ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
[ГОССТАНДАРТ СССР]
ВСЕСОЮЗНЫЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ
ПО НОРМАЛИЗАЦИИ В МАШИНОСТРОЕНИИ
[ВНИИНМАШ]
РЕКОМЕНДАЦИИ
ФОРМЫ ЗАТОЧКИ РЕЖУЩЕЙ ЧАСТИ
РЕЗЦОВ ДЛЯ ОБРАБОТКИ
ПЛАСТМАСС И УСЛОВИЯ ИХ
ЭКСПЛУАТАЦИИ
Р 50-28-87
Москва
ИЗДАТЕЛЬСТВО СТАНДАРТОВ
РЕКОМЕНДАЦИИ
|
ФОРМЫ ЗАТОЧКИ РЕЖУЩЕЙ ЧАСТИ РЕЗЦОВ |
Р 50-28-87 |
Дата введения 01.01.88
Настоящие рекомендации распространяются на токарные, проходные, подрезные, отрезные и расточные резцы с твердосплавными пластинами для обработки пластмасс.
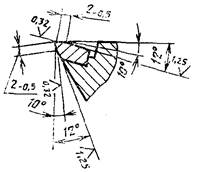
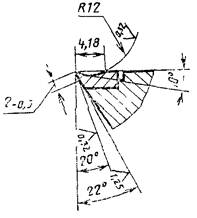
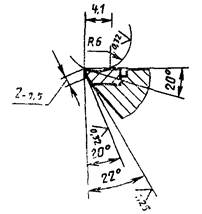
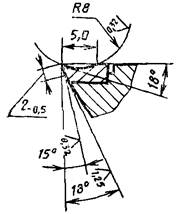
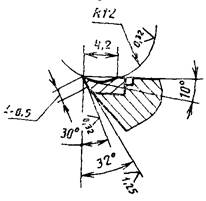
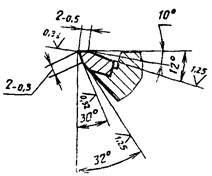
1. ФОРМЫ ЗАТОЧКИ И ДОВОДКИ РЕЖУЩЕЙ ЧАСТИ РЕЗЦОВ
1.1. Резцы изготовляются по ГОСТ 18877-73, ГОСТ 18879-73, ГОСТ 18882-73, ГОСТ 18884-73 со следующими формами заточки, указанными в табл. 1.
|
Угол врезки пластины в державку |
Область применения |
|
|
Форма I |
0° |
Обработка стеклотекстолита марок СТ, ЭФ-32-301, ВФТС, прессматериала марок АГ-4-В, АГ-4-С, стеклопластика марок 27 - 63С, П-5 - 2, СК-9Ф, прессматериала марки К-73 - 2 |
|
|
||
|
Форма II |
12° |
Обработка стеклопластика марок ФН, 33 - 18С, стеклопластика на основе жгута |
|
|
||
|
Форма III |
0° |
Обработка волокнита, винипласта, текстолита марок Б, ПТ, ПТК, фенопласта марок К-18 - 2, К-21 - 22, гетинакса |
|
|
||
|
|
12° |
|
|
Форма IV |
0° |
Обработка древпластика, аминопласта, кордоволокнита |
|
|
||
|
Форма V |
0° |
Обработка поликапролактама, сополимера стирола марки СНП-2, полипропилена нестабилизированного |
|
|
||
|
Форма VI |
0° |
Обработка полиэтилена высокого давления, полиэтилена низкого давления, полипропилена, стабилизированного сажей 7 % |
|
|
||
|
|
12° |


2. РЕКОМЕНДАЦИИ ПО ПРИМЕНЕНИЮ И ЭКСПЛУАТАЦИИ РЕЗЦОВ ДЛЯ ОБРАБОТКИ ПЛАСТМАСС
2.1. Для рационального использования режущего инструмента необходимо использовать следующие особенности пластмасс:
а) низкая теплостойкость (200 - 300°С);
в отличие от механической обработки металлов, где в процессе резания основная масса тепла уходит в срезаемую стружку и лишь небольшая часть в резец, при обработке пластмасс вследствие их низкой теплопроводности основная масса тепла уходит в резец;
б) низкая теплопроводность (в 500 - 600 раз ниже теплопроводности металлов);
в) высокая истирающая способность;
при повышенной истирающей способности пластмасс, особенно стеклопластиков, и высокой температуре резца интенсивно изнашивается (затупляется) режущая часть;
г) изменение диэлектрических свойств под действием воды, растворов мыла и соды (смазывающе-охлаждающих жидкостей);
д) выделение в процессе резания пыли и газов, вредно влияющих на здоровье работающих.
