МИНИСТЕРСТВО АВТОМОБИЛЬНОЙ ПРОМЫШЛЕННОСТИ СССР
ОБЩЕСОЮЗНЫЕ
НОРМЫ
ТЕХНОЛОГИЧЕСКОГО ПРОЕКТИРОВАНИЯ
ПРЕДПРИЯТИЙ МАШИНОСТРОЕНИЯ,
ПРИБОРОСТРОЕНИЯ И МЕТАЛЛООБРАБОТКИ
ЛИТЕЙНЫЕ ЦЕХИ
И СКЛАДЫ ШИХТОВЫХ
И ФОРМОВОЧНЫХ МАТЕРИАЛОВ
ОНТП 07-86
Минавтопром
УТВЕРЖДЕНЫ
МИНАВТОПРОМОМ
протокол № 8 от 31.03.86 по согласованию
с Госстроем СССР и ГКНТ СССР письмо № 45-114 от 23.01.86
Москва - 1986
Настоящие «Общесоюзные нормы технологического проектирования предприятий машиностроения, приборостроения и металлообработки. Литейные цехи и склады шихтовых и формовочных материалов» ОНТП 07-86, Минавтопром являются пересмотром норм ОНТП 07-83, Минавтопром.
Нормы выполнены головной организацией Минавтопрома - Гипроавтопромом совместно с институтами-соисполнителями: Гипротяжмашем Минтяжмаша, Гипротракторосельхозмашем Минсельхозмаша, Гипростанком Минстанкопрома и ХГПИ Минпромсвязи.
Пересмотр норм произведен на основании:
постановления Совета Министров СССР от 28.01.85 № 96 «О дальнейшем совершенствовании проектно-сметного дела и повышении роли экспертизы и авторского надзора в строительстве»;
постановления ЦК КПСС и Совета Министров СССР от 07.08.85 № 773 «О мерах по коренному повышению технического уровня, качества машиностроительной продукции и развитию машиностроения как основы научно-технического прогресса в XII пятилетке и в перспективе до 2000 года»;
основных направлений по пересмотру норм технологического проектирования предприятий машиностроения, приборостроения и металлообработки Госстроя СССР (письмо от 01.03.85 № 20/8-31);
инструкции о порядке разработки новых и пересмотра действующих норм технологического проектирования.
При пересмотре норм учтены новейшие достижения науки и техники, передовой опыт проектирования, строительства и эксплуатации предприятий, прогрессивные технологические процессы и оборудование.
С введением в действие настоящих норм утрачивают силу «Общесоюзные нормы технологического проектирования предприятий машиностроения, приборостроения и металлообработки. Литейные цехи и склады шихтовых и формовочных материалов» ОНТП 07-83, Минавтопром.
Директор института В.А. Устинов
Главный инженер института Е.В. Любимов
Начальник технического отдела В.И. Титов
Руководитель разработки В.А. Бакланов
|
Министерство автомобильной промышленности СССР (Минавтопром) |
Общесоюзные нормы технологического проектирования предприятий машиностроения, приборостроения и металлообработки. Литейные цехи и склады шихтовых и формовочных материалов. |
ОНТП 07-86 Минавтопром Взамен ОНТП 07-83 Минавтопром |
|
Внесены Гипроавтопромом |
Утверждены «31» марта 1986 г. |
Срок введения в действие «1» июля 1986 г. |
Литейные цехи.
1. Общая часть.
1.1. Основные положения.
Нормы предназначаются для применения при разработке технологических решений проектов строительства, расширения, реконструкции и технического перевооружения литейных цехов предприятий машиностроения, приборостроения и металлообработки.
Нормы распространяются на проектирование чугуно- и сталелитейных цехов, цехов цветного литья и цехов литья по выплавляемым моделям.
При проектировании новых, расширении и реконструкции действующих литейных цехов и заводов следует предусмотреть концентрацию и организацию специализированного производства отливок оптимальной мощности с полным законченным циклом, а также пусковые комплексы и очереди строительства, обеспечивающие последовательное комплексное введение мощностей в нормативные сроки.
С целью высвобождения работающих, снижения трудоемкости и стабилизации технологии в проектах литейных цехов следует предусматривать в экономически обоснованных случаях, преимущественно в условиях многономенклатурного производства, гибкие производственные системы (ГПС), являющиеся одним из направлений дальнейшего развития автоматизации в литейном производстве.
За основу при создании ГПС следует принимать многие имеющиеся типы автоматического литейного оборудования, которые являются технологически гибкими, т.к. позволяют на одном и том же оборудовании изготовлять различные по конфигурации и размерам изделия (отливки, стержни и др.) в пределах технологических возможностей данной модели оборудования путем смены оснастки и настройки технологических параметров (иногда без настройки - для массового и специализированного производства отливок).
С целью полного использования возможностей ГПС в проектах литейных цехов следует предусматривать:
для многономенклатурного производства автоматические формовочные линии (АФЛ), оснащенные системами программного управления технологическими параметрами, устройствами автоматизированной или быстрой смены модельных плит, простановки блоков стержней (когда целесообразна предварительная комплектация стержней в блоке), установками для заливки форм, в т.ч. с программным управлением, предусматривая в дальнейшем связь АФЛ с автоматизированным складом моделей;
линии изготовления стержней с «плавающей» оснасткой, оснащенные системами программного управления технологическими параметрами и устройствами автоматизированной или быстрой смены стержневых ящиков, а в дальнейшем объединение этих линий с автоматизированным складом оснастки;
плавильные агрегаты, оснащенные системами программного управления технологическими параметрами плавки;
гибкие производственные модули изготовления стержней для многономенклатурного производства на базе комплектов оборудования для ХТС;
автоматические смесеприготовительные системы, оснащенные АСУТП;
управляемые на программе установки для заливки форм на АФЛ на базе магнитодинамических, пневматических и других дозирующих установок;
гибкие производственные модули для изготовления единичных и мелкосерийных отливок в формах из ХТС на базе смесителей, вибростолов, кантовально-протяжных установок и транспортных средств, обеспечивающих изготовление отливок в безопочных или жакетированных формах;
гибкие производственные модули изготовления отливок в серийном производстве в безопочных формах из ПГС на базе автоматов безопочной формовки с горизонтальной плоскостью разъема, с быстрой сменой моделей и выдачей готовых форм на конвейер;
гибкие производственные модули и участки литья под давлением с управлением технологическими параметрами по программе, обеспечивающие создание ГП комплексов, объединенных транспортно-складскими системами оснастки и готовых отливок;
гибкие производственные модули и участки для финишной обработки отливок с использованием промышленных роботов и манипуляторов и серийно выпускаемого технологического оборудования.
С целью ликвидации тяжелого и вредного ручного труда, освобождения рабочих от монотонных работ следует предусматривать применение промышленных роботов (ПР) и манипуляторов, в том числе для механизации и автоматизации на отдельных операциях при литье под давлением, по выплавляемым моделям, зачистки отливок, установки стержней.
Для обеспечения высокой производительности труда следует предусматривать прогрессивные, испытанные технологические процессы в высокопроизводительное автоматическое и комплексно-механизированное оборудование, автоматические системы управления производством (АСУП) и технологическими процессами (АСУТП), прогрессивную организацию производства.
Кроме настоящих норм при проектировании необходимо учитывать действующие нормативные документы в строительстве, правила техники безопасности и производственной санитарии, пожаро- и взрывоопасности, санитарные нормы и правила по организации технологических процессов, санитарно-технические требования к оборудованию, а также другие нормы, инструкции и правила по проектированию.
1.1.1. Научная организация труда, производства и управления
При разработке проектов литейных цехов необходимо учитывать положения, изложенные в «Межотраслевых требованиях по научной организации труда, производства и управления», утвержденных Государственным комитетом СССР по труду и социальным вопросам, ГКНТ СССР и Госстроем СССР от 5 июня 1985 г.
1.2. Классификация литейных цехов по массе производимых отливок и типу производства
1.2.1. Классификация литейных цехов по массе производимых отливок приведена в табл. 1.
Таблица 1
|
Максимальная масса, кг |
|||||
|
Из чугуна и стали (в объемные разовые песчаные формы) |
из легких цветных сплавов при литье |
из тяжелых цветных сплавов |
|||
|
единичное, мелкосерийное и среднесерийное |
крупносерийное и массовое |
под давлением |
в кокиль |
||
|
Особо мелких |
- |
1 |
0,1 |
- |
0,05 |
|
Мелких |
100 |
10 |
0,2 |
1 |
0,10 |
|
Средних |
1000 |
50 |
1,0 |
5 |
0,50 |
|
Крупных |
5000 |
200 |
10,0 |
25 |
5,00 |
|
Тяжелых |
20000 |
500 |
св. 10,0 |
св. 25 |
- |
|
Особо тяжелых |
св. 20000 |
св. 500 |
- |
- |
- |
Примечание. Специализация литейных цехов предусматривается, как правило, на один вид сплава.
Классификация литейных цехов по типу производства отливок приведена в табл. 2.
Таблица 2
|
Годовое количество отливок одного наименования по типу производства, шт |
|||||
|
единичное, менее |
мелкосерийное |
среднесерийное |
крупносерийное |
массовое, более |
|
|
Чугуно- и сталелитейные цехи |
|||||
|
до 1 |
- |
- |
- |
100001 - 500000 |
500000 |
|
1 - 10 |
501 |
501 - 6000 |
6001 - 30000 |
30001 - 200000 |
200000 |
|
10 - 20 |
361 |
361 - 4300 |
4301 - 20000 |
20001 - 145000 |
145000 |
|
20 - 50 |
236 |
236 - 2650 |
2651 - 11751 |
11751 - 72500 |
72500 |
|
50 - 100 |
161 |
161 - 2100 |
2101 - 9100 |
9101 - 52000 |
52000 |
|
100 - 150 |
111 |
111 - 1600 |
1601 - 7750 |
7751 - 42000 |
42000 |
|
150 - 250 |
96 |
96 - 1400 |
1401 - 7150 |
7151 - 37000 |
37000 |
|
250 - 500 |
83 |
83 - 1130 |
1131 - 6000 |
6001 - 29000 |
29000 |
|
500 - 1000 |
51 |
51 - 600 |
601 - 3500 |
3501 - 15000 |
15000 |
|
1000 - 1500 |
46 |
46 - 450 |
451 - 2700 |
2701 - 12000 |
12000 |
|
1500 - 2000 |
41 |
41 - 300 |
301 - 1800 |
1801 - 8800 |
8800 |
|
2000 - 5000 |
31 |
31 - 130 |
131 - 780 |
781 - 4500 |
4500 |
|
5000 - 10000 |
26 |
26 - 90 |
91 - 350 |
351 - 1500 |
1500 |
|
10000 - 20000 |
21 |
21 - 63 |
64 - 216 |
215 - 770 |
770 |
|
свыше 20000 |
15 |
15 - 41 |
42 - 110 |
- |
- |
|
Цех цветного литья. Литье под давлением. |
|||||
|
До 0,063 |
10501 |
10501 - 160000 |
160000 - 800000 |
800001 - 1000000 |
1000000 |
|
0,063 - 0,10 |
10001 |
10001 - 120000 |
120001 - 600000 |
600001 - 800000 |
800000 |
|
0,10 - 0,25 |
9001 |
9001 - 90000 |
90001 - 450000 |
450001 - 600000 |
600000 |
|
0,25 - 0,63 |
6501 |
6501 - 75000 |
75001 - 375000 |
375001 - 500000 |
500000 |
|
0,63 - 1,00 |
4001 |
4001 - 60000 |
60001 - 300000 |
300001 - 400000 |
400000 |
|
1,00 - 2,50 |
3001 |
3001 - 45000 |
45001 - 225000 |
225001 - 300000 |
300000 |
|
2,50 - 4,00 |
2501 |
2501 - 30000 |
30001 - 150000 |
150001 - 200000 |
200000 |
|
4,00 - 10,00 |
1601 |
1601 - 20000 |
20001 - 75000 |
75001 - 100000 |
100000 |
|
10,00 и более |
651 |
651 - 7000 |
7001 - 35000 |
35001 - 50000 |
50000 |
|
Литье в кокиль |
|||||
|
До 0,25 |
501 |
501 - 4000 |
4001 - 20000 |
20001 - 100000 |
100000 |
|
0,25 - 0,63 |
361 |
351 - 3750 |
3751 - 15000 |
15001 - 70000 |
70000 |
|
0,63 - 1,00 |
236 |
236 - 2500 |
2501 - 10000 |
10001 - 40000 |
40000 |
|
1,00 - 2,50 |
161 |
161 - 1550 |
1551 - 6000 |
6001 - 20000 |
20000 |
|
2,50 - 10,00 |
111 |
111 - 1100 |
1001 - 3000 |
3001 - 12000 |
12000 |
|
10,00 - 25,00 |
51 |
51 - 600 |
601 - 1500 |
1501 - 8000 |
8000 |
|
25,00 - 63,00 |
46 |
46 - 450 |
451 - 1200 |
1201 - 6000 |
6000 |
|
63,00 - 160,00 |
41 |
41 - 300 |
301 - 750 |
751 - 4000 |
4000 |
|
160,00 - 630,00 |
31 |
31 - 130 |
131 - 500 |
501 - 2500 |
2500 |
|
630,00 - 1000,00 |
26 |
26 - 90 |
91 - 300 |
301 - 1500 |
1500 |
|
свыше 1000,00 |
21 |
21 - 63 |
64 - 75 |
76 - 500 |
500 |
|
Цехи литья по выплавляемым моделям |
|||||
|
До 0,063 |
1000 |
1001 - 50000 |
50001 - 220000 |
220001 - 1100000 |
1100000 |
|
0,063 - 0,160 |
800 |
801 - 30000 |
30001 - 160000 |
160001 - 850000 |
850000 |
|
0,16 - 0,25 |
650 |
651 - 20000 |
20001 - 130000 |
130001 - 650000 |
650000 |
|
0,25 - 0,63 |
500 |
501 - 15000 |
15001 - 100000 |
100001 - 500000 |
500000 |
|
0,63 - 1,00 |
350 |
351 - 10000 |
10001 - 70000 |
70001 - 350000 |
350000 |
|
1,00 - 4,00 |
200 |
201 - 5000 |
5001 - 35000 |
35001 - 220000 |
220000 |
|
4,00 - 10,00 |
100 |
101 - 1000 |
1001 - 20000 |
20001 - 125000 |
125000 |
|
10,00 и более |
50 |
51 - 500 |
501 - 12000 |
12001 - 70000 |
70000 |
Примечание. Производство цеха следует относить к тому типу, который является в данном цехе преобладающим.
2. Чугуно- и сталелитейные цехи по производству отливок в объемные разовые песчаные формы.
2.1. Рекомендуемый состав чугуно- и сталелитейного цехов.
Производственные подразделения:
участок навески шихты и флюсов;
участок плавки металла;
участок заливочно-формовочно-выбивной;
участок приготовления формовочной смеси;
участок подготовки формовочной смеси;
участок изготовления стержней (включая сушильные установки и склады стержней);
участок приготовления стержневой смеси;
участок охлаждения отливок;
участок очистки, обрубки, термообработки и зачистки отливок;
участок исправления дефектов;
участок грунтовки отливок.
Вспомогательные подразделении:
склад шихтовых и формовочных материалов;
участок подготовки шихтовых и формовочных материалов (в случае размещения при цехе)
в том числе:
участок сушки и просева песка;
участок приготовления глинистой суспензии;
участок ремонта ковшей, тиглей, сводов, приготовления стопоров;
участок приготовления литейной краски;
служба механика и энергетика;
склады оснастки и инструментов;
участок ремонта оснастки;
кладовка вспомогательных материалов;
кладовая горюче-смазочных материалов;
экспресс-лаборатория; конторские помещения;
склад готовых отливок;
склады и др.
2.1.1. Выбор технологических процессов и оборудования
Плавка.
При проектировании новых литейных цехов для плавки чугуна следует предусматривать электропечи и дуплекс-процессы. Применение дуговых электропечей должно являться предпочтительным при использовании металлоотходов нестабильного химического состава, а также для получения высокопрочного чугуна. Для дуплекс-процессов следует предусматривать применение следующих комплексов:
индукционная тигельная электропечь - индукционная канальная электропечь;
дуговая электропечь - индукционная канальная электропечь;
вагранки закрытого типа с подогревом дутья, очисткой отходящих газов, длительным межремонтным циклом работы - индукционная канальная электропечь.
