ОРДЕНА ЛЕНИНА ГЛАВМОССТРОЙ ПРИ МОСГОРИСПОЛКОМЕ
МОСОРГСТРОЙ
ТИПОВАЯ
ТЕХНОЛОГИЧЕСКАЯ КАРТА
НА ОКРАСКУ ПОВЕРХНОСТЕЙ АГРЕГАТАМИ
БЕЗВОЗДУШНОГО РАСПЫЛЕНИЯ
Москва - 1983 г.
Типовая технологическая карта разработана отделом проектирования и внедрения прогрессивной технологии передовых методов труда и средств малой механизации при производстве отделочных работ треста Мосоргстрой (Л.К. Немцын, А.Н. Стригина) и согласована с Управлением отделочных работ Главмосстроя (В.И. Малин).
В карте указана технологическая последовательность окраски поверхностей строительных конструкций методом безвоздушного распыления агрегатами 2600Н и 7000Н, выпускаемыми Вильнюсским производственным объединением строительно-отделочных машин Минстройдормаша СССР.
В сравнении с пневматическим методом окраска методом безвоздушного распыления способствует экономии лакокрасочных материалов за счет значительного снижения их потерь в окружающей среде (туманообразования) и использования составов с меньшим содержанием растворителей, а также повышению производительности труда за счет скорости нанесения покрытий и возможности сокращения числа слоев покрытий за счет увеличения их толщины. При окраске безвоздушным распылением уменьшается загрязненность окружающей среды и улучшаются условия работы.
В карте имеются разделы по технике безопасности, организация рабочего места, приведен нормокомплект инструмента и приспособлений.
1. ОБЛАСТЬ ПРИМЕНЕНИЯ
Метод безвоздушного распыления является новым высокопроизводительным методом окраски поверхностей строительных конструкций.
Метод безвоздушного распыления можно применять для окрашивания строительных конструкций по бетону, штукатурке, каменной и кирпичной кладке, металлу, дереву и другим материалам как в построечных, так и в заводских условиях.
Агрегатами безвоздушного распыления наносятся грунтовки, жидкие шпатлевки, краски, имеющие вязкость по ВЗ-4: для агрегата 2600Н - до 200с, для агрегата 7000Н - до 300с.
В состав работ, рассматриваемых картой, входит:
- подготовка поверхностей строительных конструкций к окраске;
- окраска поверхностей строительных конструкций агрегатами безвоздушного распыления.
2. ОРГАНИЗАЦИЯ И ТЕХНОЛОГИЯ СТРОИТЕЛЬНОГО ПРОЦЕССА
2.1. Перед началом производства малярных работ на строительном объекте должна быть проведена в соответствии с требованиями СНиП III-21-73 «Отделочные покрытия строительных конструкций», приемка поверхностей с участием производителей работ и бригадиров.
2.2. Подготовка поверхностей строительных конструкций к окрашиванию должна выполняться в соответствии с ГОСТ 22-753-77 «Подготовка поверхностей строительных конструкций к окраске и оклейке обоями».
2. В соответствии с требованиями стандартов к началу отделочных процессов должны быть полностью закончены все монтажные и общестроительные работы, газовые и канализационные сети, опрессованы и опробованы отопительная и водопроводная сети.
|
Допускаемые отклонения |
Предельные размеры местных дефектов, мм |
|
||||||||
|
поверхности от плоскости |
плоскости от вертикали стен |
лузг, усенков окон и дверных откосов или пилястр |
криволинейных поверхностей от проектного положения |
откоса от проектного положения по ширине |
тяг от прямой линии (на всю длину тяги) |
|||||
|
раковины |
наплывы (высота) и впадины (глубина) |
|
||||||||
|
диаметр |
глубина |
|
||||||||
|
Улучшенная окраска |
не более 2 неровностей глубиной или высотой до 3 мм включительно |
1 мм на 1 м высоты (или длины), но не более 10 мм на всю высоту (длину) |
1 мм на 1 м высоты (или длины), но не более 5 мм на весь элемент |
7 мм |
3 мм |
3 мм |
6,0 |
5,0 |
50 |
|
|
Высококачественная окраска |
не более 2 неровностей глубиной или высотой до 2 мм включительно |
1 мм на 1 м высоты (или длины), но не более 5 мм на всю высоту |
1 мм на 1 м высоты (или длины), но не более 3 мм на весь элемент |
5 мм |
2 мм |
2 мм |
3,0 |
3,0 |
2,0 |
|
2.4. В помещениях, подготавливаемых под окраску, температура воздуха должна быть не менее +10 °С; относительная влажность воздуха не более 70 %. Освещенность поверхностей во время работы должна быть не менее 100 лк, влажность оштукатуренных и бетонных поверхностей не должна превышать 8 %.
