|
КАРТА ТРУДОВОГО ПРОЦЕССА СТРОИТЕЛЬНОГО ПРОИЗВОДСТВА |
КТ-4.1-0.30-77 |
|
|
Разработана конструкторско-технологическим институтом Минпромстроя СССР *) Откорректирована и рекомендована ВНИПИ труда в строительстве Госстроя СССР для внедрения в строительное производство |
||
|
СБОРКА СЕКЦИЙ |
||
|
Входит в комплект карт ККТ-4.1-6 Покрытие промышленных зданий из полигональных сводов |
||
|
Взамен КТ |
*) 300600, г. Тула, проспект Ленина, 108.
1. ОБЛАСТЬ И ЭФФЕКТИВНОСТЬ ПРИМЕНЕНИЯ КАРТЫ
1.1. Карта предназначена для организации труда рабочих при сборке секций полигональных сводов из плит ПКЖ для покрытий производственных зданий.
1.2. Показатели производительности труда
Выработка на 1 чел.-день, секций сводов 1,95 -
Затраты труда на одну секцию свода пролетом 24 м, чел.-ч 4,1 -
Примечание. В затраты труда включено время на подготовительно-заключительные работы и отдых.
2. УСЛОВИЯ И ПОДГОТОВКА ВЫПОЛНЕНИЯ ПРОЦЕССА
2.1. До начала работ необходимо завезти на приобъектную площадку и складировать железобетонные плиты, заготовки затяжек и подвесов, а также доставить и разместить на площадке, в соответствии со схемой организации работ, кондуктор для сборки секций полигональных сводов, инструменты и инвентарь.
2.2. Качество железобетонных плит должно соответствовать требованиям ГОСТ 13015-67 «Изделия железобетонные и бетонные, общие технические требования» и СНиП I-В.5-1-62 «Железобетонные изделия, общие указания».
2.3. Работы следует выполнять, строго соблюдая правила техники безопасности и охраны труда рабочих согласно СНиП III-А.11-70, § 14,
3. ИСПОЛНИТЕЛИ, ПРЕДМЕТЫ И ОРУДИЯ ТРУДА
3.1. Исполнители:
монтажник конструкций (он же электросварщик) V разряда (М1) - 1
монтажник конструкций (он же электросварщик) IV разряда (М2) - 1
монтажник конструкций (он же электросварщик) III разряда (М3) - 1
монтажник конструкций III разряда (М4) - 1
3.2. Инструменты, приспособления и инвентарь
|
Наименование, назначение и основные параметры |
ГОСТ, № чертежа |
Количество, шт. |
|
Строп четырехветвевой удлиненный «Паук» |
Чертежи Челябинского УралНИИстромпроекта *) |
2 |
|
Кондуктор для укрупнительной сборки сводов пролетом 24 м |
Чертежи того же института |
2 |
|
Аппарат электросварочный |
ТС-500 |
2 |
|
Комплект инструментов электросварщика |
- |
2 |
|
Лом монтажный |
ГОСТ 1405-72 |
4 |
|
Метр стальной складной |
ГОСТ 7253-54 |
2 |
|
Ключ гаечный двусторонний |
ГОСТ 2839-71 |
2 |
|
Щетка стальная |
Каталог-справочник ЦНИИТЭстроймаша, **) стр. 83 |
2 |
|
Уровень строительный |
УС1-300, ГОСТ 9416-67 |
1 |
|
Ящик для инструментов |
- |
1 |
|
Лестница приставная высотой 2 м |
- |
1 |
*) г. Челябинск, проспект Ленина, 89.
**) Москва, Г-19, ул. Маркса и Энгельса, 7/10.
4. ТЕХНОЛОГИЯ ПРОЦЕССА И ОРГАНИЗАЦИЯ ТРУДА
4.1. Секции полигональных сводов собирают на специальном кондукторе.
4.2. Операции по сборке секций полигональных сводов выполняют в следующем порядке: укладывают сначала опорные, а затем промежуточные плиты на кондуктор, одновременно раскладывая затяжки и подвесы; соединяют уложенные на кондуктор плиты между собой при помощи стальных накладок, привариваемых к закладным деталям в углах плит; протягивают через отверстия в опорных частях плит затяжки диаметром 24 мм; соединяют затяжки в средней части свода электросваркой; устанавливают стальные подвесы диаметром 12 мм; окончательно натягивают затяжки.