Типы, основные параметры и размеры вагранок должны соответствовать требованиям ГОСТ 24774-81.
В условиях среднесерийного, мелкосерийного и единичного производств при относительно частой смене марок выплавляемого металла в качестве миксеров следует применять индукционные тигельные электропечи.
Плавку стали для получения фасонных отливок следует, как правило, предусматривать в дуговых плавильных электропечах с эффективными системами очистки отходящих газов. Выбор футеровки печи (основная или кислая) и варианты плавки в ней (с окислением или без) зависят от марки выплавляемой стали и используемых шихтовых материалов. Среднеуглеродистые и низколегированные стали обычных марок следует выплавлять в печах с кислой футеровкой; используемая в этом случае шихта по сере, фосфору и легирующим элементам должна соответствовать техническим условиям.
Для производства отливок из высоколегированных и специальных сталей необходимо предусматривать печи с основной футеровкой. Для получения отливок из низкоуглеродистых жаропрочных сталей в дуговых электропечах следует предусматривать продувку кислородом ванны жидкого металла. Для получения специальных высоколегированных сталей следует применять индукционные печи повышенной частоты.
Тип и производительность плавильных электропечей необходимо увязать с ритмом работы формовочного оборудования, стремясь при этом к применению более крупных печей для уменьшения их количества.
В целях экономии электроэнергии на плавку следует, как правило, предусматривать подогрев шихты до температуры 400 - 700 °С, в том числе и за счет использования тепла отходящих газов (утилизация тепла).
Применение индукционных тигельных электропечей без предварительного подогрева (сушки) шихты не допускается.
Необходимо предусматривать грануляцию и магнитную сепарацию шлака, образующегося при плавке в вагранках и дуговых электропечах.
В проектах следует использовать вновь разрабатываемое оборудование и технологические процессы для получения жидкого металла (разработки ВНИИЭТО):
дуговые электропечи постоянного тока для плавки чугуна и стали - по сравнению с дуговыми печами переменного тока эти печи имеют ряд существенных преимуществ - снижений удельного расхода электродов, футеровки, ферросплалов, повышение выхода годных отливок, уменьшение затрат на системы газоочистки, улучшение условий труда (печь работает практически бесшумно и мало загрязняет воздушный бассейн);
новую серию тигельных печей для плавки алюминиевых сплавов (тип ИТТ) с увеличенной удельной мощностью, расширенными технологическими возможностями для выплавки чистых алюминиевых сплавов ответственного назначения и др.;
комбинированные индукционно-плазменные печи (тип КИПП) для выплавки высококачественных металлов, технологически включающие в себя плазменный и индукционный нагрев, комбинация которых дает возможность проведения в печи металлургических процессов;
электрошлаковый переплав.
Изготовление отливок.
Изготовление отливок в литейных цехах массового и крупносерийного производств следует предусматривать в сырых формах методом комбинированного уплотнения с использованием единых бентонитных смесей на автоматических и комплексно-механизированных формовочных линиях, оборудованных автоматическими или механизированными устройствами заливки.
В цехах массового и крупносерийного производств с годовым объемом производства свыше 50 тыс. т следует предусматривать экспериментальные участки для обработки технологии изготовления новых отливок, отладки оснастки на формовочном оборудовании, аналогичном установленному на производственных участках.
В литейных цехах серийного и единичного производств изготовления мелких отливок следует предусматривать в сырых формах с использованием единых бентонитных смесей на формовочных автоматах с комбинированными способами уплотнения. Для отливок массой свыше 50 кг могут предусматриваться облицовочные бентонитные смеси.
Для изготовления форм отливок повышенной точности, массой свыше 100 кг в условиях мелкосерийного и единичного производств следует применять холоднотвердеющие смеси (ХТС).
Поточное изготовление средних и крупных отливок для среднесерийного и мелкосерийного производств следует предусматривать в формах, с использованием пластических самотвердеющих смесей (ПСС), быстросохнущих песчано-глинистых (ПГС) с органическими крепителями, СО2 - процесс (для стальных отливок) и др. в потоке на встряхивающих машинах с подпрессовкой или пескометами. Для изготовления крупных и тяжелых отливок могут применяться также жидкие самотвердеющие смеси (ЖСС).
При среднесерийном, мелкосерийном и единичном производствах отливок массой до 100 кг на линиях следует предусматривать автоматизацию или механизацию заливки. При производстве отливок массой от 100 до 2000 кг следует предусматривать механизацию заливки ковшевыми установками с дистанционным управлением. В потоке следует предусматривать, с учетом различия марок стали, накопители для готовых форм.
Для сокращения производственных площадей, занимаемых охладительными трассами, следует применять пространственные или вертикально-замкнутые (2-х, 3-х ярусные) конвейеры.
Выбивку форм следует предусматривать на автоматических или механизированных выбивных установках. Для отделения отработанной смеси после выбивки должны предусматриваться разделительные решетки достаточной длины (6 м и более). Возможно также примечание специальных голтовочных барабанов, в которых совмещаются операции отделения смеси и стержней, остывания отливок, предварительная очистка их поверхности и частичное охлаждение смеси. Выбивку средних и крупных отливок из форм следует предусматривать на многосекционных решетках с пакатными шумопоглощающими укрытиями.
Изготовление стержней.
В литейных цехах крупносерийного и массового производств изготовление стержней следует предусматривать на автоматических машинах с отверждением в оснастке. В стержневых участках необходимо предусматривать в потоке рабочие места и оборудование для отделки, склейки, окраски и подсушки стержней, механизированные склады стержней.
В цехах среднесерийного, мелкосерийного и единичного производств изготовление стержней следует предусматривать из ХТС с поверхностной подсушкой на комплексно-механизированных линиях.
Допускается изготовление стержней на обычных связующих с тепловой сушкой, а также по СО2-процессу. В стержневых участках необходимо предусматривать отделку, комплектацию и хранение стержней.
Приготовление формовочных и стержневых смесей
Приготовление формовочных смесей (единых, наполнительных и облицовочных) для автоматизированных и комплексно-механизированных формовочных линий следует производить в автоматизированных смесеприготовительных системах на базе бегунов непрерывного и периодического действия с производительностью от 16 до 400 м3 в час, типовые комплекты технологического оборудования которых выпускаются предприятиями Минстанкопрома. При выборе комплекта технологического оборудования следует руководствоваться методикой, изложенной в «Паспорт-проспектах на автоматизированные системы смесеприготовления», разработанной ВНИИлитмашем.
Для каждой формовочной линии, как правило, следует предусматривать автономную смесеприготовительную систему. В проектах реконструкции и техперевооружения действующих литейных цехов, а также для приготовления стержневых смесей, допускается создание специальных смесеприготовительных участков на базе бегунов периодического или непрерывного действия.
Производительность ленточных конвейеров необходимо выбирать с учетом цикловой или расчетной производительности формовочного оборудования и неравномерности потребления смеси.
В литейных цехах необходимо предусматривать участки регенерации формовочных и стержневых смесей. Расход свежего песка следует принимать с учетом использования регенерированных смесей. В составе автоматизированных систем следует предусматривать централизованное управление с единым пультом АСУТП.
Очистка и термическая обработка отливок
Отделение литников и прибылей, выбивку стержней из отливок массой до 150 кг следует производить, как правило, в проходных галтовочных барабанах непрерывного действия. Разделку и заварку дефектов на стальных отливках следует предусматривать с применением установок плазменной резки (воздушно-дуговой строжки).
В цехах мелкосерийного и единичного производств допускается применение галтовочных барабанов периодического действия. Для облегчения отделения литников и прибылей от стальных отливок следует предусматривать охлаждение отливок водой или водно-воздушной смесью в камерах. Удаление стержней из крупных отливок следует производить в установках электрогидравлической выбивки и гидрокамерах с мокрой регенерацией отработанных смесей. Очистку мелких отливок следует производить в дробеметных барабанах непрерывного или периодического действия. Очистку отливок массой свыше 50 кг следует, как правило, производить на вращающихся подвесках в проходных дробеметных камерах.
При мелкосерийном и единичном производствах для очистки отливок массой до 1000 кг следует предусматривать дробеметные камеры периодического действия, а также дробеметные установки с одновременной выбивкой стержней и предварительной регенерацией формовочных и стержневых смесей.
Зачистку мелких отливок следует производить в зачистных автоматических и полуавтоматических установках или на универсальных станках в поточных механизированных линиях. Зачистку крупных отливок массой свыше 1000 кг следует производить на стендах, оборудованных нижним отсосом, методом воздушно-дуговой строжки при помощи механизированных комплексов с высокоскоростными формованными кругами.
В цехах крупносерийного и массового производств отливок, подвергаемых термообработке, из стали, ковкого и высокопрочного чугуна необходимо предусматривать правку на гидравлических прессах. При производстве особо ответственных отливок следует предусматривать средства неразрушающего контроля. Проектирование участков грунтовки и термической обработки следует вести с учетом соответствующих норм технологического проектирования.
2.1.2. Расчет количества оборудования.
Проектной мощностью литейного цеха является, в запроектированных условиях, объем выпуска продукции (отливок) в год.
После ввода в эксплуатацию его мощность должна быть достигнута в нормативные сроки при условии обеспечения производства кадрами, исходными материалами и энергоресурсами. Проектная мощность литейного цеха рассчитывается комплексно, по всем участкам производства (включая склады исходных материалов), по производительности основного оборудования и площадям.
Эффективнее годовые фонды времени работы оборудования (Фэ) следует принимать по ОНТП «Фонды времени работы оборудования и рабочих».
Потери времени в работе оборудования, когда оборудование исправно, но не работает, учитываются введением в расчет коэффициента использования цикловой или расчетной (для неавтоматического оборудования) производительности (Ки), который регламентируется настоящими нормами.
Затраты времени на восполнение дефектных форм, стержней, отливок учитываются путем соответствующего увеличения годового расчетного количества форм для выпуска годных отливок на 4 - 6 % и стержней на 8 - 10 % и учетом коэффициента выхода годных отливок при определении потребности в жидком металле.
В связи с изготовлением различных отливок в групповом потоке в процессе текущего планирования их номенклатура меняется, что вызывает изменения в потреблении жидкого металла, формовочных и стержневых смесей, стержней и объемов обработки отливок на термообрубных участках. Вследствие этого при расчете количества оборудования следует вводить коэффициент неравномерности (Кн).
Для оборудования формовочных участков Кн = 1, так как оно рассчитывается исходя из годового количества форм, при определении которого учитываются все различия в проектной номенклатуре отливок. Нормативные значения коэффициента неравномерности для расчёта оборудования других участков установлены с учетом наличия необходимых межоперационных накопителей. Коэффициент неравномерности не следует учитывать при определении годового расхода материалов.
Формовочно-заливочно-выбивные участки являются основой литейного производства. Все другие обслуживающие их участки следует проектировать, исходя из принятой в проекте цикловой или суммарной расчетной (для неавтоматического оборудования) производительности формовочных линий с учетом коэффициента неравномерности.
Под формовочной линией, здесь и далее, следует понимать комплексную автоматическую формовочно-выбивную линию или литейный конвейер, (рольганговая линия) с формовочными автоматами (блок-линиями) или с формовочными машинами, включая участки заливки, охлаждения, выбивки и др.
Расчетной производительностью неавтоматического оборудования является количество продукции (форм), вырабатываемое в единицу времени при непрерывной работе, с учетом ручных вспомогательных операций и подготовительно-заключительного времени.
Цикловой (тактовой) производительностью автоматического оборудования является количество продукции (форм), вырабатываемое в единицу времени, которое гарантируется заводом-изготовителем этого оборудования при его исправной непрерывной работе.
В результате работы линий с цикловой или расчетной (для неавтоматического оборудования) производительностью, с учетом всех потерь времени, получается среднечасовой выпуск потока, необходимый для выполнения годовой проектной программы.
Количество оборудования определяется по формуле
![]() (2.1)
(2.1)
где Р1 - количество оборудования по расчету, ед.;
В - годовое количество форм, смеси, стержней, жидкого металла, обрабатываемых отливок, с учетом восполнения потерь на брак, жидкого металла на литниковые системы, безвозвратные потери, просыпи смесей, шт.; т; м3;
Фэ - эффективный годовой фонд времени оборудования, ч.;
П - цикловая или расчетная (для неавтоматического оборудования) часовая производительность, шт.; т; м3;
Кн - коэффициент неравномерности, см. табл. 3.
Принятое количество оборудования определяется по формуле
![]() (2.2)
(2.2)
где Р2 - принятое количество оборудования, ед.;
Ки - коэффициент использования цикловой или расчетной (для неавтоматического оборудования) производительности Ки = 0,75 + 0,85
Коэффициент использования (Ки) для оборудования участков, обслуживающих формовочно-заливочно-выбивные, не должен превышать Ки формовочного оборудования (за исключением оборудования плавильных участков).
Число одновременно работающих плавильных электропечей определяется с учетом числа компонентов шихтовых материалов, потребляемых в цехе, исходя из необходимости одновременного обеспечения жидким металлом всех формовочных линий.
При выплавке чугуна в индукционных или чугуна и стали в дуговых электропечах монопроцессом их количество должно быть определено в зависимости от условий рационального отбора металла и экономного расходования энергии по формуле
![]() (2.3)
(2.3)
где Р - количество электропечей, ед.;
М - расчетная часовая потребность в жидком металле, т;
Кн - коэффициент неравномерности;
Е - выбранная вместимость ковша, т;
Н - число отборов металла в час.
Для индукционных электропечей Н > 3, для дуговой электропечи - полный слив всей плавки Н £ 1.
Вместимость ковшей для заливки форм следует определять по формуле
![]() (2.4)
(2.4)
где Е - вместимость ковшей, кг;
е - средняя металлоемкость одной формы, кг;
Т1, Т2 - интервал рекомендуемых температур, °С;
Кр - коэффициент резерва на непредвиденные потери времени, Кр = 0,75 - 0,50;
Тсн - снижение температуры в ковше, °С/мин;
Ц - полный цикл заливки формы, мин.
Суммарную производительность плавильных электропечей в цехах крупных и тяжелых отливок следует определять с учетом максимальной металлоемкости формы и допустимого времени на накапливание и выдержку жидкого металла.
Нормы коэффициента неравномерности приведены в табл. 3.
Таблица 3
|
Коэффициент неравномерности по типам производства |
|||
|
Единичное и мелкосерийное |
среднесерийное |
крупносерийное и массовое |
|
|
Плавильного |
1,2 - 1,4 |
1,2 - 1,3 |
1,1 - 1,2 |
|
Формовочно-заливочного |
1,0 |
1,0 |
1,0 |
|
Смесеприготовительного |
1,3 - 1,4 |
1,2 - 1,3 |
1,1 - 1,2 |
|
Стержневого |
1,2 - 1,3 |
1,1 - 1,2 |
1,05 - 1,1 |
|
Для сушки стержней и форм |
1,2 - 1,3 |
1,1 - 1,2 |
- |
|
Очистного |
1,2 - 1,3 |
1,1 - 1,2 |
1,1 - 1,2 |
|
Зачистного |
1,2 - 1,3 |
1,1 - 1,2 |
1,1 - 1,2 |
|
Термического |
1,2 - 1,3 |
1,1 - 1,2 |
1,05 - 1,10 |
|
Грунтовочного |
1,2 - 1,3 |
1,1 - 1,2 |
1,05 - 1,10 |
Примечания: 1. Коэффициент неравномерности определен с учетом межоперационных накопителей (бункера, миксеры и т.д.). Коэффициент неравномерности не следует применять при определении годового расхода материалов.
2. Расчет плавильного оборудования (при количестве формовочных линий менее трех) в массовом и крупносерийном производствах следует вести по часовой потребности в жидком металле, рассчитываемой по средней металлоемкости форм, закрепленных за линией при цикловой производительности линии, с учетом коэффициента неравномерности потребления.
2.1.3. Нормы производительности оборудования.