Перечисленные особенности пластмасс вынуждают вести процесс резания с минимальным теплообразованием и, следовательно, с минимальным износом режущего инструмента.
Вследствие этого определение оптимальных геометрических параметров режущей части инструментов и их высокой износоустойчивости приобретает особое значение.
Износ твердосплавных резцов в процессе резания происходит в результате истирания зерен карбида вольфрама содержащихся в кобальтовой связке.
2.2. Исследованиями установлено, что обработку пластмасс, особенно стеклопластиков, наиболее эффективно производить резцами, оснащенными пластинами из твердого сплава группы ВК (вольфрамо-кобальтовой) по ГОСТ 3882-74.
Наиболее износостойким является твердый сплав марки ВК3-М с мелко зернистой структурой. Ввиду его пониженной прочности на изгиб (σи = 11 МПа) и повышенной хрупкости он рекомендуется для чистовой и получистовой обработки пластмасс (без толчков и ударов).
Черновую и получистовую обработку следует производить резцами, оснащенными пластинами из твердого сплава марки ВК6-М также с мелкозернистой структурой (σн = 15 МПа).
Геометрические параметры режущей части резцов оказывают значительное влияние на процесс обработки пластмасс.
Исследованиями показано, что в связи с упругостью пластмасс обработку их целесообразно вести резцами с большими углами задней заточки.
Заточку резцов необходимо производить с обязательной доводкой алмазным шлифовальным кругом.
В зависимости от требуемых для данной марки пластмассы углов заточки (α и γ) выбирается соответствующая врезка пластины, обеспечивающая съем минимального слоя твердого сплава.
Параметры шероховатости режущих поверхностей резцов указаны в технических требованиях ГОСТ 5688-61.
2.3. Режимы резания в зависимости от марки обрабатываемой пластмассы приводятся в следующих таблицах:
|
- в табл. 2; |
|
|
» » » К-21 - 22 |
- в табл. 3; |
|
» текстолита » ПТК |
- в табл. 4; |
|
для гетинакса |
- в табл. 5; |
|
» волокнита |
- в табл. 6; |
|
» прессматериала марки АГ-4-В |
- в табл. 7; |
|
» стеклотекстолита марки СТ |
- в табл. 8; |
|
» древесной пресскрошки |
- в табл. 9; |
|
» стеклотекстолита марки СК-9Ф |
- в табл. 10; |
|
» » » ФН |
- в табл. 11; |
|
» стеклопластика » П-5-2(29-227) |
- в табл. 12; |
|
» » » 27-63С |
- в табл. 13; |
|
» поликапролактама » Б |
- в табл. 14; |
|
» полиэтилена |
- в табл. 15; |
|
» винипласта |
- в табл. 16; |
|
» полипропилена (нестабилизированного) |
- в табл. 17; |
|
» полипропилена (стабилизированного сажей 7 %) |
- в табл. 18; |
Табл. 20 режимов резания содержит поправочные коэффициенты на скорость резания в зависимости от марки материала режущей части (Kuυ), стойкости между переточками (KTυ) и вида обработки (Kυ).
В качестве критерия затупления принимается размер износа по задней поверхности резцов, равный 0,4 - 0,5 мм. При предъявлении повышенных требований к шероховатости поверхности обработки размер износа по задней поверхности резцов следует доводить до 0,2 - 0,3 мм.
