ГОСТ Р 52145-2003
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
МАТЕРИАЛЫ КОМБИНИРОВАННЫЕ
НА ОСНОВЕ АЛЮМИНИЕВОЙ ФОЛЬГИ
Технические условия
ГОССТАНДАРТ РОССИИ
Москва
Предисловие
1 РАЗРАБОТАН И ВНЕСЕН Техническим комитетом по стандартизации ТК 106 «Цветметпрокат», Научно-исследовательским, проектным и конструкторским институтом сплавов и обработки цветных металлов (ОАО «Институт Цветметобработка»)
2 ПРИНЯТ И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстандарта России от 25 ноября 2003 г. № 329-ст
3 ВВЕДЕН ВПЕРВЫЕ
СОДЕРЖАНИЕ
ГОСТ Р 52145-2003
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
МАТЕРИАЛЫ КОМБИНИРОВАННЫЕ
НА ОСНОВЕ АЛЮМИНИЕВОЙ ФОЛЬГИ
Технические условия
Combined materials on
basis of aluminium foil.
Specifications
Дата введения 2004-07-01
1 Область применения
Настоящий стандарт распространяется на материалы комбинированные на основе алюминиевой фольги (далее - материалы комбинированные), предназначенные для упаковывания пищевых продуктов, в том числе: детского питания, сухих и сыпучих продуктов, молочных, кисломолочных, мясных, рыбных, масложировых продуктов, майонезов и соусов, мороженого, кондитерских изделий, соков, пищевых алкогольных и безалкогольных жидкостей, замороженных продуктов и полуфабрикатов; лекарственных препаратов, изделий медицинского назначения, продукции парфюмерно-косметической и табачной промышленности, а также используемые в производстве изделий различных отраслей промышленности.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 166-89 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 745-79 Фольга алюминиевая для упаковки. Технические условия
ГОСТ 1341-97 Пергамент растительный. Технические условия
ГОСТ 1760-86 Подпергамент. Технические условия
ГОСТ 1770-74 Посуда мерная лабораторная стеклянная. Цилиндры, мензурки, колбы, пробирки. Общие технические условия
ГОСТ 2991-85 Ящики дощатые неразборные для грузов массой до 500 кг. Общие технические условия
ГОСТ 3118-77 Кислота соляная. Технические условия
ГОСТ 3282-74 Проволока стальная низкоуглеродистая общего назначения. Технические условия
ГОСТ 3560-73 Лента стальная упаковочная. Технические условия
ГОСТ 4165-78 Медь (II) сернокислая 5-водная. Технические условия
ГОСТ 4381-87 Микрометры рычажные. Общие технические условия
ГОСТ 6507-90 Микрометры. Технические условия
ГОСТ 6709-72 Вода дистиллированная. Технические условия
ГОСТ 7376-89 Картон гофрированный. Общие технические условия
ГОСТ 7502-98 Рулетки измерительные металлические. Технические условия
ГОСТ 7625-86 Бумага этикеточная. Технические условия
ГОСТ 7699-78 Крахмал картофельный. Технические условия
ГОСТ 8981-78 Эфиры этиловый и нормальный бутиловый уксусной кислоты технические. Технические условия
ГОСТ 9078-84 Поддоны плоские. Общие технические условия
ГОСТ 9347-74 Картон прокладочный и уплотнительные прокладки из него. Технические условия
ГОСТ 9557-87 Поддон плоский деревянный размером 800´1200 мм. Технические условия
ГОСТ 10354-82 Пленка полиэтиленовая. Технические условия
ГОСТ 12026-76 Бумага фильтровальная лабораторная. Технические условия
ГОСТ 12423-66 Пластмассы. Условия кондиционирования и испытаний образцов (проб)
ГОСТ 13199-88 (ИСО 536-76) Полуфабрикаты волокнистые, бумага и картон. Метод определения массы продукции площадью 1 м2
ГОСТ 13523-78 Полуфабрикаты волокнистые, бумага и картон. Метод кондиционирования образцов
ГОСТ 14192-96 Маркировка грузов
ГОСТ 16337-77 Полиэтилен высокого давления. Технические условия
ГОСТ 16338-85 Полиэтилен низкого давления. Технические условия
ГОСТ 18477-79 Контейнеры универсальные. Типы, основные параметры и размеры
ГОСТ 18992-80 Дисперсия поливинилацетатная гомополимерная грубодисперсная. Технические условия
ГОСТ 21140-88 Тара. Система размеров
ГОСТ 23683-89 Парафины нефтяные твердые. Технические условия
ГОСТ 24104-2001 Весы лабораторные. Общие технические требования
ГОСТ 24234-80 Пленка полиэтилентерефталатная. Технические условия
ГОСТ 24597-81 Пакеты тарно-штучных грузов. Основные параметры и размеры
ГОСТ 25336-82 Посуда и оборудование лабораторные стеклянные. Типы, основные параметры и размеры
ГОСТ 26663-85 Пакеты транспортные. Формирование с применением средств пакетирования. Общие технические требования
ГОСТ 27492-87 (МЭК 648-79) Материалы электроизоляционные полимерные пленочные и листовые. Метод определения коэффициентов трения
ГОСТ 29227-91 (ИСО 835-1-81) Посуда лабораторная стеклянная. Пипетки градуированные. Часть 1. Общие требования
3 Виды
3.1 Материалы комбинированные по сочетанию слоев подразделяют на следующие виды:
- двухслойные материалы:
Ф/Б - фольга, кашированная бумагой, пергаментом или подпергаментом;
Ф/ПЭ - фольга, с одной стороны соединенная с полиэтиленовой пленкой;
Ф/ПП - фольга, с одной стороны соединенная с полипропиленовой пленкой;
Ф/ОПП - фольга, с одной стороны соединенная с ориентированной полипропиленовой пленкой;
Ф/ПЭТ - фольга, с одной стороны соединенная с полиэтилентерефталатной пленкой;
