ФЕДЕРАЛЬНОЕ АГЕНТСТВО
ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
|
|
НАЦИОНАЛЬНЫЙ |
ГОСТ
Р |

БОЧКИ МЕТАЛЛИЧЕСКИЕ
ДЛЯ ПИЩЕВЫХ ЖИДКОСТЕЙ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
Москва
ИПК Издательство стандартов
2004
Предисловие
Задачи, основные принципы и правила проведения работ по государственной стандартизации в Российской Федерации установлены ГОСТ Р 1.0-92 «Государственная система стандартизации Российской Федерации. Основные положения» и ГОСТ Р 1.2-92 «Государственная система стандартизации Российской Федерации. Порядок разработки государственных стандартов»
Сведения о стандарте
1 РАЗРАБОТАН И ВНЕСЕН Техническим комитетом по стандартизации ТК 223 «Упаковка»
2 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 11 ноября 2004 г. № 73-ст
3 ВВЕДЕН ВПЕРВЫЕ
ГОСТ Р 52267-2004
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
БОЧКИ МЕТАЛЛИЧЕСКИЕ ДЛЯ ПИЩЕВЫХ ЖИДКОСТЕЙ
Технические условия
Metal barrels for food liquids. Specifications
Дата введения - 2005-07-01
1 Область применения
Настоящий стандарт распространяется на металлические бочки (далее - бочонки), предназначенные для упаковывания, транспортирования, хранения, розничной реализации и доставки потребителю пищевых жидкостей.
(Поправка, ИУС № 5 2005 г.).
(Поправка, ИУС № 10 2005 г.).
Стандарт устанавливает основные параметры и размеры, технические требования, правила приемки, методы контроля, требования по упаковке, маркировке, транспортированию и хранению.
Основные требования к бочонкам изложены в 4.1, 4.2, 5.1 - 5.7.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 3242-79 Соединения сварные. Методы контроля качества
ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 5582-75 Прокат тонколистовой коррозионно-стойкий, жаростойкий и жаропрочный. Технические условия
ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 13950-91 Бочки стальные сварные и закатные с гофрами на корпусе. Технические условия
ГОСТ 14192-96 Маркировка грузов
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 15878-79 Контактная сварка. Соединения сварные. Конструктивные элементы и размеры
ГОСТ 18425-73 Тара транспортная наполненная. Метод испытания на удар при свободном падении
ГОСТ 23285-78 Пакеты транспортные для пищевых продуктов и стеклянной тары. Технические условия
ГОСТ 24597-81 Пакеты тарно-штучных грузов. Основные параметры и размеры
ГОСТ 25014-81 Тара транспортная наполненная. Методы испытания прочности при штабелировании
ГОСТ 26663-85 Пакеты транспортные. Формирование с применением средств пакетирования. Общие технические требования
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов по указателю «Национальные стандарты», составленному по состоянию на 1 января текущего года, и по соответствующим информационным указателям, опубликованным в текущем году. Если ссылочный документ заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться замененным (измененным) документом. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применен следующий термин с соответствующим определением:
3.1 бочонок (keg): Металлическая тара, предназначенная для упаковывания и доставки потребителю пищевых жидкостей.
Примечание - Тару (бочонки) применяют в качестве потребительской и/или транспортной тары.
(Поправка, ИУС № 10 2005 г.).
4 Типы, основные параметры и размеры
4.1 Бочонки изготовляют типов 1 и 2 сварными и закатными с несъемными доньями.
4.2 Основные параметры и размеры бочонков приведены на рисунке 1 и в таблице 1.
