ЦЕНТРАЛЬНЫЙ
ИНСТИТУТ НОРМАТИВНЫХ ИССЛЕДОВАНИЙ
И НАУЧНО-ТЕХНИЧЕСКОЙ ИНФОРМАЦИИ «ОРГТРАНССТРОЙ»
МИНИСТЕРСТВА ТРАНСПОРТНОГО СТРОИТЕЛЬСТВА
ОПЕРАЦИОННЫЕ ТЕХНОЛОГИЧЕСКИЕ КАРТЫ
ИЗГОТОВЛЕНИЕ
ЖЕЛЕЗОБЕТОННЫХ
ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ
ПЛИТ ПЕРЕКРЫТИЯ ПО
ПРОТОЧНО-АГРЕГАТНОЙ ТЕХНОЛОГИИ
Москва 1977
Операционные технологические карты разработаны отделом совершенствования технологии на промышленных предприятиях и охраны природы института «Оргтрансстрой» (исполнители В.В. Юдин) с участием Тульской НИС (исполнитель Я.Б. Брызжев), Ростовской НИС (исполнитель Ю.М. Попов) и Куйбышевской НИС (исполнитель В.И. Худяков) Министерства транспортного строительства.
Редактор В.Т. Михайлов
I. Общие указания
Технологические операционные карты разработаны на основании изучения производства работ при изготовлении пустотных плит перекрытий серии ИИ-04 на Оренбургском, Рязанском и Бесланском заводах ЖБК Главстройпрома Министерства транспортного строительства по поточно-агрегатной технологии.
Карты предназначены для рабочих, бригадиров и инженерно-технических работников.
Плиты перекрытий изготовляются по чертежам, разработанным Московским институтом типового и экспериментального проектирования МИТЭП. Технологические карты могут быть применены при изготовлении аналогичных плит перекрытий связевого варианта серии ИИ-04, разработанных Центральным научно-исследовательским институтом экспериментального проектирования учебных зданий совместно с научно-исследовательским институтом бетона и железобетона Госстроя СССР - НИиЖБ. Рабочие чертежи утверждены приказом № 173 от 13 августа 1973 г. Госкомитета по гражданскому строительству и архитектуре при Госстрое СССР и введены в действие с 1 октября 1973 года.
В основу технологических карт заложена технология изготовления плиты перекрытия типа ПК8-58-12. Эти же карты могут быть применены и при изготовлении других типов пустотных плит серии ИИ-04.
Техническая характеристика плиты перекрытия ПК8-58-12
Марка бетона - 200
Объем бетона - 0,8 м3
Расход стали - 39,2 кг
Масса плиты - 2 т
Габаритные размеры (рис. 1):
длина (l) - 5760 мм
ширина (в) - 1190 мм
высота (h) - 220 мм
Предельные отклонения от проектных размеров плит перекрытия приняты в соответствии с ГОСТ 13015-75 «Изделия железобетонные и бетонные»
по длине Δ1 ± 8 мм
по ширине Δ2 ± 5 мм
по высоте Δ3 ± 5 мм
Отклонения от номинальных размеров отверстий в изделии не должны превышать ±5 мм.
Отклонения от прямолинейности реального профиля поверхности изделия в любом сечении на длине 2 м, характеризуемые величиной наибольшего расстояния от точек реального профиля до прилегающей прямой, не должно превышать:
3 мм - для лицевых поверхностей, а также для нелицевых поверхностей, непрямолинейность которых влияет на качество монтажа;
5 мм - для нелицевых поверхностей, непрямолинейность которых не влияет на качество монтажа.
Непрямолинейность на всю длину изделия проверяется в любом сечении боковых граней. Она не должна превышать 8 мм.
Отклонение от плоскостности (неплоскостностъ) изделия не должно превышать 8 мм.
Разность длин диагоналей лицевых плоскостей плит не должна превышать 16 мм.
