ГОСТ 4070-2000
(ИСО 1893-89)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ИЗДЕЛИЯ ОГНЕУПОРНЫЕ
Метод определения температуры
деформации под нагрузкой
МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ
ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
Минск
Предисловие
1 РАЗРАБОТАН МТК 9 ОАО «Санкт-Петербургский институт огнеупоров» (ОАО «СПбИО»)
ВНЕСЕН Госстандартом России
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол № 17 от 22 июня 2000 г.)
За принятие проголосовали:
|
Наименование государства |
Наименование национального органа по стандартизации |
|
Азербайджанская Республика |
Азгосстандарт |
|
Республика Армения |
Армгосстандарт |
|
Республика Беларусь |
Госстандарт Республики Беларусь |
|
Республика Казахстан |
Госстандарт Республики Казахстан |
|
Киргизская Республика |
Киргизстандарт |
|
Российская Федерация |
Госстандарт России |
|
Республика Таджикистан |
Таджикстандарт |
|
Туркменистан |
Главгосинспекция «Туркменстандартлары» |
|
Республика Узбекистан |
Узгосстандарт |
|
Украина |
Госстандарт Украины |
3 Приложение А к настоящему стандарту представляет собой аутентичный текст международного стандарта ИСО 1893-89 «Огнеупорные изделия. Определение деформации под нагрузкой. Дифференциальный метод измерения при возрастающей температуре»
4 Постановлением Государственного комитета Российской Федерации по стандартизации и метрологии от 9 октября 2000 г. № 254-ст межгосударственный стандарт ГОСТ 4070 введен в действие в качестве государственного стандарта Российской Федерации с 1 июня 2000 г.
5 ВЗАМЕН ГОСТ 4070-83
6 ИЗДАНИЕ (март 2006 г.) с Поправкой (ИУС 9-2001)
Содержание
ГОСТ
4070-2000
(ИСО 1893-89)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ИЗДЕЛИЯ ОГНЕУПОРНЫЕ
Метод определения температуры деформации под нагрузкой
Refractory products.
Method for determination of refractoriness-under-load
Дата введения 2001-06-01
1 Область применения
Настоящий стандарт устанавливает метод определения температуры деформации под нагрузкой огнеупорных изделий с общей пористостью менее 45 %.
Стандарт не распространяется на теплоизоляционные огнеупорные изделия.
Допускается проводить определение по международному стандарту ИСО 1893, приведенному в приложении А, если это оговорено в нормативном документе или контракте.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 166-89 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 5378-88 Угломеры с нониусом. Технические условия
ГОСТ 6672-75 Стекла покровные для микропрепаратов. Технические условия
ГОСТ 7164-78 Приборы автоматические следящего уравновешивания ГСП. Общие технические условия
ГОСТ 8179-98 (ИСО 5022-79) Изделия огнеупорные. Отбор образцов и приемочные испытания
ГОСТ 8335-81 Пирометры визуальные с исчезающей нитью. Общие технические условия
ГОСТ 28874-90 Огнеупоры. Классификация
3 Определения
В настоящем стандарте применяют следующие термины с соответствующими определениями.
3.1 деформация под нагрузкой: Относительное изменение высоты огнеупорного образца при совместном воздействии механической нагрузки, повышающейся температуры и времени.
3.2 теплоизоляционные огнеупорные изделия: Изделия с общей пористостью 45 % и выше (ГОСТ 28874).
4 Сущность метода
Образец подвергают действию сжимающей и тепловой нагрузки и регистрируют температуры, соответствующие определенной степени деформации.
5 Аппаратура
5.1 Электрическая вертикальная трубчатая печь сопротивления с воздушной атмосферой, диаметром рабочего пространства и высотой зоны наивысшей температуры не менее 100 мм, обеспечивающая подъем температуры с заданной скоростью. Перепад температур по высоте зоны не должен превышать 10 °С. Для измерения температуры применяется горизонтальная визирная трубка на уровне середины высоты зоны.
5.2 Нагружающее устройство, состоящее из верхнего и нижнего штемпелей, двух прокладок и системы грузов.
Устройство должно обеспечивать приложение нагрузки перпендикулярно основанию образца с погрешностью ±1 Н.
Диаметр штемпелей и прокладок 50 - 75 мм. Толщина нижней прокладки (10 ± 1) мм, верхней - 9 - 15 мм. Разность толщин прокладок в двух диаметрально противоположных точках не должна превышать 0,2 мм.