Ф/ПА - фольга, с одной стороны соединенная с полиамидной пленкой;
- трехслойные материалы:
ПЭ/Ф/ПЭ - фольга, с двух сторон соединенная с полиэтиленовой пленкой;
ПП/Ф/ПП - фольга, с двух сторон соединенная с полипропиленовой пленкой;
ОПП/Ф/ОПП - фольга, с двух сторон соединенная с ориентированной полипропиленовой пленкой;
ПП/Ф/ПЭ - фольга, соединенная с одной стороны с полипропиленовой пленкой и с другой - с полиэтиленовой пленкой;
ОПП/Ф/ПЭ - фольга, соединенная с одной стороны с ориентированной полипропиленовой пленкой и с другой - с полиэтиленовой пленкой;
ПЭТ/Ф/ПЭТ - фольга, с двух сторон соединенная с полиэтилентерефталатной пленкой;
ПЭТ/Ф/ПП - фольга, соединенная с одной стороны с полиэтилентерефталатной пленкой и с другой - с полипропиленовой пленкой;
ПЭТ/Ф/ОПП - фольга, соединенная с одной стороны с полиэтилентерефталатной пленкой и с другой - с ориентированной полипропиленовой пленкой;
ПЭТ/Ф/ПЭ - фольга, соединенная с одной стороны с полиэтилентерефталатной пленкой и с другой - с полиэтиленовой пленкой;
Б/Ф/ПЭ - фольга, с одной стороны кашированная бумагой и с другой стороны соединенная с полиэтиленовой пленкой;
Ф/Б/ПЭ - фольга, кашированная бумагой и соединенная со стороны бумаги с полиэтиленовой пленкой;
Б/Ф/ПП - фольга, с одной стороны кашированная бумагой и с другой стороны соединенная с полипропиленовой пленкой;
Б/Ф/ОПП - фольга, с одной стороны кашированная бумагой и с другой стороны соединенная с ориентированной полипропиленовой пленкой;
Ф/Б/ПП - фольга, кашированная бумагой и соединенная со стороны бумаги с полипропиленовой пленкой;
Ф/Б/ОПП - фольга, кашированная бумагой и соединенная со стороны бумаги с ориентированной полипропиленовой пленкой;
Ф/ПЭ/Б - фольга, соединенная с полиэтиленовой пленкой и кашированная бумагой со стороны полиэтиленовой пленки;
Ф/ПЭ/Ф - фольга - полиэтиленовая пленка - фольга;
Ф/ПП/Ф - фольга - полипропиленовая пленка - фольга;
Ф/ОПП/Ф - фольга - ориентированная полипропиленовая пленка - фольга;
- четырехслойные материалы:
ПЭТ/ПЭ/Ф/ПЭ - полиэтилентерефталатная пленка - полиэтиленовая пленка - фольга - полиэтиленовая пленка;
ПЭТ/ПЭ/Ф/ПП - полиэтилентерефталатная пленка - полиэтиленовая пленка - фольга - полипропиленовая пленка;
ПЭТ/ПЭ/Ф/ОПП - полиэтилентерефталатная пленка - полиэтиленовая пленка - фольга - ориентированная полипропиленовая пленка;
Б/ПЭ/Ф/ПЭ - бумага - полиэтиленовая пленка - фольга - полиэтиленовая пленка;
Б/ПЭ/Ф/ПП - бумага - полиэтиленовая пленка - фольга - полипропиленовая пленка;
Б/ПЭ/Ф/ОПП - бумага - полиэтиленовая пленка - фольга - ориентированная полипропиленовая пленка;
Ф/ПЭ/Б/ПЭ - фольга - полиэтиленовая пленка - бумага - полиэтиленовая пленка;
ПЭТ/Б/Ф/ПЭ - полиэтилентерефталатная пленка - бумага - фольга - полиэтиленовая пленка.
По согласованию изготовителя с потребителем допускается изготовление материалов комбинированных с использованием других полимерных пленок и бумаг в композициях, отличающихся от перечисленных выше.
3.2 При нанесении поверхностной или межслойной печати к обозначению соответствующего слоя добавляют буквенный индекс п.
При тиснении материала комбинированного к условному обозначению МК добавляют буквенный индекс т.
При нанесении на поверхности материала комбинированного дополнительных покрытий к обозначению соответствующего слоя добавляют буквенные индексы покрытий: пр - праймер под печать, тл - термолак, лб - лак бесцветный, лц - лак цветной, лсб - лак скольжения бесцветный, лсц - лак скольжения цветной, кх - клей холодного склеивания, пф - парафин, мв - микровоск.
3.3 Буквенные обозначения, индексы и их расположение в обозначении вида материала комбинированного соответствуют расположению покрытий и слоев в структуре материала комбинированного.
Буквенные обозначения слоев разделяют вертикальной чертой (/), буквенные индексы покрытий разделяют дефисом (-).
4 Сортамент
4.1 Толщина или масса 1 м2 материала комбинированного и предельное отклонение определяются толщиной или массой 1 м2 материалов, составляющих его структуру, и согласовываются между изготовителем и потребителем.
4.2 Ширина материала комбинированного и предельные отклонения по ширине всех его видов должны соответствовать указанным в таблице 1.
Таблица 1 - Ширина материала комбинированного и предельные отклонения по ширине
В миллиметрах
|
Предельное отклонение по ширине |
Предельное отклонение по длине втулки |
|
|
От 10 до 300 включ. |
± 1,0 |
± 2,0 |
|
Св. 300 » 600 » |
± 2,0 |
± 2,0 |
|
» 600 » 1200 » |
± 2,0 |
± 3,0 |
4.3 Материал комбинированный всех видов должен быть намотан на металлические, картонные или пластиковые втулки внутренним диаметром 70, 75 - 77 или 150 - 154 мм.
Длина втулки должна быть равна номинальной ширине материала комбинированного. Предельные отклонения по длине втулки приведены в таблице 1.
По согласованию изготовителя с потребителем допускается применять втулки других размеров.
4.4 Наружный диаметр рулона материала комбинированного устанавливают по согласованию изготовителя с потребителем.