Обработка пластмасс резанием, особенно стеклопластиков, сопровождается выделением мельчайших пылинок стекла и смолы, которые рассеиваются в воздухе и загрязняют его.
Для удаления вредных для здоровья работающих стружки, пыли и газов, образующихся при обработке пластмасс, особенно стеклопластиков, необходимо соблюдать следующие правила:
1) рабочее помещение должно быть оборудовано хорошей вентиляцией и индивидуальной вытяжкой к каждому станку;
2) рабочие должны иметь спецодежду, которая должна храниться в отдельном шкафу;
3) лица, занятые работой со стеклопластиками, должны пройти медицинский осмотр и специальный инструктаж.
На чертеже в качестве примера приводится схема удаления стружки и пыли от резца при точении пластмасс.
Непосредственно к резцу подводится трубка диаметром 20 мм, которая через гибкий рукав соединяется с пылесосом ЦП-1 (типа применяемого на универсально-заточных станках модели 3А64), имеющем электромотор ДПТ 22/2 мощностью 0,75 кВт с частотой вращения n = 2850 об/мин.
Образующаяся от работы резца стружка и пыль удаляются пылесосом через трубку и гибкий рукав, укрепленный на суппорте станка.
Схема удаления стружки и пыли от резца при точении пластмасс

Режимы резания при точении фенопласта марки К-18-2 проходными резцами φ = 45°, оснащенными пластинами из твердого сплава марки ВК6-М со стойкостью Т = 60 мин
|
Глубина резания t, мм |
Скорость резания υ, м/мин, для подачи S, мм/об |
||||||
|
0,10 |
0,15 |
0,20 |
0,25 |
0,30 |
0,40 |
0,50 |
|
|
0,5 |
452 |
389 |
351 |
322 |
301 |
267 |
246 |
|
1,0 |
390 |
334 |
303 |
278 |
260 |
231 |
213 |
|
1,5 |
333 |
285 |
259 |
237 |
222 |
197 |
181 |
|
2,0 |
321 |
275 |
250 |
229 |
212 |
190 |
178 |
|
2,5 |
304 |
261 |
237 |
217 |
203 |
180 |
166 |
|
3,0 |
- |
249 |
225 |
206 |
193 |
171 |
158 |
|
4,0 |
- |
- |
209 |
191 |
179 |
159 |
147 |
|
5,0 |
- |
- |
196 |
179 |
168 |
149 |
137 |
Режимы резания при точении фенопласта марки К-21-22 проходными резцами φ = 45°, оснащенными пластинами из твердого сплава марки ВК6-М со стойкостью Т = 60 мин
|
Глубина резания t, мм |
Скорость резания υ, м/мин, для подачи S, мм/об |
||||||
|
0,10 |
0,15 |
0,20 |
0,25 |
0,30 |
0,40 |
0,70 |
|
|
0,5 |
411 |
354 |
319 |
292 |
274 |
243 |
223 |
|
1,0 |
355 |
304 |
276 |
253 |
236 |
210 |
194 |
|
1,5 |
302 |
259 |
235 |
215 |
202 |
179 |
164 |
|
2,0 |
292 |
250 |
227 |
208 |
193 |
173 |
161 |
|
2,5 |
276 |
237 |
216 |
197 |
184 |
164 |
151 |
|
3,0 |
- |
226 |
205 |
187 |
175 |
155 |
143 |
|
4,0 |
- |
- |
190 |
174 |
163 |
144 |
133 |
