ОТКРЫТОЕ АКЦИОНЕРНОЕ ОБЩЕСТВО
АКЦИОНЕРНАЯ
КОМПАНИЯ
ПО ТРАНСПОРТУ НЕФТИ «ТРАНСНЕФТЬ»
ИНСТРУКЦИЯ
по технологии сварки при строительстве
и капитальном ремонте магистральных нефтепроводов
РУКОВОДЯЩИЙ ДОКУМЕНТ
РД 153-006-02
Москва 2002 г.
СОДЕРЖАНИЕ
Настоящая Инструкция является нормативно-техническим документом (НТД) по технологии сварки магистральных нефтепроводов, разработанным на основании и в развитие действующих строительных норм и правил, правил безопасности и государственных стандартов России, регламентирующих общие требования к сварным соединениям магистральных трубопроводов.
РАЗРАБОТАНА специалистами Центра сварки и испытаний труб Инжиниринговой нефтегазовой компании - Всероссийского научно-исследовательского института по строительству и эксплуатации трубопроводов, объектов ТЭК (АО ВНИИСТ).
РАЗРАБОТЧИКИ
к.т.н. Блехерова Н.Г., к.т.н. Головин С.В., Данильсон В.А. Захаров И.М., Ладыжанский А.П., Прохоров В.В.
СОГЛАСОВАНА Госгортехнадзором России: письмо № 10-03/241 от 6 марта 2002 г.
УТВЕРЖДЕНА ОАО «АК «ТРАНСНЕФТЬ» 19 февраля 2002 г.
ВВЕДЕНА В ДЕЙСТВИЕ приказом по ОАО «АК «ТРАНСНЕФТЬ» № 4 от 12 апреля 2002 г. Срок введения - с 30 апреля 2002 г.
1 ВВЕДЕНИЕ
1.1 Назначение и область применения
1.1.1 Часть 1 Инструкции распространяется на сварку стыков труб диаметром 219 ¸ 1220 мм при строительстве и капитальном ремонте с заменой труб линейной части магистральных нефтепроводов ОАО «АК «ТРАНСНЕФТЬ».
Часть 2 Инструкции распространяется на сварку стыков труб преимущественно малого диаметра, выполняемую при сооружении трубопроводов основного назначения, технологических трубопроводов пара, масла, горячей воды, газопроводов собственных нужд при строительстве НПС, резервуарных парков других сооружений, располагающихся на площадках магистральных нефтепроводов.
1.1.2 Состав и назначение трубопроводов, рабочие параметры, категории участков, а также требования к сварным соединениям, определяются Строительными нормами и Правилами по проектированию и строительству магистральных и промысловых трубопроводов и должны быть отражены в проектной документации.
1.1.3 Настоящая Инструкция регламентирует вопросы сварки нефтепроводов следующими способами и технологическими вариантами:
· Ручной электродуговой сваркой покрытыми электродами;
· Полуавтоматической сваркой в среде углекислого газа проволокой сплошного сечения (метод STT);
· Полуавтоматической сваркой самозащитной порошковой проволокой;
· Автоматической сваркой под флюсом;
· Автоматической сваркой в среде защитных газов проволокой сплошного сечения с использованием комплексов CRC-Evans AW (все слои шва головками П-200;
· Автоматической сваркой в среде защитных газов с использованием комплексов CWS.02;
· Автоматической сваркой в среде защитных газов проволокой сплошного сечения с использованием головок П-200 (метод STT - для корневого слоя шва);
· Автоматической сваркой в среде защитных газов проволокой сплошного сечения с использованием головок М220 Мод (М300) (метод STT - для корневого шва);
· Автоматической сваркой в среде защитных газов порошковой проволокой с использованием головок М220 Мод (М300);
· Ручной аргонодуговой сваркой неплавящимся электродом (для корневого шва стыков труб малого диаметра и всех слоев шва стыков тонкостенных труб).
1.1.4 Настоящая Инструкция предназначена для инженерно-технического персонала, занимающегося монтажом, сваркой стыков при строительстве и капитальном ремонте нефтепроводов с заменой труб.
1.1.5 Неразрушающий контроль сварных соединений нефтепроводов следует производить методами и в объемах, предусмотренных действующими нормативными документами:
· СНиП 2.05.06-85* «Магистральные трубопроводы»;
· СНиП III-42-80* «Магистральные трубопроводы. Правила производства и приемки работ»;
· ГОСТ 7512-82 «Контроль неразрушающий. Соединения сварные. Радиографический метод»;
· ГОСТ 14782-86 «Контроль неразрушающий. Соединения сварные. Методы ультразвуковые»;
· ВСН 012-88 «Строительство магистральных и промысловых трубопроводов. Контроль качества и приемка работ».
Неразрушающий контроль сварных соединений технологических трубопроводов пара, масла, горячей воды следует производить методами и в объемах, предусмотренных «Правилами устройства и безопасной эксплуатации технологических трубопроводов» (ПБ 03-108-96).
1.1.6 Любые отступления от требований настоящей Инструкции должны быть согласованы с разработчиком документа - инжиниринговой компанией АО ВНИИСТ.
1.1.7 При использовании материалов настоящей Инструкции в других НТД ссылки на ее соответствующий раздел обязательны.
1.2 Термины и определения
1.2.1 Аттестованная технология сварки - конкретная технология сварки, которая прошла приемку в данной производственной организации в соответствии с требованиями операционно-технологической карты и технологической инструкции по сварке, что подтверждается актом аттестации.
1.2.2 Аттестованный сварщик - квалифицированный рабочий, аттестованный в установленном порядке и имеющий первый уровень профессиональной подготовки в соответствии с действующими правилами аттестации.
1.2.3 Автоматическая сварка - сварочный процесс, при котором подача сварочной проволоки и перемещение сварочной головки осуществляются автоматически, оператор устанавливает, наблюдает и корректирует параметры сварки.
1.2.4 Воротник - усиливающая накладка, привариваемая в процессе выполнения прямой врезки.
1.2.5 Горячий проход - слой шва, выполняемый по не успевшему остыть ниже регламентированной температуры металлу корневого слоя шва, как правило, способом "на спуск".
1.2.6 Захлест - соединение двух участков трубопроводов, в месте технологического разрыва.
1.2.7 Зона термического влияния - участок сварного соединения, непосредственно примыкающий к шву по границе сплавления и не подвергшийся расплавлению, структура и свойства которого изменились в результате нагрева при сварке.
1.2.8 Катушка трубы - отрезок трубы, подготавливаемый для вварки в нефтепровод и имеющий торцы, обработанные механическим способом или путем газовой резки с последующей зачисткой.
1.2.9 Металл шва - сплав, образованный расплавленным основным и наплавленным металлом.
1.2.10 Наплавленный металл - переплавленный без участия основного металла присадочный металл.
1.2.11 Прямая врезка - специальное сварное соединение, выполняемое в процессе строительства или ремонта нефтепровода и непосредственно соединяющее основную трубу и ответвление.
1.2.12 Полуавтоматическая сварка - сварочный процесс, при котором подача присадочной проволоки осуществляется автоматически, а перемещение сварочной горелки по периметру стыка осуществляется вручную.
1.2.13 Ремонт сварного шва - процесс устранения в готовом сварном стыке дефектов, обнаруженных неразрушающими методами контроля после завершения сварки и контроля, и признанных контролером исправимыми. Исправления, производимые электросварщиком непосредственно в процессе выполнения сварного шва, в понятие "ремонт сварного шва" не входят.
1.2.14 Стык - неразъемное сварное соединение труб, трубы и соединительной детали или трубы и запорной арматуры:
· приемочный стык - сварное соединение, выполняемое при аттестации технологии сварки;
· допускной стык - стык, выполняемый при допускных испытаниях сварщиков;
· контрольный стык - стык, вырезанный из сваренной нитки трубопровода, для проведения испытаний в объеме, предусмотренном действующими нормами;
· гарантийный стык - стык, соединяющий участки трубопровода, подвергнутые испытательному давлению. Гарантийный стык не подвергается испытательному давлению и требует большего (в сравнении с захлестом) объема неразрушающего контроля, например, дублирования радиографического контроля ультразвуковым контролем.
1.2.15 Сертификат - документ о качестве конкретных партий труб, деталей трубопроводов и сварочных материалов, удостоверяющий соответствие их качества требованиям технических условий на поставку, а также специальным требованиям, сформулированным при заключении контракта на поставку.
1.2.16 Технологическая инструкция по сварке - документ, содержащий комплекс конкретных операций, марок сварочных материалов, оборудования для сборки и сварки стыков, позволяющий изготовить сварное соединение в соответствии с требованиями нормативной документации и настоящей Инструкции.
1.2.17 Технологическая карта - документ, составленный в лаконичной, простой для пользователя табулированной форме на основе конкретной технологической инструкции по сварке для данного объекта.
1.2.18 Технические условия - основной документ на поставку труб, деталей трубопроводов, арматуры, сварочных материалов, разработанный и согласованный в установленном порядке.
ЧАСТЬ 1
СВАРКА ЛИНЕЙНОЙ ЧАСТИ МАГИСТРАЛЬНЫХ НЕФТЕПРОВОДОВ
2 АТТЕСТАЦИОННЫЕ ИСПЫТАНИЯ
2.1 Аттестация технологии сварки
2.1.1 Общие требования к проведению аттестации технологии сварки.
2.1.1.1 Аттестация выполняется перед началом производства работ на объекте, а также по истечению срока действия, установленного настоящей Инструкцией. Для подрядчика (или подразделения ОАО МН), выполняющего новое строительство нефтепровода, объектом может быть весь нефтепровод, его участок или узел, предусмотренные контрактом на строительство. Для подразделения ОАО МН (или подрядчика), выполняющего капитальный ремонт нефтепровода с заменой труб, объектом является участок нефтепровода, определенный рабочим проектом.
2.1.1.2 Помимо аттестации технологии сварки линейных кольцевых стыков нефтепровода должна быть аттестована также технология специальных сварочных работ (сварка захлёстов, сварка разнотолщинных соединений труб и т.д.) и технология сварки при выполнении ремонта кольцевых стыков.
2.1.1.3 Аттестация технологии сварки подразделяется на первичную, производственную и исследовательскую.
Первичная аттестация проводится для технологий сварки, регламентируемых настоящей Инструкцией и впервые используемых на строящемся (ремонтируемом) объекте. Целью первичной аттестации является оценка соответствия служебных характеристик и качества сварных соединений нормативным требованиям, предъявляемым к данному объекту, а также подтверждения возможности выполнения подрядчиком (подразделением ОАО МН) выбранной технологии сварки. Порядок проведения первичной аттестации представлен в п. 2.1.2 настоящей Инструкции.
Производственная аттестация проводится каждым подрядчиком (подразделением ОАО МН) с целью подтверждения возможности выполнения технологии сварки, утвержденной в процессе первичной аттестации. Порядок проведения производственной аттестации представлен в п. 2.1.3 настоящей Инструкции.
Для проведения аттестации (первичной и производственной) приказом по подразделению, выполняющему сварочно-монтажные работы, создается аттестационная комиссия. Аттестация выполняется в условиях, тождественных производственным. В процессе аттестации проверяется соответствие всех выполняемых работ требованиям разработанной технологической документации и действующих нормативных документов. По результатам аттестации оформляется протокол или акт. Протокол (акт) является основанием для окончательной корректировки технологической документации и ее утверждения.
Исследовательская аттестация проводится для новых технологий (технологических вариантов) сварки, не регламентированных настоящей Инструкцией. Аттестацию осуществляет АО ВНИИСТ, как разработчик настоящего РД, по запросу внедряющей организации или организации-разработчика технологии. Порядок проведения исследовательской аттестации представлен в Приложении 1.
2.1.1.4 Для выполнения работ в процессе аттестации подрядчик формирует бригаду специалистов, в состав которой входят инженерно-технические работники, рабочие основных специальностей. Количество сварщиков должно соответствовать требованиям технологической инструкции и технологических карт.
2.1.1.5 Специалисты ОАО МН и/или подрядчика, участвующие в выполнении работ на объекте, должны быть аттестованы в соответствии с действующими нормативными документами.
2.1.1.6 Все трубы и детали трубопроводов, свариваемые в процессе аттестации и выполнения сварочных работ объединены в группы, представленные в таблицах 2.1.1, 2.1.2 и 2.1.3.
Таблица 2.1.1 - Группы по классам прочности труб
|
Класс прочности |
Нормативное значение временного сопротивления разрыву основного металла, МПа (кгс/мм2) |
|
|
1 |
До К50 |
Менее 490 (50) |
|
2 |
К50...К54 |
490...530 (50...54) |
|
3 |
К55...К60 |
539...588 (55...60) |
|
4 |
Свыше К60 |
Более 588 (60) |
Таблица 2.1.2 - Группы по диаметрам труб
|
Диапазон номинальных диаметров труб |
|
|
1 |
От 426 до 720 мм включительно |
|
2 |
Свыше 720 до 1220 мм включительно |
Примечания: 1. При использовании труб диаметром 219 - 377 мм для сооружения линейной части нефтепровода аттестация проводится для каждого диаметра отдельно. Порядок механических испытаний устанавливается согласно требованиям раздела 9 настоящей Инструкции.
Таблица 2.1.3 - Группы по толщине стенки труб
|
Номинальная толщина стенки трубы, мм |
|
|
1 |
До 12,5 вкл. |
|
2 |
Свыше 12,5 до 19,0 вкл. |
|
3 |
Свыше 19,0 |
2.1.2 Первичная аттестация
2.1.2.1 Данная аттестация проводится ОАО МН или подрядной организацией на базе производственного подразделения, уполномоченного выполнять сварочно-монтажные работы при строительстве или капитальном ремонте нефтепроводов. Производственная организация (подразделение), на базе которого выполняется аттестация, должна располагать необходимым оборудованием, материалами, а также квалифицированным и аттестованным в установленном порядке персоналом.
2.1.2.2 Аттестация выполняется на основании утвержденной технологической инструкции по сварке и технологических карт, которые разрабатываются ОАО МН, подрядчиком или иной уполномоченной специализированной организацией и согласовываются с главным сварщиком ОАО МН. Технологическая инструкция должна учитывать сортамент труб, применяемых на объекте, а также оснащенность подрядчика сборочно-сварочным и вспомогательным оборудованием.
2.1.2.3 Технологическая инструкция по сварке, разрабатываемая с учетом требований проекта производства работ (ППР) и настоящей Инструкции, должна включать в себя следующие разделы:
· Характеристика сооружаемого объекта (наименование, протяженность, рабочее давление, условия прокладки и т.п.);
· процесс сварки или комбинация процессов, предъявляемых к аттестации, с указанием степени их автоматизации (ручная, полуавтоматическая, автоматическая);
· назначение аттестуемой технологии;
· характеристики труб, применяемых на объекте (диаметр, толщина стенки, марка трубной стали (для импортных труб - тип стали), класс прочности, эквивалент углерода, ГОСТ или ТУ на поставку);
· требования к подготовке кромок свариваемых труб (форма и геометрические параметры разделки кромок, глубина плавных вмятин, царапин, рисок, задиров, подлежащих устранению, способ обработки, качество зачистки);
· требования к сборке стыков (тип центратора, параметры сборки);
· режим и средства для предварительного подогрева (при необходимости), схема и средства контроля температуры;
· применяемые сварочные материалы (тип электрода, вид покрытия электрода, марка электрода и/или сварочной проволоки, диаметр электрода и/или сварочной проволоки, марка флюса, вид и состав защитного газа), стандарт или ТУ на поставку сварочных материалов, требования к условиям их хранения и подготовки к сварке;
· тип, марка и основные характеристики сварочного и вспомогательного оборудования;
· перечень технологических операций, выполняемых в процессе сварки стыка;
· параметры сварочного процесса (род и полярность тока, диапазон величины сварочного тока и напряжения на дуге, направление сварки, диапазон допустимых скоростей сварки, вылет и угол наклона электрода и др.);
· положение труб в процессе сварки, количество, длина и расположение прихваток, количество слоев шва и последовательность их выполнения, временной интервал между выполнением слоев шва, диапазон межслойной температуры, необходимость сопутствующего подогрева;
· условия удаления центратора (минимальное количество слоев, сваренных для удаления центратора и минимальная протяженность шва);
· необходимость выполнения послесварочной термообработки (параметры режимов, оборудование, средства и условия контроля температуры);
· геометрические параметры сварных соединений;
· параметры, требующие регистрации в процессе сварки;
другие специальные характеристики, соблюдение которых необходимо для выполнения процесса сварки;
· виды и объемы контроля качества сварных соединений;
· способ и технология ремонта дефектных сварных швов, применяемые сварочные материалы и оборудование.
2.1.2.4 К вышеуказанному документу должны быть приложены технологические карты по каждой аттестуемой технологии (или комбинации технологий). Технологические карты следует разрабатывать согласно требованиям ? настоящей Инструкции, технологической инструкции по сварке и на основе типовых операционных технологических карт сборки, сварки и ремонта кольцевых стыков, которые прилагаются к настоящей Инструкции (Приложение 5).
2.1.2.5 В аттестационную комиссию, формируемую подрядчиком, входят:
· Представитель Заказчика;
· Представители организации-подрядчика (специалисты по сварке, по контролю качества);
· Представитель организации-разработчика технологической инструкции (по согласованию);
· Представитель службы технического надзора Заказчика;
· Представитель Госгортехнадзора России (по согласованию);
· Представители других заинтересованных организаций (по предложению Заказчика).
2.1.2.6 В процессе первичной аттестации необходимо выполнить один или несколько стыков труб стандартной длины в условиях, тождественных трассовым, с соблюдением всех положений технологической инструкции, технологических карт и настоящей Инструкции.
Количество приемочных стыков должно быть достаточным для выявления всех особенностей технологии и регистрации параметров процесса, проведения пооперационного, визуального и неразрушающего контроля физическими методами, а также механических испытаний сварных соединений.
Сварку следует производить с использованием труб, материалов и оборудования, которые указаны в ППР, технологической инструкции и могут быть в дальнейшем использованы для сооружения объекта. В случае отсутствия полноразмерных труб, допускается использование «катушек» из труб, предназначенных для сооружения объекта. Длина катушек должна составлять не менее одного номинального диаметра трубы.
2.1.2.7 Результаты первичной аттестации должны быть оформлены в виде протокола, в котором должны быть зафиксированы:
· Наименование организации (подрядчика), выполняющей аттестацию;
· Место и время проведения работ;
· Наименование и область применения технологии;
· Состав аттестационной комиссии;
· Состав бригады (Ф.И.О., разряд, номер клейма, схема расстановки сварщиков);
· Погодные условия (температура воздуха, сила ветра, наличие осадков);
· Характеристики труб (диаметр, толщина стенки, класс прочности, марка стали, эквивалент углерода, форма разделки кромок);
· Сварочные материалы и оборудование;
· Перечень и последовательность выполнения операций сборки и сварки;
· Режим предварительного подогрева (при необходимости);
· Параметры режимов сварки, зарегистрированные в процессе аттестации;
· Результаты операционного и визуального контроля с указанием геометрических параметров шва;
· Заключения по результатам радиографического и других предписанных методов неразрушающего контроля;
· Виды механических испытаний, номер стыка и схема вырезки темплетов (заготовок) для изготовления образцов;
· Наименование организации, выполняющей механические испытания сварных соединений;
· Результаты механических испытаний с приложением протоколов;
· Другая информация, являющаяся существенной для реализации аттестуемой технологии в производственных условиях (по предложению членов аттестационной комиссии).
2.1.2.8 В процессе первичной аттестации должны быть проведены следующие виды механических испытаний:
· Испытание сварного соединения на статическое растяжение;
· Испытание сварного соединения на статический изгиб;
· Испытание сварного соединения на ударный изгиб.
Минимальное количество образцов для механических испытаний представлено в таблице 2.1.4. Схема вырезки образцов из неповоротных стыков должна соответствовать рис. 2.1.1. При наличии требований проектной документации и по требованию Заказчика производится вырезка макрошлифов для оценки твердости металла в различных зонах сварного соединения.
Темплеты из поворотных стыков должны вырезаться равномерно по периметру стыка по аналогичной схеме, но не ближе 200 мм от места окончания процесса сварки. Вырезку темплетов следует производить с учетом припуска на величину заготовки, при котором обеспечивается отсутствие в рабочей части образца металла с измененными в результате резки свойствами. Величина припуска должна составлять:
· Не менее 5 мм - при кислородной или плазменной резке;
· Не менее 3 мм - при механической резке.
Таблица 2.1.4 - Вид и количество образцов для механических испытаний сварных соединений труб диаметром 426 мм и более при первичной аттестации
|
Количество образцов для испытаний |
||||||
|
На растяжение |
На статический изгиб |
На ударный изгиб (KCV) |
||||
|
С расположением корня шва |
На изгиб боковой поверхностью (на ребро) |
По шву |
По ЗТВ* |
|||
|
Наружу |
Внутрь |
|||||
|
До 12,5 вкл. |
4 |
4 |
4 |
0 |
3 |
3 |
|
Более 12,5 до 19,0 вкл. |
4 |
0 |
0 |
8 |
3 |
3 |
|
Более 19,0 |
4 |
0 |
0 |
8 |
6*** |
6*** |
Примечания:
(*) - KCV - образцы типа IX и X с острым надрезом (Шарпи) по ГОСТ 6996-66;
(**) - ЗТВ - зона термического влияния;
(***) - три образца (тип IX) из нижних (внутренних) слоев шва и три образца (тип L) верхних (наружных) слоев шва.
Тип и размеры образцов, а также методика механических испытаний приведены в Приложении 2 к настоящей Инструкции.
Ударная вязкость сварных соединений магистральных нефтепроводов на образцах типа IX или X (острый надрез) должна составлять не менее 34,4 Дж/см2 при температуре испытаний минус 20 °С, если отсутствуют специальные требования к вязкопластическим свойствам сварных соединений.
Ударная вязкость определяется как среднее арифметическое из результатов испытаний трех образцов, при этом минимальное значение ударной вязкости для одного образца должно быть не менее 29,4 Дж/см2.
Рис. 2.1.1. Схема вырезки темплетов для изготовления образцов для проведения механических испытаний сварных соединений труб (диам. 426 мм и более) в процессе первичной аттестации технологии сварки:
№ 1 - образец для испытаний на растяжение;
№ 2 - образец для испытаний на изгиб корнем шва наружу или на ребро;
№ 3 - образец для испытаний на изгиб корнем шва внутрь или на ребро;
№ 4 - образец для испытаний на ударный изгиб;
№ 5 - макрошлиф для определения твердости металла в различных зонах сварного соединения (по требованию Заказчика или проектной документации)
При аттестации технологии двухсторонней автоматической сварки под флюсом дополнительно должны быть вырезаны не менее трех макрошлифов для определения геометрических параметров сварного шва.
Механические испытания должны проводиться на аттестованном оборудовании. Испытательная лаборатория должна иметь аттестаты аккредитации в соответствии с ГОСТ Р 51000.3 «Общие требования к испытательным лабораториям».
Перед проведением механических испытаний на растяжение и статический изгиб сварных соединений, выполненных с использованием электродов с целлюлозным видом покрытия или самозащитной порошковой проволоки Иннершилд, следует провести дефлокирующую термическую обработку образцов при температуре 250 °С в течение 6 часов.
