ИНСТРУКЦИЯ
КОНСТРУКЦИИ БАЗОВЫЕ НЕСУЩИЕ
РАДИОЭЛЕКТРОННЫХ СРЕДСТВ
ТЕХНОЛОГИЧЕСКИЕ ТРЕБОВАНИЯ
РД 50-703-91
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР
ПО УПРАВЛЕНИЮ КАЧЕСТВОМ ПРОДУКЦИИ И СТАНДАРТАМ
Москва
РУКОВОДЯЩИЙ ДОКУМЕНТ ПО СТАНДАРТИЗАЦИИ
|
КОНСТРУКЦИИ БАЗОВЫЕ НЕСУЩИЕ РАДИОЭЛЕКТРОННЫХ СРЕДСТВ Технологические требования |
РД |
Дата введения 01.01.93
Настоящий руководящий документ (РД) распространяется на базовые несущие конструкции (БНК) 1, 2 и 3-го уровней радиоэлектронных средств (РЭС).
РД устанавливают технологические требования:
к деталям и заготовкам деталей БНК с учетом прогрессивных методов их формообразования и обработки;
к материалам деталей БНК;
к БНК, их деталям и сборочным единицам применительно к условиям механизированной (автоматизированной) сборки.
Основные термины и определения в области обеспечения технологичности конструкции - по ГОСТ 14.205.
Общие правила обеспечения технологичности конструкции изделия - по ГОСТ 14.201.
1. ТЕХНОЛОГИЧЕСКИЕ ТРЕБОВАНИЯ К ДЕТАЛЯМ И ЗАГОТОВКАМ ДЕТАЛЕЙ БАЗОВЫХ НЕСУЩИХ КОНСТРУКЦИЙ
1.1. Общие требования
При конструировании деталей и заготовок деталей для БНК следует предусматривать прогрессивные методы формообразования, такие как:
литье под давлением, по выплавляемым моделям;
резка из сортового фасонного, листового проката;
горячая и холодная штамповка;
порошковая металлургия;
вакуумное формование листовых термопластов;
литье под давлением термопластов и реактопластов.
1.2. Технологические требования к деталям и заготовкам, получаемым литьем
1.2.1. Требования к технологичности заготовок:
1) максимальная стабильность припусков на обрабатываемых поверхностях и размерах по необработанным плоскостям;
2) совмещение припусков - напусков, остатков от литников и прибылей с припусками на обрабатываемых поверхностях;
3) четкое разграничение обрабатываемых и необрабатываемых поверхностей;
4) введение при необходимости дополнительных конструктивных элементов (приливов, входных и выходных площадок для сверления и т.д.).
1.2.2. Основными показателями технологичности отливки являются трудоемкость и коэффициент использования металла (КИМ). Отливка, выполненная литьем под давлением или литьем по выплавляемой модели, считается технологичной, если КИМ более 0,9.
1.2.3. При проектировании литых заготовок следует предусматривать прогрессивные методы литья: литье под давлением, по выплавляемым моделям, вакуумное и центробежное литье.
1.2.4. Технологические требования к конструкциям литых деталей - в соответствии с конструкторской документацией, утвержденной в установленном порядке.
1.3. Технологические требования к деталям, подвергаемым обработке резанием
1.3.1. При проектировании деталей, подвергаемых обработке резанием, необходимо:
1) формы и размеры деталей, физико-химические и механические свойства материала выбирать с учетом возможности применения прогрессивных высокопроизводительных методов изготовления деталей;
2) обеспечивать оптимальность и обоснованность назначения допустимых отклонений формы и расположения поверхностей, требований к параметрам шероховатости обрабатываемых поверхностей;
3) соблюдать единство конструкторских и технологических баз;
4) унифицировать элементы конструкций деталей для групповой обработки по типовым технологическим процессам и применения стандартной переналаживаемой оснастки и инструмента;
5) обеспечивать снижение трудоемкости изготовления детали (сокращения машинного и вспомогательного времени) за счет:
применения легкообрабатываемых материалов;
повышения точности изготовления заготовок и применения стандартизованных и унифицированных заготовок, изготовленных прогрессивными методами формообразования (литье, холодная высадка и т.д.);
обеспечения жесткости конструкции детали для надежности крепления и исключения деформации детали при обработке;
уменьшения числа обрабатываемых поверхностей и их протяженности;
расчленения конструкции детали на более простые формы для объединения нескольких простых деталей в одну;
обеспечения инструментальной доступности конструкций (удобства подвода и вывода инструмента, доступа инструмента к обрабатываемым поверхностям) при изготовлении и контроле.
1.3.2. Технологические требования к конструкциям изделий механообрабатывающего производства - в соответствии с конструкторской документацией, утвержденной в установленном порядке.