|
5,0 |
- |
- |
178 |
163 |
153 |
135 |
125 |
Режимы резания при точении текстолита марки ПТК проходными резцами φ = 45°, оснащенными пластинами из твердого сплава марки ВК6-М со стойкостью Т = 60 мин
|
Глубина резания t, мм |
Скорость резания υ, м/мин, для подачи S, мм/об |
||||||
|
0,10 |
0,15 |
0,20 |
0,25 |
0,30 |
0,40 |
0,50 |
|
|
0,5 |
1177 |
1135 |
1095 |
1070 |
1057 |
1022 |
999 |
|
1,0 |
730 |
703 |
678 |
663 |
655 |
633 |
620 |
|
1,5 |
550 |
530 |
509 |
499 |
492 |
476 |
465 |
|
2,0 |
450 |
434 |
416 |
408 |
404 |
391 |
381 |
|
2,5 |
382 |
369 |
357 |
345 |
333 |
331 |
325 |
|
3,0 |
- |
324 |
313 |
305 |
301 |
293 |
286 |
|
4,0 |
- |
- |
257 |
252 |
249 |
240 |
235 |
|
5,0 |
- |
- |
213 |
208 |
206 |
198 |
195 |
Примечание. При обработке текстолита марки ПТ скорость резания умножать на коэффициент К ≈ 0,5
Режимы резания при точении гетинакса проходными резцами φ = 45°, оснащенными пластинами из твердого сплава марки ВК6-М со стойкостью Т = 60 мин
|
Глубина резания t, мм |
Скорость резания υ, м/мин, для подачи S, мм/об |
||||||
|
0,10 |
0,15 |
0,20 |
0,25 |
0,30 |
0,40 |
0,50 |
|
|
0,5 |
240 |
254 |
275 |
282 |
302 |
260 |
234 |
|
1,0 |
204 |
223 |
237 |
260 |
270 |
254 |
205 |
|
1,5 |
192 |
211 |
230 |
244 |
255 |
218 |
194 |
|
2,0 |
183 |
202 |
218 |
232 |
243 |
208 |
183 |
|
2,5 |
174 |
190 |
208 |
225 |
230 |
196 |
173 |
|
3,0 |
- |
186 |
197 |
212 |
221 |
192 |
170 |
|
4,0 |
- |
- |
195 |
210 |
214 |
186 |
163 |
|
5,0 |
- |
- |
182 |
201 |
210 |
174 |
155 |
Режимы резания при точении волокнита проходными резцами φ = 45°, оснащенными пластинами из твердого сплава марки ВК6-М со стойкостью Т = 60 мин
|
Глубина резания t, мм |
Скорость резания υ, м/мин, для подачи S, мм/об |
||||||
|
0,10 |
0,15 |
0,20 |
0,25 |
0,30 |
0,40 |
0,50 |
|
|
0,5 |
607 |
529 |
485 |
455 |
429 |
396 |
367 |
|
1,0 |
567 |
496 |
455 |
427 |
403 |
371 |
344 |
|
1,5 |
539 |
471 |
433 |
406 |
382 |
352 |
326 |
|
2,0 |
531 |
464 |
426 |
400 |
377 |
346 |
321 |
|
2,5 |
520 |
455 |
418 |
392 |
369 |
340 |
314 |
|
3,0 |
- |
441 |
405 |
380 |
357 |
329 |
304 |
|
4,0 |
- |
- |
395 |
370 |
349 |
321 |
297 |
|
5,0 |
- |
- |
389 |
364 |
343 |
316 |
292 |
Режимы резания при точении прессматериала марки АГ-4-В (стекловолокнита) проходными резцами φ = 45°, оснащенными пластинами из твердого сплава марки ВК6-М со стойкостью Т = 60 мин
|
Глубина резания t, мм |
Скорость резания υ, м/мин, для подачи S, мм/об |
||||||
|
0,10 |
0,15 |
0,20 |
0,25 |
0,30 |
0,40 |
0,50 |
|
|
0,5 |
197 |
160 |
143 |
128 |