2.5. Вид окраски: простая, улучшенная, высококачественная. Цвета окраски различных помещений устанавливаются проектом.
А. Подготовка поверхностей строительных конструкций к окраске
2.6. Требования к поверхностям, подлежащим подготовке, указаны в таблице № 1 (ГОСТ 22753-77).
2.7. К окраске допускается подготавливать поверхности строительных конструкций и места их сопряжений (углы, примыкания, стыки), не имеющие отклонений от проектного положения и дефектов, превышающих приведенные в таблице № 1, а также сквозных и усадочных трещин, расшитых на ширину более 3 мм. Количество местных дефектов (раковин, наплывов, впадин) на любом участке поверхности, площадью 200´200 мм, не должно превышать пяти.
2.8. Поверхности, подлежащие подготовке к окраске, не должны иметь загрязнений, пятен и высолов.
2.9. Поверхности изделий индустриального изготовления и их внешний вид должны удовлетворять требованиям стандартов.
2.10. Оштукатуренные конструкции, подлежащие подготовке к окраске, не должны иметь отслоений штукатурки от поверхности конструкций, следов затирочного инструмента, потеков раствора.
2.11. Поверхности, облицованные гипсокартонными листами, подлежащие подготовке к окраске, не должны иметь:
- нарушений крепления листов;
- отслоений картона от гипса с торца листа на величину более 20 мм;
- надрывов картона с обнажением гипса на длину более 30 мм;
- более двух отбитых углов в стыке листов на всей поверхности и более одного отбитого угла в одном стыке.
2.12. Поверхности, облицованные асбестоцементными листами, подлежащие подготовке к окраске, не должны иметь околов, наплывов, искривлений.
2.13. При подготовке поверхностей к окраске должны выполняться следующие технологические операции:
- очистка поверхности;
- огрунтовка очищенной поверхности;
- заполнение трещин и раковин;
- частичное подмазывание неровностей на поверхности;
- шлифование подмазываных мест.
2.14. Очищать поверхность и трещины на ней от пыли и грязи, брызг и потеков раствора, жировых пятен и высолов следует при помощи механических наждачных кругов (машин ИЭ-2201А), скребков и щеток (рис. 1). После очистки загрязненные участки поверхности должны быть промыты водой и просушены. Жировые пятна перед промывкой водой промывают 3 %-ным раствором соляной кислоты. Высолы, проступающие на поверхности, следует полностью смести щетками, промыть водой очищенные места и просушить поверхность до влажности не более 8 %.
2.15. Трещины на поверхности конструкций должны быть заполнены шпатлевкой на глубину не менее 2 мм, а раковины и неровности - заполнены и сглажены (рис. 2, 3).
2.16. Шпатлевание поверхностей производится масляно-клеевой шпатлевкой или шпатлевкой «Помелакс». Шпатлевка должна иметь хорошую адгезию с поверхностью, легко разравниваться шпателем и ложиться ровным слоем. Она должна давать минимальную и равномерную усадку, т.е. не образовывать трещин при высыхании и не втягиваться в поры и раковины.
Шпатлевку наносят слоем толщиной не более 2 - 3 мм или пластмассовым шпателем с последующим сглаживанием со снятием излишков шпатлевки до появления из-под нее просветов нижнего слоя (рис. 4).
Таблица № 2
|
Допускаемые отклонения |
||||
|
поверхности от плоскости |
от вертикали или горизонтали оконных и дверных откосов, пилястр, лузг, усенок |
криволинейных поверхностей от проектного положения |
тяг от прямой линии (на всю длину тяги) |
|
|
улучшенная окраска |
не более 2-х неровностей глубиной или высотой до 2 мм |
1 мм на 1 м высоты или длины, но не более 4 мм на весь элемент |
5 мм |
2 мм |
|
высококачественная окраска |
не более 2-х неровностей глубиной или высотой до 1,5 мм |
1 мм на 1 м высоты или длины, но не более 2 мм на весь элемент |
3 мм |
1,5 мм |
2.17. Шлифовка прошпатлеванной поверхности производится после полной ее просушки при помощи шлифовальной машины ИЭ-2201, шкуркой, укрепленной на деревянной терке с удлиненной ручкой или пемзой до получения гладкой поверхности (рис. 5).
