
11 |
200 |
0,3 |
13,7 |
16,1 |
18,7 |
21,4 |
24,7 |
28,7 |
- |
- |
- |
- |
|
12 |
250 |
0,3 |
16,5 |
19,4 |
22,7 |
25,9 |
30 |
34,9 |
39,7 |
45,4 |
- |
- |
|
13 |
320 |
0,3 |
20 |
23,6 |
27,6 |
31,6 |
36,6 |
42,6 |
48,6 |
55,6 |
62,6 |
- |
|
14 |
400 |
0,3 |
24,1 |
28,4 |
33,4 |
38,3 |
44,4 |
51,7 |
59,1 |
67,6 |
76,2 |
88,3 |
|
Индекс |
л |
м |
н |
о |
п |
р |
с |
т |
у |
ф |
||
Примечание. Нормативное время рассчитано при шероховатости Ra 0,32. Для шероховатости Ra 0,8 время следует умножать на коэффициент 0,75.
|
Растачивание отверстий Латуни52 ... 137 НВ, Ra 0,2 ... 0,l |
Резцы с пластинами Натуральный алмаз |
||||||||||||
Карта 20 |
|||||||||||||
|
Лист 1 |
Листов 2 |
||||||||||||
|
№ позиции |
Диаметр обрабатываемого отверстия d, мм, до |
Глубина резания t, мм, до |
Длина обрабатываемой поверхности L, мм, до |
||||||||||
|
15 |
20 |
30 |
40 |
50 |
65 |
80 |
100 |
120 |
150 |
||||
|
Время на рабочий ход tнш, мин. |
|||||||||||||
|
1 |
10 |
0,1 |
1,04 |
1,25 |
1,52 |
- |
- |
- |
- |
- |
- |
- |
|
|
2 |
15 |
0,12 |
1,09 |
1,30 |
1,59 |
1,87 |
2,13 |
- |
- |
- |
- |
- |
|
|
3 |
20 |
0,15 |
1,25 |
1,48 |
1,83 |
2,15 |
2,48 |
- |
- |
- |
- |
- |
|
|
4 |
30 |
0,15 |
1,35 |
1,59 |
1,95 |
2,28 |
2,60 |
3,06 |
- |
- |
- |
- |
|
|
5 |
50 |
0,2 |
1,54 |
1,82 |
2,24 |
2,65 |
3,07 |
3,20 |
3,50 |
4,09 |
4,67 |
- |
|
|
6 |
65 |
0,25 |
1,57 |
1,87 |
2,35 |
2,75 |
3,15 |
3,72 |
4,15 |
4,9 |
5,6 |
- |
|
|
7 |
80 |
0,25 |
1,60 |
1,89 |
2,45 |
2,81 |
3,24 |
3,93 |
4,29 |
5,04 |
5,8 |
6,8 |
|
|
8 |
100 |
0,25 |
1,79 |
2,11 |
2,63 |
3,12 |
3,60 |
4,29 |
4,97 |
5,9 |
6,7 |
8,0 |
|
|
9 |
125 |
0,3 |
2,01 |
2,40 |
3,00 |
3,57 |
4,12 |
4,93 |
5,7 |
6,8 |
7,8 |
9,3 |
|
|
10 |
160 |
0,3 |
2,02 |
2,40 |
3,20 |
3,60 |
4,17 |
5,01 |
5,8 |
6,9 |
8,0 |
9,5 |
|
|
11 |
200 |
0,3 |
2,29 |
2,73 |
3,44 |
4,12 |
4,79 |
5,8 |
6,7 |
8,0 |
9,2 |
11,1 |
|
|
12 |
250 |
0,3 |
2,54 |
3,03 |
3,85 |
4,63 |
5,41 |
6,5 |
7,6 |
9,1 |
10,6 |
12,7 |
|
|
13 |
320 |
0,3 |
2,92 |
3,50 |
4,50 |
5,4 |
6,4 |
7,8 |
9,1 |
10,9 |
12,7 |
15,4 |
|
|
14 |
400 |
0,3 |
3,35 |
4,03 |
5,22 |
6,4 |
7,5 |
9,2 |
10,8 |
13,0 |
15,2 |
18,4 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
|||
|
Растачивание отверстий Латуни 52 ... 137 НВ, Ra 0,2 ... 0,l |
Резцы с пластинами Натуральный алмаз |
|||||||||||||
|
Карта 20 |
||||||||||||||
|
Лист 2 |
Листов 2 |
|||||||||||||
|
№ позиции |
Диаметр обрабатываемого отверстия d, мм, до |