119 |
105 |
95 |
|
1,0 |
173 |
142 |
127 |
113 |
105 |
92 |
84 |
|
1,5 |
163 |
133 |
119 |
106 |
98 |
86 |
78 |
|
2,0 |
151 |
123 |
110 |
98 |
91 |
80 |
73 |
|
2,5 |
143 |
116 |
104 |
92 |
86 |
76 |
68 |
|
3,0 |
- |
112 |
100 |
89 |
83 |
73 |
66 |
|
4,0 |
- |
- |
96 |
85 |
79 |
70 |
63 |
|
5,0 |
- |
- |
92 |
81 |
76 |
67 |
60 |
Режимы резания при точении стеклотекстолита марки СТ проходными резцами φ = 45°, оснащенными иластинами из твердого сплава марки ВК3-М со стойкостью Т = 60 мин
|
Глубина резания t, мм |
Скорость резания υ м, м/мин, для подачи S, мм/об |
|||||
|
0,10 |
0,15 |
0,20 |
0,30 |
0,40 |
0,50 |
|
|
1,0 |
280 |
270 |
263 |
215 |
178 |
154 |
|
2,0 |
276 |
267 |
260 |
202 |
167 |
144 |
|
3,0 |
274 |
264 |
258 |
195 |
161 |
139 |
|
4,0 |
273 |
263 |
256 |
190 |
157 |
136 |
|
5,0 |
271 |
261 |
255 |
186 |
154 |
133 |
Режимы резания при точении древесной пресскрошки проходными резцами φ = 45°, оснащенными пластинами из твердого сплава марки ВК6-М со стойкостью Т = 60 мин
|
Глубина резания t, мм |
Скорость резания υ, м/мин, для подачи S, мм/об |
||||||
|
0,10 |
0,15 |
0,20 |
0,25 |
0,30 |
0,35 |
0,40 |
|
|
0,25 |
188 |
212 |
236 |
256 |
- |
- |
- |
|
0,50 |
164 |
184 |
206 |
224 |
240 |
250 |
302 |
|
0,75 |
152 |
172 |
192 |
208 |
222 |
234 |
280 |
|
1,00 |
142 |
160 |
180 |
196 |
208 |
218 |
262 |
|
1,25 |
138 |
154 |
172 |
188 |
200 |
210 |
252 |
|
1,50 |
132 |
148 |
166 |
182 |
192 |
202 |
242 |
Режимы резания при точении стеклотекстолита марки СК-9Ф проходными резцами φ = 45°, оснащенными пластинами из твердого сплава марки ВК3-М со стойкостью Т = 60 мин
|
Глубина резания t, мм |
Скорость резания υ, м/мин, для подачи S, мм/об |
|||||
|
0,10 |
0,15 |
0,20 |
0,30 |
0,40 |
0,50 |
|
|
1,0 |
159 |
141 |
130 |
116 |
105 |
100 |
|
2,0 |
137 |
121 |
112 |
99 |
91 |
86 |
|
3,0 |
125 |
111 |
102 |
91 |
83 |
79 |
|
4,0 |
117 |
104 |
96 |
85 |
78 |
73 |
|
5,0 |
112 |
99 |
91 |
81 |
75 |
70 |
Режимы резания при точении стеклотекстолита марки ФН проходными резцами φ = 45°, оснащенными пластинами из твердого сплава марки ВК3-М со стойкостью Т = 60 мин
|
Глубина резания t, мм |
Скорость резания υ, м/мин, для подачи S, мм/об |
|||||
|
0,10 |
0,15 |
0,20 |
0,30 |
0,40 |
0,50 |
|
|
1,0 |
380 |
320 |
283 |
239 |
212 |
193 |
|
2,0 |
332 |
280 |
248 |
209 |
186 |
169 |
|
3,0 |
308 |
259 |
230 |
194 |
172 |
156 |
|
4,0 |
291 |
246 |
218 |
184 |
163 |
148 |
|
5,0 |
279 |
235 |
209 |
176 |
156 |
142 |
