ЦЕНТРАЛЬНЫЙ ИНСТИТУТ НОРМАТИВНЫХ ИССЛЕДОВАНИЙ
НАУЧНО-ТЕХНИЧЕСКОЙ ИНФОРМАЦИИ «ОРГТРАНССТРОЙ»
МИНИСТЕРСТВА ТРАНСПОРТНОГО СТРОИТЕЛЬСТВА
ТЕХНОЛОГИЧЕСКИЕ
КАРТЫ
УСТРОЙСТВО ЦЕМЕНТОБЕТОННЫХ
И ЖЕЛЕЗОБЕТОННЫХ
АЭРОДРОМНЫХ ПОКРЫТИЙ
ТЕХНОЛОГИЧЕСКАЯ КАРТА № 5
НАРЕЗКА ШВОВ В ЗАТВЕРДЕВШЕМ БЕТОНЕ
МОСКВА 1976
Технологические карты разработаны отделом внедрения передовых методов труда и технического нормирования в
строительстве автомобильных дорог и аэродромов института «Оргтрансстрой» (исполнители В.К. Пишванов, Л.С. Королева и Л.А. Мелешкина).
Технологическая карта предусматривает
нарезку швов в затвердевшем цементобетонном или железобетонном
покрытии нарезчиком Д-903 (ДС-510) с алмазными
дисками.
Швы нарезают после снятия рельс-форм по
полиэтиленовой пленке, уложенной для ухода за свежеуложенным
бетоном.
I. УКАЗАНИЯ ПО
ТЕХНОЛОГИИ ПРОИЗВОДСТВЕННОГО ПРОЦЕССА
Нарезку швов в затвердевшем бетоне
производят при достижении бетоном прочности 80 - 100 кг/см2. Время необходимое для
набора указанной прочности бетоном в зависимости
от температуры воздуха, составляет в ч:
Время в часах 6
- 8 10 -
12 15 - 20 24
- 30
Средняя температура воздуха, °С 25 - 30 15
- 25 5 - 16 5
Швы нарезают ступенчатого сечения. Для
нарезки швов со ступенчатым сечением на рабочем органе нарезчика устанавливают
передний карборундовый диск диаметром 300 -
320 мм, толщиной 7 - 8 мм, задний диск - алмазный
такого же диаметра толщиной 3,5 мм. Шов со ступенчатой формой прорези
может быть получен также при нарезке алмазными дисками: двумя дисками (один
- диаметр 250 мм, другой - 200 мм), установленными на одном шпинделе; тремя дисками, из которых
два диска диаметром 200 мм установлены на переднем и один диаметром 250 мм
- на заднем шпинделе нарезчика.
Пазы швов расширения и контрольных швов нарезают пакетом карборундовых дисков, общая толщина которых равна ширине шва. Пакет дисков устанавливают на одном шпинделе. Пазы швов расширения можно нарезать
алмазными дисками: сделать две параллельные прорези по краям шва, а бетон между
прорезями и верхом конусной доски выколоть ломиком. Для нарезки шва заданного
сечения диски устанавливают по высоте, регулируя их положение датчиками глубины.
Поперечные швы сжатия нарезают подряд,
пропуская швы расширения и контрольные швы. Перед нарезкой на покрытии прочерчивают по рейке линии шва, которые должны быть
прямыми, совпадать со швами смежной полосы и быть строго перпендикулярными
кромкам покрытия.
Нарезчик устанавливают перед линией
разметки шва так, чтобы при наезде на эту линию указатели совпали с ней. Затем нарезчик поднимают на поворотном круге и с помощью выдвижной рукоятки разворачивают так, чтобы указатель продольной симметрии
совпал с линией разметки шва.
Машину опускают на ходовые колеса,
опускают рабочий
орган (при этом диски должны войти в паз, прорезанный ранее
на смежной полосе) и начинают нарезку шва, заглубляя диски и охлаждая их водой
через форсунки.
Резание шва начинают при минимальной подаче, а затем с помощью дросселя гидродвигателя постепенно увеличивают ее в зависимости от
физико-механических свойств бетона и глубины прорези. В процессе нарезки шва
следят за направлением резания, контролируя
его по указателю продольной симметрии. Глубину нарезки контролируют визуально по сегменту заглубления диска.
