МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
(МГС)
INTERSTATE COUNCIL FOR STANDARDIZATION, METROLOGY AND CERTIFICATION
(ISC)
|
межгосударственный |
ГОСТ |
СТАНКИ СТРУЙНО-АБРАЗИВНЫЕ
Типы и основные размеры
Москва
Стандартинформ
2005
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2-97 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Порядок разработки, принятия, применения, обновления и отмены»
Сведения о стандарте
1 РАЗРАБОТАН АО «Интерстанок», ЗАО «Национальный институт стандартов»
2 ВНЕСЕН Министерством торговли и экономического развития Республики Армения
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол № 24 от 5 декабря 2003 г.)
За принятие проголосовали:
|
Краткое наименование страны по МК (ИСО 3166) 004-97 |
Код страны по МК (ИСО 3166) 004-97 |
Сокращенное наименование национального органа по стандартизации |
|
Армения |
AM |
Армстандарт |
|
Беларусь |
BY |
Госстандарт Республики Беларусь |
|
Казахстан |
KZ |
Госстандарт Республики Казахстан |
|
Кыргызстан |
KG |
Кыргызстандарт |
|
Молдова |
MD |
Молдова-Стандарт |
|
Российская Федерация |
RU |
Госстандарт России |
|
Таджикистан |
TJ |
Таджикстандарт |
|
Туркменистан |
TM |
Главгосслужба «Туркменстандартлары» |
|
Узбекистан |
UZ |
Узстандарт |
|
Украина |
UA |
Госпотребстандарт Украины |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 12 апреля 2005 г. № 81-ст межгосударственный стандарт ГОСТ 31178-2003 введен в действие непосредственно в качестве национального стандарта Российской Федерации с 1 января 2006 г.
5 ВВЕДЕН ВПЕРВЫЕ
ГОСТ 31178-2003
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
СТАНКИ СТРУЙНО-АБРАЗИВНЫЕ Типы и основные размеры Jet-abrasive machine tools. Types and basic dimensions |
Дата введения - 2006-01-01
1 Область применения
1.1 Настоящий стандарт распространяется на струйно-абразивные станки ручного управления, в том числе с выдвижным столом, и станки-полуавтоматы (далее - станки).
Стандарт не распространяется на струйно-абразивные станки-автоматы, в том числе встраиваемые в автоматические линии, а также на специальные и специализированные станки.
1.2 Струйно-абразивные станки применяют для:
- очистки поверхностей от окалины, ржавчины и нагара;
- удаления микрозаусенцев;
- подготовки поверхностей под гальваническое, лакокрасочное и другие виды покрытий, а также склеивание;
- снижения шероховатости поверхности;
- повышения эксплуатационных свойств поверхности (контактная прочность, износоустойчивость) за счет повышения микротвердости, маслоемкости поверхности и образования в поверхностном слое остаточных напряжений сжатия, повышения схватывающей способности поверхности;
- улучшения товарного вида (матовая поверхность без направленных следов обработки);
- выявления прижоговых зон и создания регулярного микрорельефа.
2 Нормативные ссылки
В настоящем стандарте использована нормативная ссылка на следующий межгосударственный стандарт:
ГОСТ 6636-69 Основные нормы взаимозаменяемости. Нормальные линейные размеры
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочного стандарта по указателю «Национальные стандарты», составленному по состоянию на 1 января текущего года, и по соответствующим информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться замененным (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Типы
3.1 Основными типами станков являются станки:
- ручного управления;
- ручного управления с выдвижным столом;
- полуавтоматы:
а) однопозиционные;
б) многопозиционные:
1) для последовательной обработки;
2) для групповой обработки.
3.2 Исполнение станков ручного управления, в том числе с выдвижным столом, должно быть горизонтальным, полуавтоматов - вертикальным.
4 Основные размеры
Основные размеры станков - в соответствии с рисунками 1-3 и таблицами 1-6.
Примечание - Рисунки не определяют конструкцию станков.
4.1 Станки ручного управления
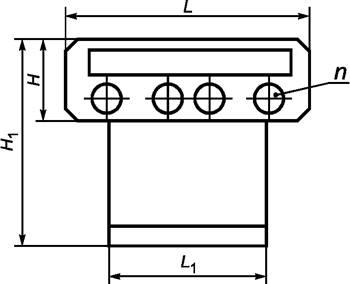
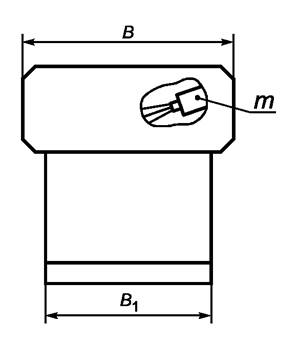
4.1.1 Основные размеры станков ручного управления должны соответствовать указанным на рисунке 1 и в таблице 1.