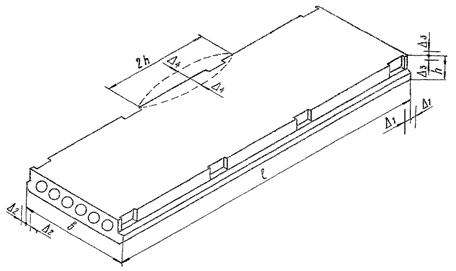
Рис. 1. Схема плиты перекрытия ПК8-58-12 с указанием предельных отклонений
Отклонение от перпендикулярности смежных поверхностей изделия, характеризуемое отклонением угла между торцевой и боковой поверхностями от прямого угла (90°), выраженное в линейных единицах на заданном размере Б (размер поперечного сечения изделия - ширина, высота или диаметр) при отсутствии специальных требований, не должно превышать 0,01 проверяемого размера Б.
Размеры раковин, местных наплывов и впадин не должны превышать
|
Местные наплывы (высота) и впадины (глубина), мм |
||
|
Диаметр |
Глубина |
|
|
1 |
1 |
1 |
Число раковин допустимых размеров на любом участке лицевой бетонной поверхности площадью 0,04 м2 (200×200 мм) не должно превышать - 5.
На лицевых поверхностях изделий не допускаются жировые и ржавые пятна.
Качество гладких бетонных поверхностей должно соответствовать утвержденному эталону изделия.
Эталон изделия согласовывается предприятием-изготовителем с потребителем, проектной организацией, осуществляющей привязку проекта здания или сооружения, и органами государственного архитектурно-строительного контроля.
В бетоне изделия, поставляемого потребителю, трещины не допускаются, за исключением усадочных и других поверхностных технологических трещин, ширина которых не должна превышать 0,1 мм.
Кубиковая прочность бетона к моменту отпуска изделий с завода должна быть в зимних условиях не ниже 100 % проектной, а в теплое время не ниже 70 %, причем завод-изготовитель в этом случае должен гарантировать достижение 100 % прочности в 28-дневном возрасте.
В качестве крупного заполнителя применяется фракционированный щебень, отвечающий требованиям ГОСТ 10268-70.
В качестве мелкого заполнителя используется песок, отвечающий требованиям ГОСТ 10268-70.
Ненапряженная арматура для плит перекрытий принята из стали классов А-1, В-1 в виде сварных сеток и каркасов. Ненапряженная арматура и закладные детали должны отвечать требованиям ГОСТ 10922-75.
Напрягаемая продольная рабочая арматура проектом предусмотрена для обычного варианта класса А-IV, а для связевого варианта класса А-V.
Арматура натягивается электротермическим способом на упоры поддона с последующей передачей усилий натяжения на бетон после его твердения.
Закладные детали и монтажные петли завод-изготовитель получает централизованно.
Плоские каркасы и арматурные сетки изготавливаются в арматурном цехе в специальных шаблонах путем контактно-точечной сварки на сварочных машинах.
Применение дуговой электросварки вместо контактно-точечной запрещается.
Для изготовления плиты перекрытия предусмотрены проектом марки бетона 200 и 250.
Бетонная смесь должна отвечать требованиям ГОСТ 7473-61.
В качестве смазки применяются следующие материалы:
эмульсол - 10 %
кальцинированная сода - 0,4 - 0,8 %
вода - 89,6 - 89,2 %
Разрешается применять другие виды смазки в соответствии с инструкциями по их применению.
Тепловлажностная обработка плит перекрытий производится в пропарочной камере ямного типа. Режим тепловлажностной обработки принимается в соответствии с указаниями «Руководства по тепловой обработке бетонных и железобетонных изделий», М., НИИЖБ - ВНИИжелезобетон, 1974.
Для получения 70 % прочности бетона от проектной марки рекомендуется следующий режим тепловлажностной обработки:
выдержка изделий в камере при температуре 20 - 30 °C - 2 ч;
равномерный подъем температуры от 20 - 30 до 75 - 80 °C - 2 ч;
изотермический прогрев при температуре 75 - 80 °C - 4 ч;
снижение температуры от 75 - 80 до 30 °C - 2 ч;
выдержка изделий после пропаривания - 2 ч.
Полный цикл тепловлажностной обработки изделий при указанном режиме продолжается 12 ч.
Относительная влажность в камере должна быть около 100 %.
В зависимости от типа цемента, состава бетонной смеси и отпускной прочности режим тепловлажностной обработки подлежит корректировке лабораторией завода.
Качество плит перекрытия контролируется по рабочим чертежам, а исходных материалов - по действующим стандартам.