2.1.2.9 При положительных результатах первичной аттестации в технологическую инструкцию и операционные технологические карты вносятся все изменения параметров сварки, зафиксированные в процессе аттестации, а также производится корректировка разделов по сборке и сварке. Технологическая инструкция утверждается ОАО МН или подрядчиком.
Если неудовлетворительные показатели получены по результатам неразрушающего контроля из-за недопустимых дефектов сварки, то по согласованию с Заказчиком может быть проведена сварка и испытание одного дополнительного стыка.
Если при повторных испытаниях вновь будут получены отрицательные результаты, то решение о новых аттестационных испытаниях данной технологии сварки может быть принято Заказчиком после выявления и устранения причин неудовлетворительных испытаний.
2.1.2.11. Протокол первичной аттестации должен храниться в подрядной организации и передаваться Заказчику в составе исполнительной документации.
2.1.3 Производственная аттестация
2.1.3.1 Производственная аттестация технологии сварки проводится каждым подрядчиком перед началом работ на объекте при условии положительных результатов первичной аттестации. Подрядчик, успешно выполнивший первую аттестацию, на 1 год освобождается от проведения производственной аттестации технологии сварки на данном объекте. Сварщики организации-подрядчика, выполнявшие сварку в процессе первичной аттестации, допускаются к соответствующему виду работ на объекте без прохождения процедуры дополнительных испытаний (сварки допускных стыков).
2.1.3.2 Обязательным условием для проведения производственной аттестации является наличие технологической инструкции, разработанной и утвержденной на этапе первичной аттестации, а также операционных технологических карт. Допускается внесение дополнений в технологическую инструкцию и операционные технологические карты, связанных с оснащенностью подрядчика оборудованием, материалами, которые планируется использовать в процессе работы (дополнения не противоречат ППР). В случае внесения дополнений технологическая инструкция повторно утверждается.
2.1.3.3 Для проведения производственной аттестации создается комиссия, в которую входят:
· Представитель Заказчика;
· Представители организации-подрядчика (специалисты по сварке, по контролю качества);
· Представитель службы технического надзора Заказчика;
· Представители других заинтересованных организаций (по предложению Заказчика).
Территориальная инспекция Госгортехнадзора России уведомляется о проведении аттестации технологии.
2.1.3.4 В процессе производственной аттестации технологии сварки необходимо выполнить приемочный стык труб стандартной длины в соответствии с объектной технологической инструкцией. Сварка должна производиться в условиях, тождественных трассовым, с использованием материалов и оборудования, которые регламентированы технологической инструкцией. В ходе аттестации следует произвести регистрацию всех регламентируемых технологической картой параметров режима сварки. Каждый стык должен быть подвергнут пооперационному, визуальному и неразрушающему контролю физическими методами, предписанному технологической инструкцией. После их выполнения проводятся испытания механических свойств сварных соединений. В случае двухсторонней автоматической сварки под флюсом дополнительно следует выполнить анализ геометрических параметров сварного шва по макрошлифам.
2.1.3.5 В процессе производственной аттестации выполняются следующие виды испытаний механических свойств:
· Испытание сварного соединения на статическое растяжение;
· Испытание сварного соединения на статический изгиб.
Минимальное количество образцов для механических испытаний представлено в таблице 2.1.5. Схема вырезки темплетов для изготовления образцов из неповоротных стыков должна соответствовать рис. 2.1.2. Темплеты из поворотных стыков должны вырезаться равномерно по периметру стыка по аналогичной схеме, но не ближе 200 мм от места окончания процесса сварки.
2.1.3.6 По результатам производственной аттестации составляется Акт, типовая форма и содержание которого представлены в Приложении 3.
К Акту должны быть приложены:
· операционная технологическая карта;
· протоколы механических испытаний,
· заключение по неразрушающему контролю физическими методами;
· протокол визуального обследования сварных швов;
· протокол оценки геометрических параметров шва по макрошлифам (для двухсторонней автоматической сварки под флюсом);
· результаты других видов контроля, если они предусмотрены технологической инструкцией.
Таблица 2.1.5 - Вид и количество образцов для испытаний сварных соединений труб диаметром 426 мм и более при производстве аттестации
|
Количество образцов для испытаний |
||||
|
На растяжение |
На статический изгиб |
|||
|
С расположением корня шва |
На изгиб боковой поверхностью (на ребро) |
|||
|
Наружу |
Внутрь |
|||
|
До 12,5 вкл |
4 |
4 |
4 |
0 |
|
Более 12,5 |
4 |
0 |
0 |
8 |
Рис. 2.1.2. Схема вырезки темплетов для изготовления образца проведения механических испытаний сварных соединений труб (диам. 4 мм и более) в процессе производственной аттестации технологии сварки:
№ 1 - образец для испытаний на растяжение;
№ 2 - образец для испытаний на изгиб корнем шва наружу или на ребро;
№ 3 - образец для испытаний на изгиб корнем шва внутрь или на ребро;
№ 4 - макрошлиф для оценки геометрических параметров сварного шва (для двухсторонней сварки под флюсом).
2.1.3.7 Акт производственной аттестации должен храниться в подрядной организации и передаваться Заказчику в составе исполнительной документации.
2.1.3.8 Если в процессе производственной аттестации по каким-либо видам испытаний получены неудовлетворительные результаты, то производится сварка, контроль и испытания дополнительных стыков в соответствии с требованиями п. 2.1.2.10. При получении отрицательных результатов на повторных стыках решение о проведении новых аттестационных испытаний принимается по согласованию с Заказчиком только после выявления и устранения причин неудовлетворительных результатов.
2.1.4 Аттестация технологии специальных сварочных работ
2.1.4.1 Аттестация выполняется согласно требованиям п.п. 2.1.1 - 2.1.3 настоящей Инструкции с учетом положений п.п. 2.1.4.2 - 2.1.4.4.
2.1.4.3 Для аттестации технологии сварки стыков разнотолщинных труб и стыков захлестов допускается использовать катушки аналогичных труб длиной не менее одного диаметра трубы, а для аттестации технологии ремонта кольцевых сварных соединений - катушки аналогичных труб длиной не менее 250 мм.
Первый этап - рассмотрение аттестационной комиссией технологических карт, сертификатов (паспортов) на свариваемые изделия, результатов аттестации аналогичных технологий на трубах (соответствующих типоразмеров и классов прочности), результатов выполнения допускных стыков сварщиками, которые будут производить сварку приемочных стыков.
По результатам первого этапа должен быть произведен выбор технологического варианта сварки и согласованы кандидатуры электросварщиков. Перед сваркой приемочного стыка рекомендуется выполнить 1-2 тренировочных стыка катушек труб соответствующих типоразмеров.
Второй этап - первичная аттестация с использованием образцов-имитаторов материалов деталей и запорной арматуры.
Трубная сталь катушки или образца-имитатора по своей системе легирования и прочностным свойствам должна относиться к той же группе, что и основной металл деталей или запорной арматуры, применяемых для сооружения объекта. Толщина стенки катушки(образца)-имитатора должна быть не менее толщины свариваемого торца деталей и запорной арматуры, которая указана в документации на их поставку. Форма разделки кромок катушки(образца)-имитатора должна соответствовать реальной разделке кромок деталей или арматуры. На основе результатов первичной аттестации следует откорректировать и утвердить технологическую карту, которая становится обязательной для применения всеми подрядчиками, участвующими в строительстве или капитальном ремонте данного нефтепровода.
В исключительном случае при отсутствии (по объективным причинам) катушек-имитаторов второй этап аттестации может быть выполнен при сварке первого товарного стыка «труба + задвижка» (шаровой кран). Если технологической картой предусмотрена возможность сварки определенного диапазона диаметров труб и запорной арматуры, то типоразмер приемочного стыка устанавливается аттестационной комиссией. Приемка технологии производится по результатам визуального и неразрушающего контроля физическими методами.
Третий этап - производственная аттестация технологии, которая проводится каждым подрядчиком на первом товарном стыке, сваренном согласно утвержденной технологической карте. Приемка технологии производится по результатам визуального и неразрушающего контроля физическими методами.
2.1.5 Аттестация технологии ремонта дефектных стыков
2.1.5.1 Аттестация проводится применительно к следующим видам ремонта:
· Вид I - ремонт дефектов корневого, подварочного или внутреннего (для двухсторонней сварки - кроме подрезов) слоев шва изнутри трубы (для труб диаметром 1020 мм и более);
· Вид II - ремонт внутренних дефектов заполняющих и облицовочного слоев шва снаружи трубы;
· Вид III - ремонт дефектов корневого слоя шва снаружи трубы со сквозным пропилом шва;
· Вид IV - ремонт подрезов в облицовочном слое шва;
· Вид V - ремонт подрезов во внутреннем слое шва изнутри трубы (только для технологии двухсторонней сварки труб диаметром 1020 мм и более).
2.1.5.2 Аттестуемые технологии ремонта должны быть отражены в соответствующих разделах технологической инструкции на основной процесс сварки нефтепровода. Перед проведением аттестации технологии ремонта должна быть подготовлена технологическая карта на все предполагаемые виды ремонта проектных стыков.
2.1.5.3 Аттестацию рекомендуется выполнять одновременно с аттестацией технологии сварки нефтепровода (объекта) на одном из сваренных аттестационных стыков, прошедших неразрушающий контроль. Каждый вид ремонта аттестуется отдельно. Минимальная длина участка для аттестации каждого вида ремонта - 200 мм.
2.1.5.4 Аттестацию технологии ремонта корневого слоя шва неповоротного стыка со сквозным пропилом следует выполнять в его потолочной части (в пространственном положении от 4 час. до 6 час. или от 6 час до 8 час.). Расположение участка и пространственное положение для других видов ремонта определяются аттестационной комиссией с учетом анализа результатов радиографического контроля приемочного стыка.
Аттестацию технологии ремонта поворотных стыков трубных секций, выполненных на трубосварочных базах, следует производить в удобном для сварки пространственном положении.
2.1.5.5 Тип и количество образцов для механических испытаний по каждому виду ремонта представлены в таблице 2.1.6.
Таблица 2.1.6 - Виды механических испытаний при аттестации технологии ремонта кольцевых стыков и количество образцов для испытаний сварных соединений диаметром 426 мм и более
|
Вид ремонта (см. п. 2.1.5.1) |
Количество образцов для испытаний |
||||
|
На растяжение |
На статический изгиб |
||||
|
С расположением корня шва |
На изгиб боковой поверхностью (на ребро) |
||||
|
Наружу |
Внутрь |
||||
|
До 12,5 вкл. |
I |
0 |
2 |
0 |
0 |
|
II |
1 |
2 |
0 |
0 |
|
|
III |
1 |
2 |
0 |
0 |
|
|
IV |
0 |
0 |
2 |
0 |
|
|
V |
0 |
2* |
0 |
0 |
|
|
Более 12,5 |
I |
0 |
0 |
0 |
2 |
|
II |
1 |
0 |
0 |
2 |
|
|
III |
1 |
0 |
0 |
2 |
|
|
IV |
0 |
0 |
0 |
2 |
|
|
V |
0 |
0 |
0 |
2 |
|
Примечание. * - Образцы изгибают с расположением внутреннего слоя шва наружу.
2.1.5.6 В том случае, если ремонт выполняется тем же способом сварки и теми же сварочными материалами, которые предусмотрены аттестованной технологией, разрешается аттестовать технологию всех видов ремонта по результатам радиографического контроля участка ремонта корневого слоя шва в потолочном положении со сквозным пропилом. Длина участка должна составлять при этом не менее 200 мм - для труб диам. 426-530 мм и не менее 300 мм - для труб диам. более 530 мм.
2.1.6 Срок действия и область распространения результатов аттестации
2.1.6.1 Технология сварки считается аттестованной, если по данным операционного и визуального контроля, контроля неразрушающими физическими методами и по результатам механических испытаний сварные соединения удовлетворяют требованиям действующих нормативных документов, настоящей Инструкции и дополнительным требованиям Проекта (если таковые имеются).
2.1.6.2 Результаты аттестационных испытаний технологии сварки распространяются на сварку кольцевых стыков труб и деталей трубопроводов, относящихся к одной группе по классу прочности (таблица 2.1.1) и типоразмерам (таблицы 2.1.2 и 2.1.3).
· Изменение способа сварки;
· Изменение прочностной группы свариваемой трубной стали (см. таблицу 2.1.1) и/или марки стали;
· Изменение группы по номинальному диаметру труб (см. таблицу 2.1.2);
· Изменение номинальной толщины стенки труб за пределы групп, представленных в таблице 2.1.3;
· Изменение номинальных размеров разделки кромок за пределы допусков, регламентированных технологической инструкцией и технологической картой;
· Изменение типа сварочных материалов за пределы принятой для данной технологии группы прочностных классов, вида электродного покрытия, наполнителя порошковой проволоки, типа порошковой проволоки и проволоки сплошного сечения, типа и основности сварочного флюса;
· Изменение рода и полярности сварочного тока;
· Изменение направления сварки кольцевого стыка (снизу вверх, сверху вниз);
· Изменение типа применяемого центратора (внутренний или наружный) и условий его удаления;
· Изменение установленных технологической инструкцией параметров предварительного и сопутствующего подогревов и послесварочной термообработки;
Уменьшение регламентируемого технологической инструкцией числа сварщиков, выполняющих корневой слой шва.
Новые аттестационные испытания (первичная аттестация), обусловленные изменением способа сварки, проводятся комиссией, состав которой представлен в п. 2.1.2.5. Новые аттестационные испытания, обусловленные другими изменениями условий сварки, допускается проводить комиссии, состав которой представлен в п. 2.1.3.3.
2.1.6.4 Результаты первичной аттестации являются действительными в течение всего срока строительства или капитального ремонта объекта. Срок действия результатов производственной аттестации - 1 год с даты ее проведения. В случае привлечения для строительства (капитального ремонта) одного магистрального нефтепровода нескольких подрядчиков (подразделений ОАО МН) результаты первичной аттестации, выполненной одним подрядчиком (подразделением ОАО МН), действительны для других участников работ в течение всего срока их выполнения. В случае выполнения одним подрядчиком сварочных работ на нескольких однотипных участках или узлах магистрального нефтепровода результаты производственной аттестации, выполненной на одном из участков (узлов), в течение 1 года распространяются на другие участки (узлы). Положения настоящего пункта Инструкции являются действительными только при соблюдении всех положений п. 2.1.6.3.
2.2 Допускные испытания сварщиков
2.2.1 Целью допускных испытаний сварщиков или операторов сварочных установок является определение способности сварщика выполнить качественное сварное соединение при использовании технологического процесса сварки, прошедшего аттестацию согласно разделу 2.1 настоящей Инструкции.
2.2.2 Все сварщики, задействованные подрядчиком для выполнения работ на объекте, должны быть аттестованы в соответствии с действующими Правилами аттестации.
2.2.3 Допускные испытания сварщиков проводятся путём сварки допускных стыков непосредственно перед началом сварочных работ на объекте.
2.2.4 Сварщик может быть аттестован на выполнение всего стыка в целом или конкретного слоя (слоев) шва.
При допускных испытаниях по технологии ручной дуговой или полуавтоматической сварки неповоротных стыков труб диаметром менее 1020 мм сварщик должен выполнить сварку 100 % периметра стыка (весь шов или конкретный слой). Для стыков диаметром 1020 мм и более допускается сварить одну из половин периметра стыка (относительно вертикальной оси).
Сварщик-оператор, аттестуемый на выполнение автоматической сварки, должен выполнить весь набор операций связанных со сваркой всего стыка в целом, либо тех слоев, на которые он аттестуется.
2.2.5 Сварщик либо сварщики, выполнившие сварку стыка, признанного годным при аттестации технологии сварки, считаются прошедшими испытания и могут не выполнять сварку допускного стыка.
2.2.6 В процессе допускных испытаний сварщик должен выполнять все требования технологической инструкции и операционной технологической карты, использовать оборудование, соблюдать технику сварки и скорость выполнения всех операций, которые будут использоваться в дальнейшем при сварке или ремонте сварных стыков нефтепровода.
2.2.7 Катушки труб, подготовленные для сварки допускных стыков, должны быть изготовлены из тех же труб, т.е. иметь тот же класс прочности, толщину стенки и разделку кромок, что и трубы, используемые для сооружения объекта. Длина катушки для допускных испытаний по ручной и полуавтоматической сварке должна составлять не менее 125 мм. Для проведения допускных испытаний по автоматической сварке длина катушки устанавливается исходя из возможности обеспечения всех требований технологической инструкции и технологической карты.
2.2.8 Допускной стык должен выполняться в присутствии представителя службы технического надзора Заказчика при обеспечении непрерывного пооперационного контроля и последовательной оценки качества операций.
2.2.9 Повторные допускные испытания сварщика, в том числе при работе в составе бригады, назначают в случаях, если:
· он имел перерыв в своей работе более трёх месяцев;
· в содержание технологической инструкции и технологической карты внесены изменения, перечисленные в п. 2.1.6.3. Однако сварщики могут быть допущены к работе на объекте без повторных допускных испытаний при условии, что практический экзамен при аттестации сварщиков в соответствии с действующими Правилами проводился в полном соответствии с технологической картой на процесс сварки, который прошел аттестацию и применяется на данном объекте.
2.2.10 Допускные испытания сварщиков для выполнения ремонтных работ осуществляются по каждому виду ремонта, регламентируемому технологической инструкцией. Длина участка шва для каждого вида ремонта должна составлять не менее 200 мм.
2.2.11 Допускной стык подвергают:
· пооперационному контролю в процессе сварки;
· визуальному осмотру с определением геометрических параметров сварного соединения;
· радиографическому контролю;
· контролю размеров швов и наличия недопустимых дефектов по макрошлифам (в случае двухсторонней автоматической сварки под флюсом);
· механическим испытаниям на статический изгиб (только для полуавтоматической сварки в среде защитных газов).
2.2.13 Если результаты контроля по п. 2.2.11 не удовлетворяют требованиям к допускным стыкам по п. 2.2.12, то разрешается выполнять сварку и контроль двух других допускных стыков. В случае получения при повторном контроле удовлетворительных результатов хотя бы на одном из стыков, сварщик признаётся не выдержавшим испытание. К повторному испытанию сварщик может быть допущен только после дополнительного обучения.
2.2.14 По результатам допускных испытаний на каждого сварщика оформляется Допускной лист, а также составляется список сварщиков для выполнения работ на объекте.
2.2.15 Срок действия Допускного листа определяется на время выполнения сварщиком работы, по которой он прошёл допускные испытания, если при этом перерыв в его работе не будет превышать трёх месяцев.
3 ТРУБЫ И ДЕТАЛИ ТРУБОПРОВОДОВ
3.1 Трубы для сооружения и капитального ремонта линейной части магистральных нефтепроводов
3.1.1 Для сооружения и капитального ремонта линейной части магистральных нефтепроводов могут быть использованы электросварные прямошовные и спиральношовные трубы диаметром 219 - 1220 мм, изготовленные из низкоуглеродистых или низколегированных сталей.
3.1.2 Трубы поставляются по ГОСТам или по техническим условиям, утвержденным в установленном порядке и представленным в Инструкции по применению стальных труб в газовой и нефтяной промышленности (Р 51-31323949-58-2000). Сортамент современных труб производства Волжского трубного завода, Выксунского металлургического завода и Челябинского трубопрокатного завода, а также труб импортной поставки, представлен в Приложении 4 к настоящей Инструкции. Каждая партия труб должна иметь сертификат завода - изготовителя с указанием регламентируемых стандартом или техническими условиями приемосдаточных характеристик.
3.1.3 Овальность концов труб (отношение разности между наибольшим и наименьшим диаметром к номинальному диаметру) не должна превышать 1 % от номинального диаметра для труб с толщиной стенки менее 20 мм и 0,8 % - для труб с толщиной стенки 20 мм и более.
3.1.4 Кривизна труб не должна превышать 1,5 мм на любом ее участке длиной 1 м. Общая кривизна не должна превышать 0,2 % длины трубы.
3.1.5 Концы труб должны быть обрезаны под прямым углом. Отклонение от перпендикулярности торцов (косина реза) труб, поставляемых по техническим условиям, - не должно превышать 1,6 мм. Аналогичный показатель для труб, поставляемых по ГОСТ 20295, должен составлять не более 1,0 мм при диаметре труб 219-325 мм, не более 1,5 мм - при диаметре 351-426 мм и не более 2,0 мм - при диаметре 530-820 мм.
3.1.6 В металле труб не допускается наличие трещин, плен, рванин, закатов, а также расслоений длиной более 80 мм в любом направлении. Расслоения любого размера на торцах труб и в зоне шириной 25 мм от торца труб не допускаются.
3.1.7 Концы труб должны иметь фаску, выполненную механическим способом. Форма разделки кромок представлена на рис. 3.1.1.
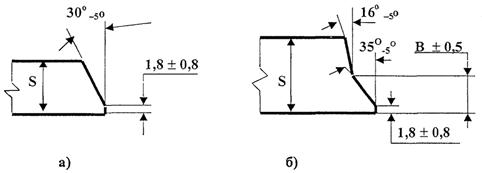
Рис. 3.1.1. Форма заводской разделки кромок труб:
а) - с нормативной толщиной стенки S < 15 мм;
б) - с нормативной толщиной стенки S ³ 15 мм
Величина размера «В» представлена в таблице 3.1.1.
Таблица 3.1.1 - Величина размера «В» в зависимости от толщины стенки трубы
|
Толщина стенки трубы S, мм |
Величина «В» (рис. 3.1.1), мм |
|
Свыше 15 до 19 вкл. |
9 |
|
Свыше 19 до 21,5 вкл. |
10 |
|
Свыше 21,5 до 26 вкл. |
12 |
|
Свыше 26 |
14 |
3.1.8 Заводские швы труб должны иметь плавный переход к основному металлу без узких переходов, подрезов, несплавлений, непроваров и других дефектов нормирования шва. Высота усиления шва снаружи трубы должна составлять 0,5...2,5 мм (при номинальной толщине стенки £ 12 мм) и 0,5...3,0 мм (при номинальной толщине стенки > 12 мм). Высота внутреннего усиления шва должна составлять 0,5...2,5 мм, при этом на длине не менее 150 мм от торца усиление должно быть удалено до величины 0...0,5 мм.
3.1.9 Остаточный магнетизм на торцах труб не должен превышать 30 Гс.
3.1.10 Предельные отклонения по толщине стенки на торцах труб не должны превышать значения, указанные в таблице 3.1.2.