По окончании нарезки поперечного шва рабочий
орган поднимают в транспортное положение, машину поднимают на поворотном круге
и разворачивают ее для передвижения к следующему шву. Затем нарезчик опускают
на ходовые колеса и на транспортной скорости он переезжает к следующему шву.
При нарезке поперечных швов маячного ряда
швы нарезают в два приема от середины к краям, так как нарезчик не должен съезжать с
покрытия. После того, как первая часть поперечного шва (1,5 - 2 м до края покрытия)
нарезана, рабочий орган нарезчика переводят в транспортное положение (при этом
вращение дисков автоматически останавливается),
поднимают нарезчик на поворотном круге и поворачивают на 180°. Точность
разворота проверяется указателем продольной
симметрии, который должен попасть в нарезанную часть шва. Затем опускают нарезчик на ходовые колеса, опускают рабочий орган (при этом диски
должны войти в прорезанный ранее шов) и дорезают шов (рис. 13). Закончив нарезку поперечных швов сжатия, меняют
алмазные диски карборундовыми, после чего нарезчик перемещают к началу захватки на транспортной скорости и
аналогичными методами нарезают пазы швов расширения и контрольных швов.
(Измененная редакция, Поправка).
Емкость с водой, находящуюся на смежной
полосе, перемещают по мере передвижения нарезчика автомобилем. После окончания работы
нарезчик устанавливают в транспортном положении на месте стоянки, а диски
снимают. Запасные алмазные диски хранят в сейфах.
Для сокращения расхода алмазных дисков и воды рекомендуется
применять смазывающе-охлаждающую жидкость СОЖ (растворенные в 1 м3 воды 10 кг гудрона
от хлопкового масла и 0,35 кг каустической соды).
В качестве СОЖ можно также применять
водно-мыльный раствор с содержанием стирального порошка «Лотос» в количестве от
0,3 до 0,5 % (или «Донбасс», «Кристалл», «Мылолит»
с изменениями в дозировке). Стиральный порошок
вводится в воду охлаждения в расходную емкость на рабочей площадке.
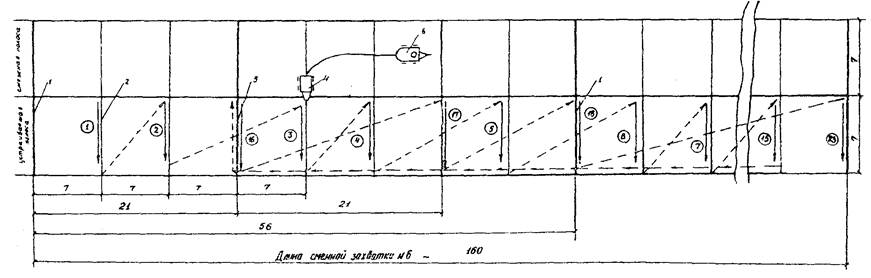
Рис. 13. Технологическая схема нарезки
температурных швов в затвердевшем цементобетоном (железобетонном)
покрытии нарезчиком Д-903 с алмазными дисками:
1
- шов расширения; 2 - шов сжатия; 3 - контрольный шов; 4 - нарезчик
швов Д-903; 5 - цистерна с водой. Стрелками обозначено направление движения
нарезчика при нарезке швов (рабочий ход), а цифрами в кружках - последовательность нарезки;
пунктиром обозначено направление движения нарезчика при транспортном режиме (холостой ход).
Полиэтиленовую пленку, перерезанную в местах нарезки швов,
склеивают липкой полиэтиленовой лентой. Предварительно щеткой сгоняют воду с
краев пленки вдоль шва.
II. УКАЗАНИЯ ПО ОРГАНИЗАЦИИ
ТРУДА
Работы по нарезке температурных швов в
затвердевшем цементобетонном покрытии выполняют, как правило, в две смены (на
захватке № 6).
Для успешного выполнения работ на участок заранее должны быть
доставлены все необходимые материалы и инструменты.
Работы выполняет звено в следующем
составе:
Машинист нарезчика 4 разр. - 1
Дорожный рабочий 1 » -
1
Все операции по нарезке швов выполняет
машинист 4 разр. В начале смены он производит осмотр нарезчика, проверяет натяжение ремней
и цепей, уровень топлива в топливном баке и уровень масла в баке гидросистемы, затяжку болтов и надежность стопорных устройств крепежа.