Глубина резания t, мм, до |
Длина обрабатываемой поверхности L, мм, до |
|||||||||||
|
175 |
210 |
250 |
290 |
340 |
400 |
460 |
530 |
600 |
700 |
|||||
|
Время на рабочий ход tнш, мин. |
||||||||||||||
|
1 |
10 |
0,1 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||
|
2 |
15 |
0,12 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||
|
3 |
20 |
0,15 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||
|
4 |
30 |
0,15 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||
|
5 |
50 |
0,2 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||
|
6 |
65 |
0,25 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||
|
7 |
80 |
0,25 |
7,74 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||
|
8 |
100 |
0,25 |
9,12 |
10,6 |
12,3 |
- |
- |
- |
- |
- |
- |
- |
||
|
9 |
125 |
0,3 |
10,6 |
12,3 |
14,3 |
- |
- |
- |
- |
- |
- |
- |
||
|
10 |
160 |
0,3 |
10,9 |
12,6 |
14,8 |
16,3 |
18,8 |
- |
- |
- |
- |
- |
||
|
11 |
200 |
0,3 |
12,6 |
14,8 |
17,2 |
19,6 |
22,6 |
26,2 |
- |
- |
- |
- |
||
|
12 |
250 |
0,3 |
14,5 |
17 |
19,8 |
22,7 |
26,2 |
30,4 |
34,6 |
39,4 |
- |
- |
||
|
13 |
320 |
0,3 |
17,6 |
20,7 |
24,2 |
27,7 |
32 |
37,2 |
42,4 |
48,4 |
54,5 |
- |
||
|
14 |
400 |
0,3 |
21,1 |
24,8 |
29,1 |
33,3 |
38,6 |
45 |
51,3 |
58,7 |
66 |
76,5 |
||
|
Индекс |
л |
м |
н |
о |
п |
р |
с |
т |
у |
ф |
||||
Примечание. Нормативное время рассчитано при шероховатости Ra 0,2, для шероховатости Ra 0,1 время следует умножать на коэффициент 1,25.
|
Растачивание отверстий Алюминиевые сплавы49 ... 118 НВ, Ra 0,2 ... 0,16 |
Резцы с пластинами Натуральный алмаз |
|||||||||||||
Карта 21 |
||||||||||||||
|
Лист 1 |
Листов 2 |
|||||||||||||
|
№ позиции |
Диаметр обрабатываемого отверстия d, мм, до |
Глубина резания t, мм, до |
Длина обрабатываемой поверхности L, мм, до |
|||||||||||
|
15 |
20 |
30 |
40 |
50 |
65 |
80 |
100 |
120 |
150 |
|||||
|
Время на рабочий ход tнш, мин. |
||||||||||||||
|
1 |
10 |
0,1 |
1,04 |
1,25 |
1,52 |
- |
- |
- |
- |
- |
- |
- |
||
|
2 |
15 |
0,12 |
1,09 |
1,30 |
1,59 |
1,87 |
2,13 |
- |
- |
- |
- |
- |
||
|
3 |
20 |
0,15 |
1,16 |
1,37 |
1,67 |
1,94 |
2,23 |
- |
- |
- |
- |
- |
||
|
4 |
30 |
0,15 |
1,28 |
1,50 |
1,75 |
2,12 |
2,40 |
2,81 |
- |
- |
- |
- |
||
|
5 |
50 |
0,2 |
1,33 |
1,56 |
1,81 |
2,18 |
2,47 |
2,88 |
3,20 |
3,71 |
4,22 |
- |
||
|
6 |
65 |
0,25 |
1,38 |
1,62 |
1,88 |
2,26 |
2,55 |
2,97 |
3,27 |
3,8 |
4,3 |
- |
||
|
7 |
80 |
0,25 |
1,48 |
1,75 |
1,95 |