2.18. Поверхности, подготовленные к окрашиванию, не должны отбеливаться, а также не должны иметь отклонений, превышающих приведенные в таблице 2, трещин в местах шпатлевания, проступающих полос и пятен. Поверхности, подготовленные к окраске, должны проверяться в любом месте, но не менее, чем в трех местах на наличие неровностей и мостовых дефектов.
Окраска поверхностей строительных конструкций агрегатами безвоздушного распыления
2.19. За агрегатом должен быть закреплен (приказом по УМОР) машинист 5-го разряда, прошедший специальную подготовку по техническому использованию и обслуживанию машины и несущий ответственность за ее техническое состояние и сохранность. В процессе производства малярных работ машинист агрегата включается в состав звена, выполняющего комплекс технологических операций по нанесению малярных составов с помощью агрегатов 7000Н и 2600Н.
2.20. Работы выполняет звено из 4 человек: машиниста-оператора 5-го разряда (М1), выделяемого Управлением механизации отделочных работ; маляра-оператора 3-го разряда (М2), работающего с пистолетом; а также двух маляров 3 и 4 разрядов (М3 и М4), которые выполняют подготовку поверхностей к окрашиванию (за исключением работ по механизированному нанесению грунтовок и красок).
2.21. После уточнения состава окрасочного покрытия по данным проекта машинист М1 и маляр М2 производят подготовку агрегата к нанесению окрасочного состава:
- выбирают сопло и фильтры для пистолета-распылителя. Затем М1 и М2 выполняют подготовку окрасочных материалов в количестве, достаточном для работы в одну смену;
- определяют исходную вязкость материала и доводят ее до требуемой вязкости растворителем. Вязкость определяют вискозиметром ВЗ-4 в соответствии с ГОСТ 8420-74.
2.22. При окрашивания агрегатами безвоздушного распыления работы выполняют М1 и М2. М1 управляет агрегатом и обслуживает его, М2 работает с пистолетом-распылителем. М2 держит пистолет-распылитель одной рукой, второй рукой придерживает рукав высокого давления и наносит окрашивающий состав на поверхность (рис. 6). Для получения покрытия одинаковой толщины необходимо:
- равномерно перемещать пистолет параллельно окрашиваемой поверхности на расстоянии 250 - 400 мм;
- скорость перемещения пистолета должна быть 0,25 - 0,6 м/с;
- ось факела выдерживать перпендикулярно окрашиваемой поверхности;
- включение и выключение пистолета в процессе окрашивания производить только во время его движения.
2.23. На рис. 7 показана организация рабочего места при окраске внутренних поверхностей строительных конструкций. Машинист М1 управляет работой агрегата безвоздушного распыления, производит дозаправку расходной емкости окрасочными составами, перемещает агрегат по фронту работ. Маляр-оператор М2 с помощью пистолета-распылителя наносит окрашивающий состав на поверхность, стоя на полу на универсальных сборно-разборных подмостях.
На каждом рабочем месте необходимо иметь:
- агрегат 2600Н или 7000Н;
- грунтовочные и окрашивающие составы из расчета работы на одну смену;
- вискозиметр ВЗ-4 - 1 шт.;
- секундомер или часы с секундной стрелкой - 1 шт.;
- тару для окрасочных материалов емкостью 40 - 50 л - 3 шт.;
- электродрель с лопастной мешалкой - 1 шт.;
- средство подмащивания - 1 шт.;
- сетку или марлю для процеживания окрасочных материалов - 1 шт.;
- респиратор типа «Лепесток» - 2 шт.;
- масло индустриальное 20 - 0,8 л;
- растворитель (для промывки агрегата) - 3 - 4 л;
- ветошь - 0,5 кг.
2.24. При работе с агрегатами безвоздушного распыления необходимо руководствоваться правилами СНиП III-4-80 «Техника безопасности в строительстве», инструкциями по технике безопасности и паспортом на каждый агрегат. К работе с агрегатами 2600Н и 7000Н допускаются лица не моложе 18 лет, прошедшие специальную подготовку и изучившие требования правил техники безопасности при эксплуатации агрегатов безвоздушного распыления. Перед началом работ необходимо проверять окрасочный агрегат на работоспособность и герметичность при максимальном давлении материала.