Нормы производительности индукционных тигельных электропечей промышленной частоты для плавки, перегрева и выдержки чугуна приведены в табл. 4.
Таблица 4
|
Номинальная вместимость тигля, т |
Номинальная мощность трансформатора, кВ∙А |
Скорость плавки, т/ч |
Расчетная часовая производительность, т |
|||
|
по расплавлению нагреву до 1500 °С |
по перегреву на 100 °С |
по расплавлению и нагреву до 1500 °С |
по перегреву на 100 °С |
|||
|
ИЧТ-1/0,4 |
1,0 |
400 |
0,61 |
- |
0,36 |
- |
|
ИЧТ-2,5/1 |
2,5 |
1000 |
1,71 |
- |
1,00 |
- |
|
ИЧТ-2,5/0,63 |
630 |
0,75 |
10,5 |
0,50 |
7,9 |
|
|
ИЧТ-6/2,5 |
6,0 |
2500 |
3,65 |
- |
2,75 |
- |
|
ИЧТ-6/1,6 |
1600 |
2,70 |
- |
1,83 |
- |
|
|
ИЧТ-6/1 |
1000 |
- |
19,0 |
- |
14,2 |
|
|
ИЧТ-10/4 |
10,0 |
4000 |
6,60 |
- |
4,95 |
- |
|
ИЧТ-10/2,5 |
2500 |
4,30 |
- |
3,22 |
- |
|
|
ИЧТ-10/1,6 |
1600 |
- |
32,4 |
- |
26,0 |
|
|
ИЧТ-21,5/7,1 |
21,5 |
7100 |
12,00 |
- |
9,00 |
- |
|
ИЧТ-21,5/5,6 |
5600 |
10,50 |
- |
7,90 |
- |
|
|
ИЧТ-21,5/4 |
4000 |
6,50 |
95,0 |
4,85 |
76,0 |
|
|
ИЧТ-21,5/2,5 |
2500 |
- |
54,0 |
- |
43,0 |
|
|
ИЧТ-31/12,5 |
31,0 |
12500 |
18,50 |
- |
13,90 |
- |
|
ИЧТ-31/7,1 |
7100 |
13,30 |
- |
10,00 |
- |
|
|
ИЧТ-31/5,6 |
5600 |
10,50 |
- |
7,85 |
- |
|
|
ИЧТ-31/4 |
4000 |
- |
96,0 |
- |
76,3 |
|
|
ИЧТ-60/25 |
60,0 |
25000 |
40,00 |
- |
30,00 |
- |
|
ИЧТ-60/20 |
20000 |
31,40 |
- |
23,50 |
- |
|
|
ИЧТ-60/12,5 |
12500 |
20,00 |
- |
15,00 |
- |
|
|
ИЧТ-60/5,6 |
5600 |
- |
125,6 |
- |
100,0 |
|
Примечания: 1. Расчетная производительность учитывает среднюю продолжительность загрузки, удаления шлака, отбора проб, и других технологических операций.
2. Расчетная производительность для печей вместимостью 21,5 т и выше учитывает механизацию удаления шлака.
3. При подогреве шихты до 600 - 700 °С расчетная производительность должна быть увеличена на 10 - 15 %.
4. Допускается применение печей типа ИЧТА по согласованию с заводом-изготовителем.
5. При применении АСУТП производительность увеличиться в среднем на 5 %.
Нормы производительности индукционных канальных электропечей для плавки чугуна приведены в табл. 5.
Таблица 5
|
Количество индукционных единиц |
Полезная вместимость, т |
Номинальная мощность трансформатора, кВ∙А |
Скорость плавки по расплавлению и перегреву до 1500 °С, т/ч |
Расчетная часовая производительность, т |
|
|
ИЧК-6/1,5 |
1 |
6 |
1600 |
3,0 |
2,3 |
|
ИЧК-10/2,5 |
1 |
10 |
2500 |
5,6 |
4,2 |
|
ИЧК-25/5,0 |
1 |
25 |
5600 |
11,6 |
8,7 |
|
ИЧК-40/3,0 |
2 |
40 |
5600 + 630 |
7,0 |
5,3 |
Примечание. При применении АСУТП производительность увеличиться в среднем на 5 %.
Нормы продолжительности плавки (полного цикла) в дуговых электропечах приведены в табл. 6.
Таблица 6
|
Номинальная вместимость печи, т |
Номинальная мощность трансформатора, кВ∙А |
Основной процесс |
Кислый процесс |
||||
|
вид сплава |
|||||||
|
сталь |
высокопрочный чугун |
сталь |
ковкий чугун |
серый чугун |
|||
|
ДСП-0,5 |
0,5 |
630 |
1,7 |
- |
1,4 |
- |
- |
|
ДСП-1,5 |
1,5 |
1250 |
1,9 |
- |
1,5 |
- |
- |
|
ДСП-3 |
3,0 |
2000 |
2,4 |
2,3 |
1,8 |
1,8 |
1,6 |
|
ДСП-6 |
6,0 |
4000 |
2,8 |
2,7 |
2,0 |
2,0 |
1,8 |
|
ДСП-12 |
12,0 |
8000 |
3,3 |
3,2 |
2,3 |
2,3 |
2,0 |
|
ДСП-25 |
25,0 |
12500 |
4,0 |
3,6 |
2,7 |
2,7 |
2,3 |
|
ДСП-50 |
50,0 |
32000 |
4,0 |
3,5 |
2,5 |
2,5 |
2,3 |
Примечания: 1. При подрезке шихты кислородом в период расплавления продолжительность плавки следует уменьшить на 7 - 12'.
2. При продувке ванны кислородом в окислительный период плавки стали продолжительность плавки следует уменьшить на 10 - 12'.
3. При подогреве шихты до 600 - 700 °С продолжительность плавки следует уменьшить на 10 - 15 %.
4. При выплавке легированных сталей продолжительность плавки следует увеличить для печей вместимостью до 6 т на 20 %, свыше 6 т на 10 %.
5. При применении АСУТП производительность увеличиться в среднем на 5 %.
Нормы производительности индукционных тигельных электропечей повышенной частоты для плавки стали приведены в табл. 7.
Таблица 7
|
Номинальная вместимость тигля, т |
Номинальная мощность преобразователя, кВт |
Количество |
Скорость по расплавлению и перегреву до 1600 °С, т/ч |
Расчетная часовая производительность при полном цикле плавки, т |
||
|
печей, ед. |
комплексов электрооборудования, ед. |
|||||
|
ИСТ-0,06/0,1 |
0,06 |
100 |
2 |
1 |
0,11 |
0,055 |
|
ИСТ-0,06/0,16 |
160 |
2 |
1 |
0,20 |
0,100 |
|
|
ИСТ-0,16/0,16 |
0,16 |
160 |
2 |
1 |
0,20 |
0,106 |
|
ИСТ-0,16/0,25 |
0,16 |
250 |
1 |
1 |
0,30 |
0,159 |
|
ИСТ-0,16/0,32 |
320 |
1 |
1 |
0,40 |
0,212 |
|
|
ИСТ-0,25/0,32 |
0,25 |
320 |
1 |
1 |
0,40 |
0,224 |
|
ИСТ-0,25/0,50 |
500 |
1 |
1 |
0,68 |
0,380 |
|
|
ИСТ-0,4/0,32 |
0,40 |
320 |
1 |
1 |
0,40 |
0,240 |
|
ИСТ-0,4/0,50 |
500 |
1 |
1 |
0,70 |
0,420 |
|
|
ИСТ-1/0,5 |
1,00 |
500 |
2 |
1 |
0,72 |
0,465 |
|
ИСТ-1/0,8 |
800 |
1 |
1 |
1,10 |
0,710 |
|
|
ИСТ-2,5/2,4 |
2,50 |
2400 |
1 |
1 |
2,50 |
1,750 |
|
ИСТ-6 |
6,00 |
2400 |
2 |
1 |
2,95 |
2,100 |
Примечания: 1. Расчетная производительность учитывает среднюю продолжительность загрузки, удаления шлака и др. технологических операций.
2. При перегреве металла до 1700 °С производительность печи по расплавлению и перегреву снизить на 10 - 15 %.
3. Приведенные в таблице данные относятся к плавке стали по кислому процессу, по основному процессу производительность снижается на 15 - 20 %.
4. При подогреве шихты до 600 - 700 °С расчетная производительность увеличивается на 10 - 15 %.
5. При применении АСУТП производительность увеличивается в среднем на 5 %.
Нормы производительности индукционных канальных печей промышленной частоты для перегрева и выдержки расплавленного чугуна приведены в табл. 8.
Таблица 8
|
Полезная вместимость, т |
Мощность трансформатора на 1 - индукц. ед., кВа |
Количество индукционных единиц для печей |
Часовая производительность при перегреве печей на 100 °С |
|||||
|
барабанного типа |
шахтного типа |
теоретическая |
расчетная |
|||||
|
барабанного |
шахтного |
барабанного |
шахтного |
|||||
|
ИЧКМ-2,5/0,4 |
2,5 |
400 |
- |
1 |
- |
9 |
- |
9,0 |
|
ИЧКМ-2,5/1,0 |
2,5 |
1000 |
- |
1 |
- |
27 |
- |
27 |
|
ИЧКМ-6 |
6,0 |
630 |
- |
1 |
- |
14 |
- |
11,9 |
|
ИЧКМ-10 |
10,0 |
630 |
2 |
1 |
29 |
12 |
24,6 |
10,4 |
|
ИЧКМ-16 |
16,0 |
630 |
2 |
1 |
29 |
12 |
24,6 |
10,4 |
|
ИЧКМ-25 |
25,0 |
1000 |
2 |
1 |
55 |
24 |
46,8 |
20,4 |
|
ИЧКМ-40 |
40,0 |
1000 630 |
2 |
2 |
55 |
24 |
46,8 |
20,4 |
|
ИЧКМ-60 |
60,0 |
1000 |
4 |
2 |
115 |
50 |
98,0 |
42,5 |
|
ИЧКМ-100 |
100,0 |
1000 |
4 |
2 |
115 |
50 |
98,0 |
42,5 |
Примечания. 1. При перегреве жидкого металла до температуры больше чем на 100 °С расчетная производительность пропорционально снижается, например при перегреве на 200 °С в 2 раза, на 300 °С в 3 раза и т.д.
2. При применении АСУТП производительность увеличивается в среднем на 5 %.
Остальное технологическое оборудование по типам, моделям, техническим характеристикам, методике определения их расчетной производительности, в проектах следует выбирать и принимать по утвержденным, перспективным типажам оборудования и паспортам заводов-изготовителей.
2.1.4. Расчет мостовых кранов
Нормы расчета количества мостовых крапов в плавильном участке при выплавке чугуна в индукционных тигельных электропечах приведены в табл. 9.
Таблица 9
|
Единовременный выпуск жидкого металла из печи (одна плавка) с последующей загрузкой шихты в печь, т |
Затраты времени работы крана на один полный цикл плавки, крано-ч |
|||
|
Полный цикл |
Прочие затраты |
|||
|
выпуск металла и загрузка шихты в печь |
в том числе |
|||
|
выпуск металла из печи |
загрузка шихты в печь |
|||
|
0,5 |
0,083 |
0,083 |
вручную |
0,045 |
|
1,0 |
0,175 |
0,092 |
0,083 |
0,095 |
|
2,0 |
0,183 |
0,100 |
0,083 |
1,100 |
|
3,0 |
0,200 |
0,117 |
0,083 |
0,103 |
|
5,0 |
0,233 |
0,133 |
0,100 |
0,155 |
|
10,0 |
0,267 |
0,167 |
0,100 |
0,218 |
|
16,0 |
0,292 |
0,175 |
0,117 |
0,239 |
|
25,0 |
0,484 |
0,217 |
0,267 |
0,484 |
|
30,0 |
0,533 |
0,233 |
0,300 |
0,533 |
Примечания к табл. 9: 1. За плавку следует считать частичный выпуск жидкого металла из тигельной индукционной электропечи за один раз и дозагрузку печи шихтой в том же количестве.
2. Мостовые краны для транспортировки жидкого металла в конце и шихты для загрузки следует принимать тяжелого режима работы, для выполнения прочих работ допускается установка кранов среднего режима работы.
3. Расчет количества мостовых кранов плавильного участка при выплавке чугуна в индукционных тигельных электропечах следует проводить принимая во внимание максимальный выпуск жидкого металла в наибольшую смену.
4. Для двух и более печей вместимостью 10 т каждая и выше, если при расчете требуется установка одного крана (основного), то необходимо установить такой же мостовой кран в качестве резервного.
5. Расчет количества мостовых кранов для обслуживания плавильных тигельных индукционных электропечей промышленной частоты следует производить по формуле
![]() (2.4)
(2.4)
где Рк - расчетное количество мостовых кранов, ед.;
Фэп - эффективный годовой фонд времени работы электропечи, ч;
П - часовая производительность электропечи, т;
п - затраты времени работы крана на одну плавку, крано-ч;
Рп - принятое количество электропечей, ед.;
Ом - единовременный выпуск жидкого металла в ковш (плавка), т;
Фэк - эффективный фонд времени работы мостового крана, ч.
В основу формулы расчета количества мостовых кранов положены затраты времени в крано-часах на одну плавку по всем операциям, связанным с выплавкой жидкого металла в зависимости от его массы.
Пример расчета.
Расчет количества мостовых кранов, занятых на выполнении основных работ (выпуск металла в ковш по 3 т и загрузка шихты), для трех электропечей вместимостью по 10 т каждая:
![]()
Расчет количества мостовых кранов, занятых на выполнении операций, связанных с выполнением прочих работ:
![]()
Суммарное расчетное количество мостовых кранов равно 0,94 ед.
Принимаются два крана, в том числе, с учетом необходимости установки одного резервного крана, согласно примечаниям к табл. 9, пункт 4.
