ЦЕНТРАЛЬНЫЙ ИНСТИТУТ НОРМАТИВНЫХ
ИССЛЕДОВАНИЙ И НАУЧНО-ТЕХНИЧЕСКОЙ
ИНФОРМАЦИИ «ОРГТРАНССТРОЙ»
МИНИСТЕРСТВА ТРАНСПОРТНОГО СТРОИТЕЛЬСТВА

ОКОНЧАТЕЛЬНАЯ
ОТДЕЛКА ПОВЕРХНОСТИ
БЕТОННОГО ПОКРЫТИЯ ТРУБНЫМ
ФИНИШЕРОМ TFB-280
I. ОБЛАСТЬ ПРИМЕНЕНИЯ
Технологическая карта предназначена для использования при разработке проектов производства работ и организации работ и труда на объектах строительства.
Карта разработана в развитие технологической карты «Устройство бетонного покрытия машиной SF-425» и предусматривает окончательную планировку поверхности бетонного покрытия выглаживающей (финишной) трубой и брезентовой волокушей (холстовой щеткой) машины TFB-280 после нарезки и отделки швов в свежеуложенном покрытии машиной ДНШС-60-3М.
В настоящей технологической карте предусмотрены:
- сменная производительность комплекта бетоноукладочных машин «Автогрейд» - 800 м покрытия (6000 м2);
- ширина бетонируемого покрытия - 7,5 м;
- затраты труда на 1000 м2 покрытия - 0,17 чел-дн.
II. УКАЗАНИЯ ПО ТЕХНОЛОГИИ ПРОИЗВОДСТВЕННОГО ПРОЦЕССА
Техническая характеристика трубного финишера TFB-280
Мощность двигателя, л.с................................................................................... 47
Рабочий вес, кг................................................................................................... 5206
Габариты:
ширина, м...................................................................................................... 9,1
длина с выглаживающими трубами и плавающей холстовой щеткой, м 9,2
Скорости переднего и реверсивного хода, м/мин.......................................... от 0 до 71
Колесные тележки, шт....................................................................................... 4
Выглаживающие трубы:
количество, шт.............................................................................................. 2
длина одном трубы, см................................................................................ 610
диаметр трубы, мм....................................................................................... 203
Трубный финишер (бетоновыглаживающая машина) TFB-280 фирмы «СМ1» с выглаживающими трубами и холстовой щеткой - полуавтоматическая дорожно-строительная машина, сконструированная для обеспечения высококачественной отделки бетонных покрытий.
Подвешенные под главной рамой две трубы исполняют функции как выглаживающих брусьев, которые заполняют пониженные и срезают повышенные части покрытия, так и профилирующих брусьев, обеспечивающих точный профиль отделанной поверхности.
Две выглаживающие трубы подвешены параллельно, одна сзади другой, концы их заходят один за другой по осевой линии бетонируемого покрытия.
Управление положением выглаживающих труб осуществляется гидравлически, они могут быть подняты, опущены или повернуты на любой угол относительно продольной оси покрытия.
Вдоль выглаживающих труб расположена оросительная труба с быстровыключающимися разбрызгивающими форсунками с передней и задней сторон трубы.
Плавающая холстовая щетка (джутовое полотно) применяется для удаления излишков влаги и создания однородной текстуры поверхности покрытия. Она расположена на специальной раме в задней части машины, опускается и поднимается гидравлическими цилиндрами и снабжена разбрызгивающими трубками с быстрозакрывающимися форсунками.
Машина снабжена двумя баками емкостью по 510 л каждый.
Выдерживание курса машины осуществляется либо механизмом автоматического выдерживания курса по копирной струне, либо вручную с пульта управления машины.
Автоматическое выдерживание курса достигается с помощью датчика с контактными вилочками (копирами), который выдерживает заданное направление по копирной струне.