2,51 |
2,85 |
3,34 |
3,37 |
3,90 |
4,4 |
5,2 |
||
|
8 |
100 |
0,25 |
1,52 |
1,77 |
2,16 |
2,61 |
3,02 |
3,61 |
3,82 |
4,4 |
5,0 |
5,9 |
||
|
9 |
125 |
0,3 |
1,66 |
1,96 |
2,41 |
2,81 |
3,20 |
3,76 |
4,3 |
5,0 |
5,7 |
6,7 |
||
|
10 |
160 |
0,3 |
1,69 |
1,98 |
2,42 |
2,82 |
3,21 |
3,79 |
4,4 |
5,1 |
5,8 |
6,8 |
||
|
11 |
200 |
0,3 |
1,88 |
2,22 |
2,72 |
3,19 |
3,66 |
4,3 |
5,0 |
5,8 |
6,7 |
7,9 |
||
|
12 |
250 |
0,3 |
2,09 |
2,47 |
3,07 |
3,63 |
4,17 |
5,0 |
5,7 |
6,8 |
7,8 |
9,2 |
||
|
13 |
320 |
0,3 |
2,36 |
2,81 |
3,53 |
4,2 |
4,9 |
5,8 |
6,8 |
8,0 |
9,3 |
11,1 |
||
|
14 |
400 |
0,3 |
2,68 |
3,19 |
4,04 |
4,9 |
5,7 |
6,8 |
8,0 |
9,5 |
11,0 |
13,2 |
||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
||||
|
Растачивание отверстий Алюминиевые сплавы 49 ... 118 НВ, Ra 0,2 ... 0,16 |
Резцы с пластинами Натуральный алмаз |
|||||||||||||
|
Карта 21 |
||||||||||||||
|
Лист 2 |
Листов 2 |
|||||||||||||
|
№ позиции |
Диаметр обрабатываемого отверстия d, мм, до |
Глубина резания t, мм, до |
Длина обрабатываемой поверхности L, мм, до |
|||||||||||
|
175 |
210 |
250 |
290 |
340 |
400 |
460 |
530 |
600 |
700 |
|||||
|
Время на рабочий ход tнш, мин. |
||||||||||||||
|
1 |
10 |
0,1 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||
|
2 |
15 |
0,12 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||
|
3 |
20 |
0,15 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||
|
4 |
30 |
0,15 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||
|
5 |
50 |
0,2 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||
|
6 |
65 |
0,25 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||
|
7 |
80 |
0,25 |
5,79 |
6,83 |
- |
- |
- |
- |
- |
- |
- |
- |
||
|
8 |
100 |
0,25 |
6,69 |
7,7 |
8,86 |
- |
- |
- |
- |
- |
- |
- |
||
|
9 |
125 |
0,3 |
7,74 |
8,56 |
10,3 |
- |
- |
- |
- |
- |
- |
- |
||
|
10 |
160 |
0,3 |
7,58 |
8,75 |
10,9 |
11,4 |
13 |
- |
- |
- |
- |
- |
||
|
11 |
200 |
0,3 |
8,94 |
10,4 |
12 |
13,6 |
15,6 |
17,9 |
- |
- |
- |
- |
||
|
12 |
250 |
0,3 |
10,5 |
12,2 |
14,1 |
16,1 |
18,4 |
21,3 |
24,1 |
27,5 |
- |
- |
||
|
13 |
320 |
0,3 |
12,6 |
14,7 |
17,1 |
19,5 |
22,4 |
26 |
29,5 |
33,6 |
37,7 |
- |
||
|
14 |
400 |
0,3 |
15 |
17,6 |
20,5 |
23,4 |
27 |
31,3 |
35,6 |
40,6 |
45,6 |
52,8 |
||
|
Индекс |
л |
м |
н |
о |
п |
р |
с |
т |
у |
ф |
||||
Примечание. Нормативное время рассчитано при шероховатости Ra 0,16, для шероховатости Ra 0,2 время следует умножать на коэффициент 0,75.