Все рукоятки управления золотниками до
начала нарезки швов машинист должен поставить в нейтральное положение, а
рукоятки управления дросселями - в положение минимальной подачи. Он прочищает форсунки, подсоединяет шланги к системе охлаждения и проверяет
подачу воды - она должна самотеком вытекать
через форсунки.
После осмотра машины машинист запускает и прогревает
двигатель, проверяет работу механизма подъема
и опускания рабочего органа машины, работу механизма подъема на
опорно-поворотном круге, проверяет скорости передвижения нарезчика.
В течение смены машинист нарезает швы,
меняет режущие
диски на шпинделях нарезчика.
Дорожный рабочий 1 разр. размечает швы
вместе с машинистом нарезчика; по мере продвижения нарезчика или цистерны с
водой он переносит шланг подачи воды к нарезчику, в необходимых случаях
помогает машинисту устанавливать нарезчик на шов, в
процессе нарезки шва периодически контролирует положение указателя курса
нарезчика. После нарезки шва дорожный рабочий липкой лентой склеивает края
разрезанной полиэтиленовой пленки.
По окончании работы машинист и дорожный
рабочий снимают диски, отсоединяют шланг подачи воды, очищают нарезчик.
III. ГРАФИК НАРЕЗКИ ШВОВ
НАРЕЗЧИКОМ Д-903 (ДС-510) С АЛМАЗНЫМИ ДИСКАМИ НА ЗАХВАТКЕ ЦЕМЕНТОБЕТОННОГО
(ЖЕЛЕЗОБЕТОННОГО) ПОКРЫТИЯ ДЛИНОЙ 160 м (161 м швов)
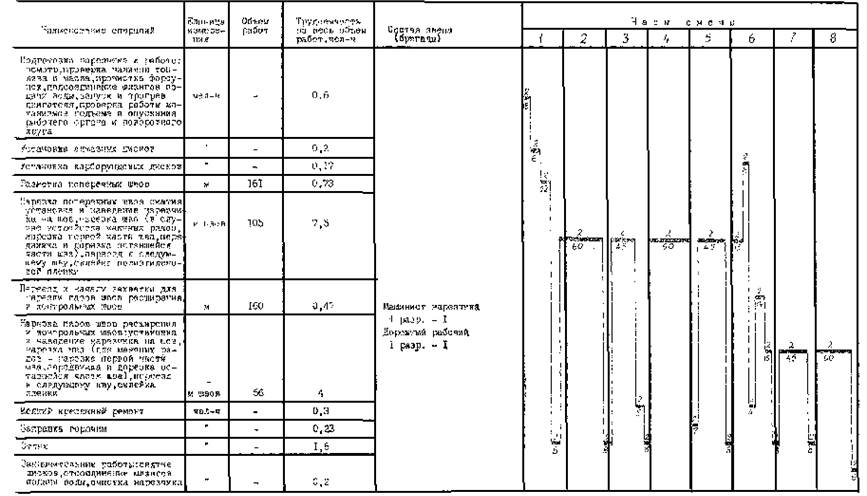
Итого на 160 м цементобетонного покрытия (1120 м2) чел-ч - 16
на 1000 м2 покрытия « -
14,3 (1,78
чел-дн)
Примечания. Цифра над линией - количество рабочих.
Цифра под линией - продолжительность
операции, мин
↑ - рекомендуемое время начала обеденного перерыва.
IV. КАЛЬКУЛЯЦИЯ ЗАТРАТ ТРУДА
НА НАРЕЗКУ ТЕМПЕРАТУРНЫХ ШВОВ АЛМАЗНЫМИ ДИСКАМИ НАРЕЗЧИКОМ Д-903 (ДС-510) НА
СМЕННОЙ ЗАХВАТКЕ ДЛИНОЙ 160 м ЦЕМЕНТОБЕТОННОГО (ЖЕЛЕЗОБЕТОННОГО) ПОКРЫТИЯ (161
м швов)
|
Шифр норм и расценок
|
Состав звена
|
Описание работы
|
Единица измерения
|
Объем работ
|
Норма времени, чел-ч
|
Расценка, руб.-коп.
|
Нормативное время на полный объем работ, чел-ч
|
Стоимость затрат труда на полный объем
работ, руб.-коп.
|
|
ТНиР § Т 92-2-3, п. 1а
|
Машинист
4 разр. - 1
Дорожный рабочий
1 разр. - 1
|
Нарезка
поперечных швов нарезчиком с алмазными дисками Д-903 (ДС-510) в затвердевшем цементобетонном покрытии
|
100 м шва
|
1,61
|
12,6 (6,3)
|
6-70
|
20,29
|
10-79
|
|
|
И того на одну захватку 160 м
покрытия (1120 м2)
|
|
|
|
|
20,29
|
10-79
|
|
|
Итого
на 1000 м2
|
|
|
|
|
18,12 (2,26 чел-дн)
|
9-63
|
(Измененная редакция, Поправка).