Условные обозначения материала комбинированного проставляют по схеме:
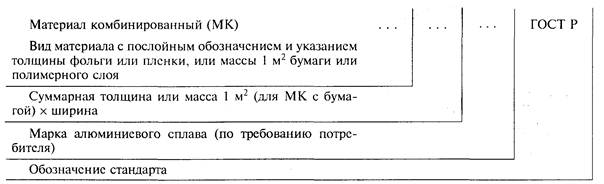
Обозначение вида материала комбинированного начинается с наружного слоя и заканчивается слоем, контактирующим с упаковываемым продуктом.
Примеры условных обозначений:
Материал комбинированный, состоящий из фольги толщиной 0,009 мм с печатью по фольге и бумаги массой 1 м2 40 г с суммарной массой 1 м2 68 г шириной 230 мм:
МКп-Ф0,009/Б40 68 ´ 230 ГОСТ Р 52145-2003
То же, состоящий из фольги толщиной 0,012 мм с праймером под печать из сплава 8011 и полипропиленовой пленкой толщиной 0,04 мм с термолаком с суммарной толщиной 0,058 мм шириной 45 мм:
МКпр-Ф0,012/ПП0,04-тл 0,058 ´ 45 8011 ГОСТ Р 52145-2003
То же, состоящий из фольги толщиной 0,009 мм кашированной с одной стороны бумагой массой 1 м2 32 г и полипропиленовой пленкой толщиной 0,02 мм с лаком скольжения бесцветным с суммарной массой 1 м2 81 г шириной 120 мм:
МК Б32/Ф0,009/ПП0,02-лсб 81 ´ 120 ГОСТ Р 52145-2003
То же, состоящий из фольги толщиной 0,014 мм, соединенной с полиэтилентерефталатной пленкой толщиной 0,012 мм с внутренней печатью и полиэтиленовой пленкой толщиной 0,015 мм с суммарной толщиной 0,047 мм шириной 300 мм:
МК ПЭТ0,012-п/Ф0,014/ПЭ0,015 0,047 ´ 300 ГОСТ Р 52145-2003
5 Технические требования
5.1 Материал комбинированный изготовляют в соответствии с требованиями настоящего стандарта по техническому регламенту, утвержденному в установленном порядке.
Для изготовления материала комбинированного в качестве основы используют алюминиевую фольгу из сплавов по ГОСТ 745.
Допускается применение алюминиевой фольги из других сплавов, разрешенных Минздравом России к использованию при контакте с пищевыми продуктами и лекарственными препаратами.
5.2 Для изготовления материала комбинированного применяют следующие материалы и компоненты:
- бумагу этикеточную массой 1 м2 40 ¸ 100 г по ГОСТ 7625 или техническому документу;
- пергамент по ГОСТ 1341;
- подпергамент по ГОСТ 1760;
- бумагу сульфитную массой 1 м2 20 ¸ 50 г по нормативному или техническому документу;
- бумагу упаковочную влагопрочную массой 1 м2 30 ¸ 120 г по нормативному или техническому документу;
- бумагу жиростойкую этикеточно-упаковочную массой 1 м2 30 ¸ 80 г по нормативному или техническому документу;
- бумагу жировлагостойкую массой 1 м2 20 ¸ 100 г по нормативному или техническому документу;
- бумагу - основу для упаковывания молока и молочных продуктов с массой 1 м2 177 ¸ 260 г по нормативному или техническому документу;
- пленку полиэтиленовую по ГОСТ 10354;
- пленку полиэтилентерефталатную по ГОСТ 24234;
- полиэтилен высокого давления по ГОСТ 16337;
- полиэтилен низкого давления по ГОСТ 16338;
- пленку полиамидную по нормативному или техническому документу;
- пленку полипропиленовую ориентированную или неориентированную по нормативному или техническому документу;
- клей на основе картофельного крахмала по ГОСТ 7699;
- дисперсию поливинилацетатную гомополимерную по ГОСТ 18992;
- парафины высокоочищенные по ГОСТ 23683;
- растворные и безрастворные полиуретановые и полиэфирные клеи по нормативному или техническому документу;
- краски и лаки печатные по техническому документу;
- термолаки по техническому документу.
Допускается применение других материалов, разрешенных Минздравом России.
5.3 Поверхность материала комбинированного не должна иметь загрязнений, сквозных отверстий и посторонних включений. Допускается наличие дефектов составляющих слоев, которые регламентированы соответствующим нормативным или техническим документом на исходные материалы, а также следы от складок длиной не более 50 мм в количестве 2 шт. на 1 погонный метр материала комбинированного.
Кромки материала комбинированного должны быть без заусенцев и надрывов. Торцы рулона должны быть без забоин, вмятин и загрязнений.
5.4 Материал комбинированный должен быть намотан на втулки с натяжением, не допускающим смещения отдельных витков рулона и выпадения или перемещения втулки при переворачивании рулона на 90° или 180°.
При намотке всех видов материала комбинированного на втулки допускается смещение витков в торцах рулона не более предельных отклонений по ширине материала комбинированного.
5.5 Намотка материала комбинированного в рулоне должна быть плотной, ровной, без складок и морщин. По всей длине материала комбинированного рулон должен свободно разматываться. Допустимой разматываемостью считают степени А, В, С, (приложение Б).
5.6 Допускается в одном рулоне материала комбинированного не более трех склеек. Соединение отрезков полотна в рулоне проводят липкой лентой встык или внахлест без нарушения печатного рисунка и текста. Места соединения должны быть отмечены закладками, выведенными на торец рулона.
5.7 Цветовая гамма печати, а также рисунки тиснения и печати устанавливают по образцам, согласованным между изготовителем и потребителем. Не допускается непропечатка рисунка и текста. Краски не должны отпечатываться на внутреннюю поверхность материала комбинированного.
5.8 По всей поверхности материала комбинированного лаковое покрытие должно быть нанесено равномерным слоем. Не допускаются вздутия и отслоения лакового или печатного покрытия, а также образование трещин лакового покрытия при перегибе материала комбинированного.