|
|
|
Размеры в миллиметрах
|
Наименование показателя |
Значение |
||||
|
Наибольшая длина обрабатываемой заготовки |
160 |
250 |
400 |
630 |
1000 |
|
Наибольшая ширина обрабатываемой заготовки |
100 |
160 |
250 |
400 |
630 |
|
Наибольшая высота обрабатываемой заготовки |
100 |
160 |
250 |
400 |
630 |
|
Наибольшая масса обрабатываемой заготовки, кг |
6,3 |
8 |
10 |
12 |
16 |
|
Длина камеры обработки L, не менее |
800 |
1000 |
1250 |
1600 |
|
|
Длина основания станка L1, не менее |
800 |
1000 |
1250 |
||
|
Ширина камеры обработки В, не менее |
1000 |
1250 |
|||
|
Ширина основания станка В1, не менее |
1000 |
||||
|
Высота станка Н, не менее |
1600 |
||||
|
Высота камеры обработки H1, не менее |
400 |
450 |
560 |
710 |
900 |
|
Число рукавов п для захвата струйных аппаратов |
2 |
4 |
|||
|
Число струйных аппаратов т |
1 |
2 |
3 |
||
4.1.2 Стол станка может быть вращающимся (например, в виде диска с отдельным приводом или без него) либо стационарным (например, прямоугольной формы в виде решетки).
4.2 Станки ручного управления с выдвижным столом
4.2.1 Основные размеры станков ручного управления с выдвижным столом должны соответствовать указанным на рисунке 2 и в таблице 2.
|
|
|
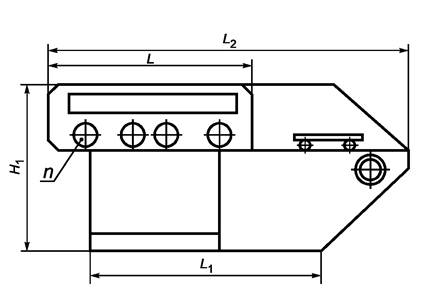
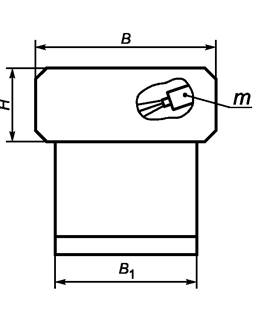
Таблица 2
Размеры в миллиметрах
|
Наименование показателя |
Значение |
|||||
|
Наибольшая длина обрабатываемой заготовки |
400 |
500 |
630 |
800 |
1000 |
1250 |
|
Наибольшая ширина обрабатываемой заготовки |
250 |
320 |
400 |
500 |
630 |
800 |
|
Наибольшая высота обрабатываемой заготовки |
160 |
250 |
400 |
630 |
||
|
Наибольшая масса обрабатываемой заготовки, кг |
25 |
40 |
50 |
63 |
80 |
100 |
|
Длина камеры обработки L, не менее |
800 |
1000 |
1250 |
1600 |
2000 |
|
|
Длина основания станка L1, не менее |
1000 |
1250 |
1600 |
2000 |
2500 |
3150 |
|
Длина станка L2, не менее |
1250 |
1600 |
2000 |
2240 |
2800 |
3550 |
|
Ширина камеры обработки В, не менее |
1000 |
1250 |
1600 |
|||
|
Ширина основания станка В1, не менее |
1000 |
|||||
|
Высота камеры обработки Н, не менее |
400 |
450 |
560 |
710 |
900 |
|
|
Высота станка H1, не менее |
1600 |
|||||
|
Число рукавов п для захвата струйных аппаратов |
2 |
4 |
||||
|
Число струйных аппаратов т |
2 |
3 |
||||
4.2.2 Допускается оборудовать станок вращающимся барабаном для обработки мелких изделий массой до 30 г.
4.3 Полуавтоматы
4.3.1 Однопозиционные полуавтоматы
Основные размеры однопозиционных полуавтоматов должны соответствовать указанным на рисунке 3а и в таблице 3.