4.3. Организация рабочего места
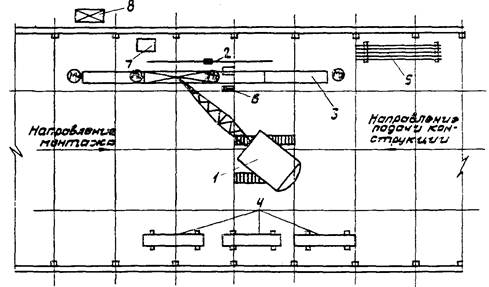
![]() - рабочие места монтажников
- рабочие места монтажников
1 - монтажный кран; 2 - строп четырехветвевой; 3 - кондуктор; 4 - плиты ПКЖ; 5 - стеллаж с заготовками затяжек и подвесов; 6 - шкаф для хранения накладных деталей, шайб и гаек; 7 - ящик для инструментов; 8 - сварочный пост
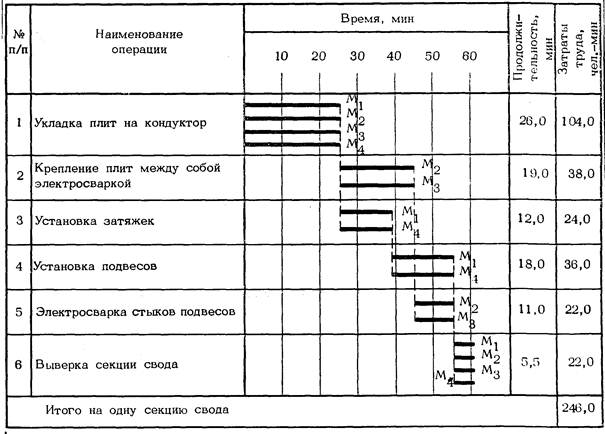
4.4. График трудового процесса
4.5. Описание операций
|
№ по графику |
Наименование операций, их продолжительность, *) исполнители и орудия труда; характеристика приемов труда |
|
1 |
2 |
|
1 |
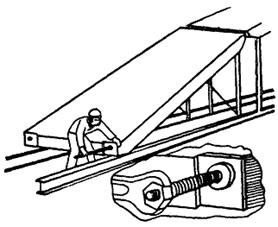
УКЛАДКА ПЛИТ НА КОНДУКТОР; 26 мин; М1, М2, М3, М4; ломы, щетки стальные, метр
Монтажники М3 и М4 очищают места опирания плит и закладные детали от наплывов раствора, стропят и подают плиты на кондуктор, раскладывают затяжки и подвесы. Монтажники М1 и М2 принимают плиты и укладывают их на кондуктор. Положение уложенных на кондукторе плит выверяют метром. При необходимости монтажники М1 и М2 ломами рихтуют плиты в пределах нанесенных на кондукторе рисок и ограничителей |
|
2 |
КРЕПЛЕНИЕ ПЛИТ МЕЖДУ СОБОЙ ЭЛЕКТРОСВАРКОЙ; 19 мин; М2, М3; электросварочные аппараты, инструменты электросварщика Зачистив места сварки монтажных стыков железобетонных плит, монтажники М2 и М3 крепят плиты между собой электросваркой. Затем устанавливают затяжки и стыкуют их электросваркой в средней части |
|
3 |
УСТАНОВКА ЗАТЯЖЕК; 12 мин; М1, М4; щетка стальная, гаечные ключи Монтажник М4 подносит ранее заготовленные арматурные стержни с болтами приваренными к их концам и укладывает их на кронштейны кондуктора, расположенные на уровне отверстий в опорных плитах. Монтажник М1, очистив отверстия щеткой заводит и протягивает сквозь них затяжки. Затем, смазав солидолом резьбу болтов, монтажники М1 и М4 надевают на них шайбы и навинчивают гайки. После сварки затяжек монтажники М1 и М4 производят натяжение затяжек до тех пор, пока промежуточные плиты в коньковой части не приподнимутся над кондуктором на 40 мм
|
|
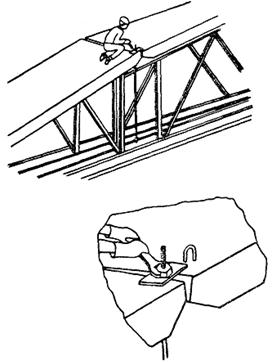
4 |
УСТАНОВКА ПОДВЕСОВ; 18 мин; М1, М4; гаечные ключи, метр Монтажник М4 заводит нижнюю часть подвеса на затяжку. Монтажник М1, поднявшись на свод, пропускает сверху в зазор между плитами верхнюю часть подвеса. Остальные подвесы они устанавливают так же. После того, как монтажники М2 и М3 закончат сварку подвесов, монтажники М1 и М4 подтягивают подвесы, закручивая гайки
|
|
5 |
ЭЛЕКТРОСВАРКА СТЫКОВ ПОДВЕСОВ; 11 мин; М2, М3; электросварочные аппараты, инструменты электросварщика Монтажники М2 и М3 соединяют концы верхней и нижней частей подвесов внахлестку и в вертикальном положении сваривают их прерывистым швом длиной 100 - 120 мм |
|
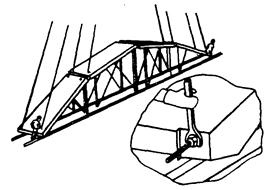
6 |
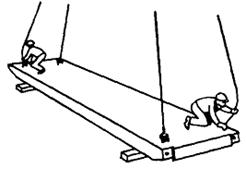
ВЫВЕРКА СЕКЦИИ СВОДА; 5,5 мин; М1, М2, М3, М4; стропы, гаечные ключи Закрепив подвесы, монтажники М1 и М4 цепляют крюки стропов за монтажные петли и затем спускаются на землю. После этого монтажники М1, М2, М3 и М4 для окончательного натяжения затяжек гаечными ключами подкручивают гайки на болтах
|
*) На одну секцию свода.
СОДЕРЖАНИЕ
|
1. Область и эффективность применения карты.. 1 2. Условия и подготовка выполнения процесса. 1 |