5.9 Прочность закрепления печатного рисунка и лакокрасочного покрытия должна соответствовать степеням А и В (приложение А).
5.10 Сопротивление расслаиванию между слоями должно соответствовать следующим значениям:
- между слоями материала Ф-мв/Б и Ф/ПЭ/Б - не менее 40 Н/м;
- между фольгой и полимерной пленкой при наличии печати между слоями - не менее 50 Н/м;
- между фольгой и полимерной пленкой без печати между слоями - не менее 100 Н/м;
- между фольгой и бумагой - степеням А или В (приложение Г).
Значение сопротивления расслаиванию между слоями материала комбинированного в продольном и поперечном направлениях согласовывают между изготовителем и потребителем в зависимости от области применения.
5.11 Прочность сварного шва материала комбинированного, предназначенного для упаковывания способом термосваривания, определяют свойствами упаковываемого материала и согласовывают между изготовителем и потребителем.
5.12 Величину коэффициента трения скольжения на поверхности материала комбинированного согласовывают между потребителем и изготовителем.
5.13 Массу лакокрасочных покрытий устанавливают по требованию потребителя.
5.14 Запах водных вытяжек из материала комбинированного не должен превышать одного балла. Привкус водных вытяжек не допускается.
6 Правила приемки
6.1 Материал комбинированный принимают партиями. Партия должна состоять из материала комбинированного одного вида, одной структуры, имеющего одну номинальную суммарную толщину или массу 1 м2 и ширину, и должна быть оформлена одним документом о качестве, содержащим:
- товарный знак или наименование и товарный знак предприятия-изготовителя;
- наименование страны-изготовителя;
- юридический адрес изготовителя и (или) продавца;
- основное (или функциональное) предназначение или области применения;
- условное обозначение материала комбинированного или торговую марку;
- номер партии;
- знак соответствия (для материала комбинированного, прошедшего сертификацию);
- массу партии;
- штриховой код (при наличии).
Масса партии не ограничивается.
6.2 Приемосдаточные испытания материала комбинированного проводят для каждой контролируемой партии.
Для контроля размеров и внешнего вида материала комбинированного, наличия запаха, разматываемости, прочности закрепления печатного рисунка и лакокрасочного покрытия, прочности сварного шва, определения сопротивления расслаиванию от партии отбирают 5 % рулонов материала комбинированного, но не менее двух.
6.3 При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей по нему проводят повторное испытание на удвоенной выборке, взятой от той же партии. Результаты повторного испытания распространяют на всю партию.
По согласованию изготовителя с потребителем допускается предприятию-изготовителю проводить на предприятии-потребителе рассортировку забракованной продукции с контролем каждого рулона.
7 Методы контроля
7.1 Все испытания и измерения, если нет особых указаний, проводят в климатических условиях, указанных в ГОСТ 12423 для материала комбинированного с полимерной пленкой и в ГОСТ 13523 для материала комбинированного с бумагой.
Отбор проб готового материала комбинированного для проведения испытания проводят по истечении срока акклиматизации, установленного предприятием-изготовителем.
7.2 Для осмотра и обмера материала комбинированного от конца рулона отматывают 3 м, предварительно удалив с поверхности рулона 2 - 3 верхних витка. Осмотр материала комбинированного проводят визуально без применения увеличительных приборов.
7.3 Толщину материала комбинированного измеряют микрометром по ГОСТ 6507 или ГОСТ 4381.
7.4 Массу 1 м2 материала комбинированного определяют по ГОСТ 13199.
7.5 Ширину материала комбинированного, диаметр и длину втулки, диаметр рулона и смещение витков измеряют штангенциркулем по ГОСТ 166, металлической линейкой по ГОСТ 427 или металлической рулеткой по ГОСТ 7502.
7.6 Допускается применять другие средства измерения, обеспечивающие необходимую точность, установленную стандартом.
При возникновении разногласий контроль проводят средствами измерения, указанными в стандарте.
7.7 Массу лакокрасочного покрытия контролируют методом, изложенным в ГОСТ 745.
7.8 Прочность закрепления печатного рисунка и лакокрасочного покрытия контролируют по методу, изложенному в приложении А.
7.9 Разматываемость материала комбинированного контролируют по методу, изложенному в приложении Б.
7.10 Сопротивление расслаиванию между фольгой и полимерной пленкой или между полимерными пленками в материале комбинированном контролируют по методу, изложенному в приложении В.
7.11 Определение степени расслаивания материала комбинированного, содержащего бумагу, контролируют по методу, изложенному в приложении Г.
7.12 Прочность сварного шва материала комбинированного контролируют по методу, изложенному в приложении Д.
7.13 Непрерывность лакокрасочных покрытий контролируют по методу, изложенному в приложении Е.
7.14 Величину коэффициента трения материала комбинированного контролируют по ГОСТ 27492.
8 Упаковка, маркировка, транспортирование и хранение
8.1 Каждый рулон должен быть обернут материалом, обеспечивающим защиту его наружной поверхности от загрязнения.
По согласованию изготовителя с потребителем допускается групповая упаковка рулонов.
8.2 На каждый рулон должен быть наклеен ярлык с указанием:
- товарного знака или наименования и товарного знака предприятия-изготовителя;
- наименования страны-изготовителя;
- юридического адреса изготовителя и (или) продавца;
- основного (или функционального) предназначения или области применения;
- условного обозначения материала комбинированного или торговой марки;
- штрихового кода (при наличии);
- номера партии;
- штампа технического контроля;
- даты изготовления;
8.3 Рулоны материала комбинированного допускается упаковывать:
а) на поддонах по ГОСТ 9557, ГОСТ 9078 или на деревянно-металлических поддонах по нормативным или техническим документам;
б) в дощатые ящики типов III-l, III-2 по ГОСТ 2991. Размеры ящиков - по ГОСТ 21140.
