ГОСТ Р 52244-2004
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ПАЛЛАДИЙ АФФИНИРОВАННЫЙ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОССТАНДАРТ РОССИИ
Москва
Предисловие
1 РАЗРАБОТАН И ВНЕСЕН Исследовательским центром металлургических технологий и сертификации ОАО «Сибцветметниипроект», Техническим комитетом по стандартизации ТК 102 «Платиновые металлы»
2 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстандарта России от 9 марта 2004 г. № 130-ст
3 В настоящем стандарте учтены показатели и требования зарубежного стандарта ASTM B589-94 «Стандартная спецификация для аффинированного палладия» в части химического состава
4 ВВЕДЕН ВПЕРВЫЕ
СОДЕРЖАНИЕ
|
3 Классификация, основные параметры и размеры.. 2 4.1 Характеристики (свойства) 2 7 Транспортирование и хранение. 6 Приложение А Варианты расположения маркировки на слитке палладия. 6 |
ГОСТ Р 52244-2004
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ПАЛЛАДИЙ АФФИНИРОВАННЫЙ
Технические условия
Refined palladium. Specifications
Дата введения 2005-01-01
1 Область применения
Настоящий стандарт распространяется на аффинированный палладий в слитках и порошке, предназначенный для производства сплавов, полуфабрикатов, химических соединений палладия и других целей.
Стандарт устанавливает требования к аффинированному палладию, предназначенному для потребностей страны и экспорта.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 5556-81 Вата медицинская гигроскопическая. Технические условия
ГОСТ 6613-86 Сетки проволочные тканые с квадратными ячейками. Технические условия
ГОСТ 9347-74 Картон прокладочный и уплотнительные прокладки из него. Технические условия
ГОСТ 10354-82 Пленка полиэтиленовая. Технические условия
ГОСТ 12225-80 Палладий. Методы анализа
ГОСТ 12923-82 Алигнин медицинский. Технические условия
ГОСТ 14192-96 Маркировка грузов
ГОСТ 24104-2001 Весы лабораторные. Общие технические требования
3 Классификация, основные параметры и размеры
3.1 В зависимости от химического состава палладий изготовляют следующих марок:
ПдА-0, ПдА-1, ПдА-2 - аффинированный палладий в слитках;
ПдАП-0, ПдАП-1, ПдАП-2 - аффинированный палладий в порошке.
Примеры условных обозначений:
Палладий аффинированный марки ПдА-0 в слитках:
ПдА-0 ГОСТ Р 52244-2004
Палладий аффинированный марки ПдАП-0 в порошке:
ПдАП-0 ГОСТ Р 52244-2004
3.2 Слиток палладия должен быть прямоугольной формы, длиной (100 ± 3) мм и шириной (65 ± 2) мм. Высота слитка не регламентируется.
3.3 Масса слитка должна быть не более 3,5 кг.
3.4 По согласованию изготовителя с заказчиком допускается изготовление палладия в слитках других форм, размеров и массы.
3.5 Размер частиц порошка палладия должен быть не более 1,6 мм. Допускается наличие частиц порошка размером более 1,6 мм в количестве, не превышающем 2 % массы партии.
4 Технические требования
4.1 Характеристики (свойства)
4.1.1 Аффинированный палладий (далее - палладий) должен соответствовать требованиям настоящего стандарта и изготовляться по технологической документации, утвержденной в установленном порядке.
4.1.2 Химический состав палладия в слитках и в порошке должен соответствовать нормам, указанным в таблице 1.