При окончательной отделке бетонного покрытия трубным финишером TFB-280 выполняют следующие операции:
- подготовку машины к работе, настройку датчиков и установку машины на струну;
- планировку (предварительную отделку) поверхности покрытия трубным финишером;
- окончательную отделку покрытия.
Подготовка машины к работе, настройка датчиков и установка машины относительно копирной струны
В начале смены машину готовят к работе, а затем настраивают датчики и устанавливают машину относительно струны.
В системе автоматического выдерживания курса применяются четыре датчика; два - при движении машины вперед и два - при движении назад. Это позволяет оператору изменять направление хода машины только изменением положения селекторного переключателя выдерживания курса с переднего на реверсивный ход. Каждый датчик оборудован вилочкой (копиром), выступающей из корпуса датчика примерно на 46 см. Штанга для крепления опорного кронштейна датчика может быть поднята или опущена для установки датчика на одном уровне с натянутой копирной струной.
Настройку датчиков на автоматическое выдерживание курса осуществляют в следующей последовательности:
- устанавливают машину точно по оси бетонируемого ряда, параллельно натянутой копирной струне;
- устанавливают удлинительный рычаг в кронштейне на корпусе колесной стойки, оставляя болты крепления кронштейна достаточно свободными для перемещения рычага в пределах кронштейна;
- крепят опорный кронштейн датчика к концу удлинительного рычага так, чтобы он был параллелен рулевой тяге колесной стойки;
- устанавливают датчики на концах опорного кронштейна, и подключают к электросети;
- руководствуясь показаниями индикаторных лампочек на пульте управления, перемещают в ту или другую сторону удлинительный рычаг до тех пор, пока поворотный переключатель датчиков не займет нулевого положения, на что укажет погасание индикаторных лампочек. Проверяют настройку передней и задней позиций управления с помощью селекторного переключателя датчиков на пульте управления;
- после правильной установки датчиков курса относительно копирной струны закрепляют удлинительный рычаг в кронштейне колесной стойки;
- регулируют длину тяги между поворотным рычагом и опорным кронштейном датчика, после чего закрепляют опорный кронштейн датчиков курса.
После установки и настройки датчиков на автоматическое выдерживание курса селекторный переключатель рулевого управления ставят в положение «Автоматическое управление». К регулированию чувствительности датчиков приступают только в том случае, если машина стоит параллельно копирной струне.
Регулирование чувствительности датчиков осуществляют в такой последовательности:
- запускают двигатель для обеспечения в гидравлической системе постоянного давления;
- регулируют клапаны расхода переднего и заднего гидравлических рулевых цилиндров так, чтобы выдвижение и втягивание штоков гидроцилиндров происходило со скоростью 406 мм/мин;
- поворачивают селекторный переключатель рулевого управления в положение «вперед»;
- поворачивают регулировочный винт датчика по часовой стрелке (для сужения нулевой позиции поворотного селекторного переключателя) до тех пор, пока шток сервоцилиндра перейдет от плавного движения к скачкообразному;
- медленно поворачивают винт в обратном направлении так, чтобы скачкообразное движение штока сервоцилиндра прекратилось.
При таком положении работа датчиков будет наиболее чувствительной для большинства условий. Если такая настройка не будет обеспечивать требуемую скорость реагирования рулевого управления, то следует изменить настройку регулирования клапана расхода с целью ускорения или замедления скорости движения штока сервоцилиндра и повторно настроить чувствительность датчика.
В конце рабочего дня и во время непогоды датчики снимают и хранят в сухом месте.
В начале каждой смены устанавливают машину относительно струны и регулируют чувствительность датчиков, после чего переходят непосредственно к установке рабочих органов в рабочее положение и приступают к отделке покрытия.
Планировка (предварительная отделка) поверхности бетонного покрытия трубным финишером TFB-280
Перед началом отделки покрытия проверяют прямолинейность нижней кромки выглаживающей трубы. Это делают с помощью натянутого шнура или струны.