Таблица 3.1.2 - Предельные отклонения по толщине стенки сварных труб (на основе требований ГОСТ 19903 для листа нормальной точности прокатки)
|
Предельные отклонения по толщине стенки труб, мм |
||||||||||||||
|
Наружный диаметр, мм |
||||||||||||||
|
219 |
245 - 273 |
325 - 426 |
530 - 630 |
720 |
820 |
Свыше 820 |
||||||||
|
+ |
- |
+ |
- |
+ |
- |
+ |
- |
+ |
- |
+ |
- |
+ |
- |
|
|
3,9-5,5 |
0,2 |
0,4 |
0,3 |
0,4 |
0,3 |
0,5 |
0,4 |
0,5 |
0,45 |
0,5 |
||||
|
5,5-7,5 |
0,1 |
0,5 |
0,2 |
0,5 |
0,25 |
0,6 |
0,4 |
0,6 |
0,45 |
0,6 |
||||
|
7,5-10 |
0,1 |
0,8 |
0,2 |
0,8 |
0,3 |
0,8 |
0,35 |
0,8 |
0,45 |
0,8 |
0,6 |
0,8 |
||
|
10-12 |
0,2 |
0,8 |
0,2 |
0,8 |
0,3 |
0,8 |
0,4 |
0,8 |
0,5 |
0,8 |
0,7 |
0,8 |
1,0 |
0,8 |
|
12-25 |
0,8 |
0,8 |
1,0 |
0,8 |
1,2 |
0,8 |
||||||||
3.1.11 Пластическая деформация металла труб при холодном экспандировании не должна превышать 1,2 %.
3.1.12 Максимальная величина эквивалента углерода трубных сталей не должна превышать 0,46 %. Эквивалент углерода определяется по формуле:
Сэкв. = С + Мn / 6 + (Сr + Мо + V + Ti + Nb) / 5 + (Сu + Ni) /15 + 15 В
где С, Мn, Сr, Мо, V, Ti, Nb, Сu, Ni, В - массовые доли (%) элементов в металле трубной стали.
3.2 Трубы малого диаметра, применяемые для обвязки узлов запуска-приема средств очистки и диагностики, узлов подключения НПС, резервуарных парков
3.2.1 Электросварные (сварка ТВЧ) трубы диаметром 159 - 426 мм с толщиной стенки 4 - 12 мм могут поставляться по ГОСТ 20295-85, диаметром 42 - 426 мм с толщиной стенки 3 - 14 мм - по ГОСТ 10704-91, ГОСТ 10705-80 и техническим условиям, разработанным и утвержденным в установленном порядке. Основной металл - спокойная или полуспокойная углеродистая или низколегированная сталь. Марки трубной стали (преимущественно): Ст. 3, Ст. 10, Ст. 20.
3.2.2 Концы электросварных труб по ГОСТ 20295-85 должны иметь фаску под углом 25-30 градусов (при толщине стенки до 10 мм включительно) и 30 - 35 градусов (при толщине стенки более 10 мм) с величиной притупления = 1 - 3 мм. Концы труб по ГОСТ 10704-91, ГОСТ 10705-80 и техническим условиям (при толщине стенки до 15 мм) должны иметь фаску под углом 25 - 30 градусов с величиной притупления = 1 - 3 мм. Другие требования к геометрическим параметрам труб устанавливаются согласно разделу 3.1 настоящей Инструкции. Показатели механических свойств устанавливаются в соответствии с классами прочности, которые регламентированы ГОСТ 20295-85 или техническими условиями на поставку труб (таблица 3.1.3).
Таблица 3.1.3 - Классы прочности и механические свойства труб из углеродистой и низколегированной сталей по ГОСТ 20295-85
|
Механические свойства (не менее) |
|||
|
Временное сопротивление разрыву, МПа (кгс/мм2) |
Предел текучести, МПа (кгс/мм2) |
Относительное удлинение, % |
|
|
К34 |
333 (34) |
206 (21) |
24 |
|
К38 |
372 (38) |
235 (24) |
22 |
|
К42 |
412 (42) |
245 (25) |
21 |
|
К50 |
490 (50) |
343 (35) |
20 |
|
К52 |
510 (52) |
353 (36) |
20 |
|
К55 |
539 (55) |
372 (38) |
20 |
Примечания: 1. Номер класса прочности соответствует минимально допустимому (нормативному) значению временного сопротивления разрыву основного металла труб в кгс/мм2.
2. Для труб, поставляемых по техническим условиям, дополнительно к классам прочности, указанным в таблице, могут быть установлены также классы прочности К46, К48, К54, К56, К58, К60, К65.
3.2.3 Бесшовные трубы могут быть поставлены по ГОСТ 8731-74, 8732-78 (группа В - с нормированием механических свойств и химического состава), 8733-74 (группа В), 8734-75, 9567-75, 550-75, а также по техническим условиям разработанным и утвержденным в установленном порядке. Диапазон диаметров - от 4 до 426 мм. Основной металл - спокойная или полуспокойная углеродистая или низколегированная сталь. Марки трубной стали (преимущественно): Ст. 3, Ст. 10, Ст. 20, 09Г2С.
3.2.4. Бесшовные трубы (по ГОСТ 8731-78 и ГОСТ 8733-74) с толщиной стенки ? - 20 мм имеют фаску под углом 35 - 40 град, и притуплением 1 - 3 мм. При заказе бесшовных труб с толщиной стенки свыше 2 до 5 мм следует предусмотреть обработку фаски под углом 35 - 40 град. Предельные отклонения по наружному диаметру бесшовных труб согласно ГОСТам 8732-78 и 8734-75 представлены в таблицах 3.1.4 и 3.1.5 соответственно.
Таблица 3.1.4 - Предельные отклонения по наружному диаметру бесшовных горячедеформированных труб согласно ГОСТ 8732-78
|
Предельные отклонения по наружному диаметру труб в зависимости от точности изготовления |
||
|
Обычной |
Повышенной |
|
|
До 50 включительно |
± 0,5 мм |
± 0,5 мм |
|
Свыше 50 до 219 вкл. |
± 1,0 % от диаметра |
± 0,8 % от диаметра |
|
Свыше 219 |
± 1,25 % от диаметра |
± 1,0 % от диаметра |
Таблица 3.1.5 - Предельные отклонения по наружному диаметру бесшовных холоднодеформированных труб согласно ГОСТ 8734-75
|
Предельные отклонения |
|
|
Свыше 10 до 30 вкл. |
± 0,3 мм |
|
Свыше 30 до 50 вкл. |
± 0,4 мм |
|
Свыше 50 |
± 0,8 % от диаметра |
3.2.5 Предельные отклонения по толщине стенки бесшовных труб согласно ГОСТ 8732-78 и 8734-75 представлены в таблицах 3.1.6 и 3.1.7 соответственно.
Таблица 3.1.6 - Предельные отклонения по толщине стенки бесшовных труб согласно ГОСТ 8732-78
|
Толщина стенки трубы, мм |
Предельные отклонения по толщине стенки трубы (%) в зависимости от точности изготовления |
||
|
Обычной |
Повышенной |
||
|
До 219 вкл. |
До 15 вкл. |
+12,5 -15,0, |
± 12,5 |
|
Свыше 15 до 30 |
± 12,5 |
+10,0 -12,5 |
|
|
30 и более |
+10,0 -12,5 |
± 10,0 |
|
|
Свыше 219 |
До 15 вкл. |
+12,5 -15,0 |
|
|
Свыше 15 до 30 |
± 12,5 |
||
|
30 и более |
+10,0 -12,5 |
||
Таблица 3.1.7 - Предельные отклонения по толщине стенки бесшовных холоднодеформированных труб согласно ГОСТ 8734-75
|
Предельные отклонения |
|
|
Свыше 1 до 5 вкл. |
± 10 % от толщины стенки |
|
Свыше 1 до 2,5 вкл. (при диаметре 110 мм и более) |
± 12,5 % от толщины стенки |
|
Свыше 5 |
± 8 % от толщины стенки |
3.2.6. Согласно ГОСТ 8732-78 кривизна любого участка бесшовной горячедеформированной трубы на 1 м длины не должна превышать 1,5 мм при толщине стенки до 20 мм включительно, 2,0 мм - при толщине стенки свыше 20 до 30 мм включительно, 4,0 мм - при толщине стенки свыше 30 мм. В соответствии с ГОСТ 8734-75 кривизна любого участка бесшовной холоднодеформированной трубы диаметром свыше 10 мм должна быть не более 1,5 мм. По требованию потребителя кривизна холоднодеформированных труб диаметром 20 - 90 мм не должна превышать 1 мм на 1 м длины.
3.3. Соединительные детали трубопроводов
3.3.1. Соединительные детали должны быть изготовлены в соответствии с государственными стандартами или техническими условиями, утвержденными в установленном порядке. К каждой партии деталей должен быть приложен сертификат завода-изготовителя с указанием основных приемо-сдаточных характеристик (наименование изготовителя, номер стандарта или ТУ, номер партии, тип, размер, рабочее давление, марка стали, механические свойства основного материала и т.д.).
Для магистральных нефтепроводов и обвязочных трубопроводов НПС, узлов ?-приема СОД, резервуарных парков применяются следующие конструкции строительных деталей (фитингов):
· Тройники горячей штамповки;
· Тройники штампосварные с цельноштампованными ответвлениями горячей штамповки;
· Тройники сварные без специальных усиливающих элементов (ребер, накладок и т.д.);
· Переходы конические, концентрические штампованные или штампосварные;
· Отводы гнутые гладкие, изготовленные из труб путем протяжки в горячем состоянии;
· Отводы гнутые при индукционном нагреве;
· Отводы штампосварные из двух половин;
· Заглушки эллиптические.
Толщина стенок соединительных деталей должна соответствовать требованиям проектной документации и быть не менее 4 мм. Форма разделки кромок деталей должна удовлетворять условиям сварки и соответствовать разделке кромок привариваемых труб.
3.3.2 Бесшовные детали трубопроводов с условным диаметром до 600 мм, поставляемые по ГОСТ 17374-83 ... ГОСТ 17380-83, изготавливаются из труб по ГОСТ 8731-74 (группа В), ГОСТ 8733-74 (группа В) и ГОСТ 550-75 или листовой стали по ГОСТ 16523 (категория 4), ГОСТ 1542, ГОСТ 17066 и др. Основной металл - стали марок: Ст. 20 по ГОСТ 1050-74, 10Г2 по ГОСТ 4543-71 и 09Г2С по ГОСТ 19282-73. Механические свойства металла деталей должны быть не ниже указанных в таблице 3.1.8.
Таблица 3.1.8 - Механические свойства основного металла деталей, поставляемых по ГОСТ 17374-83 ... ГОСТ 17380-83
|
Временное сопротивление разрыву, МПа (кгс/мм2) |
Предел текучести МПа (кгс/мм2) |
Относительное удлинение, % |
Поперечное сужение, % |
|
|
Не менее |
||||
|
Ст. 20 |
412 (42) |
245 (25) |
21 |
50 |
|
10Г2 |
421 (43) |
245 (25) |
21 |
50 |
|
09Г2С |
471 (48) |
265 (27) |
21 |
50 |
3.3.3 Для изолирующих фланцевых соединений следует использовать фланцы по ГОСТ 12821-80. Сопротивление изолирующих фланцев (в сборе) во влажном состоянии должно быть не менее 103 Ом. Диаметр отверстий во фланцах под крепежные детали и размеры впадины, выступа, а также длина этих крепежных деталей должны выбираться с учетом толщины изолирующих (диэлектрических) втулок и прокладок. К каждому из фланцев изолирующего соединения должен быть приварен изолированный контактный вывод из стальной полосы размером 30 ´ 6 мм.
3.3.4 Тип и конструкция запорной арматуры (задвижек, шаровых кранов) определяются требованиями проектной документации. Каждая задвижка или шаровой кран должны иметь паспорт завода-изготовителя с указанием приемо-сдаточных характеристик согласно техническим условиям на их поставку. Предпочтительным является использование запорной арматуры с переходными кольцами (патрубками) под сварку. Разделка кромок арматуры должна удовлетворять условиям применяемой технологии сварки. Толщина свариваемой кромки (размер под сварку) арматуры или переходного кольца не должна превышать 1,5 S (где S - номинальная толщина стенки присоединяемой трубы).
4 СВАРОЧНЫЕ МАТЕРИАЛЫ
4.1. Применяемые сварочные материалы
4.1.1. Для сварки кольцевых стыков нефтепроводов могут быть использованы следующие сварочные материалы:
· электроды с основным и целлюлозным видами покрытия для ручной дуговой сварки;
· флюсы плавленые и агломерированные для автоматической сварки поворотных стыков;
· сварочные проволоки сплошного сечения для автоматической и полуавтоматической сварки в среде защитных газов и автоматической сварки под флюсом;
· щитные порошковые проволоки для полуавтоматической сварки со сплошным формированием шва;
· ковые проволоки для автоматической сварки в среде защитных газов;
· защитные газы - аргон газообразный, двуокись углерода газообразная и их смесь - для автоматической и полуавтоматической сварки неповоротных и поворотных стыков труб.
4.1.2. Все сварочные материалы должны быть аттестованы для применения в трубопроводном строительстве, отвечать специальным требованиям к качеству их изготовления, сварочно-технологическим характеристикам и обеспечивать требуемый уровень прочностных и вязкопластических свойств сварных соединений.
4.1.3. Электроды общего назначения, выпускаемые в соответствии с ГОСТ ?166-75, который не учитывает специфические условия сварки и ремонта нефтепроводов, не могут быть использованы для этих целей без специальной пробы и аттестации.
В процессе аттестационных испытаний сварочных материалов определяется уровень сварочно-технологических свойств, оценивается соответствие сварочных материалов специальным требованиям к качеству их изготовления и обеспечение необходимого комплекса механических свойств.
4.1.4. Электроды и самозащитные порошковые проволоки могут быть использованы для сварки нефтепроводов только в случае положительных результатов аттестации контрольной марки сварочного материала, выпускаемой определенным заводом-изготовителем.
4.1.5 Флюсы и проволоки для сварки под флюсом должны быть аттестованы и рекомендованы к применению в комбинациях «флюс-проволока». При этом аттестации подлежит продукция каждого завода-изготовителя.
4.1.6 Отечественные электроды, самозащитные порошковые проволоки, флюсы и проволоки сплошного сечения аттестовываются также на соответствие требованиям технических условий, разрабатываемых заводом-изготовителем и согласованных с организацией, в которую они представлены на аттестацию.
4.1.7 Проволоки сплошного сечения и порошковые проволоки для сварки в среде защитных газов могут быть использованы только в случае положительных результатов аттестации в сочетании «проволока-защитный газ». Защитным газом могут служить как чистые аргон и углекислый газ, так и смесь газов в определенной пропорции.
4.1.8 Выбор сварочных материалов должен осуществляться в зависимости от:
· класса прочности (табл. 4.1.1) и типоразмера свариваемых труб;
· требований к механическим свойствам сварных соединений, выполненных с их использованием;
· условий прокладки нефтепровода и наличия специальных требований к сварным соединениям;
· сварочно-технологических свойств конкретных марок сварочных материалов;
· схемы организации сварочно-монтажных работ и требуемого темпа их выполнения.
4.1.9 При выполнении сварочных работ с помощью ручной дуговой сварки на базе типа ССТ-ПАУ для выполнения корневого слоя шва стыков труб из сталей групп прочности 1, 2, 3, 4 должны применяться электроды с основным видом покрытия, соответствующие по классификации ГОСТ 9467-75 типу Э50А (Е7016 согласно классификации стандарта AWS A5.1) либо электроды с целлюлозным видом покрытия типа Э42А и Э46А по ГОСТ 9467-75 (Е6010 согласно классификации AWS A5.1).
4.1.10 Для сварки «горячего прохода» (первого заполняющего слоя в случае сварки корневого слоя шва электродами с целлюлозным видом покрытия) используются следующие типы электродов с целлюлозным видом покрытия:
· электроды типа Э42А или Э46А согласно ГОСТ 9467-75 (тип Е6010 согласно классификации AWS A5.1) применяются для выполнения «горячего прохода» стыков труб 1-й и 2-й групп прочности;
· электроды типа Э50А согласно ГОСТ 9467-75 (тип Е7010 согласно классификации AWS A5.1) применяются для выполнения «горячего прохода» стыков труб 3-й группы прочности.
4.1.11. Сварочные материалы для сварки заполняющих и облицовочного слоев шва должны обеспечивать равнопрочность металла шва с основным металлом свариваемых труб.
В случае выполнения заполняющих и облицовочного слоев шва электродами с основным видом покрытия следует использовать:
· электроды типа Э50А согласно ГОСТ 9467-75 (тип Е7016 или Е7018 согласно AWS A5.1) для сварки стыков труб 1-й и 2-й групп прочности;
· электроды типа Э60 согласно ГОСТ 9467-75 (тип Е8016 или Е8018 согласно AWS А.5.5) для сварки стыков труб 3-й группы прочности;
· электроды типа Э70 согласно ГОСТ 9467-75 (тип Е9016 или Е9018 согласно AWS А.5.5) для сварки стыков труб 4-й группы прочности.
4.1.12. Электроды с целлюлозным видом покрытия также могут быть использованы для сварки заполняющих и облицовочного слоев шва. При этом обязательным условием является разработка и согласование соответствующих технологических карт и Инструкции по сварке применительно к каждому конкретному объекту строительства, аттестационные испытания технологии сварки, специальная подготовка и аттестация сварщиков.
В случае выполнения заполняющих и облицовочного слоев шва электродами с целлюлозным видом покрытия следует использовать:
· электроды типа Э42А и Э46А согласно ГОСТ 9467-75 (тип Е6010 согласно AWS А.5.1) для сварки стыков труб 1-й группы прочности;
· электроды типа Э50А согласно ГОСТ 9467-75 (тип Е7010 согласно AWS A5.1) для сварки стыков труб 2-й группы прочности;
· электроды типа Э55 согласно ГОСТ 9467-75 (тип Е8010 согласно AWS A5.5) для сварки стыков труб с прочностью от 530 МПа (класс прочности трубной стали 4) до 550 МПа (класс К56);
· электроды типа Э60 согласно ГОСТ 9467-75 (тип Е9010 согласно AWS A5.5) для сварки стыков труб 3-й группы прочности.
4.1.13. В таблице 4.1.1 регламентирована область применения, вид покрытия и тип электродов для различных слоев шва и групп прочности труб.
4.1.14. В случае сварки стыков труб из сталей различных групп прочности сварные материалы должны выбираться исходя из следующего:
· при различных значениях толщин стенок - по трубе более высокого класса прочности;
· при одинаковых значениях толщин стенок стыкуемых труб - по трубе менее высокого класса прочности.
Таблица 4.1.1 - Сварочные электроды для сварки стыков труб нефтепроводов
|
Вид покрытия, тип по ГОСТ 9467-77; обозначение по AWS A5.1 и А5.5 |
Группа прочности свариваемой стали, нормативный предел прочности, МПа (кгс/мм2) |
|
|
Сварка корневого слоя шва |
Основной, Э50А; Е7016 |
1, 2, 3, 4 до 637 (65) включительно |
|
Целлюлозный, Э42А, Э46А; Е6010 |
||
|
Сварка «горячего прохода» |
Целлюлозный, Э42А, Э46А; Е6010 |
1, 2 до 530 (54) включительно |
|
Целлюлозный, Э50А; Е7010 |
3 от 539 (55) до 588 (60) включительно |
|
|
Сварка заполняющих и облицовочного слоев шва |
Основной, Э50А Е7016, Е7018 |
1, 2 до 530 (54) включительно |
|
Основной, Э60; Е8018, Е8016, Е8015 |
3 от 539 (55) до 588 (60) включительно |
|
|
Основной, Э70; Е9018 |
4 637 (65) |
|
|
Целлюлозный, Э42А; Э46А Е6010 |
1 до 490 (50) включительно |
|
|
Целлюлозный, Э50А; Е7010 |
2 от 490 (50) до 530 (54) включительно |
|
|
Целлюлозный, Э55 Е8010 |
от 530 (54) до 550 (56) включительно |
|
|
Целлюлозный, Э60 Е9010 |
3 от 539 (55) до 588 (60) включительно |
4.1.15 Перечень аттестованных и рекомендованных к применению для ручной дуговой сварки марок электродов с основным и целлюлозным видами покрытия для марки сталей различных прочностных групп приведен в таблицах 4.1.2. и 4.1.3. соответственно. Указанные в таблицах 4.1.2 и 4.1.3 марки электродов должны проходить периодическую аттестацию в установленном порядке.
4.1.16 Для автоматической сварки поворотных стыков труб следует применять комбинации «плавленый флюс + проволока» или «агломерированный флюс + проволока», перечень и область применения которых приведены в таблице 4.1.4.
4.1.17 Для полуавтоматической сварки неповоротных стыков труб аттестована и рекомендована к применению самозащитная порошковая проволока типа Иннершилд производства фирмы «Линкольн Электрик» (см. раздел 6.3. настоящей Инструкции) следующих марок:
· NR-207 диам. 1,7 мм - для сварки заполняющих и облицовочного слоев шва стыков труб с нормативным пределом прочности до 530 МПа включительно (1-я и 2-я группы прочности);
· NR-208S диам. 1,7 мм и 2,0 мм - для сварки заполняющих и облицовочного слоев шва стыков труб с нормативным пределом прочности от 539 МПа до 588 МПа включительно (3-я группы прочности).
4.1.18 Проволока сплошного сечения диам. 1,14 мм марки L-56 производства фирмы «Линкольн Электрик» (или ее аттестованные аналоги) применяется для полуавтоматической сварки:
· корневого слоя шва стыков труб всех групп прочности (раздел 6.4 и 6.6 настоящей Инструкции);
· заполняющих и облицовочного слоев шва стыков тонкостенных труб с нормативным пределом прочности до 530 МПа включительно (1-я и 2-я группы прочности).
При этом в качестве защитного газа следует использовать углекислый газ. Приведенным в таблице 4.1.5 требованиям соответствует углекислый газ высшего сорта, поставляемый в соответствии с ГОСТ 8050-85.