Таблица 1 - Химический состав палладия
|
Массовая доля, %, по маркам |
|||
|
ПдА-0, ПдАП-0 |
ПдА-1, ПдАП-1 |
ПдА-2, ПдАП-2 |
|
|
Палладий, не менее (по разности) |
99,98 |
99,95 |
99,90 |
|
Примеси, не более: |
0,02 |
0,05 |
0,10 |
|
платина, родий, иридий, рутений (сумма) |
0,015 |
0,025 |
0,050 |
|
золото |
0,002 |
0,005 |
0,010 |
|
свинец |
0,002 |
0,005 |
0,005 |
|
железо |
0,003 |
0,005 |
0,020 |
|
кремний |
0,002 |
0,005 |
0,010 |
|
олово |
0,001 |
0,005 |
0,005 |
|
алюминий |
0,002 |
0,005 |
0,005 |
|
сурьма |
0,002 |
0,002 |
0,050 |
|
серебро |
0,002 |
0,003 |
- |
|
магний |
0,002 |
0,005 |
- |
|
цинк |
0,002 |
0,0025 |
- |
|
медь |
0,005 |
0,005 |
- |
|
никель |
0,001 |
0,002 |
- |
|
марганец |
0,001 |
0,001 |
- |
|
хром |
0,001 |
0,001 |
- |
|
кобальт |
0,001 |
0,001 |
- |
|
кальций |
0,005 |
0,005 |
- |
|
* По согласованию с потребителем допускается расширение числа определяемых элементов и определение их предельно допустимых массовых долей, а также определение потерь при прокаливании для палладия в порошке по методикам предприятия-изготовителя. |
|||
4.1.3 Поверхность слитков должна быть обработана резанием. Посторонние включения не допускаются.
Допускается зачистка или зачеканка отдельных поверхностных повреждений на тех сторонах слитка, где нет маркировки. Количество зачищенных или зачеканенных мест должно быть не более пяти.
Глубина зачищенных и зачеканенных мест на поверхности слитков не должна превышать 1 мм. Следы от механической обработки браковочными признаками не являются.
4.1.4 Порошок палладия не должен содержать посторонних механических включений.
4.1.5 Палладий пожаровзрывобезопасен.
4.2 Маркировка
4.2.1 На лицевую поверхность каждого слитка палладия наносят маркировку, состоящую из шести оттисков:
- товарного знака предприятия-изготовителя;
- номера (шифра) слитка;
- надписи на английском языке: «MADE IN RUSSIA» или расположенной в овале надписи: «РОССИЯ»;
- символа Pd;
- массовой доли палладия, %;
- массы слитка, g или г.
Допускается нанесение других оттисков клейм (год выпуска, логотип предприятия) по согласованию с потребителем.
Оттиски на слитках должны быть четкими, линии оттиска не должны иметь разрывов.
4.2.2 Варианты расположения маркировки на слитке палладия приведены в приложении А.
4.2.3 На каждую банку с порошком палладия наклеивают этикетку, содержащую:
- наименование металла и его марку;
- номер партии;
- номер места;
- массу брутто, нетто и тары, г;
- массовую долю палладия, %;
- номер спецификации;
- год выпуска;
- обозначение настоящего стандарта.
4.2.4 На каждую ампулу с порошком палладия наклеивают этикетку, содержащую:
- наименование металла и его марку;
- номер партии;
- массу нетто, г;
- массовую долю палладия, %;
- год выпуска;
- обозначение настоящего стандарта.
4.2.5 На транспортную тару наклеивают этикетку с указанием номера спецификации и номера места.
При отгрузке порошка палладия в ампулах транспортную тару дополнительно маркируют по ГОСТ 14192 с указанием манипуляционного знака «Хрупкое. Осторожно».
4.3 Упаковка
4.3.1 Транспортной тарой для палладия служат металлические или пластиковые контейнеры, а также деревянные ящики. Ящики должны быть внутри оклеены поролоном или мягкой тканью. Металлические контейнеры должны иметь внутри фанерную или деревянную обечайку.
4.3.2 Ящики изготовляют из досок. Толщина стенок ящиков - не менее 10 мм. Дно и крышка могут быть изготовлены из фанеры с обивкой ящика снаружи стальной полосой.
Ящик должен быть снабжен двумя металлическими ручками и сквозным болтом, проходящим через дно, стенку и крышку ящика.
Пластиковый контейнер обвязывают металлической лентой и пломбируют. Металлический контейнер должен быть оснащен металлической крышкой с замками.