|
Растачивание отверстий Алюминиевые сплавы49 ... 118 НВ, Rа 0,8 ... 0,32, 7 квалитет |
Резцы с пластинами Синтетический алмаз |
|||||||||||||
Карта 22 |
||||||||||||||
|
Лист 1 |
Листов 2 |
|||||||||||||
|
№ позиции |
Диаметр обрабатываемого отверстия d, мм, до |
Глубина резания t, мм, до |
Длина обрабатываемой поверхности L, мм, до |
|||||||||||
|
15 |
20 |
30 |
40 |
50 |
65 |
80 |
100 |
120 |
150 |
|||||
|
Время на рабочий ход tнш, мин. |
||||||||||||||
|
1 |
10 |
0,1 |
1,03 |
1,32 |
- |
- |
- |
- |
- |
- |
- |
- |
||
|
2 |
15 |
0,12 |
1,19 |
1,52 |
1,87 |
- |
- |
- |
- |
- |
- |
- |
||
|
3 |
20 |
0,15 |
1,27 |
1,66 |
1,96 |
2,29 |
- |
- |
- |
- |
- |
- |
||
|
4 |
30 |
0,15 |
1,45 |
1,84 |
2,08 |
2,42 |
2,74 |
3,20 |
- |
- |
- |
- |
||
|
5 |
50 |
0,2 |
1,52 |
1,91 |
2,29 |
2,72 |
3,10 |
3,63 |
4,16 |
4,27 |
- |
- |
||
|
6 |
65 |
0,25 |
1,53 |
1,97 |
2,33 |
2,82 |
3,14 |
3,73 |
4,43 |
4,85 |
5,20 |
5,61 |
||
|
7 |
80 |
0,25 |
1,54 |
1,98 |
2,38 |
2,83 |
3,23 |
3,84 |
4,50 |
5,20 |
5,52 |
6,49 |
||
|
8 |
100 |
0,25 |
1,69 |
2,11 |
2,60 |
3,06 |
3,50 |
4,14 |
4,76 |
5,79 |
6,36 |
7,55 |
||
|
9 |
125 |
0,3 |
1,79 |
2,24 |
2,75 |
3,21 |
4,00 |
4,31 |
5,52 |
6,19 |
6,60 |
7,78 |
||
|
10 |
160 |
0,3 |
1,87 |
2,38 |
2,95 |
3,49 |
4,10 |
4,77 |
5,63 |
6,74 |
7,44 |
8,87 |
||
|
11 |
200 |
0,3 |
2,0 |
2,52 |
3,10 |
3,65 |
4,20 |
4,98 |
5,75 |
6,79 |
8,05 |
9,17 |
||
|
12 |
250 |
0,3 |
2,22 |
2,82 |
3,52 |
4,18 |
4,83 |
5,75 |
6,68 |
7,88 |
9,08 |
10,8 |
||
|
13 |
320 |
0,3 |
2,5 |
3,21 |
4,06 |
4,85 |
5,64 |
6,78 |
7,90 |
9,42 |
10,9 |
13,0 |
||
|
14 |
400 |
0,3 |
2,83 |
3,66 |
4,66 |
5,62 |
6,81 |
7,85 |
9,30 |
11,1 |
12,9 |
15,5 |
||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
||||
|
Растачивание отверстий Алюминиевые сплавы 49 ... 118 НВ, Ra 0,8 ... 0,32, 7 квалитет |
Резцы с пластинами Синтетический алмаз |
|||||||||||||
|
Карта 22 |
||||||||||||||
|
Лист 2 |
Листов 2 |
|||||||||||||
|
№ позиции |
Диаметр обрабатываемого отверстия d, мм, до |
Глубина резания t, мм, до |
Длина обрабатываемой поверхности L, мм, до |
|||||||||||
|
175 |
210 |
250 |
290 |
340 |
400 |
460 |
530 |
600 |
700 |
|||||
|
Время на рабочий ход tнш, мин. |
||||||||||||||
|
1 |
10 |
0,1 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||
|
2 |
15 |
0,12 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||
|
3 |
20 |
0,15 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||
|
4 |
30 |
0,15 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||
|
5 |
50 |
0,2 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||
|
6 |
65 |
0,25 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||
|
7 |
80 |
0,25 |
7,32 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||
|
8 |
100 |
0,25 |
8,53 |
9,88 |
- |
- |
- |
- |
- |
- |
- |
- |
||
|
9 |
125 |
0,3 |
8,78 |
10,1 |
11,7 |
- |
- |
- |
- |
- |
- |
- |
||
|
10 |
160 |
0,3 |
10,1 |
11,7 |
13,6 |
14,2 |
15,2 |
- |
- |
- |
- |
- |
||
|
11 |
200 |
0,3 |
10,4 |
12,1 |
14,0 |
15,8 |
18,2 |
21,0 |
- |
- |
- |
- |
||
|
12 |
250 |
0,3 |
12,3 |
14,3 |
16,6 |
18,9 |
21,8 |
25,2 |
28,5 |
32,5 |
- |
- |
||
|
13 |
320 |
0,3 |
14,8 |
17,3 |
20,1 |
23,1 |
26,4 |
30,6 |
34,8 |
35,1 |
45,7 |
- |
||
|
14 |
400 |
0,3 |
17,7 |
20,7 |
24,2 |
27,6 |
31,9 |
37,0 |
42,1 |
48,1 |
55,3 |
63,3 |
||
|
Индекс |
л |
м |
н |
о |
п |
р |
с |
т |
у |
ф |
||||
Примечание. Нормативное время рассчитано при шероховатости Ra 0,32, для шероховатости Ra 0,8 время следует умножать на коэффициент 0,5.