Детали устройства, работающие в зоне высоких температур (штемпели и прокладки), не должны деформироваться при температуре испытания под нагрузкой, соответствующей давлению (0,20 ± 0,01) Н/мм2. Это проверяется при холостом пуске установки с помощью образца - цилиндра высотой и диаметром (50 ± 1) мм, изготовленного из того же материала, что и нагрузочные штемпели.
5.3 Устройство для измерения деформации, обеспечивающее измерение высоты образца с точностью до 0,01 мм.
5.4 Устройства для измерения температуры
5.4.1 Термопара по нормативной документации с измерительным прибором класса 0,5 по ГОСТ 7164 или другой нормативной документации (НД).
5.4.2 Пирометр любого типа с основной погрешностью измерения ±20 °С в интервале температур 1200 - 1800 °С по ГОСТ 8335 или другой НД.
5.5 Штангенциркуль по ГОСТ 166 или другой измерительный инструмент с допускаемой точностью измерения линейных размеров ±0,1 мм по НД.
5.6 Угломер по ГОСТ 5378. Допускается применять шаблон, обеспечивающий измерение угла с погрешностью не более 0,5 %.
5.7 Шкаф сушильный с температурой не ниже 110 °С по НД.
5.8 Весы технические с погрешностью ±0,1 г по НД.
6 Образец для испытания
6.1 Для испытания отбирают одно изделие в соответствии с ГОСТ 8179 и вырезают образец, ось которого должна совпадать с направлением усилия прессования изделия,
6.2 При изготовлении образца допускается применять охлаждающую жидкость, не реагирующую с материалом образца (вода, керосин и т. д.).
6.3 Образец высушивают до постоянной массы. Массу считают постоянной, если результат последующего взвешивания, проведенного через 1 ч сушки, отличается от предыдущего не более чем на 0,1 %.
6.4 Образец должен быть в форме цилиндра высотой (50 ± 1) мм и диаметром (36 ± 1) мм, если в нормативной документации на огнеупорные изделия не предусмотрены образцы других размеров.
6.5 Основания цилиндра должны быть взаимно параллельными и перпендикулярными оси цилиндра. Угол между основанием и образующей цилиндра должен быть (90 ± 0,5) °С.
6.6 Разность высот образца в двух диаметрально противоположных точках не должна превышать 0,2 мм.
6.7 На поверхности образца не должно быть видимых дефектов.
7 Порядок проведения испытания
7.1 Образец устанавливают в печь на нижний штемпель на высоте середины зоны наивысшей температуры так, чтобы ось образца совпадала с вертикальной осью трубы печи и обоих штемпелей. Затем устанавливают верхний штемпель. Между образцом и штемпелями помещают прокладки из того же материала, что и штемпели.
7.2 К образцу прикладывают нагрузку, соответствующую давлению (0,20 ± 0,01) Н/мм2.
Примечание - При испытании муллитовых огнеупорных изделий для кладки лещади доменных печей давление устанавливают (0,40 ± 0,01) Н/мм2.
7.3 При измерении температуры термопару вводят в печь в защитном чехле вдоль верхнего нагрузочного штемпеля или перпендикулярно ему через визирную трубку так, чтобы спай термопары находился на уровне середины высоты образца на расстоянии не более 10 мм от его боковой поверхности.
При измерении температуры пирометром наружный конец визирной трубки должен быть закрыт специальной оправкой с покровным стеклом по ГОСТ 6672.
Допускается применять призму с полным внутренним отражением, при этом в отсчеты по пирометру вносят поправки на призмы и стекло, установленные их предварительной градуировкой.
7.4 Образец нагревают до температуры 800 °С со скоростью не более 10 °С/мин, при температуре свыше 800 °С - со скоростью 4 - 5 °С/мин.
7.5 Во время испытания после достижения 800 °С температуру и расширение образца регистрируют каждые 10 мин, при достижении максимального расширения образца показания регистрируют каждые 3 - 5 мин до окончания испытания. Затем печь отключают и снимают нагрузку с образца.
8 Обработка результатов
8.1 Образец после охлаждения подвергают внешнему осмотру. Результаты испытания считают недействительными, если при осмотре обнаружены:
- неправильная грибовидная форма образца, вызванная смещением зоны наивысшей температуры;
- одностороннее оплавление или другие признаки неравномерного нагрева образца;
- перекос образца из-за несоосного нагружения.