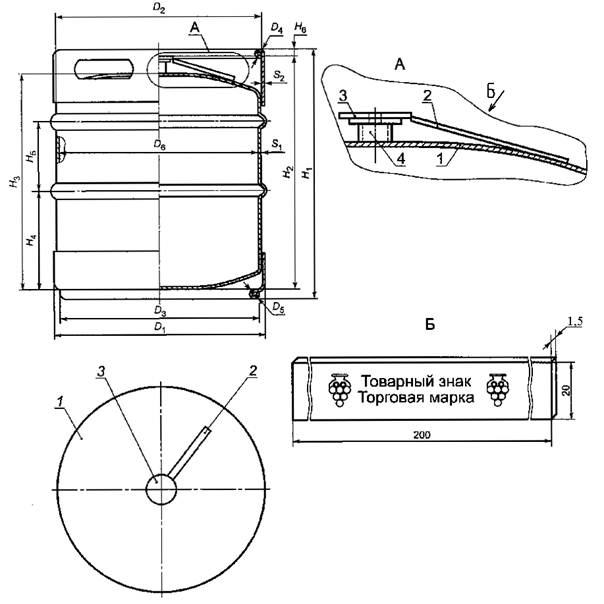
1 - верхнее дно бочонка; 2 - пломбировочная пластина; 3 - колпачок; 4 - венчик горловины
Рисунок 1
Таблица 1 - Основные параметры и размеры бочонков типов 1 и 2
|
Наименование параметров и обозначение размеров |
Тип 1 |
Тип 2 |
||
|
Вместимость, л |
50 |
30 |
50 |
30 |
|
D1, мм |
408 |
408 |
381 |
381 |
|
D2, мм |
396 |
396 |
363 |
363 |
|
D3, мм |
352 |
352 |
325 |
325 |
|
D4, мм |
20 |
20 |
18 |
18 |
|
D5, мм |
20 |
20 |
20 |
20 |
|
D6, мм |
391 |
391 |
360 |
360 |
|
H1, мм |
532 |
365 |
600 |
400 |
|
H2, мм |
490 |
325 |
570 |
370 |
|
H3, мм |
461 |
296 |
541 |
341 |
|
H4, мм |
167 |
113 |
220 |
140 |
|
H5, мм |
171 |
120 |
160 |
120 |
|
H6, мм |
14 |
14 |
14 |
14 |
|
S1, мм |
2 |
2 |
2 |
2 |
|
S2, мм |
1,5 |
1,5 |
1,5 |
1,5 |
|
Масса бочонка с укупорочным колпачком, кг |
11,8 |
9,9 |
11,4 |
9,2 |
5 Технические требования
5.1 Бочонки должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам.
5.2 Корпус и донья бочонков изготовляют из листовой нержавеющей стали марки 12Х18Н10Т - М2а по ГОСТ 5582.
По согласованию с заказчиком допускается изготовлять бочонки из других материалов по качеству не ниже указанного, стойких к воздействию упаковываемых жидкостей.
Бочонки должны изготовляться из материалов, допущенных Минздравом РФ для контакта с пищевыми жидкостями.
5.3 Бочонки изготовляют из двух частей с двумя продольными сварными швами.
5.4 Соединение доньев с корпусом производят электросваркой в соответствии с ГОСТ 15878, ГОСТ 5264 или ГОСТ 8713.
5.5 Бочонки должны иметь наливно-сливное устройство (см. приложение А).
На колпачке горловины бочонка предусматривают устройство для пломбирования.
5.6 Бочонки должны оставаться герметичными при внутреннем избыточном давлении 20 кПа (0,2 кгс/см2) в течение 10 - 15 с.
5.7 Заполненные бочонки должны выдерживать один удар при свободном падении с высоты 1,2 м без нарушения герметичности.
5.8 Заполненные бочонки должны выдерживать усилие сжатия при штабелировании не менее 1960 Н (200 кгс).
5.9 Маркировка
5.9.1 На каждый бочонок предприятие-изготовитель наносит порядковый номер.
5.9.2 На корпусе каждого бочонка штампованием или краской, стойкой к упаковываемым жидкостям и контрастной по отношению к цвету бочонка, наносят маркировку, содержащую:
- товарный знак и/или наименование предприятия-изготовителя;
- дату изготовления (две последние цифры года);
- вместимость.
Допускается наносить клеймо технического контроля непосредственно на бочонок.
5.9.3 Транспортная маркировка - по ГОСТ 14192.
5.10 Упаковка
5.10.1 Бочонки формируют в транспортные пакеты на поддонах по ГОСТ 23285, обвязывают полимерной обвязочной лентой и/или обертывают растягивающейся полимерной пленкой по нормативным документам.
6 Правила приемки
6.1 Бочонки принимают партиями.
Партией считают количество бочонков одного типа и размера, оформленное одним документом о качестве, содержащим:
- товарный знак и/или наименование предприятия-изготовителя;
- номера бочонков;
- дату изготовления (месяц, год);
- отметку ОТК или информацию, подтверждающую соответствие бочонков требованиям настоящего стандарта.
6.2 Для контроля соответствия бочонков требованиям настоящего стандарта проводят приемосдаточные и периодические испытания.