Таблица 4.1.2 - Электроды с покрытием основного вида для сварки и ремонта неповоротных и поворотных стыков труб при строительстве, реконструкции и ремонте нефтепроводов
|
Назначение |
Марка электрода |
Диаметр, мм |
Фирма-поставщик |
|
|
1. |
Для сварки и ремонта корневого слоя шва и выполнения подварочного слоя (*) стыков труб из стали с нормативным пределом прочности до 588 МПа включительно (1-я; 2-я , 3-я и 4-я группы) |
ЛБ-52У (LB-52U) |
2,6; 3,2 |
Kobe Steel (Япония) |
|
2. |
Феникс К50Р Мод (Phoenix K50R Mod) |
2,5; 3,2 |
Bohler-Thyssen Schweisstechnik (Германия) |
|
|
3. |
ОК 53.70 |
2,5; 3,2 |
ESAB АВ (Швеция) |
|
|
4. |
ОК 53.70 |
2,5; 3,0 |
"ЕСАБ-СВЭЛ" (Россия, г. Санкт-Петербург) |
|
|
5. |
ОК 53.70** |
2,5; 3,0 |
"СИБЭС" (Россия, г. Тюмень) |
|
|
6. |
Фокс ЕВ Пайп (Fox EV Pipe) |
2,5; 3,2 |
Bohler-Thyssen Welding (Австрия) |
|
|
7. |
Линкольн 16П (Lincoln 16P) |
2,5; 3,2 |
Lincoln Electric (США) |
|
|
8. |
МТГ-01К |
2,5; 3,0 |
Сычевский электродный завод (Россия, г. Сычевка) |
|
|
9. |
Для сварки и ремонта заполняющих и облицовочного слоев шва стыков труб из стали с нормативным пределом прочности до 530 МПа включительно (1-я и 2-я группы) |
ЛБ-52У (LB-52U) |
3,2; 4,0 |
Kobe Steel (Япония) |
|
10. |
Феникс К50Р Мод (Phoenix K50R Mod) |
3,2; 4,0 |
Bohler-Thyssen Schweisstechnik (Германия) |
|
|
11. |
ОК 53.70 |
3,2; 4,0 |
ESAB AB (Швеция) |
|
|
12. |
ОК 53.70 |
3,0; 4,0 |
"ЕСАБ-СВЭЛ" (Россия, г. Санкт-Петербург) |
|
|
13. |
ОК 53.70** |
3,0; 4,0 |
"СИБЭС" (Россия, г. Тюмень) |
|
|
14. |
Фокс ЕВ Пайп (Fox EV Pipe) |
3,2; 4,0 |
Bohler-Thyssen Welding (Австрия) |
|
|
15. |
Линкольн 16П (Lincoln 16P) |
3,2; 4,0 |
Lincoln Electric (США) |
|
|
16. |
МТГ-01К |
3,0 |
Сычевский электродный завод (Россия, г. Сычевка) |
|
|
17. |
МТГ-02 |
4,0 |
Сычевский электродный завод (Россия, г. Сычевка) |
|
|
18. |
ОК 48.04 |
3,0; 4,0 |
"СИБЭС" (Россия, г. Тюмень) |
|
|
19. |
ОК 48. 08** |
3,2; 4,0 |
ESAB AB (Швеция) |
|
|
20. |
Для сварки и ремонта заполняющих и облицовочного слоев шва стыков труб из стали с нормативным пределом прочности от 539 до 588 МПа включительно (3-я группа) |
ОК 74.70 |
3,2; 4,0 |
ESAB AB (Швеция) |
|
21 |
Линкольн 18П (Lincoln 18P) |
3,2; 4,0 |
Lincoln Electric (США) |
|
|
22 |
Кессель 5520 Mo (Kessel 5520 Mo) |
3,2; 4,0 |
Bohler Schweisstechnik Deutschland (Германия) |
|
|
23 |
ОК 74.70** |
4,0 |
"СИБЭС" (Россия, Тюмень) |
|
|
24 |
МТГ-03 |
3,0; 4,0 |
Сычевский электродный завод (Россия, г. Сычевка) |
|
|
25 |
Шварц-3К Мод (Schwarz-3К Mod) |
3,2; 4,0 |
Bohler-Thyssen Schweisstechnik (Германия) |
|
|
26 |
Для сварки и ремонта заполняющих и облицовочного слоев шва стыков труб из стали с нормативным пределом прочности 6? МПа (4-я группа) |
ОК 74.78** |
4,0 |
ESAB AB (Швеция) |
Примечания: (*) - сварку подварочного слоя рекомендуется выполнять электродами №№ 1-8 диаметром 3,0; 3,2 и 4,0 мм;
(**) - электроды ОК 53.70 (СИБЭС), ОК 74.70 (СИБЭС), ОК 48.08 и ОК 74.78 могут быть допущены к применению только после их периодической аттестации в установленном порядке.
Таблица 4.1.3 - Электроды с покрытием целлюлозного вида для сварки неповоротных и поворотных стыков труб при строительстве, реконструкции и ремонте нефтепроводов
|
Назначение |
Марка |
Диаметр, мм |
Фирма-поставщик |
|
|
1 |
Для сварки корневого слоя шва стыков труб из стали с нормативным пределом прочности до 588 МПа включительно (1-я, 2-я и 3-я группы) и "горячего прохода" стыков труб с нормативным пределом прочности до 530 МПа включительно (1-я и 2-я группы) |
Флитвелд 5П+ (Fleetweld 5P+) |
3,2; 4,0 |
Lincoln Electric (США) |
|
2 |
Фокс Цель (Fox Cel) |
3,2; 4,0 |
Bohler-Thyssen Welding (Австрия) |
|
|
3 |
Для сварки "горячего прохода" стыков труб из сталей с нормативным пределом прочности до 588 МПа включительно (3-я группа), заполняющих и облицовочного слоев шва стыков труб из сталей с нормативным пределом прочности от 490 до 530 МПа включительно (1-я и 2-я группы) |
Флитвелд 5П+ (Fleetweld 5P+) |
4,0 |
Lincoln Electric (США) |
|
4 |
Фокс Цель Мо (Fox Cel Mo) |
4,0 |
Bohler-Thyssen Welding (Австрия) |
|
|
5 |
Для сварки заполняющих и облицованного слоев шва стыков труб из сталей с нормативным пределом прочности до 490 МПа (1-я группа) |
Фокс Цель (Fox Cel) |
3,2; 4,0 |
Bohler-Thyssen Welding (Австрия) |
|
6 |
Для сварки заполняющих и облицовочного слоев шва стыков труб из сталей с нормативным пределом прочности до 530 МПа включительно (1-я и 2-я группы) |
Флитвелд 5П+ (Fleetweld 5P+) |
3,2; 4,0 |
Lincoln Electric (США) |
|
7 |
Для сварки "горячего прохода", заполняющих и облицовочного слоев шва стыков труб из стали с нормативным пределом прочности 530 - 550 МПа (К54-К56) |
Шилд Арк 80 (Shield Arc 80) |
4,0 |
Lincoln Electric (США) |
|
8 |
Для сварки "горячего прохода", заполняющих и облицовочного слоев шва стыков труб из стали с нормативным пределом прочности 539 - 588 МПа включительно (3-я группа) |
Фокс Цель 90 (Fox Cel 90) |
4,0; 5,0 |
Bohler-Thyssen Welding (Австрия) |
Таблица 4.1.4 - Сварочные материалы для сварки под флюсом
|
Группа прочности трубной стали (нормативный предел прочности, МПа) |
Комбинация «флюс + проволока» |
Завод (фирма) - изготовитель |
|
|
Односторонняя автоматическая сварка |
|||
|
1. |
1 (до 490 включительно) |
АН-348А + Св-08А АН-348А + Св-08АА (АН-348А + Св-08ГА) |
Запорожский завод сварочных флюсов и стеклоизделий (флюс) |
|
2. |
|||
|
3. |
|||
|
4. |
1 (до 490 включительно) |
АН-47 + Св-08A АН-47 + Св-08AA (АН-47 + Св-08ГА) |
Запорожский завод сварочных флюсов и стеклоизделий (флюс) |
|
5. |
|||
|
6. |
|||
|
7. |
2 (510-530 включительно) |
АН-348А + Св-08ГА АН-47 + Св-08ГА |
Запорожский завод сварочных флюсов и стеклоизделий (флюс) |
|
8. |
|||
|
9. |
3 (539-588 включительно) |
Lincolnweld 860 + L-70 |
Lincoln Electric (США) |
|
10. |
OK Flux 10.71 + OK Autrod 12.24 |
ESAB АВ (Швеция) |
|
|
11. |
АН-47 + Св-08XM АН-47 + Св-08MX АН-47 + Св-08ГНМ АН-47 + S2Mo |
Запорожский завод сварочных флюсов и стеклоизделий (флюс) |
|
|
12. |
|||
|
13. |
|||
|
14. |
|||
|
Двусторонняя автоматическая сварка |
|||
|
15. |
1; 2; 3 (до 588 включительно) |
АН-348А + Св-08ГА АН-47 + Св-08ГА |
Запорожский завод сварочных флюсов и стеклоизделий (флюс) |
|
16. |
|||
|
17. |
3 (539-588 включительно) |
OK Flux 10.71 + OK Autrod 12.24 |
ESAB AB (Швеция) |
|
18. |
Lincolnweld 860 + L-70 |
Lincoln Electric (США) |
|
|
19. |
АН-47 + Св-08XM АН-47 + Св-08МХ АН-47 + Св-08ГНМ АН-47 + Св-08ХГ2СНМТ АН-47 + S2Mo |
Запорожский завод сварочных флюсов и стеклоизделий (флюс) |
|
|
20. |
|||
|
21. |
|||
|
22. |
|||
|
23. |
|||
Примечания: 1. Флюсы марок АН-348А и АН-47 производства Запорожского завода могут быть использованы только после переаттестации в установленном порядке.
2. При использовании комбинаций № 9 и № 18 для сварки труб из сталей прочностного класса К60 (с нормативным пределом прочности 588 Н/мм2) должны соблюдаться требования к химическому составу проволоки L-70: по содержанию марганца - не менее 0,95 %, по содержанию молибдена - не менее 0,45 %.
Таблица 4.1.5 - Технические характеристики защитных газов
|
Наименование газа |
||
|
Углекислый газ |
Аргон |
|
|
Чистота |
99,5 % |
99,995 % |
|
Точка росы |
-40 °С |
- |
|
Массовая доля воды, не более |
0,0066 % |
|
4.1.19 Для автоматической сварки заполняющих и облицовочного слоев шва головками М220 Мод (М300) (см. раздел 6.6 настоящей Инструкции) стыков труб с нормативным пределом прочности 510-588 МПа включительно (2...3 группы прочности) используется порошковая проволока Filarc PX701 диам. 1,4 мм (фирма САБ) или ее аттестованные аналоги.
В случае сварки стыков труб из сталей с нормативным пределом прочности 38 МПа (класс прочности К60) порошковой проволокой Filarc PX701 в расплавленном металле должно быть обеспечено содержание:
· марганца - не менее 1,3 %;
· кремния - не менее 0,35 %;
· серы и фосфора (суммарно) - не более 0,030 %.
В качестве защитного газа для сварки всех слоев шва используется готовая смесь газов 75 % Аr + 25 % CO2, требования к которым приведены в табл. 4.1.5 (оба газа должны быть высшего сорта).
4.1.20 Для автоматической сварки комплексами CRC-Evans AW стыков труб с нормативным пределом прочности до 588 МПа включительно (1...3 группы прочности) используется проволока марки Thyssen K-Nova диам. 0,9 мм или ее аттестованные аналоги.
В качестве защитного газа для сварки корневого и облицовочного слоев шва используется готовая смесь газов 75 % Аr + 25 % СО2, для сварки заполняющих слоев - 100 % углекислый газ (таблица 4.1.5).
4.1.21 При сварке неповоротных стыков труб с использованием оборудования WS.02 ЕМ следует использовать сплошную электродную проволоку класса ER70S-? по AWS A5.18 марки RMS/18 фирмы "Redaelli". Допускается также применение принадлежащих к классу ER70S-6 электродных проволок марок OK Autrod 12.66 фирмы "ESAB" и "K-Nova" фирмы "Thyssen".
В качестве защитного газа при сварке корневого слоя и первого заполняющего слоя используют углекислый газ, при сварке остальных заполняющих слоев и облицовочного слоя - смесь, состоящую из 40 - 60 % аргона и 60 - 40 % углекислого газа. Используемые защитные газы должны соответствовать требованиям ГОСТ 8050-85* для сорта «Высший» (углекислый газ) и ГОСТа 10157-79 для сорта «Высший» (аргон).
4.1.22 Для ручной аргонодуговой сварки неплавящимся электродом в качестве присадочного металла следует применять сварочную проволоку диаметром 1,6-2,0 мм марки Св-08Г2С по ГОСТ 2246-70.
В качестве защитного газа используется аргон высшего или первого сорта по ГОСТ 10157. Содержание аргона - не менее 99,98 % (по объему).
4.1.23 По мере аттестации новых марок сварочных материалов и переаттестации марок, приведенных в соответствующих таблицах данной Инструкции, аттестующая организация - АО ВНИИСТ выпускает Заключение (информационное письмо) - дополнение к настоящей Инструкции, в котором сообщается о результатах аттестации, приводится техническая характеристика сварочного материала, рекомендации по области применения.
4.2 Хранение и подготовка сварочных материалов к сварке
4.2.1 Все сварочные материалы должны проходить входной контроль, включающий:
· проверку наличия сертификатов качества или сертификатов соответствия фирмы (завода-изготовителя);
· проверку сохранности упаковки;
· проверку внешнего вида покрытия электродов и проволок - прочности (адгезии) покрытия электродов, отсутствия поверхностных дефектов электродных покрытий и проволок, следов ржавчины на поверхности проволок и электродных стержнях;
· проверку сварочно-технологических свойств электродов и порошковых проволок при сварке катушек труб во всех пространственных положениях.
4.2.2 Сварочные материалы в соответствии с требованиями изготовителей следует хранить в сухих отапливаемых помещениях (температура воздуха - не менее +15 °С) при условиях, предупреждающих их увлажнение и гарантирующих сохранность и герметичность упаковки.
4.2.3 Электроды, порошковые проволоки, проволоки сплошного сечения и флюсы при условии герметичности упаковки и централизованного складирования в специально оборудованном помещении могут храниться без дополнительной проверки перед использованием в течение одного года. При хранении сварочных материалов более 1 года они должны пройти повторную проверку в соответствии с требованиями п. 4.2.1 непосредственно перед их использованием.
4.2.4 Если упаковка негерметична или повреждена, то электроды и проволока должны быть подвергнуты дополнительной проверке их внешнего вида и сварочно-технологических свойств и использованы в первую очередь. Дальнейшему длительному хранению такие сварочные материалы не подлежат.
Если в результате обследования внешнего вида на поверхности проволоки или на электродном стержне обнаружены следы ржавчины и/или в результате проверки сварочно-технологических свойств сварочных материалов установлено, что они не обеспечивают качество выполнения сварных швов, то такие сварочные материалы не подлежат использованию.
Электроды, не размещенные в термопеналах, хранятся в сушильно-прокалочных печах.
4.2.6 Электроды, поставляемые в пластиковых пеналах, должны быть прокалены в соответствии с правилами, приведенными в п. 4.2.5.
4.2.7. Сварочные электроды с основным видом покрытия, упакованные в герметичные металлические банки, не требуют прокалки перед сваркой. Однако, в случае, если электроды из открытой металлической банки не были использованы в течение рабочей смены (» 8...10 час.), а также в случае, если герметичность банки была нарушена в процессе транспортировки или хранения, электроды следует прокалить непосредственно перед сваркой при температуре 350 °С в течение 1,0 - 1,5 час. Срок хранения электродов в герметичной металлической упаковке завода-изготовителя не ограничен.
4.2.8 Сварочные электроды с целлюлозным видом покрытия поставляются, как правило, в герметичных металлических банках и не требуют предварительной сушки перед использованием.
Как исключение, в случае чрезмерного увлажнения электродов с целлюлозным видом покрытия (прямое попадание влаги и др.) допускается их сушка перед использованием при температуре 80 - 90 °С в течение 10 - 20 мин.
4.2.9 Прокаленные электроды с основным видом покрытия могут быть использованы в течение 2-х суток без дополнительной прокалки при условии хранения в герметичной емкости в сухом помещении при температуре не менее +15 °С.
Если прокаленные сварочные материалы не использованы в течение 2-х суток, то они подлежат повторной прокалке.
4.2.10 Допускается повторная прокалка электродов с основным видом покрытия до 5 раз (при общем времени прокалки не более 10 час.).
При хранении прокаленных электродов в сушильных шкафах с температурой 100 - 150 °С повторная прокалка не требуется.
4.2.11 Сварочную проволоку следует хранить в сухих отапливаемых помещениях в упаковке завода-изготовителя. Каждая партия проволоки должна иметь сертификат с указанием завода-изготовителя, ее марки по ГОСТ 2246-70, диаметра, номера плавки и химического состава. К каждому мотку (бухте) проволоки массой 30 кг (и более) должна быть прикреплена бирка с указанием завода-изготовителя, номера ее плавки, диаметра и марки проволоки.
Проволока зарубежного производства должна поставляться в мотках прямоугольного сечения с рядной намоткой массой не более 30 кг, размещенных в двойной упаковке «полиэтилен + картонная коробка». Допускается поставка проволоки в картонной коробке без полиэтиленового пакета.
4.2.12 Сварочная проволока для сварки под флюсом должна выдаваться для использования в количестве, необходимом для односменной работы трубосварочной базы. Поверхность проволоки должна быть свободной от ржавчины, окалины, следов смазки и загрязнений. При их наличии проволоку следует очистить на станке типа МОН-52 или другом аналогичном оборудовании с последующей рядной намоткой проволоки на съемные катушки сварочной головки. При очистке и перемотке проволоки не следует допускать ее резких перегибов. Масса катушки с проволокой не должна превышать 30 кг.
4.2.13 В случае поставки проволоки для сварки под флюсом заводом-изготовителем без рядной намотки и/или массой более 30 кг следует осуществить ее перемотку в мотки массой не более 30 кг.
4.2.14 Плавленые сварочные флюсы следует хранить в сухих отапливаемых помещениях в герметичной упаковке завода-изготовителя (мешках из многослойной крафт-бумаги или металлических емкостях-контейнерах).
На упаковке должны быть указаны завод-изготовитель, марка флюса, номер ГОСТа или ТУ, масса, номер партии. Каждая партия флюса должна иметь сертификат с указанием завода-изготовителя, марки флюса, номер партии и приемо-сдаточных характеристик (состав флюса, насыпная плотность, размер зерен). Масса мешка с флюсом не должна превышать 25 кг.
4.2.15 Агломерированные флюсы следует хранить в сухих отапливаемых помещениях в герметичной упаковке завода-изготовителя (мешках из многослойной крафт-бумаги или двойные мешки из полиэтилена и крафт-бумаги).
На упаковке указываются фирма-изготовитель, марка флюса, номер партии, его классификация по международным стандартам и установленные фирмой-изготовителем основные приемо-сдаточные характеристики. Масса мешка с флюсом не должна превышать 25 кг.
4.2.16 В случае повреждения упаковки флюса его следует поместить для хранения в герметичную емкость, на которой необходимо указать марку флюса, номер партии сертификата, завод(фирму) - изготовитель.
4.2.17 Запрещается смешивать флюсы разных марок, партий поставки и заводов-изготовителей.
4.2.18 Флюс выдается для применения в количестве, необходимом для односменной работы трубосварочной базы.
Непосредственно перед использованием плавленые флюсы (АН-348 и АН-47) должны быть прокалены при температуре 300-350 °С в течение 1,5 часов, агломерированные флюсы - при температуре 300 °С в течение 2 часов. Высота ?оса при прокалке - не более 6 см.
Количество прокалок и общая длительность прокалки флюсов не ограничены.
При хранении прокаленных флюсов в закрытой герметичной таре срок их хранения не ограничен.
Для выполнения прокалки запрещается использование самодельных сушильно-прокалочных устройств.
4.2.19 Самозащитная порошковая проволока типа Иннершилд поставляется на кассетах с рядной намоткой массой 6,35 кг.
В упаковке из толстого полиэтиленового мешка размещается 4 кассеты. Полиэтиленовый мешок с кассетами помещается в герметичные пластиковые контейнеры. Внутри ведра размещаются пакеты с влагопоглощающим компонентом. Общая масса упаковки - 25,4 кг.
Поверхность самозащитной порошковой проволоки не должна иметь вмятин, вырывов и следов коррозии. Порошок-наполнитель не должен высыпаться при обломе проволоки. Проволока должна легко обламываться руками, при этом ее конец (место излома) должен быть готовым к сварке без последующей правки.
Проволока не требует предварительной сушки-прокалки перед использованием ни сразу после вскрытия упаковки, ни после длительного хранения при условии отсутствия прямого попадания влаги на поверхность проволоки.
В случае прямого попадания влаги проволока может быть просушена в помещении либо прокалена в электропечи при температуре не более 350 °С. В случае прокалки проволоки в электропечи она должна быть израсходована в возможно короткий срок.
4.2.20 Омедненная проволока для автоматической сварки в среде защитных газов поставляется в катушках с рядной намоткой, специально разработанных для установки на сварочных головках фирмы CRC-Evans AW.
Для установки на сварочных головках, осуществляющих сварку изнутри трубы, проволока поставляется в катушках массой 1,47 кг, для сварки головками снаружи трубы - в катушках массой 2,71 кг. Каждая катушка проволоки упаковывается в полиэтиленовые пакеты с последующей упаковкой в герметичные металлические банки по пять катушек для наружных головок и по шесть катушек для внутренних головок. Внутри каждой упаковки находится пакет с влагопоглащающим компонентом.
4.2.21 Порошковая проволока для сварки в среде защитных газов головками М220 Мод (М300) должна поставляться на пластмассовых кассетах массой 4,5-5 кг со специальной рядной намоткой. Каждая катушка упаковывается в полиэтиленовый пакет и, затем, по четыре штуки в картонные коробки. Общая масса упаковки - не более 20 кг.
4.2.22 Омедненная проволока сплошного сечения для сварки на оборудовании CWS.02 ЕМ должна поставляться с порядной намоткой в катушках специальной конструкции, адаптированной к сварочным головкам CWS.02 ЕМ. Масса катушки с проволокой - 2,5 кг. Катушки должны быть завернуты в полиэтиленовые пакеты и уложены в картонные коробки.
4.2.23 Защитные газы следует хранить в емкостях, в которых их поставляют. Емкости следует хранить в соответствии с правилами по соблюдению техники безопасности по хранению газов и требованиями поставщика.
Запрещается смешивать газы в баллонах и емкостях, в которых они поставляются.
5 ИСТОЧНИКИ СВАРОЧНОГО ТОКА И СВАРОЧНЫЕ АГРЕГАТЫ
Для реализации современных технологий сварки магистральных нефтепроводов и обеспечения качества сварных соединений, источники сварочного тока должны отвечать следующим требованиям:
· обеспечение возможности ручной дуговой сварки электродами с различным типом покрытия, применяемыми в трубопроводном строительстве;
· устойчивая работа источника при ручной дуговой сварке во всем диапазоне рабочих токов, в том числе при минимальных, начиная с 40 А;
· возможность регулирования внешних вольтамперных характеристик и настройки тока короткого замыкания в зависимости от типа покрытия электрода при сварке различных слоев шва и в разных пространственных положениях;
· высокие динамические свойства, обеспечивающие время перехода от короткого замыкания к рабочему режиму не более 0,01 секунды;
· наличие малогабаритных дистанционных регуляторов сварочного тока, удобно размещаемых в руке сварщика и обеспечивающих возможность регулирования тока, не обрывая дуги;
· эффективное регулирование сварочного тока с пульта дистанционного управления при длине кабеля подключения до 40 метров;
· возможность использования источников тока в составе передвижных и самоходных агрегатов при пониженном качестве автономной электросети переменного тока, характерного для сетей ограниченной мощности;
· минимальные колебания установленных значений сварочного тока и напряжения из-за взаимного влияния постов (не более ± 10 % от установленных значений) при использовании источников тока для компоновки многопостовых систем питания сварочным током в самоходных и передвижных агрегатах;
· возможность эксплуатации источников в диапазоне температур от плюс 40 °С до минус 40 °С;
· номинальный сварочный ток при ПВ = 60 % должен составлять не менее 250 А.
Учитывая, что источники сварочного тока могут использоваться как стационарно, так и в составе автономных агрегатов питания, к ним предъявляются дополнительные требования по стойкости к воздействию внешних климатических и механических факторов:
· степень защиты IP23 по ГОСТ 14254-96;
· относительная влажность окружающей среды 80 % при t = +20 °С;
· стойкость к воздействию механических факторов внешней среды - группа 8 по ГОСТ 17516.1-90.