8.4 Рулоны плотно один к другому укладывают на поддон или в ящик. Каждый горизонтальный ряд прокладывают прокладочным материалом по ГОСТ 7376 или ГОСТ 9347. Дно поддона или ящика должно быть выстлано гофрированным картоном по ГОСТ 7376 или другим прокладочным материалом.
8.5 Рулоны, уложенные на поддон, сверху закрывают крышкой и упаковывают в полиэтиленовую пленку по ГОСТ 10354 или другую полимерную пленку и обвязывают в продольном и поперечном направлениях стальной упаковочной лентой по ГОСТ 3560 размером не менее 0,3 ´ 30 мм или полипропиленовой лентой размером не менее 0,3 ´ 12 мм. Скрепление концов - в замок.
Габаритные размеры упакованного поддона, мм, не более:
высота - 1300;
ширина - 1200;
длина - 1200.
Упакованные поддоны укладывают в металлические контейнеры по ГОСТ 18477.
8.6 Пакетирование ящиков в транспортные пакеты осуществляют в соответствии с требованиями ГОСТ 26663 на поддонах по ГОСТ 9557 или на деревянно-металлических поддонах по нормативным или техническим документам, или без поддонов с использованием брусков высотой не менее 50 мм, с обвязкой в продольном и поперечном направлениях проволокой диаметром не менее 2 мм по ГОСТ 3282 или лентой размером не менее 0,3 ´ 30 мм по ГОСТ 3560. Скрепляют концы: проволокой - скруткой не менее 5 витков, лентой - в замок.
Размер пакетов - по ГОСТ 24597.
8.7 Масса грузового места не должна превышать 1250 кг.
8.8 По согласованию изготовителя с потребителем допускаются другие способы упаковывания и защиты рулонов материала комбинированного от механических повреждений и атмосферных осадков, по своим качествам не уступающие перечисленным и обеспечивающие сохранность качества материала комбинированного при транспортировании.
8.9 Транспортная маркировка - по ГОСТ 14192 с нанесением манипуляционных знаков: «Беречь от влаги», «Хрупкое. Осторожно», «Пищевая», «Верх».
8.10 В каждый контейнер или ящик, или поддон должен быть вложен упаковочный лист с указанием:
- товарного знака или наименования и товарного знака предприятия-изготовителя;
- наименования страны-изготовителя;
- юридического адреса изготовителя и (или) продавца;
- основного (или функционального) предназначения или области применения;
- условного обозначения материала комбинированного или торговой марки;
- штрихового кода (при наличии);
- номера партии;
- массы нетто;
- массы брутто;
- количества рулонов;
- номера упаковщика.
8.11 Материал комбинированный транспортируют всеми видами транспорта в крытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на транспорте данного вида.
8.12 Материал комбинированный должен храниться в соответствии с правилами хранения, приведенными в приложении Ж.
9 Гарантии изготовителя
9.1 Изготовитель гарантирует соответствие материала комбинированного требованиям настоящего стандарта при условии соблюдения потребителем условий транспортирования и хранения.
9.2 Гарантийный срок хранения - 12 мес с даты изготовления.
9.3 По истечении гарантийного срока хранения материал комбинированный перед применением должен быть проверен на соответствие его требованиям настоящего стандарта и при соответствии может быть использован потребителем по назначению.
ПРИЛОЖЕНИЕ А
(обязательное)
Метод определения прочности закрепления печатного рисунка и лакокрасочного покрытия на поверхности алюминиевой фольги, полимерной пленки, бумаги в составе материала комбинированного
Настоящий метод устанавливает порядок проведения качественной оценки прочности закрепления печатного рисунка или лакокрасочного покрытия на поверхности алюминиевой фольги, полимерной пленки и бумаги, входящих в состав материала комбинированного.
А.1 Материалы
Липкая лента с усилием отслаивания от поверхности слоев, составляющих материал комбинированный, не менее 90 Н/м.
А.2 Проведение испытания
Образец материала комбинированного, отобранного для испытания, укладывают на твердую гладкую поверхность. Полоски липкой ленты длиной (200 ± 20) мм накладывают на образец печатной или лакокрасочной поверхности по ширине рулона в направлении, перпендикулярном к направлению машинной обработки при изготовлении печати (или нанесению лакокрасочного покрытия), и на расстоянии не более 50 мм от края полотна материала комбинированного, оставив свободный участок ленты для захвата.
Разглаживают липкую ленту плотным нажатием пальцев руки. Тянут быстро (не дергая) за свободный конец липкой ленты с постоянной скоростью под углом приблизительно 135°, но так, чтобы не вызвать разрыва материала комбинированного или обрыва ленты. Визуально осматривают липкую ленту.
Прочность закрепления печатного рисунка или лакокрасочного покрытия оценивают следующими степенями:
А - совсем не удаляется лак или краска;
В - на липкой ленте остается только слабая бликовая дымка, при этом не остается обнаженных участков запечатанного материала;
С - удаляется до 10 % всей краски или покрытия с обнажением отдельных участков запечатанных материалов;
D - удаляется более 10 % всей краски или покрытия с полным обнажением запечатанных материалов.
ПРИЛОЖЕНИЕ Б
(обязательное)
Метод определения разматываемости материала комбинированного
Настоящий метод устанавливает порядок и правила проведения испытания на определение разматываемости материала комбинированного.
Разматываемость определяют слипаемостью между витками.
Б.1 Общие условия испытания
Испытания проводят при температуре окружающей среды. Перед проведением испытания срезают верхние витки с испытуемого рулона не менее 3 мм.
Испытуемый рулон подвешивают достаточно высоко, чтобы материал комбинированный можно было легко разматывать руками.
Б.2 Проведение испытания
Линия разматываемости испытуемого рулона должна лежать в той же горизонтальной плоскости, что и ось рулона. Обрезанный конец материала комбинированного должен располагаться в позиции, соответствующей 12 ч на циферблате часов. Отматывают материал комбинированный до позиции, соответствующей 3 или 9 ч на циферблате часов (в зависимости от того, в какую сторону проводят разматывание рулона), и отпускают материал комбинированный.