4.3.3 Слитки палладия должны быть плотно уложены в транспортную тару горизонтальными рядами маркировкой вверх. При упаковке слитков в металлические контейнеры и деревянные ящики между рядами слитков должны быть уложены прокладки из листового картона по ГОСТ 9347.
Упаковка слитков должна исключать возможность самопроизвольного перемещения слитков в транспортной таре во время транспортирования.
Масса брутто одного ящика должна быть не более 65 кг.
4.3.4 Палладий в порошке упаковывают в пластмассовые банки или в стеклянные ампулы, предназначенные для транспортирования и хранения драгоценных металлов, изготовленные по нормативным документам.
Масса нетто порошка в пластмассовой банке должна быть не более 7000 г, а в стеклянной ампуле - не более 100 г.
Крышки и горловины банок закрывают полиэтиленовой салфеткой, обвязывают шпагатом или другим материалом и пломбируют пломбами предприятия-изготовителя. Стеклянные ампулы запаивают.
4.3.5 Каждую пластмассовую банку с порошком палладия укладывают в мешок из плотной ткани или из полиэтиленовой пленки по ГОСТ 10354.
Стеклянные ампулы обертывают ватой по ГОСТ 5556 или алигнином по ГОСТ 12923, или поролоном и укладывают в жесткую тару, изготовленную по нормативному документу.
4.3.6 Пластмассовые банки в мешках и ампулы в жесткой таре упаковывают в деревянные ящики или в контейнеры (металлические, пластиковые), изготовленные по нормативным документам.
Банки укладывают плотно горизонтальными рядами крышкой вверх.
4.3.7 Каждый пластиковый контейнер при обвязке металлической лентой пломбируют специальными гильзами. При использовании деревянных ящиков и металлических контейнеров их пломбируют пломбами цеха-изготовителя и отдела технического контроля предприятия-изготовителя. Пломбы на ящиках должны быть подвешены через отверстие сквозного болта после завернутой гайки и убраны в углубление на крышке ящика. У металлических контейнеров пломбируют крышки замковых гнезд.
4.3.8 По согласованию с заказчиком допускаются другие виды упаковки палладия, которые обеспечивают сохранность продукции во время транспортирования.
5 Правила приемки
5.1 Палладий предъявляют к приемке партиями.
Партия палладия в слитках должна состоять из металла одной плавки. Количество слитков в партии не нормируется.
Партия палладия в порошке должна состоять из металла, полученного в одном технологическом цикле.
Масса партии палладия должна быть не более 350 кг.
5.2 Каждая партия палладия сопровождается документом о качестве, содержащим:
- товарный знак и наименование предприятия-изготовителя;
- наименование металла и его марку;
- номер партии;
- массовую долю палладия, %;
- массовую долю каждой определяемой примеси, %;
- номер спецификации;
- год выпуска;
- штамп отдела технического контроля;
- обозначение настоящего стандарта.
5.3 Каждая поставка палладия должна сопровождаться спецификацией. В спецификации должны быть указаны:
- товарный знак и наименование предприятия-изготовителя;
- наименование металла и его марка;
- номер спецификации;
- номер партии;
- год выпуска;
- номера мест;
- номера слитков (банок, ампул);
- масса каждого слитка (нетто каждой банки, ампулы), г;
- массовая доля палладия, %;
- масса чистого палладия, г;
- массовая доля каждой определяемой примеси, %;
- общая масса партии, г;
- обозначение настоящего стандарта.
Документ о качестве и спецификацию, защищенные полиэтиленовой пленкой, вкладывают в одно из упаковочных мест партии. На упаковочное место наносят маркировку «Документ здесь».
Допускается формировать пакет документов и отправлять его отдельно.
5.4 Для проверки химического состава от каждой партии отбирают пробу (для палладия в слитках - по 6.3, для палладия в порошке - по 6.4).
5.5 Контролю качества поверхности и наличия посторонних включений, а также массы и размеров слитков подвергают каждый слиток.
5.6 Проверке качества упаковки, маркировки и правильности оформления сопроводительной документации подлежит каждая партия палладия, каждый слиток, каждая банка, ампула.