6.3 При приемосдаточных испытаниях контролируют внешний вид бочонков, размеры, качество соединений, окраски, маркировки. От партии отбирают выборку в количестве 1 % (но не менее 3 шт.).
Испытанию на герметичность подвергают каждый бочонок из выборки.
При получении неудовлетворительных результатов приемосдаточных испытаний хотя бы по одному из показателей проводят испытания удвоенной выборки, взятой от той же партии. При получении неудовлетворительных результатов повторных испытаний хотя бы по одному из показателей партию считают не соответствующей требованиям настоящего стандарта.
6.4 Периодические испытания проводят на трех образцах не реже одного раза в два года по показателям механической прочности: на удар при свободном падении и на штабелирование.
7 Методы контроля
7.1 Внешний вид контролируют визуально без применения увеличительных приборов.
7.2 Размеры бочонков и их деталей контролируют универсальными измерительными инструментами и шаблонами с точностью до 0,1 мм.
7.3 Качество сварных соединений контролируют по ГОСТ 3242.
7.4 Герметичность бочонков контролируют по ГОСТ 13950.
7.5 Испытание бочонков на удар при свободном падении проводят по ГОСТ 18425. Для испытаний отбирают шесть образцов, прошедших приемосдаточные испытания.
Бочонок сбрасывают на углошов - соединение продольного шва, корпуса и дна - один раз с высоты 1,2 м.
После проведения испытания не должно быть нарушения герметичности бочонка. Допускается деформация корпуса и доньев без потери содержимого.
7.6 Испытание бочонков на штабелирование проводят по ГОСТ 25014. Для испытания отбирают три образца, прошедшие приемосдаточные испытания.
Образцы считают выдержавшими испытание, если отсутствуют видимые механические повреждения и деформации.
7.7 Определение полной и фактической вместимости бочонков - по ГОСТ 13950.
8 Транспортирование и хранение
8.1 Бочонки транспортируют всеми видами транспорта в соответствии с правилами перевозки, действующими на данном виде транспорта.
8.2 Транспортирование бочонков пакетами - по ГОСТ 24597 и ГОСТ 26663.
8.3 Условия хранения - 3 по ГОСТ 15150. По согласованию изготовителя и заказчика допускается хранение бочонков в условиях 6 и 9 по ГОСТ 15150 на открытых площадках с твердым грунтом и уклоном для стока воды.
Бочонки укладывают штабелями не более трех ярусов. Бочонки нижнего яруса должны быть уложены на деревянные подкладки толщиной не менее 30 мм.
Горловины бочонков должны быть закрыты колпачками.
9 Гарантии изготовителя
9.1 Изготовитель гарантирует соответствие бочонков требованиям настоящего стандарта при соблюдении условий транспортирования, хранения и эксплуатации.
9.2 Гарантийный срок эксплуатации бочонков - не более 1,5 лет со дня изготовления.
Приложение А
(справочное)
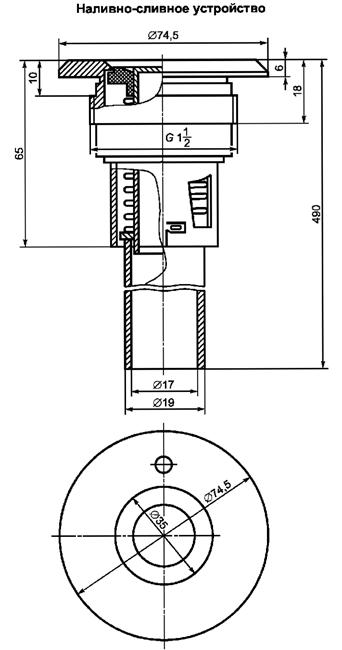
Рисунок А.1
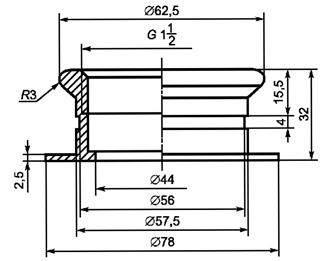
Рисунок А.2 - Горловина бочонка
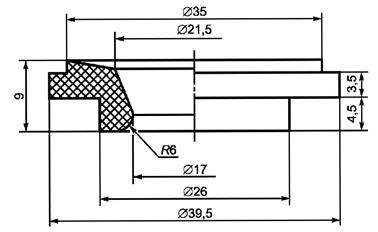
Рисунок А.3 - Запорный клапан
Ключевые слова: бочки металлические, бочонки, донья, горловина, качество сварных соединений