8.2 По данным, полученным в ходе проведения испытания, строят диаграмму зависимости изменения высоты (деформации) образца DL от температуры, приведенную на рисунке 1.
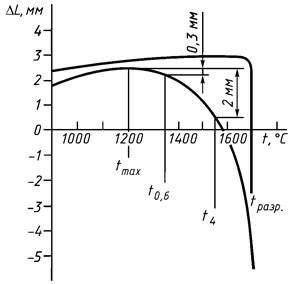
Рисунок 1 - Диаграмма «температура - деформация»
Примечание - При испытаниях серийной продукции допускается не строить диаграмму «температура - деформация», а вносить в протокол испытания полученные численные значения.
8.3 На диаграмме и в журнале испытаний отмечают:
- tmax,температуру, соответствующую максимальному расширению образца;
- t0,6, температуру начала размягчения, соответствующую уменьшению высоты образца на 0,3 мм (0,6 %) от максимального расширения;
- t4, температуру, соответствующую уменьшению высоты образца на 2 мм (4 %) от максимального расширения;
- tразр, температуру, соответствующую разрушению образца.
Результат измерения температуры округляют до второй значащей цифры, например температуру 1484 °С записывают 1480 °С.
8.4 При испытаниях образцов высотой менее 50 мм за t0,6 и t4 принимают температуру, при которой показания измерителя деформации в миллиметрах меньше максимально достигнутого расширения соответственно на 0,6 и 4 % от исходной высоты образца.
8.5 Расхождение двух параллельных определений в одной лаборатории не должно превышать ±20 °С.
9 Протокол испытания
9.1 Результаты испытания записывают в протокол, в котором указывают:
- обозначение настоящего стандарта;
- место и дату испытания;
- наименование и марку изделия или материала;
- результаты испытания: t0,6, t4 или tразр;
- подпись исполнителя.
ПРИЛОЖЕНИЕ А
(рекомендуемое)
Дифференциальный метод измерения деформации
огнеупорных изделий под
нагрузкой при возрастающей температуре (ИСО 1893-89)
А.1 Область применения
Настоящий стандарт устанавливает метод определения деформации плотных и теплоизоляционных огнеупорных изделий, подвергнутых воздействию постоянной нагрузки в условиях постепенного повышения температуры (деформация под нагрузкой) - дифференциальный метод при повышающейся температуре. Максимальная температура испытания -1700 °С.
А.2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ИСО 3187-89 Изделия огнеупорные. Определение ползучести при сжатии
МЭК 584-1-77 Термопары. Часть 1. Справочные таблицы
МЭК 584-2-82 Термопары. Часть 2. Допуски
ИСО 3599-76 Штангенциркуль с точностью до 0,1 и 0,05 мм
ИСО 5016-97 Теплоизоляционные огнеупорные изделия. Определение кажущейся плотности и истинной пористости
ИСО 5017-88 Плотные огнеупорные изделия. Определение кажущейся плотности, открытой и общей пористости
А.3 Определения
А.3.1 В настоящем стандарте применяют следующие термины с соответствующими определениями:
А.3.1.1 деформация под нагрузкой: Поведение огнеупорного изделия, подвергнутого объединенному воздействию нагрузки, повышающейся температуры и времени.
А.3.1.2 теплоизоляционные огнеупорные изделия: Изделия с общей пористостью свыше 45 % (по объему), определяемой по ИСО 5016.
А.3.1.3 плотные огнеупорные изделия: Огнеупорные изделия с общей пористостью не более 45 % (по объему), определяемой по ИСО 5017.
А.4 Сущность метода
Образец цилиндрической формы подвергают действию постоянной сжимающей нагрузки, одновременно нагревая его с определенной скоростью повышения температуры до тех пор, пока не произойдет заданная деформация, и регистрируют температуры, соответствующие определенной степени деформации.
А.5 Аппаратура
А.5.1 Печь
Печь (предпочтительно вертикальная) с воздушной атмосферой, обеспечивающая повышение температуры образца с заданной скоростью до конечной температуры испытания. Температура в зоне печи, в которую помещают образец (на расстоянии 12,5 мм выше и ниже образца), после достижения 500 °С должна быть равномерной в пределах ±20 °С. Это должно быть проверено во время проведения испытания с помощью термопар, помещенных в разных точках боковой поверхности образца.
Примечание - Конструкция печи должна обеспечивать доступ к опорам перемещением неподвижной опоры или самой печи.