5.7 При возникновении разногласий в оценке химического состава у изготовителя и заказчика хотя бы по одному из показателей проводят анализ контрольной пробы, хранящейся у изготовителя.
6 Методы контроля
6.1 Контроль качества поверхности слитков палладия проводят визуально без применения увеличительных приборов.
Контроль размеров слитков проводят с помощью средств измерения, обеспечивающих необходимую точность.
Контроль массы слитков, порошка в банках, ампулах проводят взвешиванием на весах по ГОСТ 24104, обеспечивающих необходимую погрешность в соответствии с таблицей 2.
Таблица 2
В граммах
|
Погрешность |
|
|
До 200 включ. |
+0,0075 |
|
Св. 200 » 1000 » |
+0,01 |
|
» 1000 » 10000 » |
+0,1 |
6.2 Гранулометрический состав порошка палладия гарантируют технологией.
Наличие механических примесей определяют по объединенной пробе визуально.
Допускается отбор готовой пробы из расплава с получением пробных слитков с предварительно обработанной поверхностью или стержней для спектрального анализа или другой метод отбора готовой пробы по методике предприятия-изготовителя, не снижающей ее представительности.
Определение химического состава палладия в слитках у заказчика, при необходимости, может проводиться на пробах, отбираемых от любых двух слитков партии путем сверления противоположных углов и сторон слитка.
6.4 Для определения химического состава и размера частиц порошка палладия отбирают пробу. Для этого партию порошка перемешивают шесть раз на кольцо и конус и сокращают квартованием с перемешиванием на каждой стадии до массы объединенной пробы не менее 5 % массы партии. Объединенную пробу просеивают через сито с ячейкой размером 1,6 мм по ГОСТ 6613, усредняют и сокращают до массы готовой пробы (не менее 200 г.).
Допускается отбор готовой пробы методом пересечения струи порошка палладия при его выгрузке из смесителя после механического усреднения.
6.5 Анализ химического состава палладия проводят по ГОСТ 12225 и другим методикам, обеспечивающим точность не ниже установленной указанным стандартом.
Изготовитель гарантирует содержание палладия в слитках и порошке в соответствии с требованиями 4.1.2.
6.6 Срок хранения контрольной пробы - три месяца со дня отгрузки продукции потребителю.
7 Транспортирование и хранение
7.1 Палладий в слитках и в порошке транспортируют и хранят в соответствии с требованиями федеральных финансовых органов России.
7.1.1 Транспортирование палладия осуществляют в упакованном виде и в соответствии с нормативными требованиями организации, осуществляющей перевозку.
7.1.2 Хранение палладия у изготовителя и потребителя проводят в упакованном виде в условиях, обеспечивающих сохранность продукции от повреждений и порчи.
Срок хранения палладия в упаковке изготовителя не ограничен.
ПРИЛОЖЕНИЕ А
(рекомендуемое)
Варианты расположения маркировки на слитке палладия
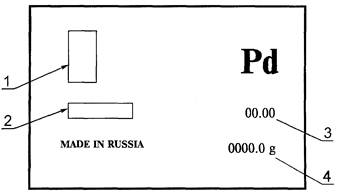
1 - товарный знак предприятия-изготовителя; 2 - номер (шифр) слитка; 3 - массовая доля палладия, %; 4 - масса слитка, g
Рисунок А.1
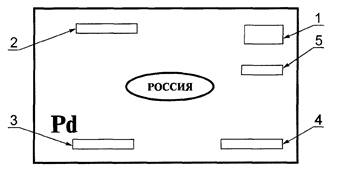
1 - товарный знак предприятия-изготовителя; 2 - номер (шифр) слитка; 3 - массовая доля палладия, %; 4 - масса слитка, г; 5 - год выпуска
Рисунок А.2
Ключевые слова: палладий аффинированный, слитки, порошок, химический состав, масса, поверхность, размер частиц, маркировка, упаковка, правила приемки, отбор проб, химический анализ, контроль качества, транспортирование, хранение