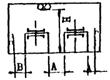
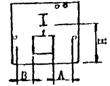
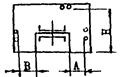
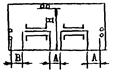
Нормы для расчета количества мостовых кранов в плавильном участке при плавке в дуговых электропечах с механизированной загрузкой шихты приведены в табл. 10 в крано-ч/т
Таблица 10
|
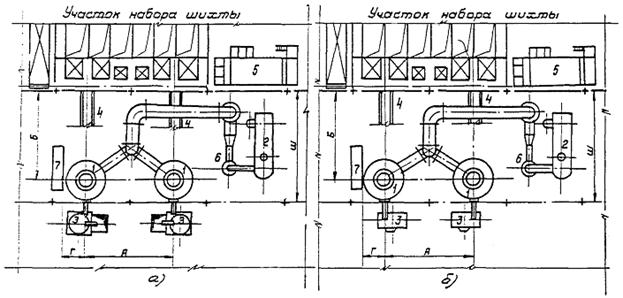
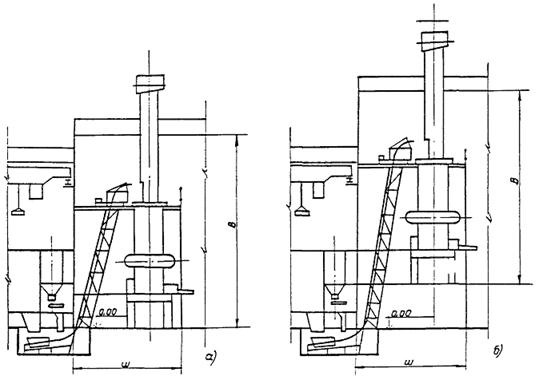
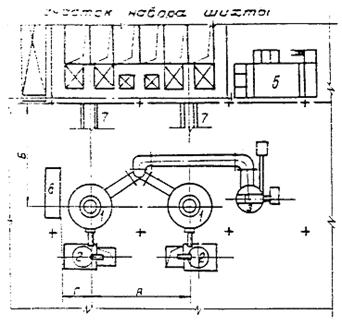
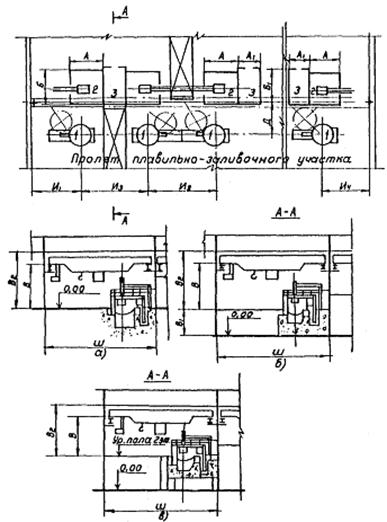
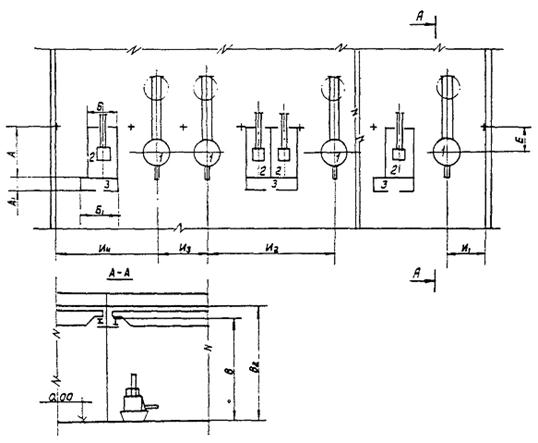
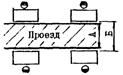
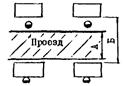
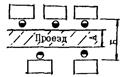
Плавильно-заливочный пролет (см. рис. 5, схему 1) |
Плавильный пролет (см. рис. 5, схему 2) |
Заливочный пролет (см. рис. 5, схему 2) |
||||||||||
|
основной кран |
уборочный кран |
основной кран |
уборочный клан |
основной кран |
уборочный кран |
|||||||
|
чугун |
сталь |
чугун |
сталь |
чугун |
сталь |
чугун |
сталь |
чугун |
сталь |
чугун |
сталь |
|
|
До 3 |
0,180 |
0,200 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
6 |
0,137 |
0,150 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
12 |
0,030 |
0,090 |
0,060 |
0,035 |
0,018 |
0,040 |
0,032 |
0,015 |
0,045 |
0,050 |
0,023 |
0,025 |
|
25 |
- |
0,055 |
- |
0,020 |
0,011 |
0,024 |
0,019 |
0,010 |
0,027 |
0,030 |
0,014 |
0,015 |
|
50 |
- |
0,025 |
- |
0,012 |
0,007 |
0,015 |
0,017 |
0,006 |
0,018 |
0,020 |
0,009 |
0,010 |
Примечания: 1. Расчет количества мостовых кранов следует вести по смене с максимальным выпуском жидкого металла.
2. Мостовые краны для транспортировки жидкого металла в ковше и шихты для загрузки следует принимать тяжелого режима работы, для выполнения прочих работ допускается установка кранов среднего режима работы.
При наличии основных кранов большой грузоподъемности в целях их рационального использования рекомендуется для выполнения вспомогательных операций предусматривать кран меньшей грузоподъемности.
3. Для двух и более электропечей вместимостью свыше 6 т каждая при одном расчетном основном кране следует устанавливать дополнительно такой же резервный.
4. Расчет количества мостовых кранов для обслуживания дуговых плавильных электропечей следует производить по формуле
![]() (2.5)
(2.5)
где Рк - расчетное количество мостовых кранов, ед.;
П - часовая производительность печи, т;
Н - затраты времени работы мостового крана на 1 тонну выплавляемого металла, ч;
Фэп - эффективный годовой фонд времени работы дуговых электропечей, ч;
Рп - принятое количество электропечей, ед.;
Фэк - эффективный годовой фонд времени работы мостового крана, ч.
В основу формулы расчета количества мостовых кранов положены затраты времени работы крана на одну тонну выплавляемого жидкого металла.
Пример расчета.
Расчет количества мостовых кранов, занятых на выполнении основных работ по обслуживанию 3 дуговых электропечей вместимостью по 12 т каждая, размещенных в цехе по схеме 1, см. рис. 5
![]()
Расчет количества мостовых кранов, занятых на выполнении операции, связанных с выполнением прочих работ:
![]()
Суммарное количество мостовых кранов равно 1,59 ед.
К установке, в соответствии с пунктом 3 примечания, принимаем 2 основных крана.
Норма для определения мостовых и консольных кранов, обслуживающих формовочно-заливочно-выбивные, стержневые, термообрубные участки чугунолитейных цехов, на 1 тонну отливок в крано-часах приведены в табл. 11.
Таблица 11
|
Масса отливок, кг |
||||||||||
|
50 - 150 |
50 - 250 |
100 - 1000 |
500 - 1500 |
1000 - 2000 |
1000 - 5000 |
св. 5000 |
||||
|
Размеры опок в свету, мм |
||||||||||
|
1000´800 |
1200´1000 |
1600´1200 |
2000´1600 |
2500´2000 |
5000´2500 |
кессон |
||||
|
Средняя масса годных отливок в форме, кг |
||||||||||
|
100 |
200 |
400 |
780 |
1500 |
2900 |
- |
||||
|
Изготовление литейных форм на конвейере или рольганге |
0,75 - 0,85 |
0,70 - 0,80 |
0,70 - 0,80 |
0,65 - 0,75 |
0,80 - 0,90 |
- |
- |
|||
|
То же, на плацу |
- |
- |
- |
0,85 - 0,95 |
1,00 - 1,15 |
1,00 - 1,10 |
0,90 - 1,05 |
|||
|
Заливка формы на конвейере или рольганге |
0,10 - 0,15 |
0,10 - 0,15 |
0,08 - 0,12 |
0,08 - 0,12 |
0,06 - 0,08 |
- |
- |
|||
|
То же, крановая на плану |
- |
- |
- |
0,10 - 0,15 |
0,06 - 0,08 |
0,06 - 0,08 |
0,06 - 0,08 |
|||
|
Выбивка отливки с конвейера или с рольганга |
0,25 - 0,30 |
0,25 - 0,30 |
0,20 - 0,25 |
0,20 - 0,25 |
0,15 - 0,20 |
- |
- |
|||
|
То же, из форм на плацу |
- |
- |
- |
0,25 - 0,30 |
0,20 - 0,25 |
0,25 - 0,30 |
0,25 - 0,30 |
|||
|
Изготовление стержней без специальной механизации |
0,40 - 0,55 |
0,45 - 0,60 |
0,50 - 0,65 |
0.55 - 0,65 |
0,55 - 0,70 |
0,70 - 0,80 |
0,65 - 0,75 |
|||
|
Очистка и обрубка отливок, обслуживание оборудования |
0,55 - 0,65 |
0,50 - 0,60 |
0,50 - 0,60 |
0,45 - 0,55 |
0,45 - 0,55 |
0,40 - 0,35 |
0,40 - 0,55 |
|||
|
Производственное обслуживание термического участка |
0,15 - 0,20 |
0,15 - 0,20 |
0,10 - 0,15 |
0,10 - 0,15 |
0,07 - 0,10 |
0,07 - 0,10 |
- |
|||
Примечания: 1. Установление режима работы крана следует производить в соответствии с «Правилами устройства и безопасности грузоподъемных кранов», М., Металлургия, 1976 г.
2. Изготовление стержней, очистку и обрубку отливок массой до 1000 кг, как правило, следует предусматривать с применением однобалочных подвесных кранов грузоподъемностью до 5 тонн.
3. Выбивку опок во всех случаях следует производить на механических выбивных решетках; кессоны очищаются от земли мостовым краном со съемным грейфером.
4. Расчет количества мостовых и консольных кранов производится по максимально загруженной смене.
5. В формовочно-сборочных участках количество консольно-передвижных кранов составляет 30 - 50 % от общего количества кранов и уточняется в зависимости от количества рабочих мест сборки форм.
6. Пример расчета количества кранов для участка на годовой выпуск 15 тыс. т годных отливок массой от 500 до 1500 кг при плацевой формовке, сборке, заливке и выбивке при двусменном параллельном режиме работы, с годовым фондом времени 3975 часов.
Согласно нормам, общие затраты времени работы крана за 1 тонну годных отливок составляет 0,95 + 0,15 + 0,25 = 1,35 крано-часа или на выпуск 15 тыс. т отливок в год необходимое количество мостовых и консольно-передвижных кранов будет равно 1,35 ´ 15000 : 3975 = 4,8 крана.
Всего принимается 6 кранов с коэффициентом использования 0,8 из них 2 крана - консольно-передвижных, или 33 % от общего количества кранов.
7. Допускается уточнение количества кранов с учетом степени механизации технологического процесса и при наличии хронометражных данных для проектируемого типа производства.
Нормы определения количества мостовых и консольных кранов, обслуживающих формовочно-заливочно-выбивные, стержневые и термообрубные участки сталелитейных цехов, в крано-часах на 1 тонну отливок приведены в табл. 12.
Таблица 12
|
Масса отливок, кг |
||||||||
|
50 - 250 |
100 - 1000 |
500 - 1500 |
1000 - 2000 |
1000 - 5000 |
св. 5000 |
|||
|
Размеры опок в свету, мм |
||||||||
|
1200´1000 |
1600´1200 |
2000´1600 |
2500´2000 |
3600´2500 |
кессон |
|||
|
Средняя масса годных отливок в форме, кг |
||||||||
|
160 |
400 |
720 |
1400 |
3200 |
- |
|||
|
Изготовление литейных форм на конвейере или рольганге |
0,84 - 0,94 |
0,80 - 0,90 |
0,76 - 0,896 |
0,96 - 1,06 |
- |
- |
||
|
То же, на плацу |
- |
- |
0,96 - 1,11 |
1,16 - 1,36 |
1,12 - 1,38 |
1,05 - 1,25 |
||
|
Залавка формы на конвейере или рольганге |
0,12 - 0,16 |
0,08 - 0,12 |
0,08 - 0,12 |
0,06 - 0,08 |
- |
- |
||
|
То же, на плацу |
- |
- |
0,12 - 0,16 |
0,06 - 0,08 |
0,06 - 0,08 |
0,06 - 0,08 |
||
|
Выбивка отливки из форм конвейерная |
0,24 - 0,29 |
0,20 - 0,25 |
0,20 - 0,25 |
0,16 - 0,21 |
- |
- |
||
|
То же, на плацу |
- |
- |
0,24 - 0,29 |
0,20 - 0,25 |
0,24 - 0,29 |
0,24 - 0,29 |
||
|
Изготовление стержней |
0,44 - 0,74 |
0,56 - 0,76 |
0,60 - 0,80 |
0,64 - 0,84 |
0,80 - 1,00 |
0,72 - 0,92 |
||
|
Обрубка отливки и обслуживание оборудования |
0,74 - 1,00 |
0,56 - 0,77 |
0,52 - 0,77 |
0,52 - 0,77 |
0,44 - 0,71 |
0,44 - 0,71 |
||
|
Обслуживание термического участка |
0,16 - 0,26 |
0,12 - 0,17 |
0,12 - 0,17 |
0,08 - 0,13 |
0,08 - 0,13 |
- |
||
Примечания: 1. Установление режима работы крана следует производить согласно «Правилам для устройства и безопасной эксплуатации грузоподъемных, кранов», М., Металлургия, 1976 г.
2. Изготовление стержней, очистку и обрубку отливок массой до 1000 кг, как правило, следует предусматривать с применением однобалочных подвесных кранов грузоподъемностью до 5 тонн.
3. Выбивку опок во всех случаях следует производить на механических выбивных решетках; кессоны очищается от смеси мостовым краном со съемным грейфером.
4. Расчет количеств кранов следует производить по максимально-загруженной смене.
5. В формовочно-сборочных участках количество консольно-передвижных кранов составляет 30 - 50 % от общего количества кранов и уточняется в зависимости от количества рабочих мест сборки форм.
6. Пример расчета количества кранов для участка на годовой выпуск 15 тыс. т годных отливок массой 500 - 1500 кг при изготовлении форм на плацу: сборке, заливке и выбивке при двухсменном параллельном режиме работы, с годовым фондом времени 3975 часов. Согласно нормам общие затраты времени работы крана на 1 тонну годных отливок составляет 1,11 + 0,16 + 0,29 = 1,56 крано-часа или на годовой выпуск количество мостовых и консольно-передвижных кранов будет равно 1,56 ´ 1500 : 3975 = 7,1 крана. Всего следует принять 9 кранов с коэффициентом загрузки 0,8, из них 4 крана консольно-передвижных или 44 % общего количества кранов.
7. Допускается уточнение количества кранов с учетом степени механизации технологического процесса и при наличии хронометражных данных для проектируемого производства.
Нормы расчета количества мостовых кранов для обслуживания участков чугуно- и сталелитейных цехов для разработки компоновок и укрупненных расчетов приведены в табл. 13.
Таблица 13
|
Длина участка, обслуживаемого одним краном, м |
||
|
мостовым |
консольным |
|
|
Плавильный |
30 - 50 |
- |
|
Формовочно-сборочно-заливочно-выбивной |
20 - 30 |
20 - 30 |
|
Формовочно-сборочный |
20 - 35 |
20 - 30 |
|
Заливочный |
30 - 40 |
- |
|
Стержневой |
20 - 35 |
- |
|
Термический |
28 - 30 |
- |
|
Обрубной |
20 - 30 |
- |
|
Грунтовочный |
25 - 40 |
- |
Примечания: 1. На формовочно-сборочном участке количество консольно-передвижных кранов составляет 30 - 50 % от общего количества кранов и уточняется в зависимости от рабочих мест сборки форм.
2. Количество кранов, полученных по таблице, уточняются данными, полученными по таблицам 9, 10, 11 и 12.
3. Режим работы кранов определяется в соответствии с «Правилами устройства и безопасной эксплуатации грузоподъемных кранов». Для кранов, работающих в плавильных участках, на заливке и выбивке форм следует принимать тяжелый режим работы.
2.1.5. Технологические параметры изготовления отливок.
При разработке проектов литейных цехов технологические параметры изготовления отливок следует принимать исходя из конкретно заданных условий - конструктивные требования к деталям, вид сплава, способ получения отливок, развес отливок и т.п.
3. Литейные цехи по производству отливок из цветных металлов в металлические формы.
3.1. Рекомендуемый состав цеха.
Производственные подразделения:
участок подготовки шихты и флюсов;
участок плавки металла;
участок заливки;
участок изготовления стержней;
участок выбивки;
участок обрезки отливок;
участок зачистки отливок;
участок термообработки отливок;
участок гидроиспытаний и пропитки.
Вспомогательные подразделения:
склад шихтовых материалов;
склад оснастки и инструмента;
кладовая вспомогательных материалов;
склад горюче-смазочных материалов;
участок ремонта тиглей и ковшей;
служба механика, энергетика и ремонта оснастки;
экспресс-лаборатория;
склад готовых отливок.
3.1.1. Выбор технологических процессов и оборудования.
Плавку цветных сплавов следует предусматривать в индукционных электропечах промышленной частоты, а алюминиевых сплавов и в газоплазменных печах.
Заливка формы, выбивка, обрубка и очистка отливки.
В литейных цехах цветного литья массового и крупносерийного производств следует предусматривать следующие методы литья в металлические формы:
под высоким давлением;
под низким давлением;
в кокиль и с противодавлением.
Заливка металла в формы, смазка, очистка форм, удаление отливок на машинах литья под высоким давлением должны быть автоматизированы.
При закреплении за одной машиной одного или нескольких наименований отливок установку обрезного пресса следует предусматривать около машины. При изготовлении одной отливки из нескольких машинах следует организовать отдельные участки - изготовления этой отливки и обрезки.
Метод литья под низким давлением следует принимать для полутонны отливок с высокими требованиями к герметичности и товарному виду отливок. Литье в кокиль следует применять для изготовления отливок со сложными стержнями.
Отрезку прибылей следует предусматривать на специальных или универсальных станках.
Машины литья под низким давлением и в кокиль при крупносерийном и массовом производствах должны быть оборудованы механизмами установки стержней и съемниками отливок. Для заливки жидкого металла в кокильные машины должны быть предусмотрены дозаторы.
Очистку алюминиевых отливок от мелких заусенцев следует предусматривать в дробеметных камерах и барабанах, вибрационных установках и барабанах с подводной галтовкой.