Сборка должна давать возможность устанавливать образец и нагружающую опору в вертикальное положение для обеспечения соосности с неподвижной опорой в ненагруженном состоянии.
А.5.2 Нагружающее устройство
А.5.2.1 Общие положения
Нагружающее устройство (А.5.2.2 - А.5.2.5) должно обеспечивать приложение нагрузки по обшей оси нагружающей (подвижной) опоры, образца и неподвижной опоры.
Прилагаемая нагрузка должна быть направлена вертикально вдоль этой оси в направлении сверху вниз к испытуемому образцу на всех этапах испытания.
Деформацию испытуемого образца измеряют с помощью измерительного устройства (дилатометра), проходящего через нагружающую опору или середину неподвижной опоры.
Измерительное устройство, проходящее через неподвижную опору, приведено на рисунках А.1 и А.2. Измерительное устройство, проходящее через нагружающую опору (рисунок А.3), получают заменой опоры и огнеупорной плиты со сквозными отверстиями на опору и плиту без отверстий.
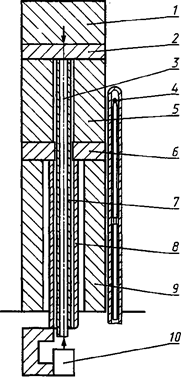
1 - нагружающая опора; 2 - диск; 3 - центральная
термопара; 4 - контрольная термопара;
5 - образец; 6 - диск; 7- внутренняя корундовая труба; 8-
наружная корундовая труба;
9- неподвижная опора; 10- измерительный инструмент
Рисунок А. 1 - Измерительное устройство, проходящее через неподвижную опору

В миллиметрах
|
Наименование элемента |
D |
d |
Наименование элемента |
D |
d |
|
1 Нагружающая опора |
³45,0 |
6 Нижний диск |
³50,5 |
10 |
|
|
2 Верхний диск |
³50.5 |
7 Неподвижная опора |
³45,0 |
³20 |
|
|
3 Платино-родиевый лист |
50,5 |
12 |
8 Внутренняя корундовая плита |
8,0 |
5,0 |
|
4 Образец |
50,0 ± 0,5 |
12,0 - 13,0 |
9 Центральная термопара |
- |
- |
|
5 Платино-родиевый лист |
50,5 |
10 |
10 Наружная корундовая труба |
15,0 |
10,0 |
|
Примечание - Обозначения размеров: D - наружный диаметр, d - внутренний диаметр |
|||||
Рисунок А.2 - Пример расположения образца, опор, дисков и труб
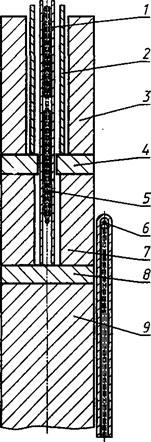
1 - внутренняя корундовая труба; 2 - наружная
корундовая труба; 3 - нагружающая опора;
4 - диск; 5 - центральная термопара; 6 - контрольная
термопара; 7- образец; 8- диск;
9- неподвижная опора
Рисунок А.3 - Измерительное устройство, проходящее через нагружающую опору
Примечание - Предпочтительнее устанавливать измерительное устройство, проходящее через неподвижную опору, т. е. под печью (рисунки А.1 и А.2). Причины такого расположения указаны в приложении (к приложению А).
А.5.2.2 Неподвижная (с осевым отверстием) и нагружающая опоры наружным диаметром не менее 45 мм.
Примечания
1 При закреплении в своде печи верхней нагружающей опоры комплекс «печь - опора» образует подвижное нагружающее устройство.
2 Торцевые поверхности неподвижной и нагружающей опор должны быть плоскими и перпендикулярными осям опор.
А.5.2.3 Два диска толщиной 5 - 10 мм и диаметром не менее 50,5 мм из огнеупорного материала, сочетающегося с испытуемым материалом, например высокообожженный муллит или корунд для алюмосиликатных изделий, окись магния или шпинель для основных (магнезиальных) изделий.
Диски помешают между образцом, неподвижной и нагружающей опорами.
Диск, помешенный между образцом и неподвижной опорой, должен иметь центральное отверстие. Торцевые поверхности каждого диска должны быть плоскопараллельными. Для предотвращения химического взаимодействия между образцом и дисками допускается помещать платиновый или платино-родиевый лист толщиной 0,2 мм.