1.4. Технологические требования к заготовкам и деталям, получаемым порошковой металлургией
1.4.1. Точность изготовления деталей, изготовленных методом порошковой металлургии, определяется точностью пресса, пресс-формы, стабильностью упругих последствий при холодном прессовании и объемных изменений при спекании, износом пресс-форм, увеличением линейных размеров полуфабрикатов и изделий при хранении.
1.4.2. Для получения прессовок заданной точности точность изготовления пресс-формы должна быть на один квалитет выше.
1.4.3. Для повышения точности пористых конструкционных изделий следует применять калибрование путем обжатия в калибровочных пресс-формах.
1.4.4. Высота изделия в направлении прессования должна быть пропорциональна площади поперечного сечения.
Наиболее целесообразным отношением высоты изделия к размерам поперечного сечения является:
1) при одностороннем прессовании отношение высоты изделия к диаметру или толщине стенки - не более 3;
2) при двустороннем прессовании отношение высоты изделия к диаметру - более 1 и менее 5 или отношение высоты изделия к толщине стенки - более 3 и менее 11.
1.4.5. Максимальная площадь изделия в плоскости прессования зависит от мощности пресса и хода плунжера.
1.4.6. В изделиях не допускаются обратные технологические уклоны.
1.4.7. В изделиях предпочтительно применять отверстия цилиндрической формы.
1.4.8. Технологические требования к конструкциям деталей, получаемым порошковой металлургией, - в соответствии с конструкторской документацией, утвержденной в установленном порядке.
1.5. Технологические требования к заготовкам и деталям, получаемым штамповкой
1.5.1. Кованые и штампованные заготовки и детали должны иметь простые геометрические формы и плавные переходы от одного сечения к другому.
1.5.2. Кованые и штампованные заготовки должны иметь минимальное количество обрабатываемых поверхностей.
1.5.3. Кованые и штампованные заготовки должны быть унифицированы по диаметрам вырубки, пробивки, вытяжки, углам, радиусам гибки и радиусам сопряжения.
1.5.4. Правые и левые детали одного типоразмера следует проектировать так, чтобы их можно было изготавливать из одной и той же заготовки.
1.5.5. Технологические требования к конструкциям деталей, получаемым штамповкой, - в соответствии с конструкторской документацией, утвержденной в установленном порядке.
1.6. Технологические требования к заготовкам и деталям из пластических масс
1.6.1. Для получения технологичной конструкции заготовки или детали необходимо предусмотреть:
1) наименьшую массу при обеспечении необходимой прочности;
2) предельное уменьшение трудоемкости механической доработки;
3) оптимальные уклоны и радиусы закруглений;
4) отсутствие поднутрений, препятствующих извлечению детали из формы;
5) отсутствие острых углов;
6) правильное расположение и оформление отверстий;
7) разнотолщинность не более 30 %;
8) обеспечение жесткости конструкции;
9) необходимую точность размеров с учетом свойств пластмассы (учитывая колебания усадки), способы ее формования, коэффициент линейного растяжения пластмассы и материала формы.
1.6.2. Технологические требования к конструкциям деталей, получаемых из пластических масс, - в соответствии с конструкторской документацией, утвержденной в установленном порядке.
1.7. Технологические требования к заготовкам и деталям из резины
1.7.1. Необходимо избегать конструкций, в которых резина работает на растяжение и изгиб.
1.7.2. Следует добиваться равномерного распределения напряжений по всему объему резинотехнических изделий. Для этого необходимо:
1) применять симметричные конструкции;
2) предусматривать равномерное распределение нагрузки (усилия);
3) выбирать простые конструкции резинотехнических изделий и избегать сложных форм с отверстиями, резкими переходами, разной толщины сечения; разнотолщинность не должна превышать 30 %;
4) для увеличения площади контакта резины с металлической арматурой следует предусматривать специальные технологические выемки в арматуре (в виде кольцевых проточек, пазов и т.п.), а также специальные отверстия, необходимые для фиксации арматуры в процессе формования изделия;
5) соединение свободной поверхности резины с металлической арматурой выполнять с большими радиусами перехода;
6) предусмотреть технологические уклоны, при этом уклоны внутренних поверхностей изделий должны быть больше уклонов наружных поверхностей.
1.7.3. Необходимо избегать острых углов и кромок на металлической арматуре, острых углов на поверхности резины, минимальный радиус скругления должен быть не менее 0,5 мм.
1.7.4. Следует избегать температурных напряжений, для этого резинотехнические изделия необходимо выполнять со сквозными центральными отверстиями.
1.7.5. Технологические требования к конструкциям деталей, получаемых из резины, - в соответствии с конструкторской документацией, утвержденной в установленном порядке.