При отсутствии заводского паспорта на цемент его полностью испытывают в соответствии с ГОСТ 310-60.
Каждая партия щебня и песка должна иметь паспорт. На заводе-изготовителе производят контрольную проверку качества заполнителей в соответствии с требованиями ГОСТ 8269-64.
При приготовлении бетонной смеси должны проверяться:
правильность взвешивания составляющих;
подвижность (не реже двух раз в смену, а также при каждом изменении влажности заполнителей);
продолжительность перемешивания (не реже раза в смену).
Качество изготовления изделий контролируется маркировкой их, соблюдением допусков, правил приемки, условий складирования и транспортировки, методов испытания и других технических требований в соответствии с ГОСТ 13015-75.
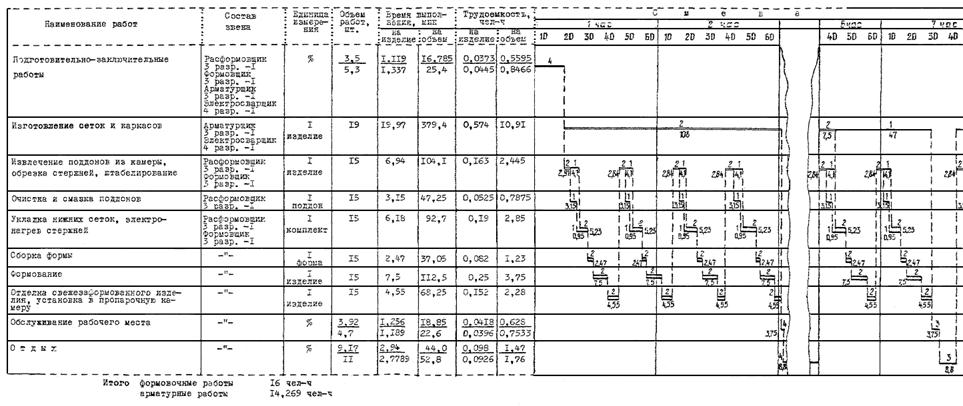
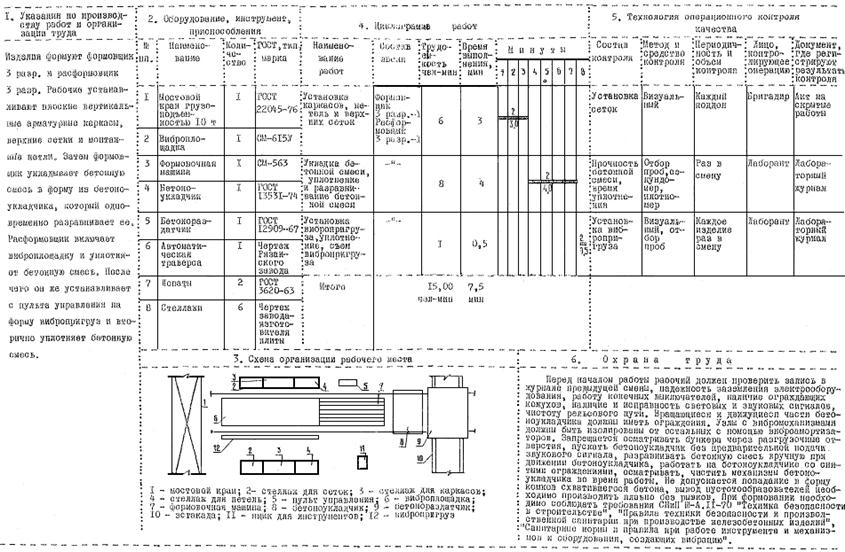
Технологические карты предусматривают изготовление плит перекрытий двумя звеньями:
I звено выполняет работы в формовочном цехе (рис. 2) - расформовщик 3 разр., формовщик 3 разр.;
II звено выполняет работы в арматурном цехе - арматурщик 3 разр., электросварщик 4 разр.