|
Растачивание отверстий Медь красная39 ... 49 НВ, Ra 0,2 ... 0,125 |
Резцы с пластинами Натуральный алмаз |
|||||||||||||
Карта 23 |
||||||||||||||
|
Лист 1 |
Листов 2 |
|||||||||||||
|
№ позиции |
Диаметр обрабатываемого отверстия d, мм, до |
Глубина резания t, мм, до |
Длина обрабатываемой поверхности L, мм, до |
|||||||||||
|
15 |
20 |
30 |
40 |
50 |
65 |
80 |
100 |
120 |
150 |
|||||
|
Время на рабочий ход tнш, мин. |
||||||||||||||
|
1 |
10 |
0,1 |
1,03 |
1,32 |
- |
- |
- |
- |
- |
- |
- |
- |
||
|
2 |
15 |
0,12 |
1,09 |
1,38 |
1,67 |
1,96 |
- |
- |
- |
- |
- |
- |
||
|
3 |
20 |
0,15 |
1,20 |
1,50 |
1,83 |
2,11 |
2,43 |
- |
- |
- |
- |
- |
||
|
4 |
30 |
0,15 |
1,27 |
1,56 |
1,90 |
2,21 |
2,52 |
2,96 |
- |
- |
- |
- |
||
|
5 |
50 |
0,2 |
1,34 |
1,66 |
2,02 |
2,37 |
2,67 |
3,14 |
3,58 |
4,15 |
4,72 |
- |
||
|
6 |
65 |
0,25 |
1,46 |
1,83 |
2,22 |
2,60 |
2,96 |
3,48 |
3,97 |
4,63 |
5,28 |
6,22 |
||
|
7 |
80 |
0,25 |
1,53 |
1,89 |
2,30 |
2,68 |
3,05 |
3,58 |
4,08 |
4,76 |
5,41 |
6,36 |
||
|
8 |
100 |
0,25 |
1,67 |
2,08 |
2,56 |
3,01 |
3,44 |
4,06 |
4,68 |
5,46 |
6,24 |
7,38 |
||
|
9 |
125 |
0,3 |
1,78 |
2,24 |
2,76 |
3,25 |
3,72 |
4,40 |
5,07 |
5,94 |
6,80 |
8,05 |
||
|
10 |
160 |
0,3 |
1,89 |
2,39 |
2,95 |
3,47 |
3,98 |
4,72 |
5,48 |
6,39 |
7,33 |
8,68 |
||
|
11 |
200 |
0,3 |
2,04 |
2,59 |
3,20 |
3,77 |
4,35 |
5,17 |
5,97 |
7,03 |
8,07 |
9,59 |
||
|
12 |
250 |
0,3 |
2,27 |
2,88 |
3,61 |
4,73 |
4,96 |
5,94 |
6,90 |
8,15 |
9,39 |
11,2 |
||
|
13 |
320 |
0,3 |
2,64 |
3,39 |
4,28 |
5,13 |
5,89 |
7,10 |
8,27 |
9,87 |
11,4 |
13,7 |
||
|
14 |
400 |
0,3 |
2,92 |
3,81 |
4,85 |
5,86 |
6,86 |
8,33 |
9,75 |
11,7 |
13,5 |
16,3 |
||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
||||
|
Растачивание отверстий Медь красная 39 ... 49 НВ, Ra 0,2 ... 0,125 |
Резцы с пластинами Натуральный алмаз |
|||||||||||||
|
Карта 23 |
||||||||||||||
|
Лист 2 |
Листов 2 |
|||||||||||||
|
№ позиции |
Диаметр обрабатываемого отверстия d, мм, до |
Глубина резания t, мм, до |
Длина обрабатываемой поверхности L, мм, до |
|||||||||||
|
175 |
210 |
250 |
290 |
340 |
400 |
460 |
530 |
600 |
700 |
|||||
|
Время на рабочий ход tнш, мин. |
||||||||||||||
|
1 |
10 |
0,1 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||