Все модели источников сварочного тока и агрегатов питания, приведенные в настоящем разделе, могут применяться для сварки труб при строительстве и ремонте нефтепроводов.
5.1 Сварочные выпрямители
5.1.1 Требования к сварочным выпрямителям
Общие базовые требования, изложенные в разделе 5.1, конкретизированы при разработке специализированных выпрямителей для сварки трубопроводов:
· для надежного возбуждения и стабильного горения при сварке электродами с различным металлургическим типом покрытия напряжение холостого хода должно быть в пределах 70 - 80 В (или источники должны иметь устройство подачи импульса высокого напряжения в начале процесса сварки);
· номинальное рабочее напряжение 30 - 35 В;
· изменение наклона вольтамперных характеристик в диапазоне 0,4 В/А - 0,9 В/А для области рабочих токов;
· ограничение напряжения холостого хода в течение 1 секунды с момента обрыва дуги до величины напряжения не более 12 В;
· при колебаниях напряжения питающей сети от плюс 10 до минус 10 % от номинального значения, изменение установленной величины тока не должно превышать плюс 2 % и минус 5 %.
Основные технические характеристики тиристорных сварочных выпрямителей, предназначенных для применения при строительстве нефтепроводов, приведены в таблице 5.1.1, технические характеристики инверторных выпрямителей - в таблице 5.1.2. Приведенные источники аттестованы для проведения сварочно-монтажных работ при строительстве и ремонте нефтегазопроводов. В перечне отечественных источников учтены новые разработки, прошедшие испытания по специальной программе с последующей доработкой, а также источники, имеющие многолетнюю апробацию.
5.1.2 Сварочный выпрямитель ВДМ-4 ´ 301
Специально для сварки трубопроводов в соответствии с требованиями, изложенными в разделе 5.1.1, Институтом сварки России и ВНИИСТом разработан четырехпостовой тиристорный выпрямитель ВДМ-4 ´ 301.
Выпрямитель обеспечивает сварку электродами с основным и целлюлозным видами покрытия. Он может работать как двухпостовой источник питания при автоматической сварке под флюсом.
Выпрямитель используется в самоходных сварочных агрегатах АС-82 и АЭП-53.
5.1.3 Выпрямители ВДУ-505, ВДУ-506
Выпрямители ВДУ-505 и ВДУ-506 разработаны Институтом сварки России и являются универсальными, имеют крутопадающие и жесткие (пологопадающие) внешние характеристики. Выпрямители используются при ручной сварке труб электродами с основным видом покрытия в составе самоходных агрегатов питания АС-81 и агрегатов питания на базе трелевочных тракторов ТТ-4.
Таблица 5.1.1 - Технические характеристики управляемых тиристорных сварочных выпрямителей
|
Марка источника тока |
||||||||
|
ВД-306Д |
ВД-306ДК (ВД-506ДК) |
ВДУ-505 (ВДУ-506) |
ВДМ 4 ´ 301*, четырехпостовый |
ВДУ 1201 (ВДУ 1250) |
DC 400 (DC 600) |
R3R 500-1 |
LHF 400 (LHF 400 Pipeweld-С) |
|
|
Номинальный сварочный ток при ПВ 60 %, А |
315 |
315 (500) |
500 |
315 |
1250 при ПВ 100 % |
450 (650) при ПВ 100 % |
400 при ПВ 100 % |
300 (315) |
|
Пределы регулирования сварочного тока, А |
5-315 |
12-350 (35-500) |
60 - 500 |
- |
250-1250 |
60-500 (70-850) |
60-500 |
5-400 |
|
Напряжение холостого хода, В |
100 |
не более 95 |
80 |
80 - 100 |
55 |
54/(45,5 при жесткой характеристике) |
64 |
76 (80) |
|
Номинальное рабочее напряжение, В |
32 |
22-34 (22-48) |
22-46 |
32 |
24-44 |
22-42 |
22-42 |
20-32 |
|
Напряжение питающей сети, В |
3 ´ 380, 50 Гц |
3 ´ 380, 50 Гц |
3 ´ 220 или 3 ´ 380, 50 Гц |
3 ´ 380, 50 Гц |
3 ´ 380, 50 Гц |
3 ´ 220-240 или 3 ´ 380-440, 50/60 Гц |
3 ´ 200/220/380/415/440, 50/60 Гц |
3 ´ 220-240 или 3 ´ 380-415 50/60 Гц |
|
КПД, % |
70 |
70 |
65 |
70 |
73 |
72 |
72 |
71 |
|
Масса, кг |
125 |
140 (160) |
340 |
710 |
540 (520) |
215 (237) |
182 |
170 |
|
Габаритные размеры, мм |
390 ´ 650 ´ 600 |
390 ´ 600 ´ 570 (615 ´ 400 ´ 670) |
950 ´ 816 ´ 940 |
1400 ´ 785 ´ 220 |
685 ´ 1000 ´ 885 (790 ´ 600 ´ 1410) |
840 ´ 561 ´ 698 (965 ´ 565 ´781) |
699 ´ 565 ´ 840 |
885 ´ 510 ´ 485 |
|
Степень защиты |
IP 21 |
IP 22 |
IP 21 |
IP 22 |
IP 21 |
IP 23 |
IP 23 |
IP 23 |
|
Назначение источника** |
РД |
РД, РАД, МП, МАДП, ПП |
РД, ПП, АФ, МП, МАДП |
РД, АФ |
МП, МАДП, АФ |
РД, РАД, МАДП, ПП (Иннершилд), АФ |
РД |
РД, РАД |
Примечания: * - Приведены значения для одного поста.
** - Обозначения способов сварки: РД - ручная дуговая сварка покрытыми электродами; РАД - ручная аргонодуговая сварка неплавящимся электродом; МП - механизированная сварка плавящимся электродом в среде углекислого газа; МАДП - механизированная аргонодуговая сварка плавящимся электродом; ПП - механизированная сварка порошковой проволокой; АФ - автоматическая сварка под флюсом.
Таблица 5.1.2 - Технические характеристики инверторных сварочных выпрямителей
|
Марка выпрямителя |
|||||||
|
ДС 250.3 |
ДС 200А.3 |
ФЕБ-350М «Магистраль» |
Master 2800 (Master 3500) |
INVERTEC V350-PRO (V300-I) |
LHN250 |
TS 4000 |
|
|
Номинальный сварочный ток при ПВ 60 %, А |
250 |
200 |
315 |
213 (267) |
350 (300) |
180 |
365 |
|
Пределы регулирования сварочного тока, А |
25-250 |
5-200 |
40-350 |
15-280 (15-350) |
5-425 (5-300) |
4-250 |
3-400 |
|
Напряжение холостого хода, В |
£ 80 |
£ 70 |
60 |
70 |
75, горячий старт |
50-80 |
70 |
|
Пределы регулирования тока импульса, А |
25-250 |
5-200 |
- |
10-280 (20-350) |
- |
- |
3-400 |
|
Пределы регулирования тока паузы, А |
25-250 |
5-200 |
- |
10-280 (20 - 250) |
- |
- |
3-400 |
|
Напряжение питающей сети, В |
3 ´ 380 (+10 %, -15 %), 50-60 Гц |
3 ´ 380 (+10 %, -15 %), 50-60 Гц |
3 ´ 380 (+10 %, -15 %), 50-60 Гц |
3 ´ 380-415, 50/60 Гц |
3 ´ 200/220/380/415/440 50/60 Гц |
3 ´ 400, 50-60 Гц |
3 ´ 400, 50-60 Гц |
|
КПД, % |
85 |
85 |
70 |
87 |
89 (89) |
82 |
88 |
|
Масса, кг |
20 |
25 |
45 |
22 |
35 (29) |
11 |
35,2 |
|
Габаритные размеры, мм |
492 ´ 222 ´ 370 |
492 ´ 222 ´ 450 |
400 ´ 280 ´ 616 |
540 ´ 215 ´ 350 (590 ´ 215 ´ 350) |
381 ´ 267 ´ 559 (475 ´ 274 ´ 564) |
427 ´ 142 ´ 256 |
625 ´ 290 ´ 475 |
|
Степень защиты |
IP 21 |
IP 21 |
IP 21 |
IP 23 |
IP 23 |
IP 23 |
IP 23 |
|
Назначение источника* |
РД |
РД, РАД |
РД, РАД, МП, МАДП, ПП |
РД, РАД |
РД, РАД, МП, МАДП, ПП |
РДРАД |
РД, РАД, МП, МАДП, ПП |
|
Элементная база |
Транзисторный |
Тиристорный |
Транзисторный |
||||
Примечания: * Обозначения способов сварки: РД - ручная дуговая сварка покрытыми электродами; РАД - ручная аргонодуговая сварка неплавящимся электродом; МП - механизированная сварка плавящимся электродом в среде углекислого газа; МАДП - механизированная аргонодуговая сварка плавящимся электродом; ПП - механизированная сварка порошковой проволокой; АФ - автоматическая сварка под флюсом.
5.1.4 Выпрямители ВД-306Д, ВД-306 ДК («Сорока - 306ДК») и ВД-506ДК («Сорока - 506ДК»)
Выпрямители ВД-306Д, ВД-306ДК и ВД-506ДК разработаны научно-производственной фирмой ИТС-СЭЛМА.
Выпрямители ВД-306Д предназначены для сварки труб электродами с основным видом покрытия, ВД-306ДК и ВД-506ДК - универсальные источники, обеспечивают сварку электродами с основным и целлюлозным видами покрытия.
Используются в самоходных агрегатах питания на базе тракторов ТТ-4.
5.1.5 Тиристорные сварочные выпрямители фирмы ESAB
Тиристорные выпрямители LHF 400, LHF 400 «Pipeweld-c» обеспечивают ручную сварку труб электродами с основным и целлюлозным покрытиями, а также аргонодуговую сварку неплавящимся электродом.
Тихвинский завод транспортного машиностроения разработал модификацию Ц агрегата АС-81 на базе трактора К-701 под комплектацию выпрямителями LHF 400 и LHF 400 «Pipeweld-c».
5.1.6 Тиристорные сварочные выпрямители фирмы «LINCOLN ELECTRIC»
Выпрямитель Idealarc DC-400 является универсальным источником. Применяется для ручной дуговой сварки электродами с основным и целлюлозным видами покрытия, полуавтоматической сварке проволокой Иннершилд, автоматической сварке в защитных газах и аргонодуговой сварке неплавящимся электродом.
Тихвинский завод транспортного машиностроения разработал модификацию агрегата АС-81 на базе трактора К-701 под комплектацию выпрямителями DC-400 и DC-600. Имеется также опыт эксплуатации выпрямителями DC-400 и DC-600 в самоходных агрегатах питания на базе тракторов ТТ-4.
Выпускаемый фирмой «LINCOLN ELECTRIC» выпрямитель Idealarc DC-1000 предназначен для питания постов при автоматической сварке труб под слоем флюса.
Выпрямитель R3R 500-1 обеспечивает ручную дуговую сварку электродами с основным и целлюлозным видами покрытия.
5.1.7 Инверторные сварочные выпрямители НПП «Технотрон»
Выпрямитель инверторного типа DC 250.3 прошел испытания в полевых условиях при сварке труб в составе самоходного агрегата питания по программе, разработанной ВНИИСТом. Обеспечивает сварку электродами с основным и целлюлозным видами покрытия.
Используется в составе самоходных агрегатов питания АСТ-И4-В.
5.1.8 Инверторные сварочные выпрямители НПП «ФЕБ»
Универсальный сварочный выпрямитель инверторного типа ФЕБ-350М «Магистраль» испытан ВНИИСТом в лабораторных и полевых условиях при сварке труб. Обеспечивает сварку электродами с основным и целлюлозным видами покрытия.
Используются в составе самоходных агрегатов питания АСТ-И4-В и АЭП-52.
5.1.9 Инверторные источники тока фирмы «KEMPPI»
Фирмой «KEMPPI» выпускаются Инверторные выпрямители серии «Master». Они прошли апробацию в составе автономных многопостовых самоходных и передвижных агрегатов питания при сварке трубопроводов электродами с основным и целлюлозным видами покрытия.
Источниками Master 3500 комплектуются четырехпостовые агрегаты питания на базе тракторов К-700А и К-701, а также агрегаты АЭП-52.
5.1.10 Инверторные источники тока фирмы «Lincoln Electric»
Универсальный источник Invertec V300-I и Invertec V350-PRO применяются при сварке нефтегазопроводов электродами с основным и целлюлозным видами покрытия и полуавтоматической сварке самозащитной порошковой проволокой Иннершилд.
Используются в составе агрегатов питания АС-81, АСТ-И4-В и др.
5.1.11 Многопостовая сварочная система MULTI-WELD фирмы «Lincoln Electric»
Многопостовая сварочная система MULTI-WELD 350 предназначена для ручной дуговой сварки, полуавтоматической сварки в защитных газах проволокой сплошного сечения.
Обеспечивает возможность одновременной работы 2-8 электронных стабилизаторов (постов) Multi Weld 350, ,питаемых от основного сварочного источника питания Multi-Source, DC-1500, DC-1000, Commander 500, ВДМ-1202 и др.
5.1.12 Инверторные источники тока фирмы «ESAB»
Разработаны и выпускаются источники LHN 200, (Caddy Professional 200), LHN 250 (Caddy Professional 250).
Выпрямители LHN 200 и LHN 250 могут быть использованы в составе сварочного агрегата АС-81.
5.1.13 Инверторные источники тока фирмы «Fronius»
Фирма «Fronius» (Австрия) выпускает инверторные выпрямители Magic Wave 2600 CEL, Trans Tig 2600CEL для сварки труб электродами с целлюлозным видом покрытия и универсальные источники TS 4000, TS 5000, обеспечивающие также сварку электродами с основным видом покрытия.
Источники фирмы «Fronius» применяются российскими строительными организациями при строительстве резервуаров.
5.2 Сварочные генераторы, применяемые при сварке нефтепроводов
В качестве генераторов постоянного тока со щеточно-коллекторным токосъемом для сварки трубопроводов нашли применение однопостовые генераторы общего назначения ГСО-300А и ГСО-300, используемые для комплектации четырехпостовых агрегатов питания УС-41 и выпускаемых до настоящего времени двухпостовых агрегатов питания УСТ-21.
Специально для применения в составе автономных агрегатов питания для сварки трубопроводов разработаны бесколлекторные генераторы постоянного тока ГД 4 ´ 250, ГД 4 ´ 2502, ГД 2 ´ 2501 и ГД 2 ´ 2502 в однокорпусном исполнении.
Разработаны модификации генераторов для привода от вала отбора мощности двигателей тракторов, а также от автономных двигателей внутреннего сгорания.
Генератор ГД-2 ´ 2504 предназначен для питания двух постов ручной дуговой сварки, генератор ГД-4 ´ 2504 - для питания четырех постов. В конструкции генераторов предусмотрены источники постоянного тока для питания печей для прокалки электродов и шлифовальных машинок.
5.3 Автономные сварочные агрегаты
5.3.1 Требования к сварочным агрегатам
5.3.1.1. Автономные сварочные агрегаты должны отвечать следующим основным требованиям:
· колебания режимов сварки, вызываемые взаимным влиянием постов при многопостовом питании, не более ± 10 % от номинальных значений тока и напряжения;
· наличие дистанционных регуляторов режимов сварки для каждого поста;
· обязательное оснащение агрегатов вспомогательным источником тока для питания электроинструмента, печей для прокалки электродов, освещения рабочего места сварщика;
· наличие в составе самоходных агрегатов питания защитной палатки, обеспечивающей защиту зоны сварки от атмосферных осадков и ветра;
· работоспособность агрегатов в диапазоне температур от плюс 40 °С до минус 40 °С.
В соответствии с этими требованиями разработана гамма агрегатов питания для сварки трубопроводов.
По типу источников сварочного тока устанавливаемых в агрегатах питания, они подразделяются на две основные группы:
· на базе машинных сварочных преобразователей (сварочных генераторов);
· на базе сварочных выпрямителей.
5.3.2 Отечественные сварочные агрегаты питания
Технические характеристики отечественных сварочных агрегатов питания приведены в таблице 5.3.1.
5.3.3 Сварочные агрегаты питания зарубежного производства
Технические характеристики сварочных агрегатов питания зарубежного производства приведены в таблицах 5.3.2 - 5.3.4.
5.3.3.1 Однопостовые сварочные агрегаты фирмы «Линкольн Электрик»
Для сварки труб в монтажных условиях используются следующие модели сварочных агрегатов: SAM-400, COMMANDER 300, COMMANDER 400, COMMANDER 500 и CLASSIC III.
Сварочные агрегаты обеспечивают сварку электродами с основным и целлюлозным видами покрытия и полуавтоматическую сварку самозащитной проволокой «Иннершилд», агрегат CLASSIC III - дополнительно аргонодуговую сварку неплавящимся электродом.
Источники изготавливаются на металлической раме или на колесном ходу (на прицепе).
Технические характеристики сварочных агрегатов представлены в таблице 5.3.2.
Таблица 5.3.1 - Технические характеристики автономных сварочных агрегатов, разработанных для сварки трубопроводов
|
Модели на базе вентильных сварочных генераторов |
Модели на базе сварочного выпрямителя |
||||||||||
|
передвижные |
самоходные |
самоходные |
|||||||||
|
АДД-4 ´ 2501 |
АДД-2 ´ 2501 |
АС-41 (АС-42) |
УСТ-22 (УСТ-23) |
АЭП52 |
АС81 |
АСГ-4 |
АСТ-И4-В |
ACT-И4-О |
ACT-4-А |
||
|
Источник сварочного тока |
ГД-4 ´ 2503 |
ГД-2 ´ 2503 |
ГД-4 ´ 2502 |
ГД-2 ´ 2505 |
ВДМ-1001 (ВДМ-4 ´ 301) |
ВДМ-1201 (4 ´ ВД-306 ДК/ «Сорока-306ДК») |
ВДМ-1201 (4 ´ ВД-306 ДК/«Сорока-306ДК») |
4 ´ ДС250.3 (2 ´ ВД-306ДК/«Сорока -306 ДК) |
|||
|
Количество постов |
4 |
2 |
4 |
2 |
4 |
4 |
4 |
4 (2) |
|||
|
Номинальный сварочный ток, А |
4 ´ 250 |
2 ´ 250 |
4 ´ 250 |
2 ´ 250 |
1000 |
1200 |
1200 |
4 ´ 250 (2 ´ 315) |
|||
|
Номинальное рабочее напряжение поста, В |
30 |
30 |
30 |
30 |
32 |
32 |
32 |
32 |
|||
|
Пределы регулирования сварочного тока одного поста, А |
60-300 |
60-300 |
60-300 |
60-300 |
60-300 |
60-300 |
60-300 |
25-250 (50-350) |
|||
|
Наибольшая мощность сварочного агрегата, кВт |
38 |
22,2 |
38 |
22,2 |
64 |
100 |
100 |
60 |
60 |
60 |
|
|
Номинальная частота вращения сварочного генератора, об/мин |
2200 |
1800 |
1900 |
1800 (1900) |
- |
- |
- |
- |
- |
- |
|
|
Тип приводного двигателя/трактора |
Д240Л Дизельный |
Д144-69 Дизельный |
К-701 (Т-150К) Дизельный |
ДТ-75 Дизельный |
Т-130 Дизельный |
К-700А Дизельный |
ТЛТ-100 Дизельный |
ДТ-75 Дизельный |
ТЛТ-100 Дизельный |
ТТ-4М Дизельный |
|
|
Номинальная мощность вспомогательного источника питания, кВт |
6 |
3 |
6 |
3 |
8 |
- |
- |
- |
- |
- |
|
|
Номинальное напряжение вспомогательного источника, В |
220 |
220 |
220 |
220 |
220 |
220 |
220 |
220 |
220 |
220 |
|
|
Взаимное влияние постов, % (не более) |
10 |
10 |
10 |
10 |
10 |
10 |
10 |
2 |
2 |
2 |
|
|
Масса, кг (не более) |
5300 |
4180 |
18500 (13500) |
8250 |
23000 |
18000 |
15000 |
8500 |
13000 |
14500 |
|
|
Габаритные размеры, мм |
|||||||||||
|
длина |
6600 |
5200 |
9520 (7000) |
5700 |
13500 |
9600 |
6500 |
5800 |
7400 |
7400 |
|
|
ширина |
2350 |
2340 |
3100 (2500) |
2200 |
2500 |
3100 |
2800 |
1900 |
2790 |
2700 |
|
|
высота |
2740 |
2300 |
4350 (3800) |
2955 |
3400 |
3900 |
3500 |
2750 |
3450 |
3400 |
|
Таблица 5.3.2 - Технические характеристики сварочных агрегатов фирмы «Lincoln Electric»
|
Марка агрегата |
|||||
|
SAM-400 |
COMMANDER 500 |
COMMANDER 400 |
COMMANDER 300 |
CLASSIC III |
|
|
Число постов |
1 |
1 |
1 |
1 |
1 |
|
Относительная продолжительность нагрузки (ПВ), % |
60 |
50-100 |
60-100 |
60-100 |
50 |
|
Номинальный сварочный ток, А |
400 |
500 |
500 |
300 |
300 |
|
Пределы регулирования сварочного тока, А |
60-500 |
40-575 |
50-575 |
30-375 |
40-350 |
|
Номинальное напряжение, В |
36 |
40 |
40 |
32 |
32 |
|
Напряжение холостого хода (максимальное), В |
95 |
90 |
75 |
87 |
98,5 |
|
Мощность вспомогательного источника электроэнергии (120/240), кВт |
3 |
12 |
10 |
10 |
3 |
5.3.3.2 Однопостовые сварочные агрегаты фирмы «Cubota»
Японская фирма «CUBOTA» выпускает серию передвижных сварочных агрегатов питания для ручной дуговой сварки.
Технические характеристики приведены в таблице 5.3.3.
Таблица 5.3.3 - Технические характеристики агрегатов фирмы «Cubota»
|
Марка агрегата |
|||
|
W330 |
W500 |
F-330 |
|
|
Число постов |
1 |
1 |
1 |
|
ПВ, % |
60 |
60 |
50 |
|
Номинальный сварочный ток, А |
250 |
400 |
240 |
|
Пределы регулирования сварочного тока, А |
50-330 |
60-500 |
60-330 |
|
Номинальное напряжение, В |
30 |
36 |
35 |
|
Напряжение холостого хода, В |
60-75 |
60-75 |
60-85 |
|
Мощность вспомогательного источника электроэнергии (115/230), кВт |
3,0 |
4,0 |
3,5 |
|
Масса, кг |
750 |
950 |
430 |
|
Габаритные размеры, мм |
1600 ´ 780 ´ 1245 |
1850 ´ 850 ´ 1300 |
1640 ´ 700 ´ 910 |
Агрегаты выполнены на базе сварочных генераторов постоянного тока. Сварочные генераторы могут использоваться для сварки трубопроводов электродами с основным и целлюлозным типами покрытия.
Выпускаются также сварочные агрегаты для двухпостовой сварки.
5.3.3.3 Сварочные агрегаты итальянской фирмы «Gen Set»
Фирма «Gen Set» выпускает серию однопостовых и двухпостовых сварочных агрегатов питания на базе вентильных генераторов.