1.8. Технологические требования к заготовкам и деталям, подвергаемым термической обработке
При термической обработке заготовок и деталей необходимо предусмотреть:
1) правильный выбор материала в зависимости от условий работы детали;
2) постоянство свойств и размеров детали во времени;
3) обрабатываемость резанием выбранного материала после термической обработки.
1.9. Технологические требования к армированным деталям
При армировании деталей необходимо обеспечить:
1) надежность фиксации и удобство установки арматуры;
2) прочность сцепления арматуры с материалом детали.
1.10. Технологические требования к заготовкам и деталям, получаемым пайкой
1.10.1. Конструкция паяного соединения должна обеспечивать:
1) стабильное качество изделия;
2) прочность;
3) удобство размещения припоя и удаления остатков флюса;
4) возможность сборки и фиксации паяемых элементов;
5) возможность пайки в положении, способствующем заполнению зазоров припоем.
1.10.2. При конструировании деталей под пайку высокотемпературными припоями между поверхностями соединяемых деталей необходимо предусмотреть капиллярные зазоры:
1) при нахлестке до 6 мм - 0,05 - 0,15 мм;
2) при нахлестке свыше 6 мм - 0,1 - 0,2 мм.
1.10.3. Конструкция заготовок должна предусматривать способы их фиксации при пайке. Взаимное закрепление (фиксация) заготовок может осуществляться следующими способами:
1) с помощью технологических шипов и окон;
2) заклепками;
3) кернением;
4) прихваткой сваркой.
1.10.4. Технологические требования к конструкциям деталей, получаемых пайкой, - в соответствии с конструкторской документацией, утвержденной в установленном порядке.
1.11. Технологические требования к деталям, получаемым сваркой
1.11.1. Технологичность сварных конструкций определяется:
1) выбором вида, способа и технологии сварки;
2) формой свариваемого соединения;
3) обоснованным распределением сварных соединений в конструкции.
1.11.2. При проектировании сварных конструкций следует избегать взаимного пересечения сварных швов.
1.11.3. Для повышения точности изготовления сварных конструкций необходимо, чтобы кромки базовой детали совпадали с конструктивными и технологическими базами.
1.11.4. В сварных конструкциях следует стремиться к уменьшению числа неразъемных соединений, при этом они должны быть равномерно расположены в менее нагруженных местах конструкций.
1.11.5. При конструировании крупногабаритных узлов с целью уменьшения деформации сварные швы длиной более 150 мм следует предусматривать прерывистыми, если это допустимо по условиям работы сварного узла.
1.11.6. Технологические требования к конструкциям деталей, получаемых сваркой, - в соответствии с конструкторской документацией, утвержденной в установленном порядке.
1.12. Технологические требования к деталям, подвергаемым гальваническому и лакокрасочному покрытиям
1.12.1. Технологические требования к конструкции деталей обуславливаются следующими факторами:
1) условиями эксплуатации изделия;
2) материалом и назначением детали;
3) способами получения покрытия;
4) конфигурацией детали;
5) экономической целесообразностью назначаемого покрытия.
1.12.2. Технологические требования к поверхности основного материала под металлические и неметаллические неорганические покрытия - по ГОСТ 9.304.
Технологические требования к поверхности основного материала под лакокрасочные покрытия и требования к лакокрасочным покрытиям в процессе их производства и эксплуатации - по ГОСТ 9.401, ГОСТ 9.402 и в соответствии с конструкторской документацией, утвержденной в установленном порядке.
2. ТЕХНОЛОГИЧЕСКИЕ ТРЕБОВАНИЯ К ПРИМЕНЕНИЮ МАТЕРИАЛОВ
2.1. Применяемый материал должен обеспечивать оптимальную трудоемкость при изготовлении БНК и обладать следующими свойствами:
при обработке давлением - пластичностью;
при изготовлении литьем - хорошими литейными качествами;
при обработке резанием - хорошей обрабатываемостью в сочетании с возможностью изменения механических характеристик и свойств материала за счет применения термической и термохимической обработок;
при сборке - достаточно высокой жесткостью, исключающей возможность деформации детали.
2.2. При выборе марки материала следует руководствоваться требованиями, установленными в технических требованиях и техническом задании на изделие.
2.3. При выборе материалов для изготовления БНК следует учитывать:
назначение и условия эксплуатации конструкции;
методы изготовления;
массу конструкции;
прочностные характеристики конструкции;
коррозионную стойкость конструкции.
2.4. Электрическая совместимость металлов, совместимость металлов и неметаллов, предотвращение щелевой коррозии должны соответствовать конструкторской документации, утвержденной в установленном порядке.
2.5. Материалы для деталей БНК должны выбираться с учетом экономической целесообразности применения определенного способа изготовления заготовок в соответствии с условиями эксплуатации БНК.