Если материал комбинированный самопроизвольно разматывается до позиции, соответствующей 6 ч, то данный рулон характеризуется степенью разматываемости А.
В случае, если материал комбинированный самопроизвольно не разматывается, отматывают свободный конец материала комбинированного еще на один полный виток до позиции, соответствующей 3 или 9 ч на циферблате часов, и отпускают его. Если в этом случае материал комбинированный самопроизвольно разматывается до позиции, соответствующей 6 ч, то данный рулон характеризуется степенью разматываемости В.
В том случае, если материал комбинированный самопроизвольно не разматывается, отматывают свободный конец еще на один виток и отпускают его.
Если в этом случае материал комбинированный самопроизвольно разматывается до позиции, соответствующей 6 ч, то данный рулон характеризуется степенью разматываемости С.
Допустимыми степенями разматываемости считают степени А, В, С.
ПРИЛОЖЕНИЕ В
(обязательное)
Метод определения сопротивления расслаиванию между фольгой и полимерной пленкой или между полимерными пленками в материале комбинированном, в том числе изготовленном способом воскирования и экструзионного ламинирования
Метод заключается в расслаивании образца и измерении усилия, необходимого для отделения слоев материала комбинированного друг от друга.
В.1 Аппаратура, материалы
Разрывная машина любого типа, обеспечивающая:
- измерение нагрузки в диапазоне испытания с погрешностью не более 3 % значения измеряемой нагрузки;
- скорость перемещения подвижного зажима (100 ± 10) мм/мин.
Устройство для вырезания образцов шириной (15,0 ± 0,2) мм.
Пинцет.
Этилацетат по ГОСТ 8981.
Лейкопластырь или липкая лента.
Рулетка с ценой деления 1 мм по ГОСТ 7502.
Линейка измерительная с ценой деления 1 мм по ГОСТ 427.
В.2 Подготовка к проведению испытания
С целью оперативного ориентировочного технологического контроля процесса изготовления допускается отбор проб материала комбинированного сразу после его изготовления.
Для отбора пробы листового материала комбинированного с рулона снимают не менее трех верхних витков и вырезают лист по всей ширине рулона и длиной не менее 700 мм.
На отобранном листе материала комбинированного с помощью устройства для нарезания образцов вырезают по три образца в виде полосок шириной (15,0 ± 0,2) мм, длиной (150 ± 5) мм в продольном и поперечном направлениях на расстоянии не менее 50 мм от кромок для каждой пары слоев материала комбинированного.
На одном образце допускается измерять усилие расслаиванию только для одной пары слоев.
Образцы, имеющие повреждения краев в виде заусенцев и надрывов, для испытания не допускаются.
Образец для испытания делят на участки:
1 - участок предварительного расслаивания - (30 ± 5) мм;
2 - нерабочий участок - не менее 50 мм;
3 - рабочий участок - (50 ± 5) мм;
4 - нерасслаиваемый участок - 15 - 20 мм.
Участок 1 предварительно расслаивают вручную. Для облегчения расслаивания конец образца не более чем на 10 мм погружают в растворитель, ослабляющий прочность связи между слоями, при этом участок 2 не должен смачиваться. Если образец невозможно расслоить, испытание не проводят, и в качестве результата испытания записывают: «Материал не расслаивается».
Для предотвращения растяжения эластичного слоя образца перед испытанием допускается его армировать - на внешнюю поверхность эластичного слоя образца наклеить лейкопластырь или любую липкую ленту.
В.3 Проведение испытания
Первоначально устанавливают расстояние между зажимами разрывной машины, равное (50 ± 5) мм.
Образец закрепляют в зажимах разрывной машины следующим образом: в неподвижный зажим - слой с меньшим удлинением, в подвижный - слой с большим удлинением.
В процессе испытания образец расслаивают до конца третьего участка, при этом определяют не менее пяти значений нагрузки по показаниям регистрирующего прибора, считываемых при расслаивании рабочего участка. При расслаивании нерабочего участка наблюдают за значениями нагрузки, т.к. они могут быть нестабильными в результате выдержки образца в растворителе. Значения нагрузки при расслаивании нерабочего участка не учитывают.
В процессе испытания рекомендуют нерасслаиваемый участок поддерживать пинцетом таким образом, чтобы угол между расслоенной и нерасслоенной частями образца составлял 90°.
Если в процессе испытания происходит обрыв одного из слоев образца, необходимо провести повторное испытание на вновь подготовленных образцах. Если при повторных испытаниях вновь происходит обрыв, регистрируют нагрузку, при которой произошел обрыв образца. При этом образец считается выдержавшим испытание.
Сопротивление расслаиванию материала комбинированного X, Н/м, рассчитывают по формуле
Х = Р/В, (В.1)
где Р - среднее значение нагрузки расслаивания, Н;
В - ширина образца, м.
Среднеарифметическое значение нагрузки расслаивания определяют по результатам шести параллельных измерений.
Результаты испытания материала комбинированного, полученные при испытаниях образцов, отобранных сразу после его изготовления, служат для ориентировочного технологического контроля. Окончательные испытания такого материала проводят по истечении срока кондиционирования, установленного предприятием-изготовителем.
ПРИЛОЖЕНИЕ Г
(обязательное)
Метод определения степени расслаивания материала комбинированного, содержащего бумагу
Метод испытания основан на визуальной оценке разрушения волокнистой структуры бумаги при расслоении материала комбинированного на основе алюминиевой фольги и бумаги или полимерной пленки и бумаги, за исключением материала комбинированного, изготовленного способами воскирования и экструзионного ламинирования.
Г.1 Материалы, инструменты
Липкая лента с усилием отслаивания от поверхности слоев, составляющих комбинированный материал, не менее 90 Н/м.
Нож для вырезания образцов. Линейка измерительная по ГОСТ 427.
Г.2 Проведение испытания
Отобранный образец материала комбинированного размещают на гладкой горизонтальной поверхности фольгой вверх. С помощью ножа делают надрезы длиной на 5 мм больше ширины липкой ленты, используемой для испытания. Тщательно приклеивают к поверхности фольги липкую ленту длиной не менее 200 мм в направлении, перпендикулярном к надрезу, заклеивая надрез и оставляя свободный конец для захвата.