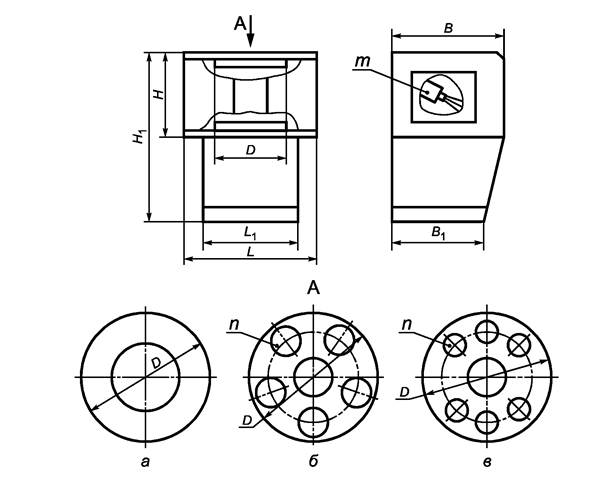
а - однопозиционные полуавтоматы;
б- многопозиционные полуавтоматы;
в - многопозиционные полуавтоматы групповой обработки
Таблица 3
Размеры в миллиметрах
|
Наименование показателя |
Значение |
|||||
|
Наибольшая высота обрабатываемой заготовки |
320 |
400 |
500 |
630 |
800 |
1000 |
|
Наибольший условный диаметр обрабатываемой заготовки |
500 |
400 |
320 |
250 |
200 |
160 |
|
Наибольшая масса обрабатываемой заготовки, кг |
250 |
200 |
160 |
125 |
100 |
|
|
Длина камеры обработки L, не менее |
1250 |
11200 |
||||
|
Длина основания полуавтомата L1, не менее |
1120 |
1000 |
||||
|
Ширина камеры обработки В, не менее |
1250 |
1120 |
||||
|
Ширина основания полуавтомата В1, не менее |
1120 |
1000 |
||||
|
Высота камеры обработки Н, не менее |
1000 |
1120 |
1250 |
1400 |
1600 |
|
|
Высота полуавтомата Н1, не менее |
2000 |
2240 |
2500 |
2800 |
||
|
Диаметр стола D, не менее |
600 |
500 |
420 |
360 |
300 |
260 |
|
Число струйных аппаратов т |
6 |
8 |
10 |
|||
4.3.2 Многопозиционные полуавтоматы
4.3.2.1 Основные размеры многопозиционных полуавтоматов для последовательной обработки с периодическим перемещением стола на одну позицию приведены на рисунке 3б и в таблице 4.
Таблица 4
Размеры в миллиметрах
|
Наименование показателя |
Значение |
|||||
|
Наибольшая высота обрабатываемой заготовки |
400 |
320 |
||||
|
Наибольший условный диаметр обрабатываемой заготовки |
250 |
200 |
160 |
110 |
160 |
110 |
|
Наибольшая масса обрабатываемой заготовки, кг |
25 |
16 |
10 |
16 |
10 |
|
|
Длина камеры обработки L, не менее |
1250 |
|||||
|
Длина основания полуавтомата L1, не менее |
1120 |
1250 |
||||
|
Ширина камеры обработки В, не менее |
1250 |
|||||
|
Ширина основания полуавтомата В1, не менее |
1120 |
|||||
|
Высота камеры обработки Н, не менее |
1120 |
1000 |
||||
|
Высота полуавтомата H1, не менее |
2240 |
2120 |
||||
|
Диаметр стола D, не менее |
630 |
800 |
||||
|
Число позиций стола п |
3 |
5 |
7 |
9 |
7 |
9 |
|
Число струйных аппаратов т |
6 |
8 |
12 |
8 |
12 |
|
|
Число позиций загрузки |
1 |
|||||
|
Число позиций обработки |
2 |
3 |
4 |
6 |
4 |
6 |
4.3.2.2 Основные параметры и размеры многопозиционных полуавтоматов для групповой обработки с периодическим перемещением стола на 180 ° приведены на рисунке Зв и в таблице 5.
4.3.3 Допускается расположение стола полуавтоматов в нижней или верхней части камеры обработки.
4.4 Допускается изменение основных размеров станков в сторону увеличения или уменьшения по ряду Ra 20 или Ra 40 (ГОСТ 6636), но не более чем на две ступени, по сравнению с размерами, указанными в таблицах 1-5.
(Поправка)
Таблица 5
Размеры в миллиметрах
|
Наименование показателя |
Значение |
|||||
|
Наибольшая высота обрабатываемой заготовки |
400 |
320 |
||||
|
Наибольший условный диаметр обрабатываемой заготовки |
250 |
200 |
160 |
110 |
160 |
110 |
|
Наибольшая масса обрабатываемой заготовки, кг |
25 |
16 |
10 |
16 |
10 |
|
|
Длина камеры обработки L, не менее |
1250 |
|||||
|
Длина основания полуавтомата L1, не менее |
1120 |
1250 |
||||
|
Ширина камеры обработки В, не менее |
1250 |
|||||
|
Ширина основания полуавтомата В1, не менее |
1120 |
|||||
|
Высота камеры обработки Н, не менее |
1120 |
1000 |
||||
|
Высота полуавтомата H1, не менее |
2240 |
2120 |
||||
|
Диаметр стола D, не менее |
630 |
800 |
||||
|
Число позиций стола п |
2 |
4 |
6 |
8 |
6 |
8 |
|
Число струйных аппаратов т |
4 |
6 |
8 |
12 |
8 |
12 |
|
Число позиций загрузки |
1 |
2 |
3 |
4 |
3 |
4 |
|
Число позиций обработки |
1 |
2 |
3 |
4 |
3 |
4 |
Ключевые слова: станки струйно-абразивные, типы, основные размеры
СОДЕРЖАНИЕ