2.5.1. Направляющие для БНК следует предусматривать из алюминиевых сплавов и полимерных материалов. Упругие направляющие - из пружинной стали, нагартованной латуни бронзы.
2.5.2. Передние панели для БНК следует предусматривать из алюминиевых сплавов, изготавливаемых из листового проката штамповкой и из профилей.
2.5.3. Рамы для ячеек и шасси, панели и основания следует предусматривать:
1) при помощи литья под давлением, используя алюминиевые сплавы марок АЛ2 и АЛ9 - по ГОСТ 1583;
2) при помощи штамповки из листового проката марок АМц, АМг по ГОСТ 4784 Д16 - по ГОСТ 21631.
2.5.4. Каркасы, стойки основания для БНК следует предусматривать из фасонных профилей деформируемых алюминиевых сплавов.
2.5.5. Детали, служащие для защиты от внешних и внутренних электрических и магнитных полей, в зависимости от диапазонов частот помех следует применять как из листовых материалов (сталь, алюминий, пермаллой и др.), так и изготовленные методом газотермического напыления соответствующих металлов непосредственно на детали приборов.
2.5.6. Лепестки заземления для БНК следует предусматривать из тонкой листовой меди или латуни методом штамповки.
2.5.7. Герметизирующие и уплотнительные прокладки, амортизаторы следует предусматривать из резины общего назначения.
2.5.8. Детали и узлы БНК для высокотемпературной пайки в электропечах следует изготавливать из алюминия и его сплавов марок АД0, АД1, АД31, АМц по ГОСТ 4784. Допускаются различные сочетания из указанных сплавов.
3. ТЕХНОЛОГИЧЕСКИЕ ТРЕБОВАНИЯ К СБОРОЧНЫМ ЕДИНИЦАМ И ИХ СОСТАВНЫМ ЧАСТЯМ БНК ПРИ МЕХАНИЗИРОВАННОЙ (АВТОМАТИЗИРОВАННОЙ) СБОРКЕ
3.1. Общие требования
3.1.1. Все сборочные единицы и их составные части (детали в комплектующие изделия) при изготовлении БНК должны соответствовать чертежам и нормативно-технической документации на них, иметь штамп отдела технического контроля (ОТК) предприятия-изготовителя или документ, подтверждающий качество покупного изделия.
3.1.2. Сборочные единицы и их составные части БНК должны удовлетворять требованиям конструкторской документации, утвержденной в установленном порядке.
3.1.3. При проектировании сборочных единиц и их составных частей БНК рекомендуется предусматривать в максимальной степени стандартизацию и унификацию элементов конструкций деталей, материалов, посадок, квалитетов точности, параметров шероховатости поверхностей, резьб, диаметров соединений и видов соединений.
3.1.4. При конструировании БНК должно быть обеспечено совмещение конструкторских и технологических баз.
3.1.5. Метод и схему сборки выбирают на основании расчета и анализа размерных цепей конструкции собираемого узла с учетом трудоемкости сборочных работ и затрат на изготовление.
3.1.6. В конструкции БНК должна быть предусмотрена базовая деталь или сборочная единица, являющаяся основной для расположения остальных составных частей и деталей и выполняющая функции сборочного приспособления.
3.1.7. Допуски и геометрические характеристики поверхностей деталей должны обеспечивать сборку с полной взаимозаменяемостью.
3.2. Требования к сборочным единицам
3.2.1. Конструкция должна состоять из отдельных законченных сборочных единиц, допускающих независимую (параллельную) сборку, контроль и испытания. Каждая сборочная единица должна быть кинематически замкнутой, т.е. должна транспортироваться, кантоваться, не распадаясь, и должна допускать независимую сборку.
3.2.2. Количество сборочных единиц в изделии должно быть минимальным. Вместе с тем нужно стремиться обеспечить максимальный уровень расчлененности изделия при условии технологической законченности сборочной единицы.
3.2.3. При конструировании БНК следует учитывать, что работа сборочных машин будет устойчивой в том случае, когда в сборочную единицу входит от 2 до 8 деталей.
3.2.4. БНК должны быть сконструированы с учетом исключения операций механической доработки, доводки, установки компенсирующих частей при их сборке, так как это может привести к снижению надежности и производительности и даже исключению возможности применения сборочного оборудования.
3.2.5. Соединения (стыки) сборочных единиц по конструктивному оформлению должны удовлетворять следующим требованиям:
1) плоскости разъемов следует располагать перпендикулярно к головной базовой оси симметрии сборочной единицы;
2) места разъемов должны быть доступными для инструмента.
3.2.6. При конструировании БНК необходимо стремиться к упрощению сборочных операций при выполнении соединений за счет сокращения числа разнообразных движений рабочих органов. Предпочтение следует отдавать соединениям, выполняемым одним движением рабочего органа и в направлении сверху вниз.