Свободный конец липкой ленты медленно тянут под углом приблизительно 135° с постоянным усилием. При этом происходит расслаивание испытуемого материала.
Такие испытания проводят, приклеивая липкую ленту по краям и в центре образца в продольном и поперечном направлениях.
Визуально осматривают липкую ленту.
Г.3 Результаты испытания
Сопротивление расслаиванию между бумагой и фольгой оценивают следующими степенями:
А - отличная: на всех образцах наблюдают 95 % - 100 %-ное расслоение по волокнистой структуре бумаги или расслоения бумаги и фольги не происходит;
В - удовлетворительная: на образцах наблюдают значительное разрушение волокнистой структуры бумаги с одновременным отслоением бумаги с поверхности алюминиевой фольги;
С - неудовлетворительная: разрушения волокнистой структуры бумаги практически не наблюдают, основное отслоение бумаги происходит с поверхности алюминиевой фольги.
ПРИЛОЖЕНИЕ Д
(рекомендуемое)
Метод определения прочности сварного шва материала комбинированного
Настоящий метод устанавливает порядок проведения количественной оценки прочности сварного соединения, получаемого методом тепловой сварки между:
а) материалами комбинированными, имеющими термосвариваемые слои и/или покрытия;
б) материалами, указанными в перечислении а), и материалом тары под пищевые, лекарственные или технические продукты.
Сущность метода заключается в отделении друг от друга слоев, образующих сварное соединение, и определении нагрузки, необходимой для разделения испытуемого образца.
Д.1 Аппаратура, материалы
Разрывная машина любого типа, обеспечивающая:
- измерение нагрузки в диапазоне испытания с погрешностью не более 3 % значения измеряемой нагрузки;
- скорость перемещения подвижного зажима (100 ± 10) мм/мин.
Устройство для вырезания образцов шириной (15,0 ± 0,2) мм.
Термосварочная машина, обеспечивающая:
- температуру прижимной лапки до 250 °С;
- время контакта прижимной лапки с поверхностью испытуемого материала от 0,5 до 6 с;
- давление прижимной лапки от 1 до 7 кг/см2.
Рулетка с ценой деления 1 мм по ГОСТ 7502.
Измерительная линейка с ценой деления 1 мм по ГОСТ 427.
Материал комбинированный.
Материал тары под пищевые, лекарственные или технические продукты.
Д.2 Подготовка к проведению испытания
Для испытания с рулона материала комбинированного снимают верхний виток и вырезают лист по всей ширине рулона длиной не менее 500 мм.
С помощью специального устройства для нарезания образцов вырезают по пять образцов испытуемого материала комбинированного шириной (15,0 ± 0,2) мм и длиной не менее 30 мм в поперечном и продольном направлениях.
С помощью этого же устройства вырезают полоски материала тары для упаковки.
Вырезанные образцы испытуемых материалов совмещают свариваемыми сторонами друг с другом и сваривают между собой на термосварочной машине при следующих условиях:
- температура сварки определяется исходными материалами и согласовывается между изготовителем и потребителем;
- время контакта - (1,00 ± 0,05) с;
- давление - (4,0 ± 0,2) кгс/см2.
Допускается термосваривание проводить в условиях, согласованных между изготовителем и потребителем.
Д.3 Проведение испытания
Для проведения измерений устанавливают первоначальное расстояние между зажимами разрывной машины (30 ± 2) мм.
Свободные концы сваренных между собой образцов испытуемых материалов закрепляют в зажимах разрывной машины. Сварной шов должен находиться посередине между зажимами и под углом 90° к поверхности свободного конца образцов.
Образец расслаивают со скоростью подвижного зажима (100 ± 10) мм/мин.
По регистрирующему прибору для одного образца определяют значение усилия как среднеарифметическое не менее трех измерений на расстоянии 5, 10, 15 мм от начала расслаиваемого сварного шва.
Прочность сварного шва X, Н/м (г/см), рассчитывают по формуле
Х = 1000 ´ Р/15, (Д.1)
где Р - среднеарифметическое значение усилия, Н;
15 - ширина образца, мм.
За результат испытания принимают среднеарифметическое значение шести параллельных измерений образцов, вырезанных в продольном и поперечном направлениях.
ПРИЛОЖЕНИЕ Е
(обязательное)
Метод определения непрерывности лакокрасочного покрытия
Метод испытания основан на реакции вытеснения меди из водного раствора ее соли алюминием и качественной оценке непрерывности лакокрасочного покрытия на фольге по степени покрытия образца восстановленной медью.
Метод распространяется на алюминиевую фольгу с термосвариваемым покрытием, защитным лаковым покрытием, а также материалы комбинированные на основе бумаги и фольги с нанесенным лаковым покрытием.
Е.1 Материалы, инструменты
Весы лабораторные по ГОСТ 24104.
Секундомер механический второго класса точности.
Линейка измерительная с ценой деления 1 мм по ГОСТ 427.
Медь сернокислая пятиводная по ГОСТ 4165.
Кислота соляная по ГОСТ 3118.
Вода дистиллированная по ГОСТ 6709.
Колба мерная вместимостью 1000 см3 по ГОСТ 1770.
Стакан химический вместимостью 1000 см3 по ГОСТ 25336.
Воронка коническая по ГОСТ 25336.
Мензурка вместимостью 500 см3 по ГОСТ 1770.
Пипетка мерная с делениями вместимостью 25 см3 по ГОСТ 29227.
Бумага фильтровальная лабораторная по ГОСТ 12026.
Нож канцелярский.
Е.2 Подготовка к проведению испытания
С рулона исследуемого материала снимают верхний виток и вырезают лист по всей ширине рулона длиной не менее 500 мм. На листе для испытаний не допускается наличие складок, поверхностных загрязнений, надрывов.