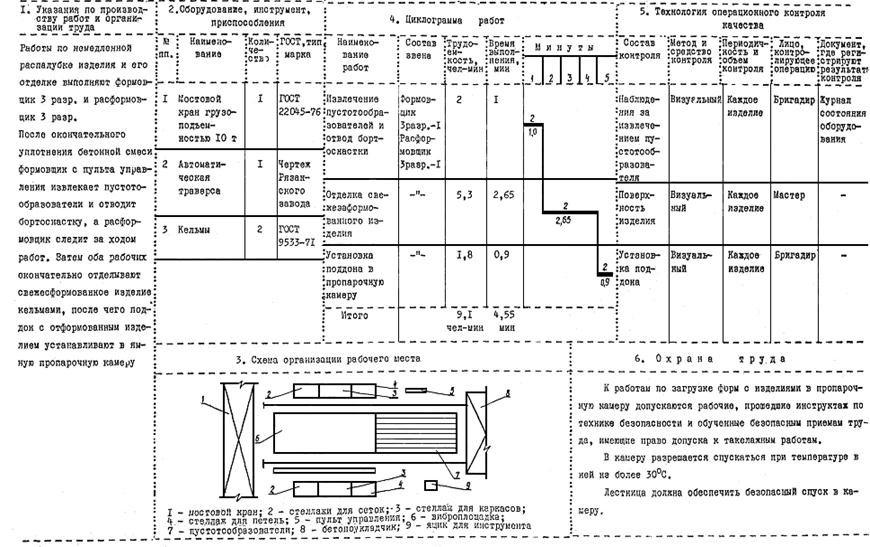
Каждая смена начинает рабочий день с открытия крышек пропарочных камер и извлечения изделий.
Первое звено выполняет операции в следующей очередности: оба рабочих извлекают поддон с изделием из пропарочной камеры и устанавливают его на посту распалубки. После чего оба приступают к обрезке арматурных выпусков напряженной арматуры, т.е. передают напряжение с упоров форм на бетон, затем формовщик транспортирует изделие на склад готовой продукции и устанавливает его в штабель, а расформовщик приступает к очистке и смазке поддона. Закончив очистку и смазку поддона, расформовщик начинает укладку нижних арматурных сеток. Формовщик после установки готового изделия в штабель возвращается к расформовщику и они вместе заканчивают укладку арматурных сеток. Затем они производят электротермический нагрев арматурных стержней и установку их в упоры поддона. После чего поддон краном транспортируется на пост формовки, где устанавливают его на виброплощадку.
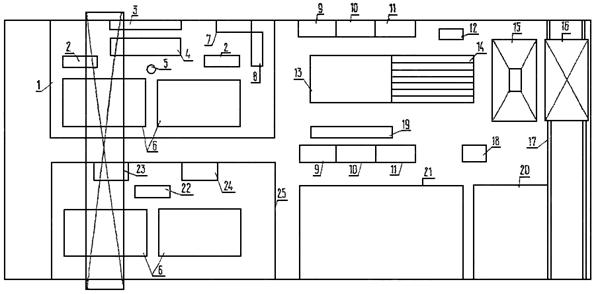
Рис. 2. Схема организации рабочего места:
1 - пост очистки и смазки; 2 - стеллажи для арматурных сеток; 3 - стеллаж для арматурных стержней; 4 - электронагревательная установка; 5 - емкость для смазки; 6 - поддоны; 7 - шкаф для удочки-распылителя; 8 - шкаф для инструмента; 9 - стеллажи для сеток; 10 - стеллажи для каркасов; 11 - стеллажи для петель; 12 - пульт управления; 13 - виброплощадка; 14 - формовая машина; 15 - бетоноукладчик; 16 - бетонораздатчик; 17 - эстакада; 18 - ящик для инструмента; 19 - вибропригруз; 20 - пост выдержки изделий; 21 - пропарочные камеры; 22 - электросварочный трансформатор; 23 - шкаф для сварочных аппаратов; 24 - ящик для инструмента; 25 - пост распалубки
С пульта управления оператором производятся ввод пустотообразователей и сдвижка боковых бортов. Затем оба рабочих устанавливают вертикальные плоские арматурные каркасы, верхние сетки, монтажные петли и фиксаторы защитного слоя. После чего заполняют бетонной смесью формы из бетоноукладчика с разравниванием ее. После укладки бетонной смеси в форму ее уплотняют на виброплощадке при помощи вибропригруза.
После чего оператор с пульта управления выводит пустотообразователи и продольные борты опалубки.
Затем оба рабочих приступают к отделке свежезаформованного изделия и устанавливают поддон с изделием в пропарочную камеру.