Для термической обработки отливки следует предусматривать толкательные, вертикально-конвейерные и шахтные печи.
Для устранения пористости отливок, получаемых методами литья под высоким давлением и в кокиль, требующих герметичности, необходимо предусматривать участки пропитки полиэфирными смолами или материалами на основе жидкого стекла.
Изготовление стержней.
Указания по проектированию участков изготовления стержней приведены в разделе 2.1.1.
3.1.2. Расчет оборудования.
Расчет оборудования цехов цветного литья следует производить по формулам, используемым при расчете оборудования чугуно- и сталелитейных цехов, см. раздел 2.1.2.
Нормы коэффициента неравномерности приведены в табл. 14
Таблица 14
|
Коэффициент неравномерности |
|
|
Плавильного |
1,05 - 1,20 |
|
Обрезного |
1,05 - 1,20 |
|
Очистного |
1,05 - 1,20 |
|
Стержневого |
1,05 - 1,20 |
|
Термического |
1,05 - 1,20 |
|
Формообразования отливок |
1,00 |
Примечание: Коэффициент неравномерности не учитывается при расчете годового расхода материалов.
Затраты времени на восполнение дефектных отливок и стержней в цехах по производству отливок из цветных металлов учитываются путем увеличения годового расчетного количества на 5 % и стержней на 8 - 10 % и с учетом коэффициента выхода годных отливок при определении потребности в жидком металле.
3.1.3. Нормы производительности оборудования.
Нормы производительности индукционных электропечей для плавки цветных металлов и сплавов приведены в табл. 15.
Таблица 15
|
Номинальная вместимость тигля, т |
Номинальная мощность, кВт; кВ.А |
Скорость плавки при расплавлении и перегреве, т/ч |
Расчетная часовая производительность при полном цикле, т |
|
|
Алюминиевые сплавы (температура перегрева 750 °С) |
||||
|
ИАТ-0,4/0,18 |
0,40 |
180 |
0,20 |
0,13 |
|
ИАТ-0,4/0,8 |
0,40 |
800 |
0,90 |
0,58 |
|
ИАТ-1,0/0,4 |
1,00 |
400 |
0,67 |
0,43 |
|
ИАТ-2,5 |
2,50 |
1000 |
1,30 |
0,84 |
|
ИАТ-2,5/1,6 |
2,50 |
1600 |
2,50 |
1,62 |
|
ИАТ-6,0 |
6,00 |
1600 |
2,00 |
1,30 |
|
Сплавы на медной основе (температура перегрева 1200 °С) |
||||
|
ИЛТ-1,0/0,4 |
1,00 |
400 |
1,00 |
0,70 |
|
ИЛТ-2,5/1,0 |
2,50 |
1000 |
2,60 |
1,80 |
|
ИЛТ-10,0/1,6 |
10,00 |
1600 |
3,30*) |
2,30 |
|
ИЛТ-25,0/4,0 |
25,00 |
4000 |
10,50*) |
7,00 |
|
Цинковые сплавы |
||||
|
ИАТ-0,4/0,18 |
1,00 |
180 |
- |
0,45 |
|
ИАТ-1,0/0,4 |
2,55 |
400 |
- |
0,68 |
|
ИАТ-2,5 |
6,40 |
1000 |
- |
1,55 |
Примечание. Расчетная производительность учитывает среднюю продолжительность загрузки, удаления шлака, взятия проб, рафинирования и других технологических операций.
*) Скорость плавки дана при температуре перегрева 1350 °С.
Нормы производительности канальных электропечей для плавки цветных сплавов приведены в табл. 16.
Таблица 16
|
Количество индукционных единиц |
Основные параметры |
Расчетная часовая производительность, т |
|||
|
вместимость полезная, т |
Номинальная мощность трансформатора, кВ.А |
скорость плавки, т/ч |
|||
|
Для медных сплавов |
|||||
|
ИЛК-0,4 |
1 |
0,4 |
100 |
0,25 |
0,20 |
|
ИЛК-1,0 |
1 |
1,0 |
400 |
1,25 |
1,00 |
|
ИЛК-1,6 |
1 |
1,6 |
1000 |
3,85 |
3,10 |
|
ИЛК-2,5/1,5 |
1 |
2,5 |
1600 |
7,50 |
6,00 |
|
ИЛК-6,0 |
2 |
6,0 |
2000 |
5,20 |
4,20 |
|
ИЛК-16,0 |
4 |
16,0 |
4000 |
8,50 |
6,00 |
|
Для алюминиевых сплавов |
|||||
|
ИАК-0,4/0,2 |
1 |
0,4 |
400 |
0,59 |
0,44 |
|
ИАК-1,0/0,4 |
1 |
1,0 |
630 |
1,22 |
0,91 |
|
ИАК-2,5/0,8 |
2 |
2,5 |
1260 |
2,44 |
1,83 |
|
ИАК-25,0/2,1 |
6 |
25,0 |
3200 |
4,50 |
3,37 |
|
ИАК-40,0/3,5 |
9 |
40,0 |
4800 |
7,50 |
5,62 |
Нормы производительности газоплазменных плавильных печей для алюминиевых сплавов приведены в табл. 17.
Таблица 17
|
Часовая производительность плавки, т |
Часовой расход газа, м |
||
|
импортная |
расчетная |
||
|
2,1 |
1,5 |
3,5 |
220 |
|
27,0 |
5,0 |
1,0 |
700 |
Примечание: В каждом конкретном случае расчетная производительность печей и продолжительность плавки должны определяться с учетом технологии ведения плавки, вида шихты, способа загрузки ее в печь и с учетом времени, необходимого на слив металла из печи.
Нормы производительности машин литья под давлением приведены в табл. 18 в зависимости от категории сложности отливок.
Таблица 18
|
Расчетная часовая производительность, цикл при усилии запирания |
|||||||||||||
|
До 100 т |
До 250 т |
До 1250 т |
|||||||||||
|
I |
II |
III |
I |
II |
III |
I |
II |
III |
|||||
|
Для алюминиевых и магниевых сплавов |
|||||||||||||
|
0,05 |
100 |
95 |
85 |
- |
- |
- |
- |
- |
- |
||||
|
0,10 |
90 |
85 |
75 |
85 |
75 |
70 |
- |
- |
- |
||||
|
0,20 |
85 |
80 |
70 |
80 |
75 |
70 |
- |
- |
- |
||||
|
0,30 |
80 |
75 |
70 |
80 |
60 |
60 |
70 |
60 |
55 |
||||
|
0,50 |
- |
- |
- |
75 |
60 |
60 |
60 |
55 |
50 |
||||
|
0,70 |
- |
- |
- |
70 |
60 |
55 |
60 |
55 |
50 |
||||
|
1,00 |
- |
- |
- |
70 |
60 |
50 |
60 |
50 |
45 |
||||
|
1,50 |
- |
- |
- |
- |
- |
- |
55 |
50 |
40 |
||||
|
2,00 |
- |
- |
- |
- |
- |
- |
50 |
45 |
40 |
||||
|
3,00 |
- |
- |
- |
- |
- |
- |
45 |
40 |
35 |
||||
|
4,00 |
- |
- |
- |
- |
- |
- |
40 |
35 |
30 |
||||
|
5,00 |
- |
- |
- |
- |
- |
- |
35 |
30 |
25 |
||||
|
св. 5,00 |
- |
- |
- |
- |
- |
- |
30 |
25 |
20 |
||||
|
Для медных и цинковых сплавов |
|||||||||||||
|
0,20 |
115 |
110 |
100 |
- |
- |
- |
- |
- |
- |
||||
|
0,30 |
110 |
105 |
95 |
100 |
95 |
90 |
- |
- |
- |
||||
|
0,50 |
100 |
95 |
85 |
95 |
90 |
85 |
90 |
85 |
80 |
||||
|
0,70 |
95 |
90 |
80 |
90 |
85 |
80 |
85 |
80 |
75 |
||||
|
1,00 |
90 |
85 |
75 |
85 |
80 |
75 |
70 |
75 |
70 |
||||
|
1,50 |
85 |
80 |
70 |
80 |
75 |
70 |
75 |
70 |
65 |
||||
|
2,00 |
80 |
75 |
65 |
75 |
70 |
65 |
70 |
65 |
60 |
||||
|
3,00 |
70 |
65 |
60 |
65 |
60 |
55 |
60 |
55 |
50 |
||||
|
4,00 |
- |
- |
- |
60 |
55 |
50 |
55 |
50 |
45 |
||||
|
5,00 |
- |
- |
- |
55 |
50 |
45 |
50 |
45 |
40 |
||||
|
6,00 |
- |
- |
- |
- |
- |
- |
45 |
40 |
35 |
||||
|
8,00 |
- |
- |
- |
- |
- |
- |
40 |
35 |
30 |
||||
|
10,00 |
- |
- |
- |
- |
- |
- |
35 |
30 |
25 |
||||
Примечания: 1. Производительность дана для литья деталей без арматуры. При наличии арматуры производительность следует уменьшить на 15 %.
2. Характеристика категорий сложности отливок литья под давлением:
I категория - отливки простой конфигурации с прямолинейными поверхностями, углублениями и выступами до 4 шт. высотой до 30 мм, имеющие литейные уклоны на внешних поверхностях не менее 0° 30', на внутренних не менее 1°.
II категория - отливки с прямолинейными поверхностями, с углублениями и выступами до 6 штук и высотой до 40 мм, с резкими переходами по толщине сечений, имеющие литейные уклоны на внешних поверхностях от 0° 30' до 1°.
III категория - отливки сложной конфигурации с прямолинейными и криволинейными поверхностями сложных очертаний, со значительным количеством выступов, углублений, ребер высотой более 40 мм, окон с глубокими отверстиями малых диаметров, имеющие минимальные литейные уклоны на внешних поверхностях до 0° 51', на внутренних до 0° 30'.
Нормы производительности установок литья под низким давлением приведены в табл. 19.
Таблица 19
|
Размер рабочего места на плите для крепления частей кокиля, мм |
Расчетная часовая производительность, цикл |
|
|
С горизонтальной плоскостью разъема |
800´630 |
12 - 35 |
|
1000´800 |
12 - 25 |
|
|
Двухпозиционная с горизонтальной плоскостью разъема |
800´630 |
20 - 40 |
|
1250´1000 |
15 - 30 |
Примечания: 1. Максимальные значения производительности даны для тонкостенных отливок.
2. При применении стержней производительность установок не меняется.
3. Установки с большими размерами рабочего места, как правило, следует принимать для отливок с большими габаритами и массой.
Нормы расчетной часовой производительности однопозиционных кокильных машин для бестержневых отливок в зависимости от размеров подкокильных плит в циклах приведены в табл. 20.
Таблица 20
|
500´400 |
630´500 |
800´630 |
1000´800 |
|
|
менее 0,5 |
20 |
- |
- |
- |
|
0,5 - 1,0 |
15 |
12 |
- |
- |
|
1,0 - 3,0 |
12 |
10 |
- |
- |
|
3,0 - 5,0 |
- |
- |
8 |
- |
|
5,0 - 10,0 |
- |
- |
5 |
- |
|
10,0 - 15,0 |
- |
- |
- |
4 |
|
15,0 - 25,0 |
- |
- |
- |
3 |
|
25,0 и более |
- |
- |
- |
1 |
Остальное технологическое оборудование по типам, моделям, техническим характеристикам в проектах следует выбирать и принимать по утвержденным, перспективным типажам оборудования и паспортам заводов-изготовителей.
3.1.4. Технологические параметры изготовления отливок.
Технологические параметры изготовления отливок в проектах следует принимать исходя из конкретно-заданных условий - конструктивные требования к деталям, вид сплава, способ получения отливок, развес отливок и т.п.
4. Цехи получения отливок по выплавляемым моделям.
4.1. Рекомендуемый состав цеха.
Производственные подразделения:
участок подготовки шихты и флюсов;
участок изготовления выплавляемых моделей (регенерация и изготовление модельного состава, изготовление моделей и стержней, сборка моделей в звенья и блоки);
участок приготовления огнеупорной суспензии (приготовление керамической обмазки);
участок изготовления керамических блоков (нанесение огнеупорного покрытия, сушка блоков);
участок изготовления отливок (формовка и прокаливание блоков, плавка металла, заливка, охлаждение и выбивка);
участок очистки и отрезки отливок (очистка отливок от керамики, отрезка от стояка, исправление дефектов);
участок выщелачивания;
участок термообработки отливок.
Вспомогательные подразделения:
склад формовочных материалов с участком подготовки;
склад модельных материалов и составов;
склад механика, энергетика и ремонта оснастки;
склад оснастки и инструмента;
склад химикатов;
склад ЛВЖ;
кладовая вспомогательных материалов;
участок ремонта тиглей и ковшей;
экспресс-лаборатория;
склад готовых отливок.
4.1.1. Выбор технологических процессов и оборудования.
При проектировании цехов литья по выплавляемым моделям необходимо проводить тщательный анализ номенклатуры отливок, не допускается изготовление отливок, которые могут быть произведены методами имеющими меньшую себестоимость.
Изготовление модельных блоков.
При проектировании цехов литья по выплавляемым моделям следует предусматривать полную механизацию и автоматизацию процесса изготовления модельных звеньев на базе применения автоматизированных установок приготовления модельной массы и автоматов изготовления модельных звеньев.
Изготовление керамических блоков.
Производство керамических блоков следует предусматривать, как правило, автоматизированным с применением автоматических установок, полуавтоматов и линий приготовления огнеупорной суспензии, автоматов для обмазки и обсыпки блоков, сумки блоков на подвесных конвейерах в специальных камерах.
В качестве формообразующего материала следует применять этилсиликат с органическими растворителями и пылевидным кварцем (маршалитом) для огнеупорного покрытия и кварцевого песка в качестве обсыпного материала.
Допускается применение огнеупорного покрытия на водной основе взамен органических растворителей со связующими типа этилсиликат или других типов, при этом следует обязательно предусматривать создание микроклимата в камере сушки покрытия.
Параметры микроклимата: скорость движения воздуха, его температура и влажность, а также время сушки, в зависимости от применяемых формообразующих материалов, следует согласовать с организацией-разработчиком технологического процесса.
Целесообразно использование в качестве обсыпочного материала, в комбинации с огнеупорным покрытием на пылевидном кварце, высокоглиноземного шамота или плавленного кварца, особенно эффективно применение указанных материалов в качестве наполнителя в огнеупорном покрытии, взамен пылевидного кварца.
Выплавку моделей следует производить в расплаве модельного состава в специальных ваннах на непрерывно движущемся подвесном конвейере. Допускается удаление модельного состава из блоков в горячей воде и в пароавтоклавах.
Плавка.
Плавку стали следует предусматривать в индукционных тигельных электропечах повышенной частоты вместимостью 250 кг. Допускается применение печей вместимостью 160 и 400 кг.
Следует, как правило, предусматривать механизацию загрузки шихты в печи вместимостью 400 кг подвесным транспортом и специальной тарой.
Разливку металла следует предусматривать ковшами вместимостью от 100 до 200 кг.
Прокаливание (обжиг) керамических блоков, их формовка, заливка металлом, охлаждение и выбивка.
Указанные операции в условиях крупносерийного и массового производств следует производить на автоматизированном оборудовании в агрегатах обжига, заливки и охлаждения или на механизированных поточных линиях с использованием проходных прокалочных печей и камер охлаждения. Допускается прокаливание блоков без наполнителя в проходных конвейерных печах с последующим их подогревом перед заливкой металлом. Подогрев следует производить с использованием агрегата обжига, заливки и охлаждения проходных печей с формовкой в опоке, засыпкой горячим песком температурой 700 °С, предварительно нагретым в специальной упаковке. При этом керамическая оболочка блока должна быть изготовлена либо с применением высокоглиноземистого шнека на обсыпке, либо с дополнительным упрочняющим слоем на жидком стекле.
Для транспортирования залитых блоков на операцию отбивки керамики на участки отбивки от стояка следует предусматривать системы непрерывного транспорта с устройством охлаждающих кожухов для доведения температуры блоков до температуры цеха.
Необходимо предусматривать очистку материала-наполнителя с целью его повторного использования.
Отбивка керамики и отделение отливок от стояка.