132,5 г сернокислой пятиводной меди помещают в химический стакан, растворяют в 500 см3 дистиллированной воды, после чего медленно добавляют 18,8 см3 концентрированной соляной кислоты, перемешивают, полученный раствор переносят в мерную колбу вместимостью 1000 см3 и доводят объем раствора до метки дистиллированной водой.
Фильтровальную бумагу нарезают на полоски шириной не менее 100 мм произвольной длины.
Е.3 Проведение испытания
Лист исследуемого материала помешают на ровную горизонтальную поверхность лабораторного стола лаковым покрытием вверх.
По ширине листа накладывают полоски фильтровальной бумаги. Пропитывают полоски фильтровальной бумаги раствором сернокислой меди, стараясь не допустить попадания раствора на непокрытую сторону фольги или бумагу.
По истечении 3 мин осматривают поверхность фильтровальной бумаги на наличие пятен восстановленной меди.
Е.4 Результаты испытания
Непрерывность лакокрасочного покрытия на поверхности фольги оценивают следующими степенями:
А - отличная: на поверхности фильтровальной бумаги не наблюдается пятен восстановленной меди;
В - удовлетворительная: на поверхности фильтровальной бумаги наблюдаются единичные без скоплений пятна восстановленной меди;
С - неудовлетворительная: на поверхности фильтровальной бумаги наблюдаются множественные пятна восстановленной меди.
ПРИЛОЖЕНИЕ Ж
(обязательное)
Правила хранения материала комбинированного
С целью сохранения потребительских свойств материала комбинированного необходимо выполнение следующих правил.
Ж.1 Запрещается проводить выгрузку рулонов материала комбинированного на землю. В сырую погоду и зимнее время выгрузка должна проводиться в специальном тамбуре или под навесом на чистую и сухую разгрузочную площадку, в условиях, полностью исключающих попадание влаги на рулоны материала комбинированного.
Ж.2 Категорически запрещается сбрасывать и кантовать рулоны, поддоны и ящики с материалом комбинированным.
Ж.3 В холодное время года, во избежание конденсации влаги на поверхности рулонов (отпотевание), запрещается вносить и распаковывать ящики с материалом комбинированным в теплом помещении. Складские помещения для хранения материала комбинированного должны быть оборудованы специальными вспомогательными помещениями температурой воздуха выше температуры наружного воздуха, но ниже температуры складского помещения.
Ж.4 Во избежание образования внутри межвиткового конденсата влаги запрещается переносить рулоны в помещения температурой, превышающей на 15 °С температуру окружающей среды.
Ж.5 В исключительных случаях при вынужденной задержке ящиков или поддонов с материалом комбинированным на открытой площадке следует обязательно накрыть их брезентом для защиты от атмосферных осадков. Длительное хранение на открытых площадках категорически воспрещается.
Ж.6 Складское помещение для длительного хранения материала комбинированного должно отапливаться, вентилироваться и содержаться в чистоте. В помещении склада должна поддерживаться минимально возможная относительная влажность воздуха, но не выше 80 % и температура не ниже плюс 5 °С.
Ж.7 В помещении склада не должно быть доступа влаги, конденсатов пара и различного рода газов (хлора, дыма, аммиака и др.), способствующих снижению потребительских свойств материала комбинированного.
Ж.8 Категорически запрещается хранение на складе вместе с материалом комбинированным различных химикатов, активно воздействующих на составляющие материала комбинированного, а также материалов с повышенной влажностью.
Ж.9 Хранить материалы комбинированные на полу складского помещения категорически запрещается. Материал должен храниться в распакованном виде на чистых стеллажах, обитых мягким материалом.
Ж.10 Укладка на стеллажи влажных рулонов категорически запрещается. В случае отпотевания рулонов их следует насухо протереть чистым мягким материалом и только после этого уложить на стеллажи.
Ж.11 Хранящийся на складе материал комбинированный должен подвергаться периодическому осмотру.
ПРИЛОЖЕНИЕ И
(рекомендуемое)
Области применения материала комбинированного
Таблица И.1
|
Вид материала комбинированного |
Область применения |
|
Ф/Б, Ф/ПЭ/Б, Ф/Б/ПЭ |
Упаковка табачных изделий, жевательной резинки, сырково-творожных изделий, мороженого, мясного и рыбного фарша, кондитерских изделий, кофе, чая, маргарино-жировых продуктов, сливочного масла |
|
ПЭТ/Ф/ПЭ, Ф/ПЭ, ОПП/Ф/ПЭ, ПЭТ/Ф/ПП, ОПП/Ф/ОПП |
Упаковка продуктов детского питания, сухого молока, чая, кофе, мясной и рыбной продукции, сыров, картофельных полуфабрикатов, мучных, кондитерских и макаронных изделий, орехов, майонеза, соусов, кетчупа, специй, приправ, горчицы, джемов, продуктов сублимационной сушки, рационов питания, пищевых концентратов, сухих и жидких напитков, пряностей, овощных закусок, средств косметики и личной гигиены, медицинских изделий |
|
Б/Ф/ПЭ, Б/ПЭ/Ф/ПЭ, Ф/ПЭ/Б/ПЭ |
Упаковка пищевых концентратов, в том числе: супов, чая, кофе, приправ, пряностей, сухих напитков, сухого молока, мучных, макаронных и кондитерских изделий, картофельных полуфабрикатов, косметики, средств личной гигиены, лекарственных препаратов, изделий медицинского назначения |
|
Ф/ПЭ/Ф, Ф/ПП/Ф |
Упаковка и декоративное оформление товаров народного потребления, в том числе: винно-водочных изделий, алкогольных и безалкогольных напитков, пищевых продуктов, парфюмерно-косметических средств |
|
Ф/ПЭ, ПЭ/Ф/ПЭ, Ф/ПЭТ |
Экранирование изделий кабельной промышленности |
Ключевые слова: материалы комбинированные, алюминиевая фольга, бумага, пленки: полиэтиленовая, полипропиленовая, полиэтилентерефталатная; технические требования, безопасность, контроль