Режимы резания при точении стеклопластика марки П-5-2 (29 - 227) проходными резцами φ = 45°, оснащенными пластинами из твердого сплава марки ВК3-М со стойкостью Т = 60 мин
|
t, мм |
Скорость резания υ, м/мин, для подачи S, мм/об |
|||||
|
0,10 |
0,15 |
0,20 |
0,30 |
0,45 |
0,50 |
|
|
1,0 |
85 |
70 |
60 |
50 |
43 |
39 |
|
2,0 |
63 |
52 |
45 |
37 |
32 |
29 |
|
3,0 |
54 |
44 |
38 |
31 |
27 |
24 |
|
4,0 |
47 |
39 |
34 |
28 |
24 |
22 |
|
5,0 |
43 |
35 |
31 |
25 |
22 |
20 |
Режимы резания при точении стеклопластика марки 27-63С проходными резцами φ = 45°, оснащенными пластинами из твердого сплава марки ВК3-М со стойкостью Т = 60 мин
|
Глубина резания t, мм |
Скорость резания υ, м/мин, для подачи S, мм/об |
|||||
|
0,10 |
0,15 |
0,20 |
0,30 |
0,40 |
0,50 |
|
|
1,0 |
300 |
249 |
218 |
181 |
159 |
143 |
|
2,0 |
240 |
199 |
175 |
145 |
128 |
115 |
|
3,0 |
211 |
175 |
153 |
127 |
112 |
101 |
|
4,0 |
193 |
160 |
140 |
116 |
102 |
92 |
|
5,0 |
179 |
149 |
130 |
108 |
95 |
85 |
Режимы резания при точении поликапролактама марки Б проходными резцами φ = 45°, оснащенными пластинами из твердого сплава марки ВК6-М со стойкостью Т = 60 мин
|
Глубина резания t, мм |
Скорость резания υ, м/мин, для подачи S, мм/об |
||||||
|
0,10 |
0,15 |
0,20 |
0,25 |
0,30 |
0,40 |
0,50 |
|
|
0,5 |
239 |
306 |
364 |
418 |
466 |
556 |
635 |
|
1,0 |
221 |
284 |
337 |
387 |
427 |
515 |
590 |
|
1,5 |
211 |
270 |
323 |
369 |
414 |
492 |
565 |
|
2,0 |
206 |
263 |
313 |
358 |
400 |
477 |
547 |
|
2,5 |
200 |
256 |
306 |
350 |
390 |
467 |
534 |
|
3,0 |
- |
251 |
299 |
342 |
383 |
457 |
523 |
|
4,0 |
- |
- |
289 |
332 |
370 |
442 |
506 |
|
5,0 |
- |
- |
282 |
324 |
361 |
432 |
495 |
Режимы резания при точении полиэтилена проходными резцами φ = 45°, оснащенными пластинами из твердого сплава марки ВК6-М со стойкостью Т = 60 мин
|
Глубина резания t, мм |
Скорость резания υ, м/мин, для подачи S, мм/об |
||||||
|
0,10 |
0,15 |
0,20 |
0,25 |
0,30 |
0,40 |
0,50 |
|
|
0,5 |
743 |
663 |
607 |
570 |
506 |
496 |
465 |
|
1,0 |
660 |
586 |
538 |
506 |
488 |
441 |
413 |
|
1,5 |
616 |
546 |
503 |
472 |
448 |
412 |
386 |
|
2,0 |
586 |
522 |
480 |
450 |
426 |
392 |
368 |
|
2,5 |
565 |
502 |
462 |
433 |
410 |
378 |
348 |
|
3,0 |
- |
485 |
447 |
420 |
397 |
366 |
345 |
|
4,0 |
- |
- |
427 |
400 |
378 |
348 |
326 |
|
5,0 |
- |
- |
410 |
385 |
365 |
336 |
315 |
Режимы резания при точении винипласта проходными резцами φ = 45°, оснащенными пластинами из твердого сплава марки ВК6-М со стойкостью Т = 60 мин
|
Глубина резания t, мм |
Скорость резания υ, м/мин, для подачи S, мм/об |
||||||
|
0,10 |
0,15 |
0,20 |