3.2.7. При конструировании БНК следует учитывать, что более технологичными являются сборочные единицы, составные части которых соединяются запрессовкой, развальцовкой, обжимкой, гибкой.
3.3. Требования, обеспечивающие автоматическое ориентирование собираемых деталей
3.3.1. При конструировании изделий БНК под механизированную (автоматизированную) сборку следует учитывать, что автоматическая ориентация деталей может выполняться следующими способами:
пассивная ориентация - отбраковка (сброс) неправильно ориентированных деталей;
активная ориентация, когда каждая деталь, перемещаясь в ориентирующем устройстве, переводится в требуемое устойчивое положение за счет действия конструктивных элементов деталей (пазов, выступов, канавок, отверстий) на электродинамические силы;
активно-принудительная ориентация достигается за счет воздействия специальных устройств и приспособлений.
3.3.2. Профиль детали должен быть хорошо распознаваемым, так как ориентирование по наружному контуру проще. Дополнительные признаки распознаваемости облегчают ориентирование (черт. 1).
Нерационально Рационально
3.3.3. Конструкция детали должна содержать элементы ориентирования (распознавания), не снижающие технологичности изготовления этой детали.
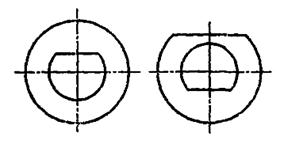
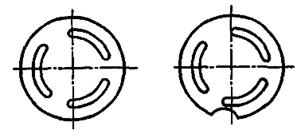
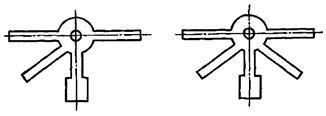
3.3.4. Детали должны обладать явно выраженной симметрией или при необходимости явно выраженной асимметрией. Асимметрия в деталях должна быть явно выражена внешними признаками (отверстиями разного диаметра, выступами и т.д.) (черт. 2, 3, 4).
Нерационально Рационально
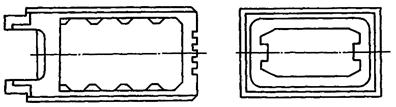
Нерационально Рационально
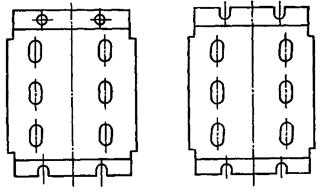
Нерационально Рационально
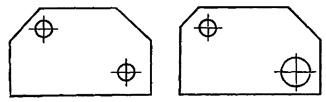
3.3.5. Так как ориентировать детали с наружной асимметрией проще, чем с внутренней, то для облегчения ориентации на деталях с внутренней асимметрией, связанной с физико-механическими свойствами материала детали, следует предусматривать отличительный элемент - геометрический ключ по наружному контуру (черт. 5).
Нерационально Рационально
3.3.6. Допускается придавать деталям свойства симметрии по наружному контуру за счет создания дополнительных ложных конструктивных элементов, необходимость в которых диктуется условиями эксплуатации детали (черт. 6).
Нерационально Рационально
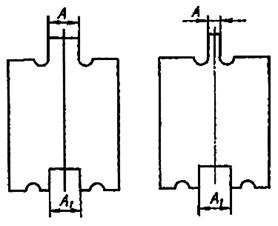
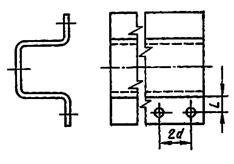
3.3.7. Для точного позицирования при ориентировании детали опорная поверхность А должна быть расположена как можно дальше от центра тяжести детали (черт. 7).
Нерационально Рационально
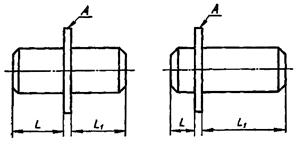
L = L1 L > L1
3.3.8. Конструкция детали должна иметь форму, обеспечивающую ориентированную установку в накопителях (черт. 8).
Нерационально Рационально
3.4. Требования, обеспечивающие условия транспортирования
3.4.1. Конструкция деталей для осуществления перемещения в бункере и транспортирования должна исключать сцепление, соединение друг с другом (черт. 9).
Нерационально Рационально
A = A1 A < A1
3.4.2. Детали не должны иметь конструктивных элементов, препятствующих перемещению в бункерно-ориентирующих, питающих и других подающих устройствах (черт. 10).
Нерационально Рационально
3.4.3. Для предотвращения западания и заклинивания при перемещении в бункерно-ориентирующих устройствах детали конической формы должны иметь внутренние выступы (черт. 11).