Выполнение этих операций необходимо предусматривать в закрытых виброустановках и на гидравлических прессах в комплексе с системами непрерывного транспорта для уборки отходов керамики и подачи отливок от прессов на операцию химической очистки. Участки отбивки керамики следует, как правило, выделять в отдельные помещения с шумопоглощающими стенами.
Необходимо предусматривать применение роботов-манипуляторов для установки залитых блоков в зажимы пневмомолотка, выдачи блоков на операцию отделения отливок от стояка и установки на пресс.
Для обработки негабаритных блоков следует предусматривать специальные станки отделения отливок от стояка или пост газовой резки. Допускается отделение отливок от стояка и другими способами (механическим, анодно-механическим).
Химическая очистка и термическая обработка отливок.
Химическую очистку следует предусматривать путем выщелачивания в 30 - 50 % растворе, нагретом до температуры 120 - 150 °С, с применением проходных механизированных установок; для отливок, не имеющих внутренних полостей,- в расплаве солей при температуре 700 - 900 °С с одновременной нормализацией.
Нормализацию отливок следует предусматривать в проходных конвейерных печах с защитной атмосферой. Одновременно следует предусматривать системы непрерывной равномерной подачи отливок в печь и отбора их для передачи на сортировку по наименованиям. Допускается применение камерных печей с защитной атмосферой.
Зачистка остатков питателей.
Зачистку остатков питателей следует предусматривать в штампах на многопозиционных прессах. Допускается применение метода зачистки наждачными кругами с использованием полуавтоматов и обдирочно-шлифовальных станков.
При применении данного метода следует учитывать конструктивные особенности отливок и технические требования к ним, так как зачистка наждачным кругом с высокой скоростью резания приводит к местному подкаливанию отливок и, как правило, к их повторной термообработке.
4.1.2. Расчет оборудования.
Расчет оборудования следует производить по формулам, используемым при расчете оборудования чугуно- и сталелитейных цехов, см. 2.1.2.
При расчете потребности в оборудовании следует учитывать межоперационные потери моделей и керамических блоков, брак отливок, зависящие от принятого технологического процесса, применяемых формообразующих материалов, конструктивной и технологической сложности и других причин.
Количество плавильных электропечей необходимо принимать с учетом резервных тиглей (для электропечей ИСТ-0,16) или комплектных установок (для электропечей ИСТ-0,25/0,32), необходимых для производства ремонта футеровки, исходя из времени на выбивку, сушку и спекание, указанного в технической документации на электропечь.
Нормы производительности индукционных тигельных электропечей повышенной частоты для плавки стали представлены в табл. 7.
Затраты времени на восполнение дефектных отливок в печах по наплавляемым моделям следует учитывать путем соответствующего увеличения годового расчетного количества отливок на 5 % с учетом выхода годных отливок при определении потребности в жидком металле.
Технологическое оборудование по типам, моделям и техническим характеристикам следует выбирать и принимать в проектах по утвержденным, перспективным типажам оборудования и паспортам заводов-изготовителей.
5. Определение количества работающих и определение их по группам производственных процессов.
5.1. Общие положения.
Расчет количества основных рабочих в литейных цехах следует вести по перспективной трудоемкости и нормам времени на основные работы.
Количество вспомогательных рабочих, инженерно-технических работников (ИТР), служащих, младшего обслуживающего персонала (МОП) и работников технического контроля (ОТК) следует определять по настоящим нормам, которые разработаны с учетом рационально допустимого совмещения профессий.
Для каждого конкретного цеха организационная структура и номенклатура работающих должны приниматься в зависимости от:
объема и типа производства;
структуры завода, в который входит проектируемый цех;
принятой организации вспомогательной и административной служб.
Следует предусматривать централизацию ремонтных служб. Ремонтные и инструментальные службы цехов следует проектировать по соответствующим нормам технологического проектирования.
Количество обслуживающего персонала автоматизированной системы управления производством (АСУТП) определяется проектом АСУП, разрабатываемым специализированными организациями.
5.2. Номенклатура профессий и расчет работающих.
Номенклатура профессий работающих в литейном производстве и распределение их по группам санитарной характеристики производственных процессов в соответствии с СНиП на проектирование вспомогательных зданий и помещений промышленных предприятий приведены в табл. 21.
Таблица 21
|
Группа |
|
|
Основные рабочие |
|
|
Шихтовщик |
IIд |
|
Весовщик, оператор, завальщик шихты, оператор поста управления шихтоподачи |
IIб |
|
Плавильщик металла и сплавов и его подручные |
IIб |
|
Вагранщик и его подручные |
IIб |
|
Оператор пульта управления плавильных печей |
IIб |
|
Плавильщик свинцовых и других цветных сплавов |
IIIа |
|
Заливщик металла и оператор автоматических заливочных устройств |
IIб |
|
Формовщик машинной формовки, ручной и по выплавляемым моделям |
IIг |
|
Оператор пульта управления на автоматических формовочных линиях |
IIб |
|
Наладчик автоматических линий |
IIг |
|
Сборщик форм и установщик стержней в формы машинной формовки и на автоматических формовочных линиях |
IIг |
|
Сборщик кокилей |
IIб |
|
Рабочий по приготовлению красок и окраски стержней |
IIIб |
|
Стерженщик |
IIг |
|
Стерженщик по горячим ящикам |
IIб |
|
Стерженщик по холоднотвердеющим смесям |
IIIа |
|
Рабочий по отделке стержней |
IIг |
|
Сушильщик стержней, форм, земли и песка |
IIб |
|
Каркасник |
IIб |
|
Оператор выбивных установок, выбивальных отливок |
IIг |
|
Отбивщик литников |
IIб |
|
Оператор центрального пульта смесеприготовительных установок, земледел |
IIг |
|
Оператор на сушплах формовочных материалов |
IIб |
|
Рабочий на приготовлении глинистой суспензии и других добавок |
IIг |
|
Оператор на выбивных установках выбивки стержней, полученных из горяче- и холоднотвердеющих смесей |
IIIа |
|
Электрогазорезчик литников и прибылей и огневой зачистки отливок |
IIб |
|
Рабочий: |
|
|
на галтовочных барабанах |
IIг |
|
на дробеметных и дробеструйных установках |
IIг |
|
Гидрочистильщик: |
|
|
в гидрокамерах |
IIг |
|
на электрогидравлической очистке отливок |
IIг |
|
на химической и электрохимической очистке отливок |
IIг |
|
Заварщик отливок (газовая и электросварка) |
IIг |
|
Обрубщик и вырубщик дефектов отливок под заварку |
IIг |
|
Оператор линии зачистки, наждачники и обрезчики литников на прессах |
IIг |
|
Термист и рабочий на печах обжига форм |
IIб |
|
Рихтовщик отливок |
IIг |
|
Разметчик |
IIг |
|
Рабочий по испытанию отливок |
IIв |
|
Грунтовщик |
IIIб |
|
Бакелитчик |
IIIб |
|
Рабочий на хромировании магниевых отливок |
IIIб |
|
Рабочий на пропитке алюминиевых и магниевых отливок |
IIIб |
|
Рабочий в цехе точного литья на установке отделения керамики: |
|
|
вибрационным способом |
IIг |
|
электрогидравлическим способом |
IIб |
|
оператор в цехах литья по выплавляемым моделям на оборудовании для очистки от керамики: |
|
|
в растворе щелочи |
III |
|
в расплаве солей |
IIб |
|
Оператор: |
|
|
линии приготовления модельного состава |
IIг |
|
установок приготовления огнеупорного покрытия |
IIIа |
|
автоматических линий нанесения и сушки огнеупорного покрытия |
IIIб |
|
Рабочий по нанесению покрытия вручную |
IIIб |
|
Рабочий на удалении моделей из блоков в цехах литья по выплавляемым моделям |
IIв |
|
Вспомогательные рабочие |
|
|
Флюсовщик (подготовка флюсов) |
IIг |
|
Наладчик оборудования (за исключением автоматических линий) |
IIг |
|
Машинист |
IIг |
|
Лаборант цеховых лабораторий |
IIг |
|
Лаборант химических лабораторий |
IIIа |
|
Рабочий по подготовке формовочных материалов |
IIг |
|
Комплектовщик стержней |
IIг |
|
Комплектовщик отливок и маркировщик |
IIг |
|
Кладовщик |
Iб |
|
Крановщик |
Iб |
|
Крановщик на участке заливки, выбивки, обрубки |
IIг |
|
Стропальщик |
IIб |
|
Рабочий: |
|
|
на участке изготовления керамических блоков в цехах точного литья |
IIIб |
|
на складах и транспорте |
IIг |
|
на формовочно-заливочном участке |
IIб |
|
Рабочий на приготовлении щелочного раствора |
IIIб |
|
Печник-футеровщик |
IIб |
|
Ковшовый |
IIб |
|
Пирометрист |
IIб |
|
Слесарь-ремонтник |
Iв |
|
Модельщик по ремонту моделей |
Iв |
|
Уборщик производственных помещений |
IIг |
|
Плотник |
Iб |
|
Смазчик |
IIг |
|
Дежурный электрик |
IIг |
|
Дежурный слесарь |
IIг |
|
Станочник |
Iб |
|
Аппаратчик на установке по производству СО2 |
IIIа |
|
Водитель безрельсового транспорта |
IIб, IIIд |
|
Рабочий скрапобазы |
IIд |
|
Рабочий на очистке возврата |
IIг |
|
Инженерно-технические работники |
|
|
Начальник цеха |
Iа |
|
Заместитель начальника цеха |
Iб |
|
Начальник технического бюро |
Iб |
|
Заведующий лабораторией |
IIа |
|
Старший лаборант |
Iб |
|
Старший мастер |
Iв |
|
Сменный мастер (в т.ч. мастер по подготовке производства) |
IIб |
|
Старший механик цеха |
Iб |
|
Механик цеха |
Iб |
|
Энергетик цеха |
Iб |
|
Начальник ПДБ |
Iа |
|
Старший диспетчер (в т.ч. начальник смены), диспетчер |
Iб |
|
Старший инженер, инженер по оперативному планированию |
Iб |
|
Старший экономист, экономист по планированию |
Iа |
|
Служащие |
|
|
Нарядчик-учетчик, оператор и др. |
Iб |
|
Табельщик |
Iа |
|
Секретарь-машинистка |
Iб |
|
Экспедитор |
Iб |
|
Завхоз |
Iб |
|
Младший обслуживающий персонал |
|
|
Уборщик конторских и бытовых помещений |
Iв |
|
Гардеробщик |
Iб |
|
Сатураторщик |
Iб |
|
Курьер |
Iб |
|
Работники технического контроля |
|
|
Начальник СТК |
Iб |
|
Мастер |
Iб |
|
Старший контролер |
IIб |
|
Контролер СТК |
IIг |
Примечания: 1. Уборщики конторских и бытовых помещений, гардеробщики, сатураторщики и курьеры могут быть централизованы по заводу и в этом случае в состав работающих в литейных цехах их включать не следует.
2. Работники технического контроля находятся в подчинении СТК завода и в состав работающих в литейных цехах включать их не следует, но следует учитывать при определении площадей административно-бытовых помещений.
3. Для работающих в литейных цехах, выполняющих производственные процессы, связанные с вибрацией, передающейся на руки, следует предусмотреть ручные ванны.
4. Лаборантов централизованных по заводу экспресс-лабораторий в состав работающих в литейном цехе включать не следует.
Нормы для расчета численности вспомогательных рабочих в чугуно- и сталелитейных цехах приведены в табл. 22.
Таблица 22
|
Определение численности рабочих |
|
|
Наладчик: |
|
|
термического оборудования |
1 человек в смену на 4 проходные печи |
|
очистного оборудования (за исключением автоматических линий) |
1 человек в смену на 50000 тонн в год отливок средней сложности |
|
Машинист |
1 человек в смену, занятый обслуживанием оборудования (насосы, высокого давления и др.), на отдельное помещение |
|
Комплектовщик стержней |
1 человек в смену на комплектование стержней, шт. в год: |
|
1800 - 1400 при массе стержня до 10 кг; |
|
|
900 - 650 при массе 10 - 100 кг; |
|
|
300 - 200 при массе 100 - 600 кг; |
|
|
40 - 30 при массе свыше 600 кг. |
|
|
Комплектовщик отливок и маркировщик |
1 человек в смену: |
|
на 2500 - 3500 тонн отливок в год при их массе до 50 кг; |
|
|
на 3500 - 4000 тонн отливок в год при их массе 50 - 100 кг. |
|
|
Кладовщик |
2 человека в смену в цехе с годовым выпуском до 40000 тонн отливок |
|
3 человека в смену в цехе с годовым выпуском свыше 40000 тонн отливок |
|
|
Крановщик |
1 человек в смену на 1 кран при управлении из кабины |
|
Стропальщик |
при управлении краном из кабины следует принимать 0,3 - 0,6 от количества крановщиков в зависимости от крановых операций, выполняемых основными рабочими; |
|
при управлении краном с пола предусматривать не следует |
|
|
Рабочие: |
|
|
на складах |
1 человек в смену на 4000 - 6000 тонн отливок в год |
|
в формовочно-заливично-выбивном участке (кессонная формовка) |
1 человек в смену на 10000 - 12000 тонн отливок в год |
|
Флюсовщик (подготовка флюсов) |
1 человек в смену до 120000 тонн отливок в год |
|
Печник (ремонт печей всех видов) |
1 человек в смену на выпуск отливок, тыс. т в год: чугун сталь мелких 14 - 16 8 - 11 средних 11 - 13 7 - 9 крупных 6 - 8 4 - 6 |
|
Ковшевой |
1 человек в смену на выпуск отливок, тыс. т в год: |
|
чугун сталь мелких 10 - 11 7 - 8 |
|
|
средних 8 - 9 5 - 6 |
|
|
крупных 7 - 8 5 - 6 |
|
|
Пиротермист (допускается совмещения с контролером СТК) |
1 человек в смену при выпуске до 40000 тони отливок в год 2 человека в смену при выпуске свите 40000 тонн отливок в год |
|
Модельщик по ремонту моделей |
2 человека в смену при выпуске до 40000 тонн отливок в год 3 человека в смену при выпуске свыше 40000 тонн отливок в год |
|
Слесарь по текущему ремонту оснастки (опок, приспособлений и подмодельных плит) |
1 человек в смену до 8000 тонн отливок в год |
|
Дежурный слесарь по участкам в цехах маисового и крупносерийного производств: |
|
|
плавильный |
1 человек в смену на 3 электроплавильных агрегата 1 человек в смену и 2 формовочным линии дли опок с габаритами до 600´500 мм 2 человека в смену на 1 формовочную линию для опок с габаритами свыше 600´500 мм |
|
стержневой |
1 человек в смену на 10 стержневых машин |
|
смесеприготовительный |
1 человек в смену на комплексную смесеприготовительную систему, обслуживающую линию |
|
термообрубной |
1 человек в смену на 4 проходные термические печи |
|
2 человека в смену на обслуживание станочного парка на 30 - 50 тыс. т отливок в год |
|
|
транспортные системы |
1 человек в смену на 2000 м протяженности непрерывного транспорта |
|
сантехническое оборудование |
1 человек в смену на 50 - 70 единиц оборудования |
|
Дежурный электрик в цехах массового и крупносерийного производств |
8 человек на 60000 тонн отливок в год |
|
Смазчик в цехах массового и крупносерийного производств |
8 человек на 60000 тонн отливок в год 12 человек на 80000 тонн отливок 14 человек на 100000 тонн отливок |
|
Уборщики производственных помещений |
1 человек на 5000 - 5500 м2 производственных помещений |
|
Плотник |
1 человек на цех |
|
Водитель безрельсового транспорта |
1 человек в смену на 1 транспортную установку |
|
Контролер ОТК |
|
|
Лаборант участков и цеховых лабораторий: |
|
|
пробоприготовительной |
1 человек в смену на годовой выпуск до 50000 тонн |
|
металлографической |
2 человека в смену на годовой выпуск отливок до 50000 тонн |
|
смесеприготовительной |
1 человек в смену на 1 - 3 смесителя |
|
химико-аналитической |
1 челочек в смену на 1 - 3 работающих плавильного агрегата |
|
спектральной |
2 человека в смену на одну спектральную установку или 1 человек в смену на 1 - 3 плавильных агрегата |
Примечания: 1. Следует предусматривать совмещение профессий.