V. ОСНОВНЫЕ
ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ
|
Наименование показателей
|
Единица измерения
|
По калькуляции А
|
По графику Б
|
На сколько процентов показатель по графику больше (+) или меньше (-), чем по калькуляции 
|
|
Трудоемкость на 1000 м2
|
чел-дн
|
2,26
|
1,78
|
-21,2
|
|
Средний разряд рабочих
|
|
2,5
|
2,5
|
-
|
|
Среднедневная заработная плата
одного рабочего
|
руб.-коп.
|
4-26
|
5-41
|
+27
|
|
Коэффициент использования нарезчика по времени в
течение смены
|
-
|
-
|
0,82
|
-
|
VI. МАТЕРИАЛЬНО-ТЕХНИЧЕСКИЕ
РЕСУРСЫ
А. Основные материалы
|
Наименование
|
Единица измерения
|
Количество
|
|
на 1000 м2 покрытия
|
на смену (1120 м2
покрытия)
|
|
Диски алмазные:
|
|
|
|
|
диаметром 250 мм
|
шт.
|
0,9
|
1
|
|
диаметром 320 мм
|
»
|
0,9
|
1
|
|
Диски карборундовые
|
»
|
17,1
|
19
|
|
Вода
|
м3
|
3,5
|
3,9
|
|
Липкая полиэтиленовая лента шириной 8 - 10 см
|
м
|
150
|
167
|
Б. Машины, оборудование, инвентарь
|
Наименование
|
Марка или ГОСТ
|
Количество
|
|
Нарезчик
швов двухдисковый
|
Д-903 (ДС-510)
|
1
|
|
Емкость
для воды (2 -
4 м3) на двухосном прицепе
|
|
1
|
|
Рейка для разметки швов
|
|
1
|
|
Лопата
подборочная
|
ГОСТ 3620-63
|
1
|
|
Шланг резиновый диаметром 30 мм длиной
45 м
|
ГОСТ 2342-50
|
1
|
|
Набор
слесарных инструментов
|
|
1
|
|
Щетки капроновые
|
|
2
|
ПРАВИЛА ТЕХНИКИ БЕЗОПАСНОСТИ ПРИ
СТРОИТЕЛЬСТВЕ ЦЕМЕНТОБЕТОННЫХ
(ЖЕЛЕЗОБЕТОННЫХ) АЭРОДРОМНЫХ ПОКРЫТИЙ
При работе с комплектом бетоноукладочных машин необходимо
соблюдать следующие требования:
а) перевозить рельс-формы на бортовых
автомобилях или тракторных тележках;
б) грузить, разгружать и устанавливать
рельс-формы кранами с соблюдением правил безопасности погрузочно-разгрузочных работ;
в) рельс-формы должны быть надежно закреплены;
г) при укладке арматурных каркасов рабочие
должны пользоваться рукавицами;
д) при пуске машин необходимо соблюдать
правила очередности включения узлов общей трансмиссии и отдельных агрегатов. Запрещается передвигать машины
без сигнала; сигнал для работы бункера-распределителя бетона подается после
ухода автомобиля-самосвала;
е) выгружать бетонную смесь из
автомобиля-самосвала в бункер распределителя можно
только после установки самосвала на ручной тормоз и подачи звукового сигнала;
ж) запрещается очищать стенки бункера во
время его перемещения или движения машины;
з) при совместной работе бетоноукладочной и бетоноотделочной машин расстояние между
ними должно быть не менее 10 м;
и) во время работы машин запрещается
становиться на вибробрус и отделочный брус; нужно следить за тем, чтобы на
верхней площадке вибробруса (вибродоски) не было бетонной смеси и посторонних предметов.