Нерационально Рационально
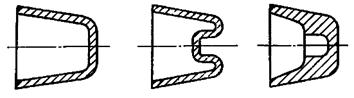
Черт. 11
3.4.4. В целях исключения западания, предотвращения возможности сопряжения деталей по их наружному контуру, следует предусматривать некоторые конструктивные изменения деталей, не влияющие на их функциональное назначение. Например, в деталях с внутренними и внешними криволинейными поверхностями радиус кривизны R2 должен быть больше радиуса кривизны R1 (черт. 12).
Нерационально Рационально
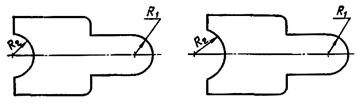
R1 = R2 R2 > R1
3.4.5. Для исключения западания одной детали в другую при транспортировании диаметр отверстия должен быть меньше выступающей цилиндрической части детали (черт. 13).
Нерационально Рационально
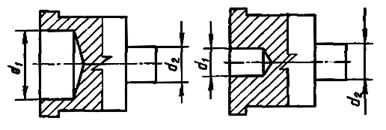
d1 > d2 d1 < d2
3.4.6. Форма детали должна обеспечивать устойчивое положение при транспортировании - диаметр деталей d должен быть больше высоты Н (черт. 14).
Нерационально Рационально
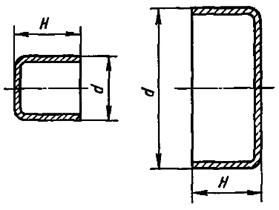
d < H d > H
3.4.7. Для исключения сцепления между пружинами при их транспортировании необходимо предусмотреть следующее:
торцы пружин должны быть шлифованные;
шаг навивки должен быть меньше толщины проволоки;
крайние витки должны быть расположены параллельно друг другу (черт. 15).
Нерационально Рационально
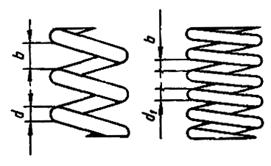
d < b d > b
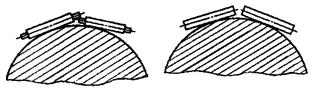
3.4.8. Форма детали должна препятствовать набеганию их друг на друга при транспортировании (черт. 16).
Нерационально Рационально

3.4.9. В БНК не должно быть плоских неметаллических деталей, слипающихся из-за статического электричества.
3.5. Требования, обеспечивающие возможность базирования деталей в процессе сборки
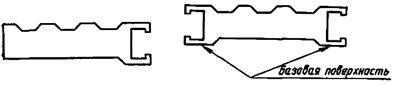
3.5.1. Для обеспечения точной фиксации базовая деталь должна иметь наибольшие габариты и четкую базовую поверхность, обеспечивающую устойчивое положение при сборке, а также не должна деформироваться под действием нагрузок (черт. 17).
Нерационально Рационально
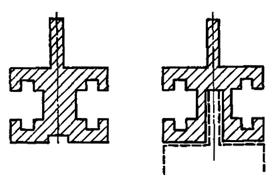
3.5.2. Конструкция сборочной единицы должна обеспечивать возможность проведения сборки при неизменном положении базовой детали (черт. 18).
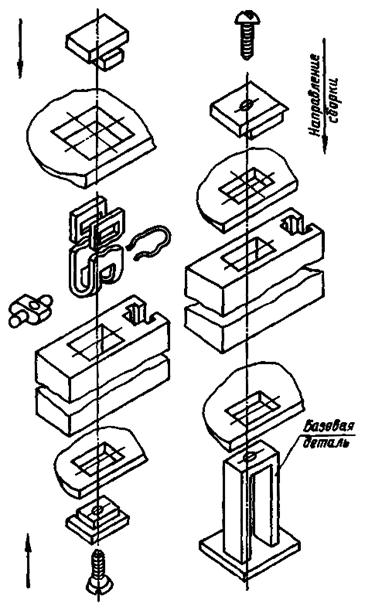
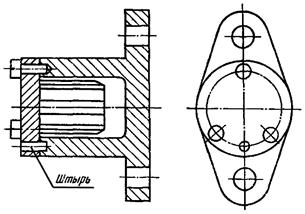
3.5.3. В конструкции базовой детали должны быть предусмотрены лыски, ловители, выступы и т.д., являющиеся установочными базами и лишающие сборочную единицу трех степеней свободы относительно сборочного приспособления (черт. 19).
3.5.4. Если базирование не может быть осуществлено по сопрягаемым поверхностям, то на относительное положение этих поверхностей необходимо устанавливать такие допуски, при которых погрешность базирования будет меньше влиять на положение сопрягаемых поверхностей.
3.6. Требования, обеспечивающие возможность сопряжения деталей в процессе сборки
3.6.1. Конструкция деталей должна обеспечивать максимальное сокращение длины хода рабочего органа автоматизированного устройства при сопряжении ее с другими деталями (черт. 20).