|
2 |
15 |
0,12 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||
|
3 |
20 |
0,15 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||
|
4 |
30 |
0,15 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||
|
5 |
50 |
0,2 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||
|
6 |
65 |
0,25 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||
|
7 |
80 |
0,25 |
8,26 |
9,50 |
- |
- |
- |
- |
- |
- |
- |
- |
||
|
8 |
100 |
0,25 |
8,34 |
9,66 |
11,2 |
- |
- |
- |
- |
- |
- |
- |
||
|
9 |
125 |
0,3 |
9,12 |
10,6 |
12,2 |
13,9 |
- |
- |
- |
- |
- |
- |
||
|
10 |
160 |
0,3 |
9,83 |
11,4 |
13,2 |
15,0 |
17,2 |
- |
- |
- |
- |
- |
||
|
11 |
200 |
0,3 |
10,9 |
12,6 |
14,6 |
16,6 |
19,1 |
22,1 |
- |
- |
- |
- |
||
|
12 |
250 |
0,3 |
12,8 |
14,9 |
17,3 |
19,7 |
22,6 |
26,2 |
29,7 |
33,7 |
- |
- |
||
|
13 |
320 |
0,3 |
15,6 |
18,2 |
21,3 |
24,2 |
27,9 |
32,4 |
36,9 |
42,1 |
48,4 |
- |
||
|
14 |
400 |
0,3 |
18,7 |
21,9 |
25,5 |
29,2 |
33,7 |
39,2 |
44,6 |
51,0 |
58,6 |
67,2 |
||
|
Индекс |
л |
м |
н |
о |
п |
р |
с |
т |
у |
ф |
||||
Примечание. Нормативное время рассчитано при шероховатости Ra 0,2, для шероховатости Ra 0,125 время следует умножать на коэффициент 1,2.
|
Растачивание отверстий МеталлокерамикаRa 1,25 |
Резцы с пластинами Композит 01 (Эльбор-Р) |
||||||||||||
Карта 24 |
|||||||||||||
|
Лист 1 |
Листов 2 |
||||||||||||
|
№ позиции |
Диаметр обрабатываемого отверстия d, мм, до |
Глубина резания t, мм, до |
Длина обрабатываемой поверхности L, мм, до |
||||||||||
|
15 |
20 |
30 |
40 |
50 |
65 |
80 |
100 |
120 |
150 |
||||
|
Время на рабочий ход tнш, мин. |
|||||||||||||
|
1 |
10 |
0,1 |
0,75 |
0,88 |
1,01 |
- |
- |
- |
- |
- |
- |
- |
|
|
2 |
15 |
0,12 |
0,80 |
0,93 |
1,08 |
1,21 |
1,32 |
- |
- |
- |
- |
- |
|
|
3 |
20 |
0,15 |
0,88 |
1,02 |
1,18 |
1,32 |
1,47 |
1,65 |
- |
- |
- |
- |
|
|
4 |
30 |
0,2 |
1,04 |
1,20 |
1,42 |
1,62 |
1,80 |
2,07 |
2,32 |
2,64 |
- |
- |
|
|
5 |
50 |
0,2 |
1,14 |
1,32 |
1,57 |
1,80 |
2,61 |
2,31 |
2,59 |
2,96 |
3,33 |
3,8 |
|
|
6 |
65 |
0,2 |
1,24 |
1,45 |
1,72 |
1,98 |
2,22 |
2,56 |
2,88 |
3,3 |
3,7 |
4,3 |
|
|
7 |
80 |
0,2 |
1,32 |
1,53 |
1,83 |
2,11 |
2,37 |
2,73 |
3,09 |
3,55 |
4,0 |
4,6 |
|
|
8 |
100 |
0,2 |
1,45 |