Затем устанавливают обе трубы так, чтобы их нижние грани находились на проектной отметке верха покрытия и имели в поперечном направлении профиль покрытия. В таком положении выглаживающие трубы поднимают и устанавливают под углом к оси бетонируемого покрытия. При этом выглаживающие трубы устанавливают так, чтобы их внешние концы не доходили до кромок покрытия на 10 - 20 см (рис. 1), это предотвратит повреждение кромок покрытия при отделке поверхности.
После установки труб трубный финишер подводят к началу участка с уложенным бетоном, включают среднюю скорость движения машины, во время движения при скорости 2 - 4 м/мин медленно опускают трубы в рабочее положение и, после касания трубами поверхности бетона, переводят машину на более высокую скорость. Во время остановок машины запрещается опускать на поверхность выглаживающие трубы, чтобы не оставалось следов на поверхности бетонного покрытия.
Протаскивая подвешенные трубы по поверхности покрытия, срезают излишки раствора с поверхности и перемещают их в пониженные участки и к краю бетонируемого покрытия, не трогая кромку покрытия.
Предварительную отделку осуществляют небольшими участками. Длина таких участков зависит от скорости твердения бетона, температуры воздуха, скорости ветра и в каждом конкретном случае выбирается различной (от 30 до 50 м).
В конце выравниваемого участка трубы поднимают, направление движения машины изменяют на обратное, трубы поворачивают на 90° относительно оси дороги и при движении назад плавно опускают на покрытие.
Количество проходов трубного финишера по одному участку при предварительной отделке определяют в зависимости от количества и величины неровностей.
Первый проход (вперед) делают на скорости 14 - 18 м/мин, второй (назад) - 17 - 24 м/мин, третий (вперед) и четвертый (назад) на скорости 25 - 30 м/мин.
В жаркую погоду, когда поверхность бетона быстро подсыхает, во время первого прохода по разрешению мастера орошают поверхность водой с помощью установленной системы орошения. Делается это в случае крайней необходимости и малым количеством воды.
Окончательная отделка поверхности бетонного покрытия
После окончания предварительной отделки машина находится в начале участка. Производят подготовку ее к окончательной отделке.
Для этого поднимают выглаживающие трубы и изменяют их положение так, чтобы внешние концы заходили за кромки покрытия на 10 - 15 см (см. рис. 1), после чего придают трубам очертание поперечного профиля.
Опускают холстовую щетку на поверхность покрытия и включают среднюю скорость машины. Во время движения на покрытие опускают выглаживающие трубы, после чего переводят машину на скорость 16 - 18 м/мин.
Так как трубы своими внешними концами выходят за кромки покрытия, то при движении машины излишки раствора удаляются за его пределы.
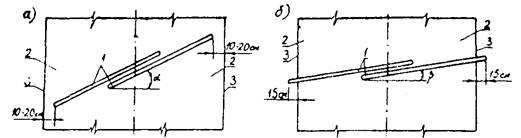
Рис. 1. Положение выглаживающих труб при работе бетоновыглаживающей машины TFB-280:
а - при предварительной отделке поверхности покрытия; б - при окончательной отделке; 1 - выглаживающие трубы; 2 - цементобетонное покрытие; 3 - кромка покрытия; α - угол наклона брусьев при предварительной отделке; β - угол наклона брусьев при окончательной отделке
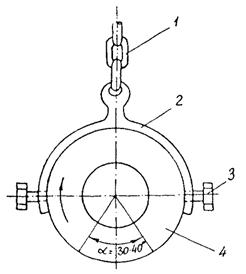
Рис. 2. Выглаживающий брус (вид сбоку):
1 - цепь (подвеска); 2 - кронштейн; 3 - крепежный болт; 4 - выглаживающий брус (полая дюралюминиевая труба); α - угол поворота бруса в кронштейне в конце каждой рабочей смены
Плавающая холстовая щетка, перемещаясь по поверхности покрытия, удаляет излишки влаги и создает однородную матовую текстуру поверхности.