Нерационально Рационально
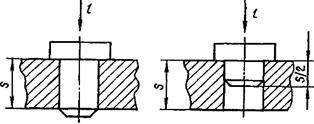
l = s l = s/2
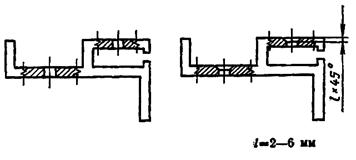
3.6.2. Для облегчения сопряжения и снижения требований точности позицирования установочных органов детали должны иметь заходные фаски, скосы, центрирующие выступы. Предпочтительный угол конусности для отверстий - 45°, для валов - от 10 до 30° (при прессовых посадках - от 5 до 15°). Длина фаски должна быть от 2 до 6 мм. Фаски следует предусматривать как на валу, так и в отверстии (черт. 21, 22).
Нерационально Рационально
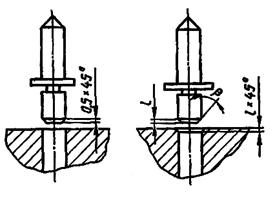
β = 10° - 30° l = 2 - 6 мм
Нерационально Рационально
3.6.3. В тех случаях, когда детали не имеют геометрических ключей, следует стремиться к обеспечению сопряжения и ориентирования при любом заданном положении детали, например за счет изменения расположения крепежных отверстий.
3.7. Требования, обеспечивающие возможность, закрепления деталей в процессе автоматизированной сборки
3.7.1. Возможность автоматизации закрепления деталей в сборочной единице зависит от применяемых в конструкции видов соединений. Менее технологичными считаются резьбовые соединения, так как в условиях автоматизированной сборки они требуют более сложного оборудования. Более технологичными являются соединения запрессовкой и развальцовкой.
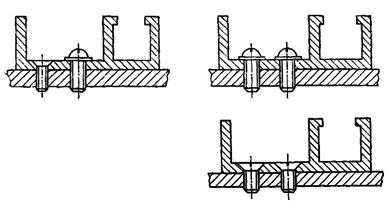
3.7.2. Для неразъемных соединений БНК рекомендуется использовать пустотелые заклепки по ГОСТ 12644, устанавливаемые и закрепляемые с одной стороны (черт. 23).
Нерационально Рационально
3.7.3. Расстояние от оси заклепки до вертикальной стенки, мешающей подводу клепального инструмента, должно быть не менее 2,5d. Минимальное расстояние от кромки должно быть не менее 1,7d (d - диаметр заклепки).
3.7.4. Избежать применения заклепок можно путем создания на штампованных и литых деталях выступов, на которые своими отверстиями устанавливается присоединяемая деталь, после чего производится расклепывание или развальцовывание (черт. 24).
Нерационально Рационально

3.7.5. При конструировании неразъемных сборочных узлов допускаются соединения пайкой и склеиванием. Форма сопрягаемых поверхностей элементов БНК, соединяемых пайкой и склеиванием, должна обеспечивать удержание деталей в процессе закрепления в определенном положении.
3.7.6. Сборочная единица должна иметь возможно меньшее количество соединительных элементов и предусматривать использование крепежных элементов одного вида и типоразмера (черт. 25).
Нерационально Рационально
3.7.7. При создании разъемных соединений следует учитывать, что соединение винтами предпочтительнее болтовых и шпилечных.
3.7.8. При автоматизированной сборке легче ввертывать болты в гайки, чем наоборот, поэтому целесообразно использовать пазы для удержания и центрирования гаек (черт. 26).
Нерационально Рационально
3.7.9. Целесообразно ряд деталей изготовлять в виде одной детали, например болт с шайбой.
3.7.10. При использовании резьбового крепежа целесообразно симметричное расположение точек крепления. Предпочтительным является их четное число, облегчающее использование многошпиндельного оборудования.
3.7.11. К головкам винтов, болтов и гаек должен быть свободный доступ для ключей резьбозавертывающих шпинделей сборочных машин (черт. 27).
Нерационально Рационально

3.7.12. В целях обеспечения доступа винтозавертывающей головки расстояние от стенки до центра отверстия должно быть не менее 15 мм, межцентровое расстояние между отверстиями - не менее 2d (d - диаметр головки винта) (черт. 28).
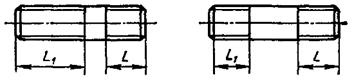
3.7.13. Шпильки должны иметь резьбу одного шага и направления, а также одинаковую длину резьбовых участков (черт. 29).
Нерационально Рационально
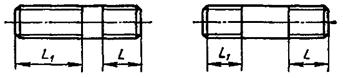
L1 > L L1 = L
Черт. 29
3.7.14. При создании винтовых соединений целесообразно предусматривать развальцовку резьбовых втулок.