2. При ограничении количества рабочих по расчету менее 1 человека в смену и невозможности совмещения профессий следует принимать по 1 человеку в каждую смену.
3. Количество дежурных слесарей и смазчиков для цехов среднесерийного, мелкосерийного и единичного производств следует определять по таблицам 22 и 23.
4. Наладчики формовочного, стержневого зачистного оборудования (автоматические линии, механизированные комплексы) относятся к основным рабочим - их следует определять по паспортным данным.
Нормы для расчета количества рабочих, занятых межремонтным обслуживанием в чугуно- и сталелитейных цехах среднесерийного, мелкосерийного и единичного производств, в ремонтных единицах (РЕ) на одного в смену приведены в табл. 23.
Таблица 23
|
Технологическое и подземно-транспортное оборудование |
||
|
механическая часть |
электротехническая часть |
|
|
Дежурный слесарь по обслуживанию оборудования |
350 |
|
|
Станочник |
1260 |
- |
|
Смазчик |
790 |
- |
|
Дежурный электрик |
- |
770 |
Примечание. Категорию ремонта сложности оборудования для расчета межремонтного обслуживания допускается принимать по таблице 24.
Нормы для расчета категорий сложности ремонта оборудования в чугуно- и сталелитейных цехах среднесерийного, мелкосерийного и единичного производств в РЕ на 1 тонну отливок в год приведены в табл. 24.
Таблица 24
|
Тип цеха и группа отливок по массе, кг |
||||||
|
конвейерные |
крановые |
|||||
|
до 100 |
до 2000 |
свыше 1000 |
||||
|
чугун |
сталь |
чугун |
сталь |
чугун |
сталь |
|
|
По механической части |
||||||
|
10 - 20 |
0,20 |
0,23 |
0,156 |
0,17 |
0,14 |
0,16 |
|
20 - 30 |
0,19 |
0,22 |
0,140 |
0,16 |
0,13 |
0,15 |
|
30 - 40 |
0,18 |
0,20 |
0,120 |
0.14 |
0,12 |
0,14 |
|
40 - 60 |
0,16 |
0,18 |
0,100 |
0,11 |
0,10 |
0,11 |
|
60 - 100 |
0,15 |
0,17 |
0,090 |
0,10 |
- |
- |
|
100 - 150 |
0,14 |
0,16 |
0,080 |
0,09 |
- |
- |
|
По электротехнической части |
||||||
|
10 - 20 |
0,14 |
0,16 |
0,100 |
0,11 |
0,15 |
0,17 |
|
20 - 30 |
0,14 |
0,16 |
0,100 |
0,11 |
0,15 |
0,17 |
|
30 - 40 |
0,14 |
0,16 |
0,090 |
0,10 |
0,14 |
0,16 |
|
40 - 60 |
0,13 |
0,15 |
0,080 |
0,10 |
0,13 |
0,15 |
|
60 - 100 |
0,13 |
0,15 |
0,080 |
0,10 |
- |
- |
|
100 - 150 |
0,12 |
0,14 |
0,070 |
0,09 |
- |
- |
Примечание. Для чугунолитейных цехов, имеющих в своем составе электротехнические плавильные и термические печи, следует применять повышенный коэффициент по электротехнической части, равный 1,10 - 1,15.
Нормы для определения количества ИТР, служащих и МОП в цехах массового и крупносерийного производств приведены в табл. 25.
Таблица 25
|
Количество рабочих, приходящихся на одного ИТР, служащего и МОП, в цехах с годовым выпуском, тыс. т |
||||
|
50 |
80 |
120 |
более 120 |
|
|
Чугунолитейные цехи |
||||
|
ИТР |
9 - 10 |
10 - 11 |
11 - 12 |
12 - 13 |
|
Служащие |
45 - 50 |
55 - 60 |
60 - 65 |
65 - 70 |
|
МОП |
60 - 70 |
70 - 80 |
80 - 90 |
90 - 100 |
|
Сталелитейные цехи |
||||
|
ИТР |
10 - 11 |
11 - 12 |
12 - 13 |
- |
|
Служащие |
55 - 60 |
60 - 65 |
65 - 70 |
- |
|
МОП |
70 - 80 |
80 - 90 |
90 - 100 |
- |
Нормы для определения количества ИТР, служащих и МОП в цехах среднесерийного, мелкосерийного и единичного производств приведены в табл. 26.
Таблиц 26
|
Количество рабочих, приходящихся на одного ИТР, служащего и МОП, в цехах с годовым выпуском, тыс. т |
|||
|
40 - 50 |
60 - 80 |
свыше 80 |
|
|
Чугунолитейные цехи |
|||
|
ИТР |
11 - 14 |
12 - 15 |
13 - 15 |
|
Служащие |
22 - 28 |
30 - 37 |
35 - 43 |
|
МОП |
45 - 56 |
61 - 74 |
76 - 92 |
|
Сталелитейные цехи |
|||
|
ИТР |
12 - 15 |
13 - 16 |
14 - 16 |
|
Служащие |
22 - 28 |
30 - 37 |
35 - 43 |
|
МОП |
45 - 56 |
61 - 74 |
76 - 92 |
Нормы для расчета количества работников СТК в чугуно- и сталелитейных цехах массового и крупносерийного производств приведены в табл. 27
Таблиц 27
|
Количество основных рабочих, приходящихся на одного работника СТК, в зависимости от годового выпуска цеха, тыс. т |
|||
|
40 - 60 |
80 - 120 |
более 120 |
|
|
ИТР |
150 - 160 |
160 - 170 |
170 - 180 |
|
Контролер-приемщик отливок |
15 - 16 |
16 - 17 |
17 - 18 |
Примечание. В случае осуществления контроля технологического процесса работниками СТК количество контролеров может быть увеличено в 1,2 - 1,4 раза в зависимости от объема контрольных операций.
Нормы для расчета количества работников СТК в чугуно- и сталелитейных цехах среднесерийного, мелкосерийного и единичного производств приведены в табл. 28.
Таблица 28
|
Выборочность окончательного контроля, % |
|||||
|
100 |
80 |
60 |
40 |
20 |
|
|
Основные, приходящиеся на одного контролера-приемщика отливок |
16 |
19 |
23 |
31 |
52 |
|
Контролеры, приходящиеся на одного ИТР технического контроля |
- |
- |
5 - 6 |
- |
- |
Примечание к табл. 28. В случае осуществления работниками СТК контроля технологического процесса количество контролеров может быть увеличено в 1,2 - 1,4 раза в зависимости от объема контрольных операций.
В связи с введением в производство гибких производственных систем (ГПС) коэффициент сменности рабочих в литейных цехах следует принимать не менее 1,8.
Нормы соотношения между категориями работающих в цехах цветного литья приведены в табл. 29.
Таблица 29
|
Расчетный показатель |
Количество работающих |
|
|
Вспомогательные рабочие |
% от основных рабочих |
70 - 80 |
|
ИТР |
среднее количество рабочих, приходящихся на 1 человека |
9 - 11 |
|
Служащие |
то же |
60 - 70 |
|
МОП |
-«- |
60 - 65 |
|
СТК: |
||
|
рабочие-контролеры |
-«- |
16 - 18 |
|
ИТР |
-«- |
150 - 200 |
Нормы плотности бригад в цехах цветного литья приведены в табл. 30.
Таблица 30
|
Количество рабочих на единицу оборудования |
|
|
Машина: |
|
|
литья под высоким давлением |
1 - 3 |
|
литья в кокиль: |
|
|
однопозиционная |
1 на 1 - 3 машины |
|
многопозиционная |
1 - 3 |
|
литья под низким давлением |
1 на 1 - 3 машины |
|
Установка для выбивки стержней |
1 |
|
Станок для обрезки литниковой системы |
1 |
|
Дробеметная камера |
1 - 2 |
|
Дробеметный барабан |
1 |
|
Печь для термической обработки |
1 на 2 печи |
|
Стенд для гидроиспытания |
1 |
|
Стержневая машина |
1 - 2 |
|
Машина непрерывного литья бронзы |
2 - 3 |
|
Плавильная печь: |
|
|
газовая |
1 |
|
индукционная |
1 |
|
сопротивления тигельная |
1 |
|
Сварочное оборудование |
1 |
Примечания: 1. Нормы плотности бригад при обслуживании плавильных печей не учитывают шихтовочные работы.
2. Большая численность рабочих для машин литья в кокиль приведена для крупных отливок.
Нормы для расчета численности вспомогательных рабочих в цехах цветного литья приведены в табл. 31.
Таблица 31
|
Определение численности рабочих |
|
|
Наладчик оборудования (за исключением автоматических линий): |
|
|
машина литья под давлением |
1 человек в смену на 7 единиц оборудования |
|
кокильная многопозиционная машина |
1 человек в смену на 5 единиц оборудования |
|
стержневое оборудование |
1 человек в смену на 8 единиц оборудования |
|
термическое оборудование |
1 человек в смену на 5 проходных печей |
|
отрезное оборудование |
1 человек в смену на 10 единиц оборудования |
|
кокильный однопозиционный станок |
1 человек в смену на 20 единиц оборудования |
|
Печник-футеровщик (ремонт печей всех типов) |
1 человек в смену на 10 - 12 печей вместимостью до 1 тонны |
|
Печник-футеровщик (ремонт печей всех типов) |
1 человек в смену на 6 - 8 печей вместимостью 1 - 6 тонн 1 человек в смену на 2 - 5 печей вместимостью свыше 6 тонн |
|
Ковшевой |
1 человек в смену на 2000 тонн отливок в год |
|
Пирометрист (допускается совмещение с контролерами СТК) |
1 человек в смену из 4 плавильные печи |
|
Флюсовщик в цехах магниевого литья |
1 человек в смену на 2 печи для плавки флюсов |
|
Рабочий на складах |
1 человек на 3000 тонн отливок в год |
|
Плотник |
1 человек на цех |
|
Родитель безрельсового транспорта |
1 человек в смену на 1 транспортную единицу |
|
Крановщик |
1 человек в смену на 1 кран при управлении из кабины |
|
Стропальщик |
0,3 - 0,6 человека от количества крановщиков при управлении краном из кабины; стропальщиков предусматривать не следует при управлении краном с пола |
|
Комплектовщик стержней |
1 человек в смену на комплектование стержней, тыс. шт. в год: 1800 - 1400 при массе стержня до 10 кг; 900 - 650 при массе стержня от 10 до 100 кг |
|
Комплектовщик стержней, маркировщик |
1 человек в смену на 2500 отливок в год |
|
Слесарь по текущему ремонту оснастки |
1 человек в смену на 500 отливок в год |
|
Дежурный слесарь по участкам: |
|
|
плавильный |
1 человек в смену на 5 - 8 плавильных агрегатов |
|
стержневой |
1 человек в смену на 8 стержневых машин |
|
смесеприготовительный |
1 человек в смену на комплексную смесеприготовительную систему |
|
термический |
1 человек в смену на 5 проходных печей |
|
транспортные системы |
1 человек в смену на 2000 м протяженности транспортных систем |
|
сантехническое оборудование |
1 человек в смену на 50 - 70 единиц оборудования |
|
заливочный |
1 человек в смену на 5 - 7 единиц оборудования |
|
Оператор на пульте управления НТК |
1 человек в смену на пульт управления |
|
Электрик технологического и транспортного оборудования (кроме кранов) |
1 человек в смену на 650 РЕ |
|
Электрик мостовых кранов |
1 человек в смену на 500 РЕ |
|
Смазчик |
1 человек в смену на 50 - 70 единиц оборудования |
|
Лаборант цеховой лаборатории: |
|
|
химическая |
2 человека в смену на 5000 т отливок в год |
|
металлографическая |
2 человека в смену на 10000 т отливок в год |
|
спектральная |
1 человек в смену на 1 спектральную установку или 1 человек в смену на 3 плавильных агрегата |
|
земельная |
1 человек в смену на 3 смесителя |
|
рентгеновская |
1 человек в смену на 1 установку |
Распределение работающих по сменам (для укрупненных расчетов) в цехах цветного литья от общего числа работающих соответствующих категорий (в наибольшую смену) приведено в табл. 32.
Таблица 32
|
Количество, % |
|
|
Основные рабочие |
50 - 55 |
|
Вспомогательные рабочие |
60 |
|
ИТР |
70 |
|
Служащие |
100 |
|
МОП |
90 |
Примечание. Количество вспомогательных рабочих следует изменять в зависимости от степени механизации и автоматизации производства и номенклатуры.
Нормы соотношения между категориями работающих в цехах литья по выплавляемым моделям (для укрупненных расчетов) приведены в табл. 33.
Таблица 33
|
Расчетный показатель |
Количество, % |
|
|
Вспомогательные рабочие |
от основных |
80 - 90 |
|
То же, основного производства |
от вспомогательных |
60 - 65 |
|
ИТР |
от числа рабочих |
8 - 9 |
|
Служащие |
то же |
2 - 3 |
|
МОП |
-«- |
2 - 3 |
|
Штат СТК |
||
|
Рабочие контролеры |
от числа основных рабочих |
11 - 13 |
|
ИТР |
то же |
1 |
Примечание. Вспомогательные рабочие подразделяются на вспомогательных основного производства и вспомогательных ремонтных служб текущего ремонта (механического и энергетического) и оснастки.
Нормы для определения численности рабочих в цехах литья по выплавляемым моделям приведены в табл. 34.
Таблица 34
|
Определение численности рабочих |
|
|
Основные рабочие |
|
|
Оператор: |
|
|
установки приготовления модельного состава |
1 человек в смену на 2 установки |
|
автомата изготовления модельных звеньев |
1 человек в смену на 1 автомат |
|
линии изготовления керамических блоков |
1 человек в смену на 1 линию |
|
установки выплавки блоков |
1 человек в смену на 1 установку |
|
установки приготовления огнеупорного покрытия |
1 человек в смену на 2 установки |
|
агрегата обжига, заливки и охлаждения или проходных механизированных печей |
1 человек в смену на 2 агрегата или 2 печи |
|
агрегата выщелачивания отливок |
1 человек в смену на 3 агрегата |
|
печи нормализации отливок |
1 человек в смену на 2 печи |
|
Шихтовщик |
1 человек в смену на 2000 т отливок в год |
|
Сталевар |
1 человек в смену на 2 печи |
|
Заливщик металла |
1 человек в смену на 1 агрегат или печь |
|
Формовщик |
1 человек в смену на 1 установку |
|
Рабочий: |
|
|
на установке выбивки |
1 человек в смену на 1 установку |
|
на установке отделения керамики от стояков |
1 человек в смену на 2 установки |
|
на гидравлическом прессе отделения отливок от стояка |
1 человек в смену на 1 пресс |
|
на обрезном станке |
1 человек в смену на 1 станок |
|
на механическом прессе правки отливок |
1 человек в смену на 1 пресс |
|
по ручной доводке отливок |
1 человек в смену на 4000 тонн отливок в год |
|
по консервации отливок |
1 человек в смену |
|
Наждачник |
2 человека в смену на 1 двухнаждачный станок-полуавтомат |
|
Газорезчик |
1 человек в смену на 4000 тонн отливок в год |
|
Вспомогательные рабочие: |
|
|
крановщик мостовых кранов |
по числу кранов |
|
стропальщик |
0,3 - 0,6 от количества кранов при управлении кранами из кабины; не следует предусматривать при управлении кранами с пола |
|
Печник-футеровщик |
1 человек в смену на 2000 тонн отливок в год |
|
Ковшевой |
1 человек в смену на 4000 тонн отливок в год |
|
Рабочие: |
|
|
плавильно-заливочного участка (рекомендуется применение роботов-манипуляторов на операции съема залитых блоков) |
2 человека в смену на 1 агрегат |
|
участка изготовления керамических блоков |
1 человек в смену на 1 линию |
|
участка выщелачивания и нормализации |
1 человек в смену на 2000 тонн отливок в год |
|
Рабочие на складах: |
|
|
склад формовочных материалов - песка, шамота, маршалита |
1 человек в смену на 10000 тонн материалов |
|
склад керамических блоков |
1 человек в смену на 2000 тонн отливок в год |
|
склад легковоспламеняющихся жидкостей |
1 человек в смену на 2000 тонн отливок в год |
|
склад модельного состава |
1 человек в смену на 4000 тонн отливок в год |
|
склад штампов и пресс-форм |
1 человек в смену на 4000 тонн отливок в год |
|
склад отливок |
1 человек в смену на 2000 тонн отливок в год |
|
Слесарь по ремонту: |
|
|
транспортного оборудования |
1 человек в смену на 250 РЕ |
|
оснастки |
1 человек в смену на 1000 тонн отливок в год |
|
Водитель безрельсового транспорта |
по числу транспортных единиц |
|
Плотник |
1 человек в смену на 2000 тонн отливок в год |
|
Пирометрист |
следует учитывать в штате ОТК цеха |
|
Дежурный слесарь: |
|
|
технологического оборудования |
1 человек в смену на 150 РЕ |
|
транспортного оборудования |
1 человек в смену на 200 РЕ |
|
вентиляционного оборудования |
1 человек в смену на 650 РЕ |
|
сантехнического оборудования |
1 человек в смену на 650 РЕ |
|
дежурный электрик: |
|
|
технологического и транспортного оборудования (кроме кранов) |
1 человек в смену на 650 РЕ |
|
мостовых кранов тяжелого режима |
1 человек в смену на 500 РЕ |
|
Уборщик производственных помещений |
1 человек в смену на 1200 м2 |
|
Лаборант цеховой лаборатории: |
|
|
химическая |
2 человека в смену на 1000 тонн отливок в год |
|
металлографическая |
1 человек в смену на 1000 тонн отливок в год |
|
спектральная |
то же |
|
механическая |
-«- |
|
химико-технологическая |
-«- |
Примечание. Ремонтная сложность ленточных, пластинчатых и скребковых конвейеров - 0,3 на 1 м длины; подвесных грузонесущих конвейеров - 0,2 на 1 м длины.