А.5.2.4 Нагружающее устройство, состоящее из двух опор, двух дисков, платинового листа (при необходимости) и образца, приведено на рисунке А.2 с указанием типичных размеров отверстий в неподвижной опоре и диске.
А.5.2.5 Опоры и диски должны выдерживать прилагаемую нагрузку до конечной температуры испытания без значительной деформации. Не допускается химическое взаимодействие между дисками и нагружающим устройством.
Примечание - Материал, из которого изготовлены диски, должен иметь температуру Т1, которая выше или равна температуре Т5 испытуемого материала (А.8.5).
А.5.3 Измерительное устройство
А.5.3.1 Наружная корундовая труба, помещенная внутрь неподвижной опоры, прилегающая к нижнему основанию нижнего диска и свободно перемещающаяся внутри неподвижной опоры.
А.5.3.2 Внутренняя корундовая труба, помещенная внутрь наружной трубы и проходящая через отверстия в нижнем диске и образце. Она должна прилегать к нижней поверхности верхнего диска и свободно перемещаться внутри наружной трубы, нижнего диска и образца.
А.5.3.3 Измерительный инструмент (например, измерительный прибор с круговой шкалой или устройство для измерения длины с автоматической регистрирующей системой), закрепленный на конце наружной трубы и приводимый в движение внутренней трубой, с точностью измерения не менее 0,005 мм.
Примечания
1 Корундовые трубы должны выдерживать нагрузку измерительного инструмента (А.5.3.3) при всех температурах вплоть до конечной температуры испытания без значительной деформации.
2 Расположение двух труб, двух дисков и образца с указанием типичных наружного и внутреннего диаметров труб приведено на рисунке А.2.
А.5.4 Устройства для измерения температуры
А.5.4.1 Центральная термопара, проходящая через внутреннюю корундовую трубу дилатометра, спай которой находится в средней точке (центре) образца, предназначенная для измерения температуры образца в его геометрическом центре.
А.5.4.2 Контрольная термопара (помещенная в чехол), расположенная вне испытуемого образца (рисунок А.1) и предназначенная для регулирования скорости подъема температуры.
Примечания
1 Для некоторых конструкций печи желательно помешать термопару ближе к нагревательным элементам. Термопары, изготовленные из платиновой или платино-родиевой проволоки, должны выдерживать конечную температуру испытания и соответствовать МЭК 584-1 и МЭК 584-2. Точность термопар необходимо регулярно проверять.
2 Для измерения температуры в комплекте с термопарой рекомендуют применять регистрирующий прибор, который может составлять часть системы, регистрирующей температуру и изменение высоты испытуемого образца. В этом случае необходимо регулярно калибровать контрольно-измерительные приборы.
А.5.5 Штангенциркуль для измерения с точностью до 0,1 мм по ИСО 3599.
А.6 Образец для испытания
А.6.1 Образец должен быть в форме цилиндра диаметром и высотой (50 ± 0,5) мм со сквозным отверстием диаметром 12 - 13 мм, просверленным соосно наружной цилиндрической поверхности.
Примечание - Ось испытуемого образца, по возможности, должна совпадать с направлением прессования изделия.
А.6.2 Образец выпиливают и, при необходимости, шлифуют так, чтобы его торцевые поверхности были плоскопараллельными и перпендикулярными оси цилиндра. На поверхности цилиндра не должно быть видимых дефектов.
Результаты измерения высоты в двух любых точках не должны отличаться более чем на 0,2 мм. При установке образца одним из оснований на ровную плиту зазор между угольником, приложенным к боковой поверхности образца, и этой поверхностью не должен превышать 0,5 мм.
А.6.3 Отклонение от плоскостности торцевых поверхностей образца контролируют, прижимая их поочередно к поверочной плите, покрытой черной или синей копировальной и плотной фильтровальной бумагой толщиной 0,15 мм. Вместо копировальной бумаги можно использовать чернила, которые наносят на торцы образца с помощью штемпельной подушечки. Испытуемые образцы, не оставляющие двух полных четких отпечатков, подшлифовывают.
Примечание - Отклонение от плоскостности допускается контролировать с помощью поверочной линейки.
А.7.1 Высоту, внутренний и наружный диаметры образца измеряют с точностью до 0,1 мм. Образец вместе с дисками помещают между неподвижной и нагружающей опорами, юстируют измерительный прибор и помещают устройство внутрь печи.