1,69 |
2,04 |
2,37 |
2,67 |
3,12 |
3,55 |
4,1 |
4,6 |
5,4 |
|
|
9 |
125 |
0,25 |
1,72 |
2,03 |
2,50 |
2,94 |
3,36 |
3,98 |
4,6 |
5,4 |
6,1 |
7,3 |
|
|
10 |
160 |
0,25 |
1,97 |
2,33 |
2,91 |
3,45 |
3,97 |
4,75 |
5,5 |
6,5 |
7,5 |
8,9 |
|
|
11 |
200 |
0,25 |
2,03 |
2,41 |
2,99 |
3,54 |
4,08 |
4,9 |
5,6 |
6,6 |
7,6 |
9,1 |
|
|
12 |
250 |
0,25 |
2,2 |
2,47 |
3,2 |
3,8 |
4,3 |
5,7 |
6,3 |
7,4 |
8,5 |
10,2 |
|
|
13 |
320 |
0,25 |
2,44 |
2,86 |
3,60 |
4,3 |
5,0 |
6,0 |
7,0 |
8,3 |
9,5 |
11,4 |
|
|
14 |
400 |
0,35 |
2,73 |
3,26 |
4,14 |
5,0 |
5,8 |
7,0 |
8,2 |
9,8 |
11,3 |
13,6 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
|||
|
Растачивание отверстий Металлокерамика Ra 1,25 |
Резцы с пластинами Композит 01 (Эльбор-Р) |
|||||||||||||
|
Карта 24 |
||||||||||||||
|
Лист 2 |
Листов 2 |
|||||||||||||
|
№ позиции |
Диаметр обрабатываемого отверстия d, мм, до |
Глубина резания t, мм, до |
Длина обрабатываемой поверхности L, мм, до |
|||||||||||
|
175 |
210 |
250 |
290 |
340 |
400 |
460 |
530 |
600 |
700 |
|||||
|
Время на рабочий ход tнш, мин. |
||||||||||||||
|
1 |
10 |
0,1 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||
|
2 |
15 |
0,12 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||
|
3 |
20 |
0,15 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||
|
4 |
30 |
0,2 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||
|
5 |
50 |
0,2 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||
|
6 |
65 |
0,2 |
4,84 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||
|
7 |
80 |
0,2 |
5,19 |
5,93 |
6,77 |
- |
- |
- |
- |
- |
- |
- |
||
|
8 |
100 |
0,2 |
6,1 |
7 |
8,03 |
9,04 |
- |
- |
- |
- |
- |
- |
||
|
9 |
125 |
0,25 |
8,24 |
9,55 |
11 |
12,5 |
14,3 |
- |
- |
- |
- |
- |
||
|
10 |
160 |
0,25 |
10,1 |
11,8 |
13,6 |
15,5 |
17,9 |
20,6 |
23,4 |
- |
- |
- |
||
|
11 |
200 |
0,25 |
10,3 |
12 |
13,9 |
15,8 |
18,2 |
21 |
23,9 |
27,1 |
- |
- |
||
|
12 |
250 |
0,25 |
12,1 |
14,6 |
16,2 |
18,9 |
21,8 |
25,3 |
28,7 |
32,7 |
33,1 |
- |
||
|
13 |
320 |
0,25 |
13 |
15,2 |
17,7 |
20,1 |
23,2 |
26,8 |
30,5 |
34,7 |
39 |
45 |
||
|
14 |
400 |
0,35 |
15,5 |
18,2 |
21,2 |
24,2 |
27,9 |
32,4 |
36,9 |
42,1 |
47,3 |
54,7 |
||
|
Индекс |
л |
м |
н |
о |
п |
р |
с |
т |
у |
ф |
||||