3.7.15. Установочные винты со шлицем без головки должны иметь для упрощения процесса ориентирования шлицы на обоих концах (черт. 30).
Нерационально Рационально
3.7.16. Конструкция сборочной единицы должна обеспечивать возможность выполнения резьбового соединения сверху вниз.
3.7.17. Винты для автоматической сборки должны иметь следующие элементы конструкции:
1) концы винтов должны быть выполнены по ГОСТ 12414;
2) стенки шлица должны быть выполнены без уклона;
3) длина винта должна быть не менее D + 2 мм, где D - диаметр резьбовой части винта.
3.7.18. Резьбовые крепежные детали должны иметь на своих концах заборную часть, облегчающую автоматическое наживление в резьбовое гнездо, а в сопрягаемой детали необходимо предусмотреть коническую фаску (черт. 31).
Нерационально Рационально
Черт. 31
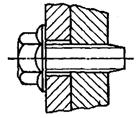
3.7.19. К наиболее технологичным конструкциям резьбовых соединений следует относить самоконтрящиеся болты, винты, так как прочность таких соединений больше и отпадает необходимость установки шайб и гаек (черт. 32).
3.7.20. В разъемных соединениях рекомендуется использовать:
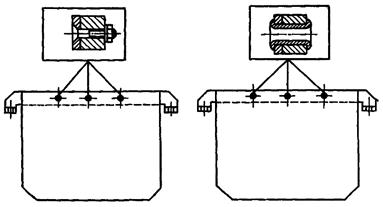
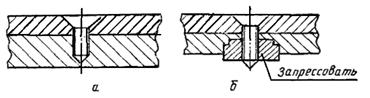
1) винты самонарезающие по ГОСТ 10618, ГОСТ 10619, ГОСТ 11650, ГОСТ 11652, имеющие центрирующие фаски для ориентирования в отверстии ответной детали и крестообразный шлиц на головке, обеспечивающий хорошее центрирование инструмента и передачу большого крутящего момента;
2) соединения типа «винт в тело» (черт. 33а);
3) соединения с запрессовываемыми гайками для тонкостенных деталей (черт. 33б).
3.7.21. Опорные поверхности под крепежные детали должны быть выполнены согласно ГОСТ 12876.
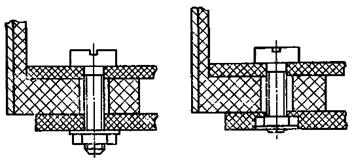
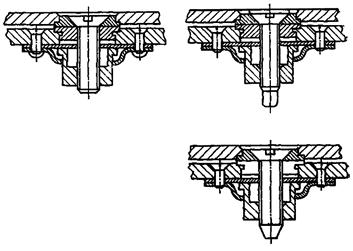
3.7.22. Для автоматизированной сборки следует применять виды стопорения:
крепежным торцем и насечкой на торце (черт. 34);
краской;
специальными пастами и клеями холодного отверждения.
Нерационально Рационально
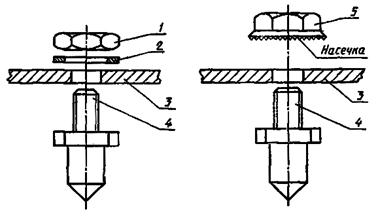
1 - гайка; 2 - шайба; 3 - панель; 4 - ловитель; 5 - гайка с насечкой на торце
3.7.23. Не допускается проектировать БНК с применением таких видов соединений, как шплинтовка, из-за невозможности автоматизации их установки, скручивания проволокой, заливки смолами.
3.8. Требования, обеспечивающие возможность роботизации процессов сборки
3.8.1. Детали и сборочные единицы должны иметь поверхности, облегчающие захват робота (черт. 35).

3.8.2. Состояние поверхности детали должно обеспечивать ее надежный захват и удержание роботом за счет сил трения, появляющихся при соприкасании поверхностей детали и захватов.
3.8.3. В целях сокращения номенклатуры применяемых захватов робота следует стремиться к стандартизации сопрягаемых поверхностей деталей и сборочных единиц.
3.8.4. Целесообразно использовать сборки с однокоординатным перемещением, что упрощает конструкцию сборочных робототехнических комплексов.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством радиопромышленности СССР
РАЗРАБОТЧИКИ
Р.А. Вуколова, И.Я. Дроздов (руководители темы); И.И. Гераскина
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 29.03.91 № 412
3. Срок проверки - 1997 г. Периодичность проверок - 5 лет
4. ВВЕДЕН ВПЕРВЫЕ
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Номер пункта |
|
|
ГОСТ 12414-66 |
|
СОДЕРЖАНИЕ
|
1. Технологические требования к деталям и заготовкам деталей базовых несущих конструкций. 1 |