Нормы расчета количества женщин, работающих в литейных цехах, приведены в табл. 35.
Таблица 35
|
Численность работающих, % |
|
|
Основные рабочие: |
|
|
обрубщик, обрезчик |
10 - 30 |
|
смесеприготовитель |
80 - 100 |
|
стерженщик |
50 - 100 |
|
формовщик |
30 - 70 |
|
оператор на пульте управления |
80 - 100 |
|
Основные рабочие цехов точного литья |
50 - 60 |
|
Вспомогательные рабочие |
40 - 60 |
|
ИТР |
25 - 40 |
|
Служащие |
100 |
|
МОП |
100 |
Примечание. Численность женщин может быть уточнена в каждом конкретном случае.
6. ОСНОВНЫЕ СТРОИТЕЛЬНЫЕ ПАРАМЕТРЫ ЗДАНИЯ. ГРУЗОПОДЪЕМНЫЕ СРЕДСТВА И РАЗМЕЩЕНИЕ ОБОРУДОВАНИЯ
6.1. Основные технологические требования к объемно-планировочным решениям литейных цехов.
В целях рационального решения генерального плана завода и снижения стоимости строительства следует, как правило, предусматривать размещение всех производственных и вспомогательных участков литейных цехов в одном здании. Выбор этажности литейных цехов следует производить по действующим строительным нормам и правилам*. В двухэтажных зданиях производственные участки следует размещать на втором этаже, на первом этаже - участки с небольшим количеством работающих, сантехническое и электротехническое оборудование.
* - Выбор этажности здания должен быть обоснован.
Склады шихтовых и формовочных материалов следует размещать в одноэтажных пролетах. В двухэтажных зданиях могут предусматриваться, при соответствующем обосновании, наружные пандусы для транспортировки грузов на отметку пола второго этажа.
При назначении нагрузок на каркасы многоэтажных производственных зданий рекомендуется пользоваться ведомственными нормами временных нагрузок, выполненных по методике ЦНИИпромзданий, для различных отраслей промышленности. В случае отсутствия норм нагрузки на каркас следует определять расчетом.
В одноэтажных зданиях сантехническое и электротехническое оборудование следует размещать в специальных многоэтажных вставках. Допускается размещать вентиляционные системы в изолированных помещениях на кровле здания.
Санитарно-бытовые помещения необходимо предусматривать в соответствии с требованиями СНиП 11-92 «Вспомогательные здания и помещения промышленных предприятий».
Вспомогательные помещения.
В связи с высоким уровнем механизации и автоматизации литейных цехов особое внимание необходимо уделять организации цеховых служб механика и энергетика; предусматривать соответствующие условия для удобного проведения ремонта оборудования (с обеспечением, в необходимых случаях, грузоподъемными средствами).
Для обеспечения контроля технологических процессов следует предусматривать современные экспресс-лаборатории. Цеховые диспетчерские пункты следует предусматривать с использованием счетно-решающих устройств для планирования и управления производством.
Материальные кладовые должны размещаться в непосредственной близости от обслуживаемых участков с обеспечением удобных подходов и подъездов. Проектирование кладовых следует производить в соответствии с действующими нормами и правилами техники безопасности и пожарной безопасности.
Перечень подразделений литейных цехов, размещаемых в отдельных помещениях, приведены в табл. 36.
Таблица 36
|
Технологические процессы |
Основание для выделения |
|
|
Цех цветного литья |
||
|
Участок обрубки и зачистки отливок |
Отделение деталей от стояка на прессах, отрезных станках с последующей зачисткой заусенцев и облоя электроинструментом и виброзачистными машинами |
Повышение допустимого уровня звукового давления |
|
Участок ремонта тиглей и ковшей |
Ремонт всех видов тиглей и ковшей (восстановление керамической футеровки) |
Выделение керамической пыли |
|
Кладовая смазочных материалов |
Хранение и выдача материалов |
Пожароопасность |
|
Кладовая вспомогательных материалов |
То же |
То же |
|
Экспресс-лаборатория |
Экспресс-анализ металла |
Работа повышенной точности |
|
Участок плавки и заливки модных, цинковых, магниевых и свинцовых сплавов |
Плавка и заливка сплава |
Наличие вредных выделений |
|
Цех литья по выплавляемым моделям |
||
|
Участок изготовления моделей |
Изготовление моделей, модельных звеньев, их сборка в блок |
Применение легкоплавких материалов для моделей требует кондиционирования воздуха, пожароопасность |
|
Участок приготовления огнеупорного покрытия |
Изготовление суспензии с применением легковоспламеняющихся жидкостей |
Взрыво- и пожароопасность |
|
Участок огнеупорного покрытия и его сушка |
Окунание блока в суспензию, сушка его на воздухе |
То же |
|
Склад модельной массы, ацетона, спирта |
Хранение легковоспламеняющихся веществ |
|
6.2. Нормы для укрупненного расчета площадей.
Нормы для расчета площадей на 1000 тонн отливок в год в м2 для электротехнического оборудования чугуно- и сталелитейных цехов (для укрупненных расчетов) приведены в табл. 37.
Таблица 37
|
Мощность цеха, тыс. т |
||||
|
менее 30 |
60 |
100 |
более 150 |
|
|
Крупносерийное и массовое производство |
||||
|
Мелкие |
55 - 65 |
50 - 60 |
45 - 55 |
40 - 50 |
|
Средние |
50 - 60 |
45 - 55 |
40 - 50 |
35 - 45 |
|
Крупные и тяжелые |
45 - 55 |
40 - 50 |
35 - 45 |
30 - 40 |
|
Среднесерийное, мелкосерийное и единичное производства |
||||
|
Мелкие |
60 - 75 |
55 - 70 |
- |
- |
|
Средние |
75 - 90 |
70 - 85 |
- |
- |
|
Крупные и тяжелые |
55 - 70 |
50 - 66 |
- |
- |
Примечания. 1. Настоящие нормы предназначены для расчета площадей под электротехническое оборудование при разработке компановки литейного цеха, включая помещения и площади для трансформаторных подстанций, конденсаторных батарей, преобразователей тока, управления общецеховыми системами транспорта, электротехнические помещения для грунтовочных участков и регенерационных установок.
2. Нормы предусматривают площади, занятые электротехническим оборудованием на отметке пола цеха первого и второго этажей здания. Дополнительные площади, занятые этим оборудованием и расположенные на отметке 2,5 м от пола не учтены.
3. Меньшие значения показателей таблицы относятся к чугунолитейным цехам, большие - к сталелитейным.
Нормы для расчета площадей цеховых экспресс-лабораторий, цехового диспетчерского пункта и помещения АСУТП в м2 чугуно- и сталелитейных цехов крупносерийного и массового производств приведены в табл. 38.
Таблица 38
|
Годовая мощность цеха, тыс. т |
|||
|
менее 50 |
100 |
более 150 |
|
|
Лаборатория: |
|||
|
материалов и смесей |
60 |
80 |
100 |
|
литейная |
40 |
60 |
80 |
|
химико-аналитическая |
60 |
60 |
70 |
|
пробоподготовительная |
30 |
50 |
70 |
|
металлографическая и механических испытаний |
50 |
70 |
80 |
|
Цеховой диспетчерский пункт |
50 |
70 |
100 |
|
Помещение АСУТП |
70 |
70 |
70 |
Нормы для расчета площадей на 1000 тонн отливок в год в м2 и чугуно- и сталелитейных цехах приведены в табл. 39.
Таблица 39
|
Крупносерийное и массовое производства, т |
Среднесерийное и мелкосерийное производства |
Мелкосерийное и единичное производства |
|||
|
до 50 |
50 - 1000 |
более 1000 |
|||
|
Общая цеховая |
1,1 - 1,3 |
0,9 - 1,1 |
0,7 - 0,9 |
1,3 - 1,7 |
1,8 - 2,2 |
|
Инструментальная обручного участка |
1,0 - 1,2 |
0,8 - 1,0 |
0,6 - 0,8 |
1,5 - 1,9 |
2,3 - 2,7 |
|
Материальная участка грунтовки |
0,6 - 0,7 |
0,5 - 0,6 |
0,4 - 0,5 |
0,7 - 0,9 |
0,9 - 1,1 |
|
Цехового механика и электрика |
1,7 - 2,0 |
1,4 - 1,7 |
1,1 - 1,4 |
2,8 - 3,2 |
3,3 - 3,7 |
Примечание. В процессе разработки рабочих чертежей размеры площадей цеховых кладовых следует уточнять в зависимости от габаритных размеров инвентаря.
Нормы для расчета площадей экспресс-лабораторий и цехового диспетчерского пункта в чугуно- и сталелитейных цехах среднесерийного, мелкосерийного и единичного производств приведены в табл. 40.
Таблица 40
|
Годовая мощность цеха, тыс. т |
|||
|
до 30 |
30 - 60 |
свыше 60 |
|
|
Лаборатория формовочных материалов и смесей, м2 |
36 |
54 |
72 |
|
Лаборатория по определению химических элементов в металле, м2: |
|||
|
плавка в индукционных электропечах |
216 |
216 |
216 |
|
плавка в дуговых электропечах или вагранках |
108 |
108 |
216 |
|
цеховой диспетчерский пункт, м2 |
54 |
72 |
108 |
Примечание: Для определения химических элементов в металле следует предусматривать спектографы или квантометры.
При расчете площади цеховых кладовых в цехах цветного литья в м2 следует принимать для:
общей цеховой 36 - 48
инструментальной обрезного участка 36 - 48
цехового механика и энергетика 72 - 96
Нормы площадей кладовых для цехов цветного литья в м2 (для укрупненных расчетов) в зависимости от годовой мощности цеха и количества наименований пресс-форм приведены в табл. 41.
Таблица 41
|
Годовая мощность, т |
|||||
|
1000 |
2000 |
||||
|
Кладовая: |
|||||
|
металла |
72 |
144 |
|||
|
промежуточного хранения отливок |
36 - 48 |
72 - 96 |
|||
|
готовых отливок |
36 |
72 |
|||
|
технологической тары |
36 |
72 |
|||
|
вспомогательных материалов |
48 |
72 |
|||
|
Количество наименования, шт., не более |
|||||
|
151 |
201 |
301 |
401 |
501 |
|
|
пресс-форм |
30 - 42 |
36 - 54 |
48 - 72 |
72 - 108 |
120 - 180 |
Примечания: 1. Большие значения приведены для среднесерийного производства, меньшие - крупносерийного и массового.
2. Высота укладки - 4 м.
3. В кладовой пресс-форм в таре принято хранить 2,5 пресс-формы.
Нормы для расчета площадей цеховых служб механика и энергетика для текущего ремонта и цеховых контор мастеров в м2 в чугуно- и сталелитейных цехах приведены в табл. 42.
Таблица 42
|
Годовая мощность, тыс. т, не более |
|||
|
60 |
100 |
150 |
|
|
Крупносерийное и массовое производство |
|||
|
Цеховая служба механика и энергетика |
1200 |
1600 |
2000 |
|
Цеховая контора мастера |
100 |
150 |
200 |
|
15 |
30 |
80 |
|
|
Среднесерийное, мелкосерийное и единичное производства |
|||
|
Цеховая служба механика и энергетика |
170 - 200 |
200 - 250 |
400 - 500 |
|
Цеховая контора мастера |
45 - 60 |
60 - 80 |
80 - 100 |
Примечание. При наличии в составе оборудования электрических, плавильных и термических печей следует площади цеховой службы механика и энергетика принимать с коэффициентом 1,10 - 1,15.
Нормы для расчета площадей цеховых экспресс-лабораторий и цехового диспетчерского пункта в м2 цехов цветного литья приведены в табл. 43.
Таблица 43
|
Годовая мощность, тыс. т, не более |
|||
|
15 |
25 |
40 |
|
|
Лаборатория: |
|||
|
химическая и спектральная (суммарно) |
100 |
140 |
150 - 170 |
|
формовочных материалов |
30 |
30 |
45 |
|
металлографическая |
30 |
30 |
45 |
|
Цеховой диспетчерский пункт |
50 |
55 |
70 |
Нормы площади на единицу оборудования и одно рабочее место для цехов цветного литья (для укрупненных расчетов) в м2 приведены в табл. 44.
Таблица 44
|
Площадь, м2 |
||||
|
На единицу оборудования при массе отливки, кг |
На одно рабочее место |
|||
|
до 2 |
2 - 15 |
свыше 15 |
||
|
Плавильный |
200 - 220 |
200 - 220 |
200 - 220 |
- |
|
Литья под давлением |
60 - 65 |
70 - 75 |
80 - 85 |
- |
|
Литья в кокиль |
40 - 50 |
45 - 55 |
55 - 65 |
- |
|
Обрубки и зачистки |
23 - 25 |
25 - 30 |
25 - 45 |
10 - 35 |
Норма площади на ГПМ литья под давлением для укрупненных расчетов приведены в табл. 45.
Таблица 45
|
Площадь на один ГПМ в м2 при массе отливок, кг |
||
|
до 0,1 |
0,1 - 1,0 |
|
|
ГПМ на базе машин литья под давлением с усилием запирания пресс-форм: |
||
|
до 1570 кН (160 тс) |
75 - 80 |
80 - 95 |
|
до 2450 кН (250 тс) |
105 - 115 |
115 - 125 |
|
до 3900 кН (400 тс) |
145 - 150 |
150 - 180 |
Примечания: 1. Нормы площади учитывают установку основного, вспомогательного, роботов, манипуляторов, приемно-передающих и ориентирующих устройств, оргоснастки и прочего оборудования, необходимого для ГПМ, а также транспортные средства, проходы и проезды за исключением магистральных.
2. Площадь, необходимая для размещения ГПК, определяется как сумма площадей ГПМ, входящих в ГПК с учетом коэффициента 0,8 - 0,9 в зависимости от количества ГПМ (до 3-х ГПМ принимать коэффициент - 0,9, свыше трех - 0,8).
6.3. Основные строительные параметры зданий, грузоподъемность транспортных средств, нормы расстояний между оборудованием и строительными элементами зданий
Нормы размеров пролетов и грузоподъемных средств плавильных участков, оборудованных вагранками с подогревом дутья и очисткой газов, приведены в табл. 46, см. рис. 1, 2, 3