Технические характеристики сварочных агрегатов, предназначенных для применения при строительстве трубопроводов, приведены в таблице 5.3.4.
В базовой комплектации агрегаты рассчитаны на ручную дуговую сварку электродами с основным и целлюлозным видом покрытия.
Сварочные агрегаты могут также использоваться для полуавтоматической сварки.
Таблица 5.3.4 - Технические характеристики сварочных агрегатов фирмы «Gen Set»
|
Марка агрегата |
|||||
|
МРМ 8/300 |
МРМ 12/370 |
МРМ 20/500 |
МРМ 20/500/2 |
МРМ 20/700/2 |
|
|
Число постов |
1 |
1 |
1 |
2 |
2 |
|
Относительная продолжительность нагрузки (ПВ), % |
60 |
60 |
60 |
60 |
60 |
|
Номинальный сварочный ток, А |
250 |
350 |
400 |
2 ´ 250 |
2 ´ 350 |
|
Пределы регулирования сварочного тока, А |
30-270 |
30-370 |
30-500 |
30-300 |
30-350 |
|
Номинальное напряжение, В |
30 |
34 |
36 |
30 |
32 |
|
Напряжение холостого хода, В |
65 |
70 |
70 |
70 |
70 |
|
Мощность вспомогательного источника электроэнергии (230 V), кВт |
6,0 |
10,0 |
12,0 |
10,0 |
12,0 |
|
Масса, кг |
295 |
490 |
920 |
980 |
1230 |
|
Габаритные размеры, мм |
1080 ´ 490 ´ 710 |
1590 ´ 730 ´ 920 |
1950 ´ 800 ´ 1100 |
1500 ´ 795 ´ 1150 |
2000 ´ 800 ´ 1230 |
6 ТЕХНОЛОГИЯ СВАРОЧНО-МОНТАЖНЫХ РАБОТ
6.1 Подготовка к сварке, сборка и предварительный подогрев
6.1.1 Трубы, детали трубопроводов, арматура и сварочные материалы должны пройти входной контроль в соответствии с требованиями СНиП III-42-80 и ВСН 012-88. Результаты контроля заносят в Журнал входного контроля.
6.1.2 До начала работ следует проверить наличие сертификатов (паспортов) на трубы, детали и запорную арматуру и все сварочные материалы, которые будут использованы для сооружения объекта, а также соответствие маркировки (клейма) к обозначениям, указанным в сертификатах (паспортах).
При отсутствии клейм, маркировки, сертификатов (или других документов, удостоверяющих их качество) трубы, детали трубопроводов и арматура к сборке и сварке не допускаются.
На поверхности труб или деталей не допускаются:
· трещины, плены, рванины, закаты любых размеров;
· царапины, риски и задиры глубиной более 0,2 мм;
· местные перегибы, гофры и вмятины;
· расслоения на концах труб.
6.1.4 К сборке стыков труб при строительстве подводных переходов не допускаются трубы с отремонтированными заводскими швами и выправленными вмятинами.
6.1.5 Следует проверить перпендикулярность свариваемого торца по угольнику. Для труб диаметром 530 мм и более следует использовать поверенные шаблоны и угольники. Отклонение свариваемого торца от угольника (шаблона) для труб, деталей и арматуры должно быть не выше значений, регламентированных п. 3.1.5.
6.1.6 Следует проверить соответствие формы, размеров и качества подготовки свариваемых кромок, в том числе расточки («нутрения») под заданный внутренний диаметр, требованиям технологической карты.
При подготовке труб под сварку разнотолщинных соединений необходимо, чтобы форма разделки кромок соответствовала одному из допускаемых соединений, представленных на рис. 7.2.1.
Точность обработки фасок под сварку и размеры разделки проверяют инструментально.
6.1.7 Перед сборкой труб необходимо очистить внутреннюю полость труб и деталей трубопроводов от попавшего грунта, снега и т.п. загрязнений, а также механически очистить до металлического блеска кромки и прилегающие к ним внутреннюю и наружную поверхности труб, деталей трубопроводов, патрубков арматуры на ширину не менее 10 мм. Усиление заводских продольных или спиральных швов удалить снаружи трубы до величины 0 - 0,5 мм на участке шириной 10-15 мм от торца трубы.
6.1.8 Следует проверить качество зачистки наружной и внутренней поверхностей свариваемых торцов.
6.1.9 Следует проверить соответствие минимальной фактической толщины стенки в зоне свариваемых торцов допускам, установленным ТУ на поставку труб после расточки (нутрения) под заданный внутренний диаметр.
6.1.10 Обработку (переточку) кромок под сварку следует производить преимущественно механическим способом с помощью резцов, фрез или абразивного круга.
В случае необходимости свариваемые торцы разрешается обрабатывать кислородной, плазменно-дуговой или воздушно-дуговой резкой с последующей зачисткой кромок до чистого металла.
6.1.11 Форма и размеры кромок должна соответствовать требованиям:
· под ручную дуговую, полуавтоматическую и автоматическую сварку методом STT, одностороннюю автоматическую сварку под флюсом - рис. 3.1.1;
· под автоматическую сварку в защитных газах на оборудовании фирмы CRC-Evans AW - рис. 6.7.3.1;
· под автоматическую сварку в защитных газах на оборудовании фирмы CWS.02 - рис. 6.8.4.1.
6.1.12 Форма разделки кромок для последующей двухсторонней автоматической сварки под флюсом на базах типа БТС должна соответствовать требованиям рис. 6.5.1.1. Подготовка кромок осуществляется только кромкострогальными станками.
6.1.13 Перед сборкой следует осмотреть поверхности кромок свариваемых элементов. Устранить шлифованием на наружной поверхности неизолированных торцов труб или переходного кольца царапины, риски, задиры глубиной до 5 % от нормативной толщины стенки, но не более минусового допуска на толщину стенки в соответствии с техническими условиями или ГОСТом на трубы (табл. 3.1.2.).
6.1.14 Забоины и задиры фасок глубиной до 5 мм труб 1-й и 2-й групп прочности следует отремонтировать электродами с основным видом покрытия типа Э50 диаметром 2,5 - 3,2 мм; 3-й группы прочности электродами с основным видом покрытия типа Э60 диаметром 3,0 - 3,2 мм. При этом перед началом сварки осуществляется предварительный подогрев до 100+30 °C.
6.1.15 Отремонтированные поверхности кромок труб следует зачистить абразивным инструментом путем их шлифовки, при этом должна быть восстановлена заводская разделка кромок, а толщина стенки трубы не должна быть выведена за пределы минусового допуска (табл. 3.1.2.).
6.1.16 Допускается правка плавных вмятин на концах труб глубиной не более 3,5 % диаметра трубы с помощью безударных разжимных гидравлических устройств (типа ПВ или УПВ-141) с обязательным местным подогревом изнутри трубы до 100 - 150 °С независимо от температуры окружающего воздуха.
6.1.17 Концы труб с забоинами и задирами фасок глубиной более 5 мм и вмятинами глубиной более 3,5 % от диаметра труб, а также любые вмятины с надрывами или резкими перегибами, имеющие дефекты поверхности, исправлению не подлежат и должны быть вырезаны.
6.1.18 После вырезки участка с недопустимыми дефектами следует выполнить У участка, прилегающего к торцу шириной не менее 40 мм по всему периметру трубы для выявления расслоений.
Если в процессе УЗК выявлено наличие расслоений, должна быть произведена обрезка трубы на расстоянии не менее 300 мм от торца и произведен ультразвуковой контроль в соответствии с выше приведенными правилами.
6.1.21 Сборку труб диаметром 426 мм и выше следует производить на внутренних центраторах гидравлического или пневматического типов.
Центратор не должен оставлять царапин, задиров, масляных пятен на внутренней поверхности труб.
6.1.22 Сборку труб любого диаметра под последующую сварку корневого слоя шва электродами с целлюлозным покрытием и методом STT при линейном строительстве или капитальном ремонте с заменой трубы следует производить на внутренних центраторах (кроме стыков захлестов).
6.1.23 Освобождать жимки внутреннего центратора разрешается:
· после выполнения не менее 75 % периметра корневого слоя ручной дуговой сваркой электродами с основным видом покрытия и полуавтоматической сваркой в среде углекислого газа методом STT;
· после выполнения 100 % периметра корневого слоя шва автоматической сваркой в среде углекислого газа методом STT (головками М220 Мод (М300) или П-200) и двухсторонней автоматической сваркой под флюсом на базах типа БТС;
· после выполнения 100 % периметра корневого слоя шва стыков с толщинами стенок до 15,7 мм включительно автоматической сваркой в среде защитных газах комплексами CRC-EVANS AW;
· после выполнения 100 % периметра корневого слоя шва и горячего прохода стыков с толщинами стенок более 15,7 мм автоматической сваркой в среде защитных газах комплексами CRC-EVANS AW;
· после выполнения 100 % периметра корневого слоя шва стыков труб диаметром до 1020 мм включительно ручной дуговой сваркой электродами с целлюлозным видом покрытия;
· после выполнения 100 % периметра корневого слоя шва и горячего прохода стыков труб диам. 1220 мм ручной дуговой сваркой электродами с целлюлозным видом покрытия.
6.1.24 Сборку соединений при выполнении захлестов, в том числе путем вварки катушки, соединений труба - фитинг, труба - кран, когда применение внутренних центраторов технически невозможно, осуществляют на наружных центраторах эксцентрикового или звенного типов.
6.1.25 При сборке на наружном центраторе стыков труб малого диаметра, захлестов, соединений труба - кран, труба - деталь разрешается снимать наружный центратор после выполнения не менее 60 % периметра корневого слоя шва. При этом участки корневого слоя шва должны равномерно располагаться по периметру стыка. После снятия центратора все сваренные участки шва должны быть зачищены, а концы сваренных участков прорезаны шлифмашинкой.
6.1.26 При сборке запрещается ударная правка концов труб, как без нагрева, так и с нагревом.
6.1.27 Для изготовления 2-х или 3-х-трубных секций при односторонней и двухсторонней автоматической сварке под флюсом следует использовать трубы одинаковой нормативной толщиной стенки.
Рекомендуется располагать заводские продольные швы в верхней половине периметра свариваемых труб.
6.1.29 В случае технической невозможности (захлесты, приварка кривых холодного гнутья и т.д.) соблюдения требований по п. 6.1.28 по «разведению» заводских ? при сборке труб любые изменения расстояния между смежными ? производитель работ должен согласовывать в каждом отдельном случае представителем службы технического надзора Заказчика и отражаться в исполнительной документации.
6.1.30 При установке зазора в стыках, выполняемых различными способами сварки, следует руководствоваться табл. 6.1.1.
6.1.31 Сборку на внутреннем центраторе стыков труб с заводской разделкой кромок или кромок, подготовленных механическим способом под последующую сварку корневого слоя шва электродами с целлюлозным видом покрытия или методе следует осуществлять без прихваток. Если в процессе установки технологического зазора возникла необходимость в установке прихваток, то они должны быть полностью вышлифованы в процессе сварки корневого слоя шва.
6.1.32 При сборке под последующую сварку корневого слоя шва электрода с основным видом покрытия количество прихваток, равномерно распределенных по периметру стыка, зависит от диаметра труб и должно соответствовать д табл. 6.1.2. Сборку на внутреннем центраторе допускается выполнять без прихваток.
Режимы сварки при выполнении прихваток должны соответствовать режиму сварки корневого слоя шва.
Таблица 6.1.1 - Величина зазоров в стыках, выполняемых различными способами сварки
|
Диаметр электрода или сварочной проволоки, мм |
Величина зазора, мм |
|
|
Ручная дуговая сварка электродами с основным видом покрытия |
2,5/2,6 3,0/3,2 |
2,0-3,0 2,5-3,5 |
|
Ручная дуговая сварка электродами с целлюлозным видом покрытия |
3,2/3,0 4,0 |
1,0-2,5 1,5-2,5 |
|
Полуавтоматическая, автоматическая сварка методом STT |
1,14 |
2,5-4,0 (полуавтоматическая) 2,1 - 3,0 (автоматическая) |
|
Двусторонняя автоматическая сварка под флюсом |
3,0/3,2/4,0 |
без зазора, допускается зазор не более 0,5 мм на участках стыка длиной до 100 мм |
|
Автоматическая сварка в среде защитных газов на оборудовании CRC Evans AW |
0,9 |
без зазора, допускается зазор не более 0,5 мм на участках стыка длиной до 100 мм |
|
Автоматическая сварка в среде защитных газов на оборудовании CWS.02 |
1,0 |
без зазора, допускаются локальные зазоры до 0,5 мм |
6.1.34 После выполнении прихваток в соответствии с п.п. 6.1.32 и 6.1.33 их следует зачистить. Начальный и конечный участки каждой прихватки следует обработать шлифовальным кругом.
6.1.35 Прихватки следует выполнять не ближе 100 мм от продольных швов трубы.
Таблица 6.1.2 - Количество и размеры прихваток при ручной дуговой сварке электродами с основным видом покрытия
|
Количество прихваток, не менее, шт. |
Длина прихваток, мм |
|
|
До 159 |
2 |
30-40 |
|
Свыше 159 до 426 |
3 |
40-50 |
|
Свыше 426 до 720 |
3 |
60-100 |
|
Свыше 720 до 1020 |
4 |
100-150 |
|
1220 |
4 |
150-200 |
6.1.36 Перед началом выполнения работ по сварке стыков труб производится сушка или подогрев торцов труб и прилегающих к ним участков.
6.1.37 Необходимость проведения предварительного подогрева и его режимы определяются:
· видом покрытия электрода;
· эквивалентом углерода и толщиной стенки свариваемой стали;
· температурой окружающего воздуха.
6.1.38 Сушка или предварительный подогрев должны осуществляться однопламенными или кольцевыми наружными или внутренними пропановыми горелками или путем индукционного нагрева. Во всех случаях должна быть обеспечена равномерность нагрева торцов по периметру и прилегающих к ним участков поверхности трубы на ширине 10 - 15 мм от торца.
6.1.39 Продолжительность подогрева определяется экспериментально для каждого подогревателя в зависимости от температуры окружающего воздуха и стенки трубы.
6.1.40 При наличии изоляции на трубах проведение подогрева не должно нарушать ее целостность. В этом случае следует применять термоизолирующие пояса ? боковые ограничители пламени.
6.1.41 Предварительный подогрев или сушка выполняют перед установкой прихваток (в случае необходимости их выполнения) либо перед выполнением корневого слоя шва.
6.1.42 Режимы предварительного подогрева при сварке корневого слоя шва электродами с основным видом покрытия и проволокой сплошного сечения методом STT приведены в табл. 6.1.3.
6.1.43 Режимы предварительного подогрева при сварке корневого слоя шва электродами с целлюлозным видом покрытия приведены в табл. 6.1.4.
Таблица 6.1.3 - Условия предварительного подогрева при сварке корневого слоя шва электродами с основным покрытием, проволокой сплошного сечения при сварке методом STT
|
Температура предварительного подогрева (°С) при толщине стенки трубы, мм |
||||||||
|
До 8,0 |
8,1-10,0 |
10,1-12,0 |
12,1-14,0 |
14,1-16,0 |
16,1-18,0 |
18,1-20,0 |
Свыше 20,0 |
|
|
£ 0,41 |
-35 °С |
-20 °С |
-5 °С |
|||||
|
0,42-0,46 |
-15°С |
+5°С |
||||||
|
- подогрев не требуется |
|
|
-20 °С |
- подогрев до +100 °С при температуре окружающего воздуха ниже указанной |
|
- подогрев до +100 °С независимо от температуры окружающего воздуха |
Таблица 6.1.4 - Условия предварительного подогрева при сварке корневого слоя шва электродами с целлюлозным покрытием
|
Температура предварительного подогрева (°С) при толщине стенки трубы, мм |
||||||||
|
До 8,0 |
8,1-10,0 |
10,1-12,0 |
12,1-14,0 |
14,1-16,0 |
16,1-18,0 |
18,1-20,0 |
Свыше 20,0 |
|
|
£ 0,41 |
-10 °С |
0 °С |
||||||
|
0,42-0,46 |
0 °С |
|||||||
|
- подогрев не требуется |
|
|
-10 °С |
- подогрев до +100 °С при температуре окружающего воздуха ниже указанной |
|
- подогрев до +100 °С независимо от температуры окружающего воздуха |
|
|
- подогрев до +150 °С независимо от температуры окружающего воздуха |
|
|
- подогрев до +200 °С независимо от температуры окружающего воздуха |
6.1.44 При выполнении корневого слоя шва электродами с целлюлозным покрытием температура на кромках труб непосредственно перед сваркой не должна опускаться ниже значений, приведенных в табл. 6.1.4. В случае остывания кромки ниже указанной температуры необходимо осуществить сопутствующий подогрев до температуры предварительного подогрева.
При двухсторонней автоматической сварке под флюсом поворотных стыков ? диаметром 1020 - 1220 мм с эквивалентом углерода 0,42 - 0,46 % на трубосварочных базах типа БТС осуществляется предварительный подогрев до 50+30 °С при температуре окружающего воздуха ниже 0 °С. При наличии влаги на торцах труб произвести их сушку.
6.1.45 В случае отсутствия необходимости в проведении предварительного подогрева в соответствии с п. 6.1.42 и 6.1.43 производится сушка торцов труб и прилегающих к ним участков до температуры 20 - 50 °С при температуре окружающего воздуха ниже +5 °С либо наличия влаги на торцах труб.
6.1.46 При наличии следов влаги или наледи на торцах произвести их осушение путем нагрева до температуры 20 - 50 °С.
6.1.47 При выполнении ремонтных работ для устранения дефектов сварных соединений изнутри и снаружи трубы произвести предварительный подогрев до 100+30 °С независимо от температуры окружающего воздуха.
6.1.48 Температуру предварительного подогрева стыков труб различных прочностных классов, разнотолщинных труб или разнотолщинных соединений устанавливают по максимальному значению, требуемому для одного из стыкуемых элементов.
6.1.49 Обратный кабель (заземление) следует присоединять с помощью специальных контактных устройств, исключающих образование искрений на ? трубы в процессе сварки. Конструкция устройств должна обеспечивать токоподвод преимущественно в разделку кромок труб. Запрещается приваривать к телу труб какие-либо крепежные элементы обратного кабеля.
6.1.50 При монтаже линейной части магистрального нефтепровода допускается использование земляных (грунтовых) призм. Для предотвращения непосредственного контакта труб с грунтом в данном случае следует применять изолирующие коврики. В процессе монтажа нефтепровода на земляных (грунтовых) призмах при сборке стыков следует использовать страховочные опоры.
6.1.51 Клеймление кольцевых стыков труб рекомендуется выполнять несмываемой краской или металлическими клеймами на наружной поверхности трубы (на расстоянии 100-150 мм от сварного шва).
6.2 Технология ручной электродуговой сварки
6.2.1 Ручная дуговая сварка при линейном строительстве и реконструкции магистральных нефтепроводов должна выполняться с применением сварочных электродов, марки которых регламентированы настоящей Инструкцией (раздел 4 таблицы 4.1.1; 4.1.2 и 4.1.3).
6.2.2 При сварке неповоротных стыков в процессе строительства или капитального ремонта нефтепроводов с заменой труб могут быть использованы следующие технологические варианты ручной дуговой сварки:
· корневой слой и все последующие слои шва выполняются электродами с основным видом покрытия;
· корневой слой шва и горячий проход выполняются электродами с целлюлозным видом покрытия, последующие слои - электродами с основным видом покрытия;
· все слои шва - электродами с целлюлозным видом покрытия.
6.2.3 Ручная дуговая сварка корневого слоя шва может быть использована в составе следующих комбинированных вариантов сварки:
· электроды с целлюлозным или основным покрытием для сварки корневого слоя шва; последующие слои - полуавтоматическая сварка порошковой проволокой Иннершилд;
· электроды с основным покрытием для сварки корневого слоя шва, либо электроды с целлюлозным покрытием (корневой слой и горячий проход); последующие слои - автоматическая сварка под флюсом на трубосварочных базах типа ССТ-ПАУ и БНС;
· электроды с целлюлозным или основным покрытием для сварки корневого слоя шва; последующие слои - автоматическая сварка в среде защитных газов головками М220 Мод (М300).
6.2.4 Применение для сварки корневого слоя шва на линейной части нефтепроводов электродов с целлюлозным видом покрытия предпочтительно, т.к. позволяет значительно увеличить темп сварки и производительность работы бригады по сравнению с вариантом выполнения корневого слоя шва электродами с основным покрытием. Использование электродов с целлюлозным покрытием повышает качество выполнения корневого слоя шва.
6.2.5 Сварку электродами с целлюлозным покрытием следует производить от современных источников сварочного тока со специальными характеристиками - выпрямителей с тиристорным управлением, источников инверторного типа или генераторов постоянного тока, имеющих дистанционные регуляторы сварочного тока (Раздел 5).
6.2.6 Для сварки электродами с основным покрытием рекомендуется использовать источники сварочного тока, в соответствии с рекомендациями раздела 5 настоящей Инструкции.
6.2.7 Сварку корневого слоя шва стыков труб линейной части нефтепровода электродами с целлюлозным покрытием осуществляют способом сверху вниз постоянным током прямой полярности. Допускается применение тока обратной полярности.
6.2.8 Сварка корневого слоя шва стыков захлестов с использованием электродов с целлюлозным покрытием осуществляется способом снизу вверх постоянным током прямой полярности. При этом рекомендуется использование электродов диаметром 3,0... 3,2 мм.
6.2.9 Сварку корневого слоя шва кольцевых стыков электродами с основным покрытием следует осуществлять постоянным током прямой или обратной полярности.
При уменьшении зазора в процессе сварки следует выполнить п шлифовальным кругом толщиной 2,0-3,0 мм.
6.2.10 Сварку корневого и последующих слоев шва стыков труб диаметром ? 1220 мм осуществляют не менее чем 2 сварщика.
6.2.11 При сварке корневого слоя шва электродами с целлюлозным покрытием необходимо зачищать от шлака места прерывания дуги для смены электрода. Перед выполнением «замка» необходимо обработать шлифовальным кругом участок выполненного шва.
6.2.12 Режимы сварки корневого слоя шва и всех последующих слоев должны соответствовать табл. 6.2.1 и требованиям соответствующих операционно-технологических карт.
6.2.13 При вынужденных перерывах во время сварки корневого слоя необходимо поддерживать температуру торцов труб на уровне требуемой температуры предварительного подогрева.
6.2.14 Непосредственно после окончания сварки корневого слоя следует произвести его зачистку снаружи трубы шлифовальным кругом. При выполнении корневого слоя шва электродами с целлюлозным покрытием шов следует тщательно зашлифовать для удаления зашлакованных «карманов» и обеспечения плоской поверхности шва.