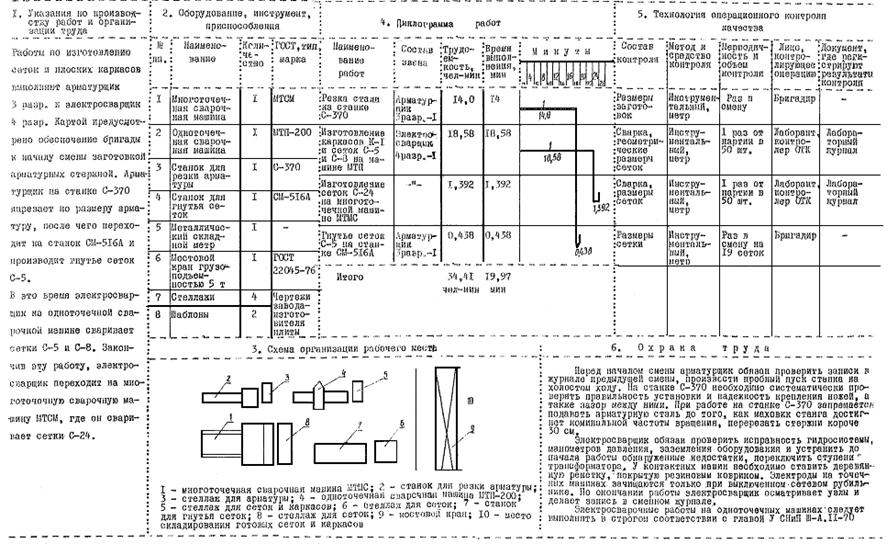
Второе звено выполняет операции в следующей очередности: арматурщик 3 разр. заготовляет арматуру на станке С-370, после чего переходит на станок СМ-516А для гнутья сеток и производит гнутье сеток С-5, электросварщик 4 разр. на одноточечной сварочной машине МТП-200 сваривает каркасы и нижние арматурные сетки, затем он переходит на многоточечную сварочную машину МТМС и сваривает сетки С-24.
Изготовление арматурных напрягаемых стержней и монтажных петель в картах не предусмотрено, так как завод получает их централизованно.
Работа машиниста мостового крана оплачивается повременно, поэтому он в состав бригады не входит.
II. Правила техники безопасности, производственной санитарии
При изготовлении плит перекрытий должны соблюдаться «Правила техники безопасности и производственной санитарии при производстве бетонных и железобетонных изделий», М., Оргтрансстрой, 1974.
Для создания благоприятных условий работы в цехе необходимо: рабочие места убирать в процессе работы и к концу смены, используемые инструменты и приспособления размещать на специальных стеллажах в зоне постов.
Смазку форм необходимо хранить около постов распалубки, при переноске и использовании смазки не допускать попадания ее на пол.
Освещение в цехе рекомендуется люминесцентное.
Температура в цехе должна поддерживаться 16 - 18 °С при относительной влажности воздуха не менее 60 и не более 80 %.
Рабочие должны быть обеспечены спецодеждой в соответствии с нормами.
В соответствии с санитарными нормами уровень шума должен быть не более 90 дб. Администрация обязана проводить мероприятия по снижению шума в производственном помещении.
Плиты перекрытий с круглыми пустотами складируются в штабель высотой не более 2,5 м.
Стропят плиты за монтажные петли автоматической траверсой.
К изготовлению плит перекрытия допускаются лица не моложе 18 лет, прошедшие медицинское освидетельствование, обучение по установленной программе и изучившие правила техники безопасности и сигнализации.
Рабочие, занятые на изготовлении плит перекрытий должны изучать типовые инструкции по охране труда по профессиям: «Типовая инструкция по технике безопасности для арматурщиков», М., Оргтрансстрой, 1977, «Типовая инструкция по технике безопасности для пропарщиков и автоклавщиков», М., Оргтрансстрой, 1963, «Типовая инструкция по технике безопасности для сварщика, работающего на машинах контактной сварки, и для электросварщиков автоматической и полуавтоматической дуговой сварки», М., Оргтрансстрой, 1971, а также СНиП III-А.11-70, «Техника безопасности в строительстве» раздел 5 «Электросварочные работы».