0,25 |
0,30 |
0,40 |
0,50 |
|
|
0,5 |
714 |
625 |
568 |
527 |
497 |
453 |
420 |
|
1,0 |
630 |
553 |
503 |
467 |
439 |
400 |
372 |
|
1,5 |
597 |
514 |
466 |
434 |
407 |
371 |
345 |
|
2,0 |
557 |
487 |
444 |
412 |
387 |
353 |
328 |
|
2,5 |
534 |
467 |
425 |
395 |
371 |
339 |
314 |
|
3,0 |
- |
453 |
412 |
382 |
359 |
327 |
304 |
|
4,0 |
- |
- |
390 |
363 |
341 |
310 |
289 |
|
5,0 |
- |
- |
375 |
350 |
329 |
299 |
278 |
Режимы резания при точении полипропилена (нестабилизированного) проходными резцами φ = 45°, оснащенными пластинами из твердого сплава марки ВК6-М со стойкостью Т = 60 мин
|
Глубина резания t, мм |
Скорость резания υ, м/мин, для подачи S, мм/об |
||||||
|
0,10 |
0,15 |
0,20 |
0,25 |
0,30 |
0,40 |
0,50 |
|
|
0,5 |
111 |
132 |
149 |
164 |
178 |
201 |
121 |
|
1,0 |
98 |
116 |
132 |
145 |
157 |
177 |
195 |
|
1,5 |
91 |
108 |
122 |
135 |
146 |
165 |
182 |
|
2,0 |
86 |
103 |
116 |
128 |
138 |
157 |
172 |
|
2,5 |
83 |
99 |
112 |
123 |
133 |
150 |
166 |
|
3,0 |
- |
95 |
108 |
119 |
129 |
146 |
160 |
|
4,0 |
- |
- |
103 |
113 |
122 |
138 |
152 |
|
5,0 |
- |
- |
98 |
108 |
117 |
133 |
146 |
Режимы резания при точении сополимера стирола марки СНП-2 проходными резцами φ = 45°, оснащенными пластинами из твердого сплава марки ВК6-М со стойкостью Т = 60 мин
|
Глубина резания t, мм |
Скорость резания υ, м/мин, для подачи S, мм/об |
||||||
|
0,10 |
0,15 |
0,20 |
0,25 |
0,30 |
0,40 |
0,50 |
|
|
0,5 |
583 |
707 |
810 |
900 |
980 |
1130 |
1295 |
|
1,0 |
546 |
662 |
753 |
840 |
916 |
1045 |
1165 |
|
1,5 |
524 |
635 |
725 |
806 |
880 |
1005 |
1120 |
|
2,0 |
509 |
617 |
707 |
785 |
853 |
976 |
1085 |
|
2,5 |
497 |
602 |
688 |
766 |
835 |
957 |
1060 |
|
3,0 |
- |
590 |
677 |
751 |
820 |
942 |
1045 |
|
4,0 |
- |
- |
657 |
733 |
796 |
912 |
1015 |
|
5,0 |
- |
- |
645 |
715 |
779 |
890 |
990 |
Режимы резания при точении полипропилена (стабилизированного сажей 7 %) проходными резцами φ = 45°, оснащенными пластинами из твердого сплава марки ВК6-М со стойкостью Т= 60 мин
|
Глубина резания t, мм |
Скорость резания υ, м/мин, для подачи S, мм/об |
||||||
|
0,10 |
0,15 |
0,20 |
0,25 |
0,30 |
0,40 |
0,50 |
|
|
0,5 |
687 |
640 |
607 |
582 |
564 |
538 |
515 |
|
1,0 |
652 |
607 |
576 |
554 |
538 |
509 |
487 |
|
1,5 |
628 |
583 |
557 |
538 |
515 |
490 |
471 |
|
2,0 |
617 |
572 |
544 |
524 |
505 |
478 |
460 |
|
2,5 |
607 |
560 |
538 |
514 |
496 |
471 |
458 |
|
3,0 |
- |
554 |
526 |
505 |
490 |
463 |
446 |
|
4,0 |
- |
- |
515 |
493 |
478 |
453 |
434 |
|
5,0 |
- |
- |
505 |
487 |
471 |
445 |
430 |