МИНИСТЕРСТВО ТРАНСПОРТА РОССИЙСКОЙ
ФЕДЕРАЦИИ
ГОСУДАРСТВЕННАЯ СЛУЖБА ДОРОЖНОГО ХОЗЯЙСТВА
(РОСАВТОДОР)
ЦЕНТР
ОРГАНИЗАЦИИ ТРУДА И ЭКОНОМИЧЕСКИХ
МЕТОДОВ УПРАВЛЕНИЯ
(ЦЕНТРОРГТРУД)
СБОРНИК КАРТ
ТРУДОВЫХ ПРОЦЕССОВ НА
РЕМОНТ И
СОДЕРЖАНИЕ АВТОМОБИЛЬНЫХ ДОРОГ
(ВЫПУСК 3)
ВЯЗКА АРМАТУРНЫХ КАРКАСОВ ДЛЯ ДОРОЖНЫХ
СИГНАЛЬНЫХ (НАПРАВЛЯЮЩИХ) СТОЛБИКОВ
КТП-3.07.2001
Москва, 2001 г.
Карты трудовых процессов предназначены для совершенствования организации труда рабочих, занятых на ремонте и содержании автомобильных дорог.
Карты определяют прогрессивную технологию работ, рациональное использование рабочего времени, технологическую последовательность выполнения работ на основе передовых приемов и методов труда.
Карты могут быть использованы при разработке организационно-технологической документации при ремонте и содержании автомобильных дорог (ППР и другие), планировании работ, а также в учебных целях при подготовке высококвалифицированных рабочих.
Сборник карт трудовых процессов подготовлен инженерами А. И. Анашко, Е. В. Купцовой, Т. В. Страховой.
|
Вязка арматурных каркасов для дорожных сигнальных (направляющих) столбиков |
Разработана ГП Центроргтруд Росавтодора |
|
|
КТП-3.07.2001 (Е-20-2-64-1,2-89) |
Взамен КТ-7.07.89 |
1. Область и эффективность применения карты
1.1. Карта предназначена для рациональной организации труда арматурщиков, занятых заготовкой и вязкой арматурных каркасов.
1.2. Показатели производительности труда:
|
Наименование показателей |
Единица измерения |
Величина показателей |
||
|
по ЕНиР |
по карте |
|||
|
Заготовка арматуры: |
||||
|
1. |
Выработка на 1 чел.-день |
шт |
30 |
32 |
|
2. |
Затраты труда на 1 каркас |
чел.-час |
0,27 |
0,25 |
|
Вязка арматурных каркасов при числе хомутов - 13: |
||||
|
1. |
Выработка на 1 чел.-день |
шт |
35 |
38 |
|
2. |
Затраты труда на вязку 1 каркаса |
чел.-час |
0,23 |
0,21 |
Примечание: В затраты труда по карте включено время на подготовительно заключительные работы - 5 % и отдых - 10 %.
Снижение затрат труда и повышение выработки на 7-9 % достигается в результате использования методов и приемов труда, рекомендуемых в карте.
2. Подготовка и условия выполнения процесса
2.1. Работы по заготовке арматуры выполняются на открытом воздухе, гнутье арматуры и вязка каркаса выполняется в летнее время под навесом, а в зимнее - в помещении.
2.2. Каркас изготовляется из 4-х стержней несущей арматуры ст А-1 Ø 8 мм, объединенных в каркас с помощью стержня длиной 9240 мм, изогнутого змейкой.
2.3. Заготовка арматуры производится из стали, поставляемой в бухтах, с размоткой бухт ручной лебедкой. Гнутье арматуры Ø 3 мм производится на ручном станке с помощью специального приспособления-шаблона.
2.4. Рабочие должны быть одеты в спецодежду и снабжены рукавицами.
2.5. К работе допускаются рабочие, прошедшие инструктаж по технике безопасности с учетом специфики работ по данному трудовому процессу.
3. Исполнители, предметы и орудия труда
3.1. Исполнители.
При заготовке арматуры:
1. Арматурщик 3 разряд (А1) 1
2. Арматурщик 2 разряд (А2) 1
При вязке арматурных каркасов:
3. Арматурщик 3 разряд (А3) 1
3.2. Машины, оборудование, инструменты, приспособления, инвентарь.
|
Наименование |
Кол-во |
|
|
1 |
2 |
3 |
1. Лебедка ручная для выпрямления стали 1
2. Ножницы для резки стали 1
3. Верстак 1
4. Шаблон для гнутья арматуры 1
5. Щитки стальные для очистки арматуры от ржавчины 2
6. Кусачки 2
3.3. Спецодежда и спецобувь.
1. Комбинезон хлопчатобумажный 3
2. Рукавицы комбинированные двупалые 3 пары
4. Технология и организация процесса
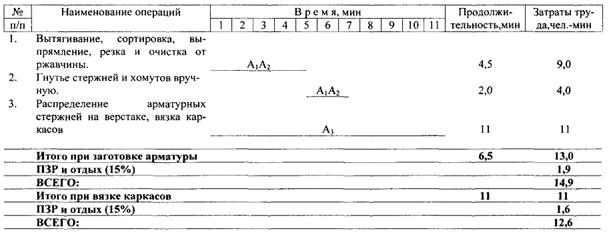
4.1. Процесс при заготовке арматуры и изготовлении арматурного каркаса для дорожных сигнальных (направляющих) столбиков включает следующие операции:
- вытягивание стали, доставленной в кругах (бухтах);
- сортировка;
- выпрямление;
- резка рычажными ножницами;
- очистка от ржавчины;
- гнутье стержней и хомутов вручную;
- распределение готовых арматурных стержней на верстаке;
- вязка каркасов с откладыванием их в сторону.
4.2. График трудового процесса
4.3. Схема организации рабочего места
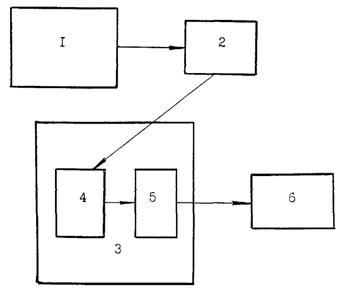
1 - арматура в бухтах; 2 - лебедка для выпрямления стали; 3 - площадка с навесом; 4 - шаблон-установка для гнутья арматуры; 5 - верстак для сборки и вязки каркасов; 6 - склад готовой продукции.
5. Приемы труда
|
Наименование операций |
Характеристика приемов труда |
|
|
1 |
2 |
3 |
|
1. |
Вытягивание, сортировка, выпрямление, резка и очистка от ржавчины |
А1А2 - выбирают бухту соответствующего диаметра, устанавливают ее на вертушку, разматывают и рубят стержни заданной длины. При необходимости очищают от ржавчины. |
|
2. |
Гнутье стержней и хомутов вручную |
А1А2 - производят гнутье стали Ø3 мм на вращающемся устройстве-шаблоне. |
|
3. |
Распределение арматурных стержней и вязка каркасов |
А3 - распределяют арматурные стержни на верстаке с последующей сборкой и вязкой каркаса. Каркас укладывается горизонтально. Поскольку арматура, гнутая змейкой, обеспечивает дополнительную жесткость каркаса, вязку производят в шахматном порядке через три точки. |
Содержание
|
1. Область и эффективность применения карты.. 1 2. Подготовка и условия выполнения процесса. 2 3. Исполнители, предметы и орудия труда. 2 |