ОБЩЕСОЮЗНЫЙ СТАНДАРТ СОЮЗА ССР
ОСТ НКТП 1260
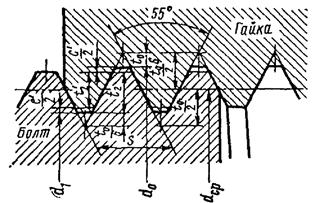
ДЮЙМОВАЯ РЕЗЬБА С УГЛОМ ПРОФИЛЯ 55°
ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва 1971
ОБЩЕСОЮЗНЫЙ СТАНДАРТ СОЮЗА ССР
|
ОСТ НКТП 1260 Взамен |
Утвержден Народным комиссариатом тяжелой промышленности 8/VII 1932 г. Пересмотрен 26/VII 1937 г. Срок введения установлен
с 1/Х 1937 г.
t0 = 0,96049 × S
t2 = 0,6403 × S
t¢2 = t2 - ![]()
Пример обозначения резьбы дюймовой диаметром 1 1/2² (шаг 6 ниток на 1²) : 1 1/2².
|
Размеры в мм |
||||||||
|
Диаметр резьбы |
Зазоры |
Шаг резьбы |
Число ниток на 1² |
Высота профиля |
||||
|
наружный |
средний |
внутренний |
||||||
|
d |
d0 |
dср |
d1 |
с¢ |
е¢ |
S |
п |
t2 |
|
3/16 |
4,762 |
4,085 |
3,408 |
0,132 |
0,152 |
1,058 |
24 |
0,677 |
|
1/4 |
6,350 |
5,537 |
4,724 |
0,150 |
0,186 |
1,270 |
20 |
0,814 |
|
5/16 |
7,938 |
7,034 |
6,131 |
0,158 |
0,209 |
1,411 |
18 |
0,903 |
|
3/8 |
9,525 |
8,509 |
7,492 |
0,165 |
0,238 |
1,588 |
16 |
1,017 |
|
(7/16) |
11,112 |
9,951 |
8,789 |
0,182 |
0,271 |
1,814 |
14 |
1,162 |
|
1/2 |
12,700 |
11,345 |
9,989 |
0,200 |
0,311 |
2,117 |
12 |
1,355 |
|
(9/16) |
14,288 |
12,932 |
11,577 |
0,208 |
0,313 |
2,117 |
12 |
1,355 |
|
5/8 |
15,875 |
14,397 |
12,918 |
0,225 |
0,342 |
2,309 |
11 |
1,479 |
|
3/4 |
19,050 |
17,424 |
15,798 |
0,240 |
0,372 |
2,540 |
10 |
1,626 |
|
7/8 |
22,225 |
20,418 |
18,611 |
0,265 |
0,419 |
2,822 |
9 |
1,807 |
|
1 |
25,400 |
23,367 |
21,334 |
0,290 |
0,466 |
3,175 |
8 |
2,033 |
|
1 1/8 |
28,575 |
26,252 |
23,929 |
0,325 |
0,531 |
3,629 |
7 |
2,323 |
|
1 1/4 |
31,750 |
29,427 |
27,104 |
0,330 |
0,536 |
3,629 |
7 |
2,323 |
|
(1 3/8) |
34,925 |
32,215 |
29,504 |
0,365 |
0,626 |
4,233 |
6 |
2,711 |
|
1 1/2 |
38,100 |
35,390 |
32,679 |
0,370 |
0,631 |
4,233 |
6 |
2,711 |
|
(1 5/8) |
41,275 |
38,022 |
34,770 |
0,425 |
0,750 |
5,080 |
5 |
3,253 |
|
1 3/4 |
44,450 |
41,198 |
37,945 |
0,430 |
0,755 |
5,080 |
5 |
3,253 |
|
(1 7/8) |
47,625 |
44,011 |
40,397 |
0,475 |
0,833 |
5,644 |
4 1/2 |
3,614 |
|
2 |
50,800 |
47,186 |
43,572 |
0,480 |
0,838 |
5,644 |
4 1/2 |
3,614 |
|
2 1/4 |
57,150 |
53,084 |
49,019 |
0,530 |
0,341 |
6,350 |
4 |
4,066 |
|
2 1/2 |
63,500 |
59,434 |
55,369 |
0,530 |
0,941 |
6,350 |
4 |
4,066 |
|
2 3/4 |
69,850 |
65,204 |
60,557 |
0,590 |
1,073 |
7,257 |
3 1/2 |
4,647 |
|
3 |
76,200 |
71,554 |
66,907 |
0,590 |
1,073 |
7,257 |
3 1/2 |
4,647 |
|
3 1/4 |
82,550 |
77,546 |
72,542 |
0,640 |
1,158 |
7,815 |
3 1/4 |
5,004 |
|
3 1/2 |
88,900 |
83,896 |
78,892 |
0,640 |
1,158 |
7,815 |
3 1/4 |
5,004 |
|
3 3/4 |
95,250 |
89,829 |
84,409 |
0,700 |
1,251 |
8,467 |
3 |
5,421 |
|
4 |
101,600 |
96,179 |
90,759 |
0,700 |
1,251 |
8,467 |
3 |
5,421 |
Примечания:
1. Показанный на чертеже жирной линией
профиль со срезами на расстоянии ![]() от вершин исходного треугольника является
общим для болта и гайки теоретическим профилем резьбы, от которого
отсчитываются отклонения для болта и гайки по ОСТ НКТП 1261 и ОСТ НКТП 1262 на
допуски резьб.
от вершин исходного треугольника является
общим для болта и гайки теоретическим профилем резьбы, от которого
отсчитываются отклонения для болта и гайки по ОСТ НКТП 1261 и ОСТ НКТП 1262 на
допуски резьб.
2. Зазоры численно равны: ![]() - половине нижнего
отклонения внутреннего диаметра гайки,
- половине нижнего
отклонения внутреннего диаметра гайки, ![]() - половине верхнего отклонения наружного
диаметра болта по ОСТ НКТП 1261 и ОСТ НКТП 1262.
- половине верхнего отклонения наружного
диаметра болта по ОСТ НКТП 1261 и ОСТ НКТП 1262.
3. Дюймовая резьба может применяться лишь при изготовлении запасных деталей и не должна применяться при проектировании новых изделий.
4. Диаметры резьбы, взятые в скобки, соответствуют наименее ходовым резьбам.
5. Дюйм принят равным 25,4 мм.