Категорически запрещается:
- направлять выходное отверстие распылительного сопла пистолета на людей;
- прикладывать к отверстию сопла пальцы и кисти рук;
- оставлять агрегат под давлением без присмотра;
- допускать к работе с агрегатом необученных лиц;
- работать на неисправном агрегате;
- работать с красками и растворителями неизвестного состава;
- устранять любые неисправности при включенном электродвигателе.
2.25. В конце рабочей смены в обязательном порядке необходимо провести техническое обслуживание агрегатов. На каждый агрегат безвоздушного распыления должен быть заведен журнал учета технических обслуживаний и учета. Агрегаты 2600Н и 7000Н следует хранить в закрытом помещении, в чистом виде, с отсоединенными шлангами и пистолетом. Предохранитель пусковой скобы пистолета должен быть освобожден, а сопло снято и должно храниться отдельно.
При перевозке с объекта на объект агрегат следует устанавливать в ящик либо обеспечить надежное закрепление и исключить возможность механических повреждений, опрокидывания и длительного воздействия влаги.
3. ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ
Подготовка поверхностей к окрашиванию со всеми сопутствующими работами (первая огрунтовка краскопультом) ЕНиР § 8-24.
Затраты труда на 100 м2 поверхности, чел.-ч - 30,66
Выработка на 1 чел.-дн., м2 - 22,8
Вторая огрунтовка и окраска агрегатами безвоздушного распыления (норма ЦНИБ «Мосстрой»)
Затраты труда на 100 м2 поверхности, чел.-ч - 2,6
Выработка на чел.-дн., м2 - 307,7
4. МАТЕРИАЛЬНО-ТЕХНИЧЕСКИЕ РЕСУРСЫ
4.1. Окрасочные материалы должны поступать на строительный объект в готовом к употреблению виде. Для их содержания необходимо использовать только чистую тару. Перед употреблением красок и жидких шпаклевок нужно удалять пленку с их поверхности, тщательно перемешать и профильтровать через сетку с 900 отверстиями на 1 см2 или через марлю в 2 - 3 слоя.
Готовые масляные краски (ГОСТ 10503-71) применяют для наружного и внутреннего или только для внутреннего окрашивания поверхностей по различным материалам (основаниям). В качестве разбавителя используют олифы. Для доведения красок до рабочей консистенции применяют уайт-спирит, скипидар в количестве до 5 % массы краски. Рабочая вязкость красок при нанесении агрегатами 2600Н и 7000Н должна быть 60 - 70 по ВЗ-4.
В качестве грунтовок применяют олифы вязкостью 18 - 30 с и разбавленные растворителем масляные краски до вязкости 20 - 30 с. Время полного высыхания красок и грунтовок - 24 часа. Водоэмульсионные краски доводят до рабочей консистенции водой. Вязкость красок для нанесения агрегатами безвоздушного распыления 60 - 80 с до ВЗ-4. Перед употреблением краску процеживают через два слоя марли. Для грунтовки поверхностей применяют разведенные водой водоэмульсионные краски до вязкости 20 - 30 с по ВЗ-4 или грунтовку «мыловар».
Грунтовку «мыловар» (ТУ 400-2-143-77) готовят на строительном объекте из концентрированной основы (студня), выпускаемого комбинатом «Стройдеталь» треста Мосотделпром. Состав концентрата грунтовки (в % по весу):
- мыло хозяйственное - 31
- клей «галерта» - 64
- олифа оксоль - 5
При растворении студня в воде должна образовываться однородная, без осадка, жидкая грунтовка. Студень используется в течение 10 дней в летних и 20 в зимних условиях. Для приготовления грунтовки одну весовую часть студня заливают двумя частями горячей воды. Затем состав перемешивают до полного растворения студня, добавляют 3 части холодной воды и снова тщательно перемешивают. Перед употреблением грунтовку процеживают через сито с 625 отв./см2. Грунтовочный состав наносят механизированным способом агрегатами безвоздушного распыления, а также ручными и электрокраскопультами. Время высыхания грунтовки перед нанесением покровного слоя краски 1 - 2 часа. Шпатлевка поставляется на строительный объект упакованной в полиэтиленовые мешки весом 15 кг, готовой к употреблению.
4.2. Потребность в основных материалах и полуфабрикатах приводится на 100 м2 поверхностей, кг:
- шпатлевка клеемасляная или «Помелакс» - 53,4
- краска водоэмульсионная (огрунтовка и окраска) - 37,1
- колер масляный - 22,8 + 4,9
- олифа - 11,6 + 2,4
4.3. Потребность в машинах, оборудовании и приспособлениях приводится в таблице № 3.