В случае необходимости холстовую щетку смачивают водой при помощи системы орошения. В конце смены обязательно поворачивают в кронштейнах выглаживающие трубы на 30 - 40° с целью равномерного износа поверхности труб (рис. 2).
После окончательной отделки покрытия трубным финишером поверхность покрытия должна быть ровной, без замкнутых впадин. Зазор под трехметровой рейкой не должен превышать 3 мм.
III. УКАЗАНИЯ ПО ОРГАНИЗАЦИИ ТРУДА
Работы по окончательной отделке поверхности бетонного покрытия осуществляют на одной захватке с укладкой цементобетонной смеси после окончания нарезки швов в свежеуложенном бетоне.
В связи с тем, что с момента отделки поверхности бетона и до момента нанесения пленкообразующего материала необходим промежуток времени не более 30 мин, всю сменную захватку разбивают на небольшие участки длиной от 30 до 50 м и работу по окончательной отделке ведут последовательно на каждом из них. При назначении длины участков учитывают возможность окончательной его отделки и ухода за ним в промежуток времени не более 30 мин с учетом температуры и влажности воздуха и скорости ветра.
Работы по окончательной отделке покрытия выполняет машинист (оператор) трубного финишера (бетоновыглаживающей машины) TFB-280 - 5 разр.
В начале смены машинист готовит машину к работе, проверяет уровень охлаждающей жидкости (перед первоначальным пуском двигателя), уровень масла в двигателе (при холостых оборотах), доступ воздуха к теплообменнику, индикатор воздушного фильтра, герметичность всех гидравлических линий и фитингов, устанавливает датчики, ставит машину относительно копирной струны и налаживает рабочие органы.
Во время работы машинист с пульта управления управляет рабочими органами машины, следит за наличием воды в баках, проверяет, нет ли посторонних предметов впереди колес машины.
В конце смены машинист отводит машину вперед за пределы захватки, отсоединяет и снимает выглаживающие трубы, очищает трубы наждачной бумагой или металлической щеткой, ставит трубы на место с поворотом на 30 - 40° в кронштейнах и моет машину.
В подготовке машины к работе, осуществлении ее ремонта в течение смены и в уходе за машиной в конце смены машинисту помогает строительный слесарь 4 разр.
IV. ЦИКЛОГРАММА РАБОТЫ ТРУБНОГО ФИНИШЕРА TFB-280 НА УЧАСТКЕ ДЛИНОЙ 30 м
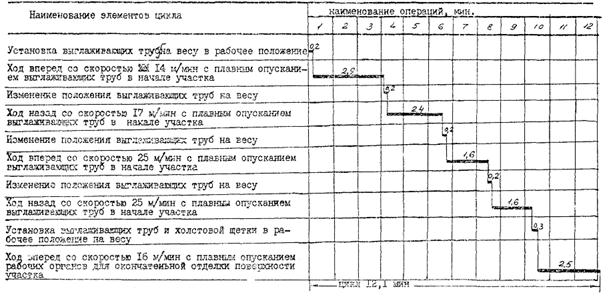
Производительность
трубного финишера за 1 час работы составляет ![]() пог.м.
пог.м.
Производительность за смену при Кв = 0,75 составляет 148 × 8 × 0,75 = 888 м покрытия (6660 м2).
V. МАТЕРИАЛЬНО-ТЕХНИЧЕСКИЕ РЕСУРСЫ
Трубный финишер (бетоновыглаживающая машина) TFB-280, шт.............. 1
Металлическая рейка длиной 3 м, шт............................................................... 1
СОДЕРЖАНИЕ
|
Ii. Указания по технологии производственного процесса. 1 Iii. Указания по организации труда. 5 Iv. Циклограмма работы трубного финишера tfb-280 на участке длиной 30 м.. 6 |