Швы в свежеуложенном бетоне нарезают с
соблюдением следующих правил техники безопасности:
а) вибронож разрешается
опускать только при остановленной машине;
б) запрещается становиться на вибронож или класть на него груз;
При нарезке швов в затвердевшем бетоне нарезчиком Д-903
(ДС-510) необходимо соблюдать следующие требования безопасности:
а) если при нормальной работе системы охлаждения резание
карборундовыми дисками сопровождается интенсивным появлением пара или при резании алмазными дисками появляются
искры, а также при перегреве двигателя нарезчика
и появлении черного дыма выхлопа скорость подачи следует уменьшать;
б) запрещается на ходу нарезчика производить смазку,
регулировку, какие-либо исправления или
производить смену дисков во время работы двигателя. Категорически запрещается
работа при открытой крышке кожуха дисков;
в) все приводные ремни должны быть
ограждены щитками. Нарезать шов разрешается только в защитных очках;
г) работать при незафиксированном положении дисков запрещается.
Каждый режущий диск должен быть установлен строго вертикально. Необходимо
следить, чтобы при вращении диск касался стенки шва всей плоскостью;
д) если на месте работы нарезчика Д-903
(ДС-510) нет песка, то на прицеп с водой устанавливается ящик с песком на
случай воспламенения топлива;
е) движение транспорта в зоне работы нарезчика запрещается.
При заполнении швов мастиками или герметиками необходимо соблюдать следующие меры безопасности:
а) к работам по заполнению швов
допускаются липа
не моложе 18 лет;
б) лица, занятые на варке, разогревании и
транспортировании горячих битумно-полимерных мастик, должны быть предварительно
проинструктированы о безопасных способах загрузки и разгрузки варочного котла, варки и
разогревании готовых мастик и
транспортирования горячих мастик;
в) все работающие с мастиками должны быть обеспечены
спецодеждой (хлопчатобумажным комбинезоном, резиновыми сапогами,
брезентовыми рукавицами и фартуками).
Рабочие, засыпающие компоненты в котел с
расплавленным
битумом, обеспечиваются защитными очками и
респираторами марки Ф-46 или 2000; рабочие, приготовляющие тиоколовые герметики - резиновыми
перчатками (медицинскими) и респираторами;
г) при варке битумно-полимерных мастик необходимо
соблюдать следующие условия:
котел должен быть исправным, без трещин, с
плотно прилегающей
крышкой, подвешенной на канате с противовесом;
верхний край котла должен возвышаться над поверхностью земли на 1,2 м;
котел должен быть закрыт, за исключением моментов перемешивания
и загрузки материалов;
котел следует загружать со стороны,
противоположной топке, и только на 3/4 его емкости;
во время варки мастики дверцы топки должны быть закрыты;
не разрешается загружать в котел влажные
материалы (битум, заполнители) во избежание сильного вспенивания
массы, перелива ее через край котла и
воспламенения;
не допускается кипение и перелив пены: через
край котла. Нагрев контролируют термометром со шкалой не менее 250 °С; исправность термометра проверяют каждый раз перед началом работы;
брать пробу мастики (для определения готовности) разрешается только специальными черпаками-лопатами;
д) битум с бензином (в случае приготовления
грунтовки) необходимо смешивать на расстоянии не менее 50 м
от места их разогрева. При этом разогретый битум вливают в бензин и перемешивают деревянными мешалками. Температура битума в момент смешения не должна превышать 70 °С. В случае вспышки
битумной массы в котле его нужно плотно закрыть
крышкой. Тушить горящую массу следует только сухим песком или огнетушителем.
Заливать битум водой категорически запрещается;
е) в случае попадания на открытую поверхность кожи битумно-полимерных и тиоколовых мастик или их составляющих
их нужно удалить чистой ветошью, смоченной бензином или керосином, а затем
смыть теплой водой с мылом;
ж) все работающие с битумно-полимерными или тиоколовыми мастиками должны быть ознакомлены со специальными
требованиями противопожарной охраны при работе с горячими и взрывчатыми
веществами;
з) при работе заливщика швов необходимо постоянно следить за состоянием предохранительных клапанов в системе подачи сжатого воздуха. Работа с неисправными
клапанами запрещается;
и) запрещается снимать крышку с заливщика
швов при избыточном
давлении в емкости;
к) запрещается ремонтировать или регулировать узлы
смесительного агрегата или компрессора при работающем двигателе.
СОДЕРЖАНИЕ