Таблица № 3
|
№ п/п |
Наименование, назначение и основные параметры |
ГОСТ, № чертежа, разработчик |
К-во, шт. |
|
1. |
Окрасочный агрегат безвоздушного распыления 2600Н или 7000Н |
г. Вильнюс Минстройдормаш СССР, Объединение строительно-отделочных машин |
|
|
2. |
Вибросито СО-3А для процеживания окрасочных составов |
Выборгский з-д «Электроинструмент» |
|
|
3. |
Краскотерка СО-116 для перетирки шпаклевки |
выпускается промышленностью |
|
|
4. |
Машина для шлифования шпаклевки ИЭ-2201А |
||
|
5. |
Пылесос для обеспыливания поверхностей после шлифовки |
ГОСТ 10280-75 |
|
|
6. |
Штукатурный нож для расшивки трещин |
черт. 318.00.00 ВНИИСМИ Минстройдормаша СССР |
|
|
7. |
Шпатель малярный типа ЩД-45 |
ГОСТ 10778-76 |
|
|
8. |
Шпатель малярный типа ШМ-75 |
ГОСТ 10778-76 |
|
|
9. |
Скребок металлический с удлиненной ручкой для очистки поверхностей |
черт. 1233 треста Мосоргстрой |
|
|
10. |
Шарнирная терка для шлифовки прошпаклеванных поверхностей |
черт. 725.00.00 Управления механизации отделочных работ Главмосстроя |
|
|
11. |
Кисть-ручник для обеспыливания поверхностей при расшивке трещин |
ГОСТ 10597-70 |
|
|
12. |
Противень для шпатлевки |
черт. объединения Мосотделстроя Главмосстроя |
|
|
13. |
Очки защитные |
ГОСТ 124003-74 |
|
|
14. |
Универсальные сборно-разборные передвижные подмости |
черт. 611.00.00 Управления механизации отделочных работ объединения Мосотделстроя |
График выполнения работ звеном из 4 человек объем 120 м2 поверхностей
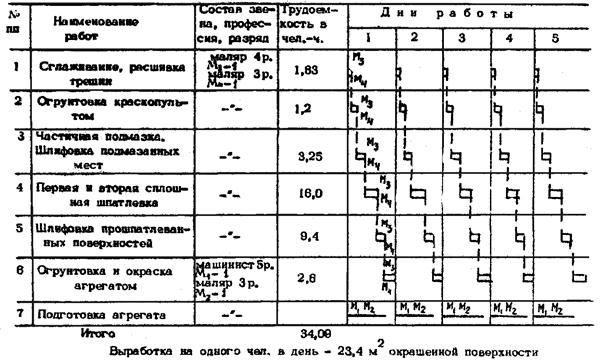
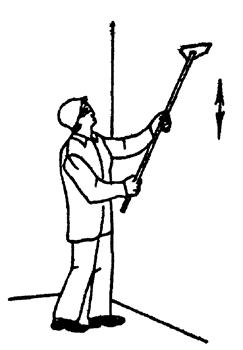


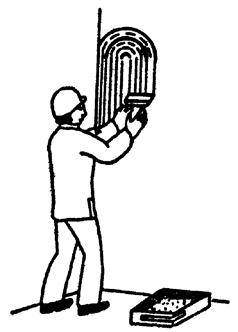
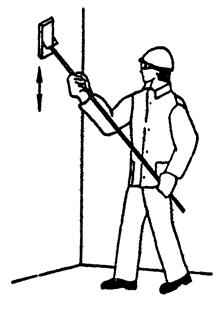

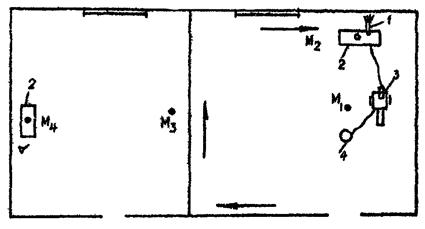
Рис. 7. Организация рабочего места звена
1 - пистолет-распылитель; 2 - сборно-разборный столик-подмости; 3 - агрегат безвоздушного распыления; 4 - расходная емкость с красочным составом; М1 - обслуживает агрегат; М2 - наносит состав при помощи пистолета-распылителя; М3 и М4 - подготавливают поверхности
СОДЕРЖАНИЕ