А.7.2 К нагружающей опоре прилагают такое усилие, чтобы напряжение, возникающее в образце (в том числе напряжение, вызванное массой нагружающей опоры), составляло:
- 0,2 Н/мм2 - для плотных формованных изделий;
- 0,05 Н/мм2 с допускаемым отклонением ±2 % - для теплоизоляционных изделий. Общую прилагаемую нагрузку округляют до целого числа.
А.7.3 Скорость подъема температуры в печи от 4,5 до 5,5 °С/мин.
Примечание - Для плотных изделий нагрев до 500 °С можно вести со скоростью до 10 °С /мин.
А.7.4 В ходе испытания температуру в центре образца и показания измерительного прибора регистрируют с интервалом 5 мин, после начала деформации образца - через каждые 15 с.
А.7.5 Нагрев продолжают с постоянной скоростью до достижения максимально допустимой температуры или до момента, когда деформация испытуемого образца превысит 5 % его начальной высоты.
А.8 Обработка результатов
А.8.1 Экспериментальные данные, полученные в соответствии с разделом А.7, используют для построения кривой C1 (рисунок А.4), представляющей собой зависимость изменения высоты образца без учета изменения длины корундовых труб от температуры.
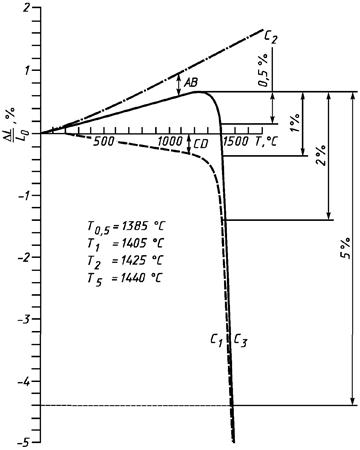
Рисунок А.4 - Пример измерения деформации при данной температуре
А.8.2 Устанавливают изменение длины внутренней корундовой трубы, равной номинальной высоте испытуемого образца, в зависимости от температуры. Выражают значения этих изменений в процентах номинальной высоты образца Н, и по этим данным строят поправочную кривую С2 (рисунок А.4).
Примечание - Допускается использовать для расчета этой поправки при температуре до 1500 °С линейное термическое расширение, определяемое изготовителем спеченного глинозема для внутренней трубы (например, термическое расширение при 20 °С = 0 % и при 1000 °С = 0,82 %).
А.8.3 Наносят скорректированную кривую С3, для которой при любой данной температуре АВ = CD (рисунок А.4).
А.8.4 Через наивысшую точку этой исправленной кривой проводят прямую, параллельную оси температур. Деформацией образца при данной температуре считают разность между ординатой прямой и ординатой точки, лежащей на скорректированной кривой и соответствующей температуре Т.
А.8.5 По кривой находят точки, в которых деформация, измеренная в А.8.4, соответствует 0,5 %, 1 %, 2 % и 5 % начальной высоты испытуемого образца, и отмечают соответствующие температуры Т0,5; Т1; Т2; Т5
А.9 Протокол испытаний
Протокол испытаний должен включать следующие данные:
- название организации, производящей испытания;
- дату проведения испытания;
- обозначение настоящего стандарта;
- маркировку изделия (например, завод-изготовитель, тип, номер партии и т. д.);
- по возможности количество испытаний, проведенных на каждом изделии;
- положение и ориентация испытуемого образца в исходном изделии;
- тип применяемой печи;
- атмосфера печи (если это не воздушная атмосфера);
- режим нагрева и прилагаемая нагрузка;
- результат испытаний, представленный кривой деформации и значениями Т.
Размещение измерительного устройства
Предпочтительнее устанавливать измерительное устройство под печью по следующим причинам:
- в этом случае легче сохранить датчик при соответствующей и достаточно постоянной температуре;
- горячие концы измерительных корундовых труб (А.5.3.1 и А.5.3.2) испытывают минимальную механическую нагрузку.
Это особенно важно для внутренней трубы (А.5.3.2). Когда датчик находится под печью, нагрузка на горячем конце внутренней трубы равна силе, создаваемой пружиной датчика без массы трубы и массы термопары, проходящей через нее; сила, создаваемая пружиной датчика, должна быть такой, чтобы обеспечить контакт с образцом при любых условиях.
Ключевые слова: огнеупорные изделия с общей пористостью менее 45 %, деформация под нагрузкой, образец, нагрев