Таблица 6.2.1 - Режимы ручной дуговой сварки при использовании электродов с основным и целлюлозным видами покрытий
|
Вид покрытия |
Диаметр, мм |
Полярность |
Сварочный ток, А |
|
|
Корневой |
основной |
2,5 3,0/3,2 |
прямая/обратная прямая/обратная |
70-90 80-120 |
|
Корневой |
целлюлозный |
3,2 4,0 |
прямая/обратная прямая/обратная |
100-120 130-160 |
|
Подваренный |
основной |
3,0/3,2 4,0 |
обратная |
90-120 130-150 |
|
Горячий проход |
целлюлозный |
4,0 |
обратная |
140-170 |
|
Заполняющие |
основной |
3,0/3,2 4,0 |
обратная |
90-130 140-170 |
|
Облицовочный |
основной |
3,0/3,2 4,0 |
обратная |
90-120 130-160 |
6.2.15 При сварке корневого слоя шва электродами с целлюлозным покрытием незамедлительно после его завершения выполнить сварку горячего прохода электродами с целлюлозным покрытием на постоянном токе обратной полярности способом сверху вниз. При этом температура корневого слоя перед началом сварки горячего прохода не должна опускаться ниже 70 °С. Для обеспечения этого условия может применяться предварительный или сопутствующий подогрев до 70 ... 100 °С.
6.2.16 После окончания сварки горячего прохода его необходимо тщательно зачистить шлифовальным кругом до чистого металла.
6.2.17 Не допускается перемещать или подвергать любым внешним воздействиям сваренный стык до полного завершения корневого слоя шва, выполненного электродами с целлюлозным или основным видами покрытия.
На базе типа ССТ-ПАУ допускается поворот секций без освобождения центратора.
6.2.18 Корневой слой шва стыков труб диаметром 1020 - 1220 мм, независимо от типа покрытия электрода, которым он выполнен, должен быть (при наличии к нему доступа) зачищен изнутри трубы, после чего осуществляется его визуальный контроль.
6.2.19 Стыки труб диаметром 1020 - 1220 мм следует подварить изнутри трубы в местах видимых дефектов - несплавлений, непроваров и других поверхностных дефектов. Подварка стыков производится также на участках периметра со смещениями кромок 2 мм и более при условии, что эти смещения являются допустимыми.
6.2.20 Подварка изнутри должна осуществляться электродами с основным покрытием током обратной полярности. Подваренный шов должен иметь ширину 8 - 10 мм, усиление 1 - 3 мм с плавным переходом к основному металлу. Диаметр электрода для выполнения подварочного слоя - 3,0/3,2(4,0) мм.
Подварку выполняют до начала сварки заполняющих слоев.
Запрещается осуществлять подварку методом «на спуск».
6.2.21 Сварку заполняющих и облицовочного слоев шва электродами с основным покрытием следует осуществлять постоянным током обратной полярности в соответствии с режимами, приведенными в соответствующих операционно-технологических картах. Направление сварки снизу - вверх.
6.2.22 Межслойная температура в процессе выполнения заполняющих слоев не должна находиться в пределах 50 - 250 °С. В случае остывания стыка ниже указанного значения необходимо произвести сопутствующий подогрев до температуры 50+30 °С.
6.2.23 В процессе сварки стыка необходимо производить зачистку всех слоев от шлака и брызг металла.
6.2.25 Процесс сварки каждого прохода следует начинать и заканчивать на следующих минимальных расстояниях от продольных швов труб или деталей:
· 50 мм для диаметров менее 530 мм;
· 75 мм для диаметров 530 - 820 мм;
· 100 мм для диаметров 1020 мм и более.
6.2.26 Место начала сварки каждого последующего слоя должно быть смещено относительно начала предыдущего слоя шва не менее чем на 30 мм.
Места окончания сварки смежных слоев шва («замки» шва) должны быть смещены относительно друг друга не менее чем на 70 - 100 мм.
При многоваликовой сварке толстостенных элементов (один проход выполняется несколькими валиками) «замки» соседних валиков должны быть смещены один относительно другого не менее чем на 30 мм.
6.2.27 Запрещается осуществлять сварку с применением любых присадок, непосредственно подаваемых в дугу или предварительно заложенных в разделку.
6.2.28 Запрещается зажигать дугу на поверхности трубы, дуга должна возбуждаться в разделке кромок или с поверхности уже выполненных участков шва.
6.2.29 Минимальное число слоев шва при выполнении корневого слоя электродами с целлюлозным и основным покрытиями приведено в табл. 6.1.4. Число слоев указано без учета подварочного слоя.
Таблица 6.1.4 - Минимальное число слоев шва при выполнении корневого слоя электродами с целлюлозным и основным покрытиями
|
Толщина стенки трубы, мм |
Минимальное число слоев |
|
|
Электрод с целлюлозным покрытием |
Электрод с основным покрытием |
|
|
7 ... 11,8 |
4 |
3 |
|
12 - 15,3 |
5 |
4 |
|
15,7 - 18,7 |
6 |
5 |
|
19 - 20 |
7 |
6 |
6.2.30 Не допускается оставлять незаконченными сварные соединения с толщиной стенки до 10 мм включительно. Сварные соединения с толщиной стенки более 10 мм могут быть оставлены незаконченными в случае, если высота сварного шва составляет не менее 2/3 толщины стенки трубы.
Перерыв в сварке не должен составлять более 24 часов.
Незавершенные стыки труб непосредственно после окончания сварки следует накрыть водонепроницаемым термоизолирующим поясом, обеспечивающим его медленное и равномерное остывание.
При нарушении вышеприведенных условий стык подлежит вырезке.
Перед возобновлением сварки незавершенного стыка его следует просушить нагревом до 50 °С.
6.2.31 При разработке операционных технологических карт по ручной дуговой сварке следует руководствоваться положениями типовых карт, приведенных в Приложении 4 к настоящей Инструкции.
6.3 Технология полуавтоматической сварки самозащитной порошковой проволокой Иннершилд
6.3.1. Способ полуавтоматической сварки самозащитной порошковой проволокой Иннершилд предназначен для сварки заполняющих и облицовочного слоев шва неповоротных и поворотных стыков труб диаметром 325 - 1220 мм с толщинами стенок 6 - 20 мм включительно.
6.3.2 Специализированный комплект оборудования для сварки самозащитной порошковой проволокой, разработанный и выпускаемый фирмой Lincoln Electric должен включать следующее:
· специальный источник сварочного тока - Idealarc DC-400, Invertec V350-PRO Invertec V300-I, SAM-400 и источники типа Commander различных модификаций (см. раздел 5);
· адаптер модели К350 или К350-1;
· механизм подачи порошковой проволоки LN-23P;
· сварочная горелка К345 со шлангом и кабелями.
· корневой слой шва выполняется ручной дуговой сваркой электродами с целлюлозным видом покрытия, "горячий проход" и все последующие слои - проволокой Иннершилд;
· корневой слой шва и "горячий проход" выполняются ручной дуговой сваркой электродами с целлюлозным видом покрытия, все последующие слои - проволокой Иннершилд;
· корневой слой шва выполняется полуавтоматической сваркой проволокой сплошного сечения в углекислом газе методом STT, все последующие слои - проволокой Иннершилд;
· корневой слой шва выполняется ручной дуговой сваркой электродами с основным видом покрытия, все последующие слои - проволокой Иннершилд.
6.3.4 Марка самозащитной порошковой проволоки выбирается в зависимости от прочностного класса свариваемых труб:
· для сварки заполняющих и облицовочного слоев шва стыков труб из сталей 1 - 2 групп прочности применяется проволока марки NR-207 диаметром 1,7 мм;
· для сварки заполняющих и облицовочного слоев шва стыков труб из сталей 3-й группы прочности применяется проволока марки NR-208S диаметром 1,7 и 2,0 мм.
6.3.5 Выбор электродов и технология ручной дуговой сварки корневого слоя шва должны осуществляться в соответствии с требованиями разделов 4; 6.1 и 6.4 настоящей Инструкции.
6.3.6 Выбор проволоки и технология полуавтоматической сварки методом STT корневого слоя шва должны осуществляться в соответствии с требованиями разделов 4, 6.1 и 6.4 настоящей Инструкции.
6.3.7 Процесс сварки самозащитной порошковой проволокой должен ? осуществляется на постоянном токе прямой полярности.
6.3.8 Перед началом сварки на механизме подачи проволоки следует установить ва параметра: скорость подачи проволоки и напряжение на дуге.
Установочные параметры режимов приведены в табл. 6.3.1.
Таблица 6.3.1 - Параметры режимов при сварке проволокой Иннершилд
|
Марка проволоки |
||||
|
NR-207 и NR-208S диаметром 1,7 мм |
NR-208S диаметром 2,0 мм |
|||
|
Скорость подачи проволоки, дюйм/мин |
Напряжение, В |
Скорость подачи проволоки, дюйм/мин |
Напряжение, В |
|
|
«Горячий проход» |
90* |
18* |
90* |
19* |
|
100* |
19* |
100 |
20 |
|
|
110 |
20 |
|||
|
Заполняющие |
90 |
18 |
90 |
19 |
|
100* |
19* |
100* |
20* |
|
|
110* |
20* |
110* |
21* |
|
|
120 |
21 |
120* 130 |
22* 23 |
|
|
Облицовочный |
80* |
17* |
80* |
18* |
|
90* |
18* |
90* |
19* |
|
|
100 |
19 |
100 |
20 |
|
* - рекомендуемые значения.
6.3.9 Установленные значения напряжения и скорости подачи проволоки не подлежат корректировке в процессе сварки неповоротных стыков труб.
6.3.10 Процесс сварки осуществляется способом сверху-вниз.
6.3.11 Заполняющие и облицовочный слои шва стыков труб с толщинами стенок до 14 мм следует выполнять по методу «слой за один проход».
При сварке стыков труб с толщинами стенок более 14 мм заполняющие слои, начиная со второго (третьего) выполняются по методу «слой за два прохода».
Облицовочный слой шва стыков труб с толщинами стенок более 14 мм следует выполнять по методу «слой за три прохода». Допускается выполнять облицовочный слой шва стыков труб с толщинами стенок 14 - 16 мм по методу «слой за два прохода».
6.3.12 Перед выполнением первого слоя шва порошковой проволокой необходимо осуществить тщательную шлифовку корневого слоя (горячего прохода) абразивным кругом до состояния «чистый металл».
6.3.13 В связи с неравномерностью заполнения разделки по периметру стыка с ослаблением сечения шва в вертикальном положении перед выполнением облицовочного слоя в положении 1.00 - 4.30 час. (ориентировочно) выполняется дополнительный (корректирующий) слой.
6.3.14 Ориентировочное количество слоев для второго, третьего и четвертого технологических вариантов сварки в зависимости от толщины стенки трубы приведено в табл. 6.3.2. и 6.3.3.
Таблица 6.3.2 - Количество заполняющих и облицовочных слоев шва при сварке проволокой NR-207 и NR-208 диаметром 1,7 мм
|
Наименование слоя |
|||
|
заполняющие* |
корректирующий |
облицовочный |
|
|
6 |
- |
1 |
1 |
|
8 |
1 |
1 |
1 |
|
10 |
1-2 |
1 |
1 |
|
12 |
2-3 |
1 |
1 |
|
14 |
3-4 |
1 |
1 |
* - количество заполняющих слоев зависит от величины зазора при сборке, угле разделки кромок и ряда других параметров.
Таблица 6.3.3 - Количество заполняющих и облицовочного слоев шва при сварке проволокой NR-208S диаметром 2,0 мм
|
Наименование слоя |
|||
|
Заполняющие слои (проходы)* |
Корректирующий слой |
Облицовочные проходы |
|
|
14 |
3-4 |
1 |
1-2 |
|
16 |
3(5) |
1 |
2-3 |
|
18 |
4(7) |
1 |
3 |
|
20 |
5(9) |
1 |
3 |
* - количество заполняющих слоев зависит от величины зазора при сборке, угле разделки кромок и ряда других параметров.
При сварке согласно первому технологическому варианту (п.. 6.3.3) количество слоев ориентировочно на один больше.
6.3.15 Способ сварки с использованием самозащитных порошковых проволок может применяться при выполнении специальных сварочных работ - сварке разнотолщинных соединений, захлестов, соединений труба-деталь и труба-запорная арматура.
6.3.16 Ремонт сварных стыков, выполненных самозащитной порошковой проволокой, осуществляется электродами с основным видом покрытия (табл. 4.1.2.) в соответствии с положениями раздела 7.4.
6.3.17 При разработке операционных технологических карт по комбинированным вариантам сварки с использованием самозащитной порошковой проволоки следует руководствоваться положениями типовых карт, приведенных в Приложении 5 к настоящей Инструкции.
6.4 Технология полуавтоматической сварки проволокой сплошного сечения в среде углекислого газа методом STT
6.4.1 Способ полуавтоматической сварки методом STT предназначен для односторонней полуавтоматической сварки корневого слоя шва неповоротных и поворотных стыков труб проволокой сплошного сечения в среде углекислого газа труб диаметром 325-1220 мм с толщинами стенок до 20 мм включительно, а также для сварки всех слоев шва стыков аналогичных диаметров с толщинами стенок до 8 мм включительно.
6.4.2 Специализированный комплект оборудования для сварки методом STT, выпускаемый фирмой Lincoln Electric, должен включать следующее:
· специальный источник питания Invertec STT-II;
· механизм подачи проволоки LN-27;
· сварочная горелка Magnum 200 со шлангом;
· газовый баллон (с редуктором и подогревателем газа).
6.4.3 Полуавтоматическая сварка методом STT рекомендуется в составе следующих технологических вариантов сварки:
· корневой слой шва выполняется полуавтоматической сваркой методом STT, заполняющие и облицовочный слои шва - полуавтоматической сваркой самозащитной порошковой проволокой типа Иннершилд;
· корневой слой шва выполняется полуавтоматической сваркой методом STT, заполняющие и облицовочный слои шва - ручной дуговой сваркой штучными электродами;
· корневой слой шва выполняется полуавтоматической сваркой методом STT, заполняющие и облицовочный слои шва - автоматической сваркой порошковой проволокой в среде защитных газов системой М220 Мод (М300);
· сварка на трубосварочной базе ССТ-ПАУ полуавтоматической сваркой методом STT, корневого слоя шва и автоматической сваркой под слоем флюса заполняющих и облицовочного слоев шва;
· сварка всех слоев шва труб с толщиной стенки до 8 мм методом STT.
6.4.4 Выбор электродов и технология ручной дуговой сварки заполняющих и облицовочного слоев шва должны соответствовать требованиям разделов 4 и 5 настоящей Инструкции.
6.4.5 Выбор сварочных материалов и технология автоматической сварки заполняющих и облицовочного слоев шва порошковой проволокой с использованием системы М-220 должны соответствовать требованиям разделов ? и 6.6 настоящей Инструкции.
6.4.6 Выбор сварочных материалов и технология сварки заполняющих и облицовочного слоев шва автоматической сваркой под флюсом должны соответствовать требованиям разделов 4 и 6.5.2 настоящей Инструкции.
6.4.7 В качестве защитного газа следует применять 100 % углекислый газ. Технические характеристики газа должны соответствовать требованиям табл. 6.4.1 настоящей Инструкции.
Расход газа составляет 10 - 12 л/мин.
6.4.8 Необходимость предварительного подогрева и его температура определяются в соответствии с табл. 6.1.3 настоящей Инструкции как для электродов с основным видом покрытия.
6.4.9 Для сварки корневого слоя шва стыков труб из сталей 1-3 групп прочности следует применять проволоку марки L-56 диаметром 1,14 мм, выпускаемую фирмой Lincoln Electric или ее аттестованные аналоги.
6.4.10 Для сварки заполняющих и облицовочного слоев шва стыков труб с толщинами стенок до 8 мм включительно из сталей 1 - 2 групп прочности ? следует применять проволоку марки L-56 диаметром 1,14 мм.
6.4.11 Режимы сварки корневого слоя шва стыков труб диаметром 325...1220 мм с толщинами стенок 6...20 мм представлены в таблице 6.4.1. В этой же таблице приведены режимы сварки заполняющих и облицовочного слоев шва стыков труб с толщинами до 8 мм.
Таблица 6.4.1 - Параметры режимов при сварке методом STT проволокой диаметром 1,14 мм
|
Параметры процесса |
||||
|
Скорость подачи проволоки, дюйм./мин |
Пиковый ток, А |
Базовый ток, А |
Длительность заднего фронта импульса |
|
|
Корневой |
90-170 |
400-420 |
35-55 |
0 |
|
Заполняющие |
100-190 |
380-430 |
70-100 |
2-7 |
|
Облицовочный |
100-170 |
360-420 |
70-90 |
1-3 |
6.4.12 Рекомендуется выполнение корневого слоя шва без прихваток. В случае сварки корневого слоя шва с использованием прихваток необходимо тщательно зашлифовать абразивным кругом «заход» и «выход» с прихватки.
6.4.13 Сварка с использованием метода STT может быть использована для выполнения корневого слоя шва при специальных сварочных работах - сварке разнотолщинных соединений, захлестов, соединений труба-фитинг и труба-запорная арматура (раздел 7).
6.4.14 Ремонт стыков, выполненных с использованием метода STT, производится электродами с основным видом покрытия (табл. 4.1.2.) в соответствии с положениями раздела 7.4 настоящей Инструкции.
6.4.15 При разработке операционных технологических карт по комбинированным вариантам сварки с использованием полуавтоматической сварки методом STT следует руководствоваться положениями типовых карт, приведенных в Приложении 4 к настоящей Инструкции.
6.5 Технология автоматической сварки под флюсом
6.5.1 Технология двухсторонней автоматической сварки под флюсом
6.5.1.1 Двухстороннюю автоматическую сварку под флюсом поворотных стыков труб диаметром 1020 - 1220 мм выполняют на трубосварочных базах типа БТС, обеспечивающих полную механизацию сборочно-сварочных и транспортных операций в процессе изготовления трубных секций и гарантирующих сохранность наружной изоляции труб.
6.5.1.2 Подготовку стыков, сборку и предварительный подогрев следует выполнять в соответствии с требованиями раздела 6.1 настоящей Инструкции.
При подготовке производится механическая обработка торцов труб станками ? СПК, входящими в состав оборудования трубосварочной базы. Форма разделки кромок под сварку представлена на рис. 6.5.1.1.
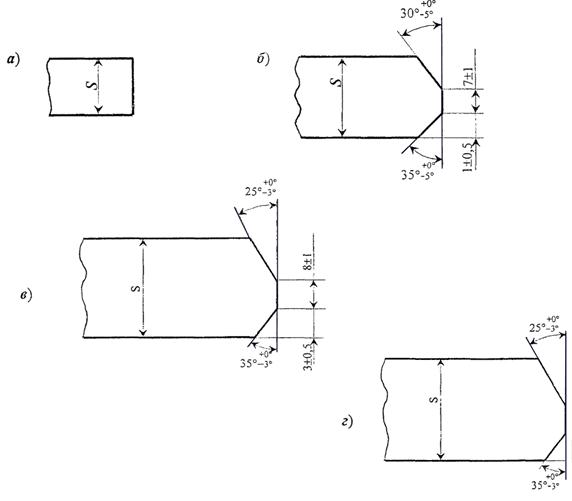
Рис. 6.5.1.1 Типы разделки кромок труб диаметром 1020 - 1220 мм для автоматической сварки под флюсом на базах типа БТС:
а - для труб с толщиной стенки 8,0-10,0 мм;
б - для труб с толщиной стенки 10,1-18,0 мм;
в - для труб с толщиной стенки 18,1-21,0 мм;
г - для труб с толщиной стенки 21,1-27,0 мм
В процессе обработки прилегающие к кромкам внутренняя и наружная поверхности трубы должны быть зачищены до чистого металла на ширину не менее 15 мм.
Усиление заводского шва изнутри и снаружи трубы следует сошлифовать до величины 0,5 - 1,0 мм на ширине 15 - 20 мм от торца.
6.5.1.3 Сварку стыка производят в следующем порядке:
· первый наружный слой шва;
· последующие наружные слои шва (если они регламентированы операционной технологической картой);
· внутренний слой шва.
Рекомендуется выполнять одновременную сварку второго наружного и внутреннего слоев шва.
6.5.1.4 Собранный стык следует повернуть на 180° таким образом, чтобы прихватка находилась в нижней части стыка (в положении "6 час."), после чего в верхней части стыка (в положении "12 час.") начинают сварку первого наружного слоя шва.
6.5.1.5 Во избежание образования шлаковых включений и непроваров рекомендуется выполнять шлифмашинкой пропилы начального и конечного участков прихватки, а также начального участка первого наружного слоя. Глубина пропила 3-4 мм, ширина 3-4 мм, длина 25-40 мм. Допускается шлифовка усиления на прихватки до 0,5 - 1,0 мм.
6.5.1.6 Начало и окончание сварки стыка следует располагать на расстоянии не менее 100 мм от заводских швов свариваемых труб. «Замки» смежных слоев шва должны быть смещены друг от друга на расстояние не менее 100 мм.
6.5.1.7 Режимы двухсторонней сварки стыков труб из низкоуглеродистых и низколегированных горячекатаных и нормализованных сталей, а также из сталей контролируемой прокатки, с использованием комбинаций «плавленый флюс + проволока» приведены в таблице 6.5.1.1, а термически упрочненных труб - в таблице 6.5.1.2. Режимы двухсторонней сварки стыков труб диаметром 1020 - 1220 мм с использованием комбинации «агломерированный флюс + проволока» представлены в таблице 6.5.1.3.
6.5.1.8 Жимки центратора должны быть освобождены только после полного завершения сварки первого наружного слоя шва.
6.5.1.9 Сварку всех слоев шва следует производить без перерывов в работе. Интервал времени между завершением первого наружного и началом сварки внутреннего слоя шва не должен превышать 30 мин. при температуре окружающего воздуха выше 0 °С и 10 мин. при температуре окружающего воздуха 0 °С и ниже.
Межслойная температура металла, контролируемая на расстоянии 10 - 15 мм ? шва, должна находиться в пределах 50...250 °С. В случае снижения межслойной температуры ниже +50 °С следует осуществить подогрев до +50...80 °С.
6.5.1.10 При заклинивании шлака в разделке во время сварки первого наружного слоя шва и для улучшения сопряжения шва со стенками разделки смещение электрода с зенита трубы рекомендуется увеличить на 5-10 мм по сравнению со значениями, приведенными в таблицах 6.5.1.1 и 6.5.1.2.
Таблица 6.5.1.1 - Режимы двухсторонней сварки труб диаметром 1020 - 1220 мм с использованием комбинаций «плавленый флюс + проволока»
|
Диаметр электродной проволоки, мм |
Порядковый номер слоя |
Сварочный ток, А |
Напряжение на дуге, В |
Скорость сварки, м/ч |
Смещение электрода с зенита (надира) трубы*, мм |
|
|
Наружная сварка |
||||||
|
8,0-11,5 |
3,0; 3,2 |
Первый |
600-700 |
40-44 |
35-45 |
50-70 |
|
11,6-17,5 |
3,0; 3,2 |
Первый |
650-800 |
42-44 |
40-50 |
50-70 |
|
Последующие |
700-800 |
44-46 |
35-45 |
40-60 |
||
|
17,6-27,0 |
3,0; 3,2 |
Первый |
800-900 |
42-44 |
40-50 |
60-80 |
|
Последующие |
850-950 |
44-46 |
45-55 |
50-70 |
||
|
Облицовочный |
750-800 |
46-48 |
40-45 |
40-60 |
||
|
15,7-27,0 |
4,0 |
Первый |
850-950 |
42-44 |
40-50 |
60-80 |
|
Последующие |
900-1000 |
44-46 |
50-60 |
50-70 |
||
|
Облицовочный |
800-900 |
46-48 |
40-45 |
40-60 |
||
|
Внутренняя сварка |
||||||
|
8,0-11,5 |
3,0; 3,2 |
Первый |
450-600 |
42-44 |
35-45 |
10-20 |
|
11,6-17,5 |
3,0; 3,2 |
Первый |
600-800 |
42-46 |
35-45 |
10-20 |
|
17,6-27,0 |
3,0; 3,2 |
Первый |
700-850 |
42-46 |
40-50 |
10-20 |
|
15,7-27,0 |
4,0 |
Первый |
750-850 |
44-46 |
40-50 |
15-25 |
Примечания: 1) Сварочный ток - постоянный, полярность обратная.
2) Вылет электрода диаметром 3,0 и 3,2 мм = 35 - 40 мм, диаметром 4,0 мм = 40 - 45 мм.
3) * - смещение с зенита трубы устанавливается против направления вращения, смещение с надира трубы - по или против направления вращения;
4) угол наклона электрода «вперед» - до 30 град.
Таблица 6.5.1.2 - Режимы двухсторонней сварки термически упрочненных труб диаметром 1020 - 1220 мм с использованием комбинаций «плавленый флюс + проволока»
|
Диаметр электродной проволоки, мм |
Порядковый номер слоя |
Сварочный ток, А |
Напряжение на дуге, В |
Скорость сварки, м/ч |
Смещение электрода с зенита (надира) трубы*, мм |
|
|
Наружная сварка |
||||||
|
8,0-15,6 |
3,0; 3,2 |
Первый |
500-700 |
40-44 |
40-45 |
50-80 |
|
Последующие |
650-700 |
44-46 |
40-50 |
40-60 |
||
|
15,7-20,5 |
3,0; 3,2 |
Первый |
700-750 |
42-44 |
45-50 |
60-80 |
|
Последующие |
650-700 |
44-46 |
40-50 |
40-60 |
||
|
20,6-27,0 |
3,0; 3,2 |
Первый |
700-750 |
40-44 |
40-50 |
60-80 |
|
Последующие |
750-800 |
44-46 |
55-60 |
50-70 |
||
|
Облицовочный |
700-750 |
46-48 |
40-50 |
40-60 |
||
|
Внутренняя сварка |
||||||
|
8,0-27,0 |
3,0; 3,2 |
Первый |
500-800 |
40-44 |
40-50 |
10-25 |
Примечания: 1) Сварочный ток - постоянный, полярность обратная.
2) Вылет электрода диаметром 3,0 и 3,2 мм = 35 - 40 мм, диаметром 4,0 мм = 40 - 45 мм;
3) * - смещение с зенита трубы устанавливается против направления ее вращения, смещение с надира трубы - по или против направления вращения;
4) угол наклона электрода «вперед» - до 30 град.
6.5.1.11 При заклинивании шлака в разделке во время сварки первого наружного слоя шва и для улучшения сопряжения шва со стенками разделки смещение электрода с зенита трубы рекомендуется увеличить на 5 - 10 мм по сравнению со значениями, приведенными в таблицах 6.5.1.1 и 6.5.1.2.
6.5.1.12 Минимальное число наружных слоев шва в зависимости от типоразмера труб приведено в таблице 6.5.1.4.
6.5.1.13 Внутренний слой шва должен свариваться в один проход. Величина усиления внутреннего и облицовочного слоев шва должна находиться в пределах 1 - 3 мм. Ширина облицовочного слоя шва представлена в таблице 6.5.1.5, а внутреннего слоя - в таблице 6.5.1.6.
Таблица 6.5.1.3 - Режимы двухсторонней сварки под флюсом поворотных стыков труб диаметром 1020 - 1220 мм с использованием комбинации «агломерированный флюс + проволока»
|
Диаметр электродной проволоки, мм |
Порядковый номер слоя |
Сварочный ток, А |
Напряжение на дуге, В |
Скорость сварки, м/ч |
Смещение электрода с зенита (надира) трубы*, мм |
|
|
Наружная сварка |
||||||
|
8,0-11,5 |
3,0; 3,2 |
Первый |
600-700 |
30-34 |
40-50 . |
50-70 |
|
11,6-17,5 |
3,0; 3,2 |
Первый |
650-750 |
29-32 |
40-50 |
50-70 |
|
Последующие |
600-700 |
33-36 |
30-40 |
40-60 |
||
|
17,6-27,0 |
3,0; 3,2 |
Первый |
700-780 |
30-34 |
38-45 |
55-70 |
|
Последующие |
730-790 |
32-35 |
35-42 |
50-65 |
||
|
Облицовочный |
580-650 |
34-37 |
30-35 |
45-60 |
||
|
15,7-27,0 |
4,0 |
Первый |
750-830 |
29-33 |
35-45 |
55-75 |
|
Последующие |
730-800 |
31-34 |
33-43 |
50-70 |
||
|
Облицовочный |
700-750 |
33 -36 |
30-33 |
45-60 |
||
|
Внутренняя сварка |
||||||
|
8,0-11,5 |
3,0; 3,2 |
Первый |
550-630 |
30-32 |
32-40 |
(5-20) |
|
11,6-17,5 |
3,0; 3,2 |
Первый |
630-750 |
31-33 |
31-36 |
(5-20) |
|
17,6-27,0 |
3,0; 3,2 |
Первый |
750-820 |
32-34 |
30-35 |
(5-20) |
|
15,7-27,0 |
4,0 |
Первый |
720-800 |
32-34 |
30-33 |
(10-50) |
Примечания: 1) Для сварки термически упрочненных труб следует использовать проволоку диаметром 3 мм.
2) Сварочный ток - постоянный, полярность обратная. Источник питания должен быть настроен для сварки на жесткой вольтамперной характеристике. Отклонение напряжения на дуге от номинального значения должно быть ? более ± 1 В.
3) Вылет электрода = 32 - 40 мм.
4) * - смещение с зенита и надира трубы устанавливается против направления ее вращения.
5) угол наклона электрода «вперед» - 10...20 град. (наружная сварка) и 2...8 град. (внутренняя сварка).
6) Высота слоя флюса при сварке должна быть не менее 25 мм. При его повторном применении следует добавлять к ранее использованному флюсу 25 - 50 % нового (неиспользованного) флюса.
Таблица 6.5.1.4 - Количество наружных слоев шва при двухсторонней автоматической сварке под флюсом
|
Толщина стенки трубы, мм |
Минимальное число наружных слоев шва |
|
|
1020-1220 |
от 8,0 до 11,5 |
1 |
|
от 11,6 до 17,5 |
2 |
|
|
от 17,6 до 21,5 |
2 |
|
|
от 21,6 до 24,0 |
3 |
|
|
от 24,1 до 27,0 |
4 |
Геометрические размеры швов, определяемые по макрошлифам, должны соответствовать рис. 6.5.1.2 и таблицам 6.5.1.5 и 6.5.1.6.
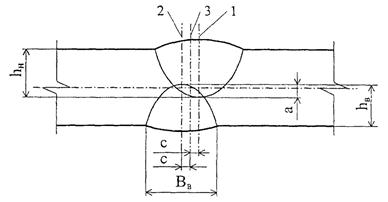
Рис. 6.5.1.2 Макрошлиф для оценки геометрических параметров сварного шва:
1 - ось первого (наружного) слоя шва;
2 - ось внутреннего слоя шва;
3 - условная ось стыка;
а - перекрытие наружного и внутреннего слоев шва (а ³ 3 мм при толщине стенки труб 12 мм и более; а ³ 2 мм при толщине стенки труб менее 12 мм;
с - смещение осей первого наружного и внутреннего слоев шва от условной оси стыка (с = ± 1 мм);
hн и hв - глубина проплавления соответственно первого наружного и внутреннего слоев шва;
Вв - ширина внутреннего слоя шва
Таблица 6.5.1.5 - Требования к ширине облицовочного слоя шва при двухсторонней сварке под флюсом
|
Толщина стенки трубы, мм |
Ширина облицовочного слоя шва при сварке под флюсом |
||
|
плавленым |
агломерированным |
||
|
1020-1220 |
от 8,0 до 11,5 |
18 ± 3 |
15 ± 3 |
|
от 11,6 до 17,5 |
18 ± 3 |
16 ± 3 |
|
|
от 17,6 до 21,5 |
20 ± 4 |
18 ± 3 |
|
|
от 21,6 до 24,0 |
21 ± 4 |
19 ± 3 |
|
|
от 24,1 до 27,0 |
23 ± 4 |
21 ± 3 |
|
Таблица 6.5.1.6 - Требования к геометрическим размерам внутреннего слоя шва при двухсторонней автоматической сварке под флюсом
|
Форма разделки кромок (рис. 6.5.1.1) |
Глубина проплавления, hв, мм (не более) |
Ширина внутреннего слоя Вв, мм, при сварке под флюсом |
||
|
плавленым |
агломерированным |
|||
|
от 8,0 до 9,4 |
А |
4,5 |
14 ± 2 |
13 ± 2 |
|
от 9,5 до 10,0 |
А |
6 |
14 ± 2 |
13 ± 2 |
|
от 10,1 до 11,0 |
Б |
6,5 |
18 ± 3 |
16 ± 2 |
|
от 11,1 до 12,3 |
Б |
7 |
18 ± 3 |
16 ± 2 |
|
от 12,4 до 15,2 |
Б |
8 |
18 ± 3 |
16 ± 2 |
|
от 15,3 до 18,0 |
Б |
9 |
20 ± 3 |
18 ± 2 |
|
от 18,1 до 21,0 |
В |
10 |
20 ± 4 |
18 ± 3 |
|
от 21,1 до 27,0 |
Г |
12 |
22 ± 4 |
20 ± 3 |
Примечания: Коэффициент формы внутреннего слоя шва: Вв/hв ³ 2.
В случае отклонения геометрических параметров от заданных значений сварки следует прекратить, отладить оборудование и режим сварки, после чего выполнить сварку двух новых стыков, из которых вырезать макрошлифы. В случае, ее размеры швов по макрошлифам соответствуют установленным требованиям сварку можно продолжить.
Остальные 199 стыков, предшествующие первому вырезанному, следует считать годными, если в результате контроля просвечиванием в них не выявлено недопустимых дефектов.
Если облицовочный слой шва смещен относительно первого наружного слоя, но при этом перекрывает всю его ширину, то стык считается годным при отсутствии недопустимых дефектов шва и соблюдении заданных режимов. В данном случае оси первого наружного слоя и внутреннего слоя шва должны совпадать или быть смещены относительно друг друга на расстояние не более 2 мм.
6.5.1.16 Запрещается сброс сваренных секций и их соударение, а также их скатывание на мокрый грунт или снег до полного остывания стыка до температуры окружающей среды. При наличии атмосферных осадков сваренный кольцевой стык следует укрывать термоизолирующим поясом до полного остывания.
6.5.1.17 Все стыки, выполняемые одной сменой, к ее окончанию должны быть сварены полностью. В порядке исключения, в случае выхода из строя оборудования, отключения сети и т.п. разрешается оставлять до следующей смены стык трубной секции с невыполненным облицовочным слоем шва. Перед завершением сварки данного стыка следует выполнить предварительный подогрев до температуры 50+30 °С. При невыполнении указанных требований стык подлежит вырезке.
6.5.1.18 При разработке операционных технологических карт по двухсторонней автоматической сварке под флюсом следует руководствоваться положениями типовых карт, приведенных в Приложении 5 к настоящей Инструкции.
6.5.2 Технология односторонней автоматической сварки под флюсом
6.5.2.1 Одностороннюю автоматическую сварку под флюсом по выполненному ручной или полуавтоматической сваркой корневому слою шва производят на трубосварочных базах типа ССТ-ПАУ (трубы диаметром 1020 - 1220 мм) и БНС (трубы диаметром 325 - 820 мм), обеспечивающих сохранность наружной изоляции труб в процессе изготовления трубных секций.
Сварка поворотных стыков труб диаметром менее 325 мм может быть выполнена на трубосварочных базах специальной конструкции, обеспечивающих качественное выполнение всех сборочно-сварочных операций и сохранность наружной изоляции труб.
6.5.2.2 Изготовление трубных секций следует производить только из труб, имеющих одинаковую нормативную толщину стенки.
6.5.2.3 Сварка корневого слоя шва может быть выполнена следующими способами:
· Ручной дуговой сваркой электродами с покрытием основного вида (согласно требованиям раздела 6.2 настоящей Инструкции);
· Полуавтоматической сваркой проволокой сплошного сечения методом STТ (согласно требованиям раздела 6.4 настоящей Инструкции);
· Ручной дуговой сваркой электродами с покрытием целлюлозного вида (согласно требованиям раздела 6.2 настоящей Инструкции). По данному варианту технологии ручной сваркой должен быть выполнен также «горячий проход». Сварку корневого слоя и "горячего прохода" следует производить на одном стенде без перекатывания и продольного перемещения трубной секции.
6.5.2.4 При ручной сварке корневого слоя электродами с покрытием основного вида и полуавтоматической сварке методом STT допускается периодический поворот свариваемой секции без освобождения жимков центратора в удобное для сварщиков положение. Перекатывание секции на промежуточный стеллаж разрешается только после завершения сварки корневого слоя по всему периметру стыка.
6.5.2.5 С целью уменьшения глубины заполнения разделки и улучшенной отделимости шлаковой корки с первого автоматного слоя допускается после окончания сварки корневого слоя (или корневого слоя с "горячим проходом") по всему периметру стыка выполнение электродами с покрытием основного вида первого заполняющего слоя шва. Электроды для сварки данного слоя следует выбирать в соответствии с таблицей 4.1.2 настоящей Инструкции.
6.5.2.6 Для труб диаметром 1020 - 1220 мм следует производить подварку корневого шва изнутри трубы ручной дуговой сваркой (электродами с покрытием основного вида) или автоматической сваркой под флюсом (с использованием комбинации «флюс + проволока», рекомендованной для сварки заполняющих слоев шва. Подварку следует выполнять в один слой по всему периметру стыка. Электроды для подварки изнутри следует выбирать в соответствии с таблицей 4.1.2, комбинацию «флюс + проволока» - с таблицей 4.1.4 настоящей Инструкции.
6.5.2.7 В случае применения целлюлозных электродов (согласно п. 6.5.2.? подварка стыков изнутри производится электродами с покрытием основного вида в местах непроваров, несплавлений и смещений кромок более 2 мм (если они допускаются).
6.5.2.8 Подварка стыка изнутри может быть выполнена после окончания сварки корневого слоя (корневого слоя и "горячего прохода") или после сварки всех наружных слоев шва.
6.5.2.9 Режимы автоматической подварки корневого слоя шва с использованием комбинации «плавленый флюс + проволока» представлены в таблице 6.5.2.1, а с использованием комбинации "агломерированный флюс + проволока" - в таблице 6.5.2.2.
Таблица 6.5.2.1 - Режимы автоматической подварки корневого слоя шва с использованием комбинации «плавленый флюс + проволока»
|
Диаметр проволоки, мм |
Сварочный ток, А |
Напряжение на дуге, В |
Скорость сварки, м/ч |
Вылет электрода, мм |
|
|
После сварки корневого слоя шва |
3,0/3,2 |
400-450 |
42-44 |
25-30 |
30-35 |
|
4,0 |
500-550 |
44-46 |
30-40 |
40-45 |
|
|
После сварки всех наружных слоев шва |
3,0/3,2 |
550-600 |
44-46 |
30-40 |
30-35 |
|
4,0 |
600-650 |
44-46 |
35-40 |
40-45 |
Примечания: 1) Смещение с надира в направлении вращения трубы = 20 - 50 мм.
2) Режимы даны для сварки на постоянном токе обратной полярности при угле наклона электрода, равном нулю.
3) Подварку корневого слоя шва термически упрочненных труб следует выполнять проволокой диаметром 3 мм при значениях погонной энергии не более 23 кДж/см.
Расчет погонной энергии сварки (q/V) производят по формуле:
q/V = ![]() , (кДж/см),
, (кДж/см),
где h - эффективный КПД дуги (для сварки под флюсом h = 0,8);
IСВ - сварочный ток, А;
VСВ - скорость сварки, м/ч;
UД - напряжение на дуге, В;
0,036 - коэффициент перевода размерности.
6.5.2.11 Перед выполнением подварочного слоя межслойная температура контролируется изнутри трубы в соответствии с требованиями п. 6.5.2.10. В случае снижения температуры ниже 50 °С следует произвести подогрев стыка до температуры 50+30 °С.
Таблица 6.5.2.2 - Режимы автоматической подварки корневого слоя шва с использованием комбинации «агломерированный флюс - проволока»
|
Диаметр проволоки, мм |
Сварочный ток, А |
Напряжение на дуге, В |
Скорость сварки, м/ч |
Вылет электрода, мм |
|
|
После сварки корневого слоя шва |
3,0/3,2 |
450-500 |
29-31 |
35-40 |
30-35 |
|
4,0 |
450-500 |
30-32 |
30-35 |
30-35 |
|
|
После сварки всех наружных слоев шва |
3,0/3,2 |
570-630 |
30-32 |
35-40 |
30-35 |
|
4,0 |
600-650 |
30-33 |
30-35 |
30-35 |
Примечания:
1) Смещение с надира трубы в направлении ее вращения = 20 - 50 мм.
2) Сварочный ток - постоянный, полярность обратная.
3) Угол наклона электрода 0.
4) Подварку корневого слоя шва термоупрочненных труб следует выполнять проволокой диаметром 3,0/3,2 мм при значениях погонной энергии не боле 23 кДж/см.
6.5.2.12 Внутренний подваренный слой, выполненный автоматической сваркой под флюсом, должен иметь усиление = 1 - 3 мм, ширину и глубину проплавления в пределах, указанных в таблице 6.5.1.6. Подварочный слой, выполненный ручной дуговой сваркой, должен иметь ширину 8 - 10 мм и усиление 1 - 3 мм. Усиление подварочного слоя на участках замков следует обработать шлифмашинкой (с рабочим напряжением не более 36 В) до требуемой величины.
6.5.2.13 Контроль геометрических параметров подварочного слоя, выполненного автоматической сваркой под флюсом, следует осуществлять по макрошлифам в соответствии с п. 6.5.1.14 и рис. 6.5.1.2.
6.5.2.14 Для предотвращения увлажнения стыков после ручной дуговой или полуавтоматической сварки в случае непогоды (дождь, снег, иней) их следует укрывать до начала автоматической сварки под флюсом влагонепроницаемыми теплоизоляционными поясами шириной не менее 300 мм. В том случае, если стык поступил на пост сварки под флюсом со следами влаги на кромках или остыл до температуры ниже +50 °С, его следует просушить нагревом до температуры +20...50 °С.
6.5.2.15 Автоматическую сварку под флюсом заполняющих и облицовочного слоев шва поворотных стыков труб диаметром 325 - 1220 мм с использованием комбинации «плавленый флюс + проволока» следует выполнять на режимах, представленных в таблице 6.5.2.3.
Таблица 6.5.2.3 - Режимы односторонней автоматической сварки поворотных стыков труб диаметром 325 - 1220 мм с использованием комбинации «плавленый флюс + проволока»
|
Толщина стенки трубы, мм |
Диаметр электродной проволоки, мм |
Порядковый номер слоя |
Сварочный ток, А |
Напряжение на дуге, В |
Скорость сварки, м/ч |
Смещение электрода с зенита трубы, мм |
|
|
325-426 |
6 |
2,0 |
Первый |
350-450 |
34-36 |
15-20 |
35-40 |
|
Последующие |
350-450 |
36-38 |
15-20 |
30-35 |
|||
|
Свыше 6 до 12,5 вкл. |
2,0/2,5 |
Первый |
400-500 |
34-36 |
30-35 |
35-40 |
|
|
Последующие |
450-500 |
36-38 |
25-30 |
30-35 |
|||
|
Свыше 12,5 |
3,0/3,2 |
Первый |
500-600 |
34-36 |
25-35 |
35-40 |
|
|
Последующие |
600-700 |
36-38 |
30-40 |
30-40 |
|||
|
530-820 |
От 6 до 12,5 вкл. |
2,0/2,5 |
Первый |
400-500 |
36-38 |
35-40 |
40-60 |
|
Последующие |
450-550 |
40-44 |
30-40 |
30-40 |
|||
|
3,0/3,2 |
Первый |
500-600 |
42-44 |
35-45 |
40-65 |
||
|
Последующие |
600-700 |
44-46 |
30-40 |
30-45 |
|||
|
Свыше 12,5 |
3,0/3,2 |
Первый |
500-600 |
42-44 |
35-50 |
40-65 |
|
|
Последующие |
600-750 |
44-48 |
30-45 |
30-45 |
|||
|
1020-1220 |
От 7 до 12,5 вкл. |
3,0/3,2 |
Первый |
500-600 |
44-46 |
40-50 |
60-80 |
|
Последующие |
600-750 |
46-48 |
35-45 |
40-60 |
|||
|
4,0 |
Первый |
600-750 |
44-46 |
45-55 |
60-80 |
||
|
Последующие |
700-850 |
46-48 |
35-45 |
40-60 |
|||
|
Свыше 12,5 |
3,0/3,2 |
Первый |
650-750 |
44-46 |
45-55 |
60-80 |
|
|
Последующие |
500-600 |
46-48 |
40-50 |
40-60 |
|||
|
4,0 |
Первый |
700-850 |
44-46 |
50-60 |
60-80 |
||
|
Последующие |
850-1000 |
46-48 |
45-55 |
50-70 |
|||
|
Облицовочный |
800-900 |
46-48 |
40-50 |
40-60 |
Примечания: 1) Сварочный ток - постоянный, полярность обратная. 2) Вылет электрода диаметром 2,0 и 2,5 мм = 30 - 35 мм, диаметром 3,0 и 3,2 мм = 35 - 40 мм, диаметром 4,0 мм = 40 - 45 мм. 3) Смещение с зенита трубы устанавливается против направления ее вращения. 4) Для сварки термоупрочненных труб запрещается применять проволоку диаметром 4 мм. 5) Угол наклона электрода «вперед» - до 30 град.
Режимы автоматической сварки под флюсом труб диаметром 219 мм и 273 мм с использованием комбинации «плавленый флюс + проволока» представлены в таблице 6.5.2.4.
Таблица 6.5.2.4 - Режимы автоматической сварки под флюсом труб диаметром 219 мм и 273 мм с использованием комбинации «плавленый флюс + проволока»
|
Толщина стенки трубы, мм |
Диаметр электродной проволоки, мм |
Порядковый номер слоя |
Сварочный ток, А |
Напряжение на дуге, В |
Скорость сварки, м/ч |
Смещение электрода с зенита трубы, мм |
|
|
219 |
6-10 |
2,0 |
Первый |
300-350 |
34-36 |
13-15 |
10-15 |
|
Последующие |
320-360 |
36-38 |
13-15 |
10-15 |
|||
|
273 |
6-10 |
2,0 |
Первый |
350-420 |
34-36 |
13-15 |
10-20 |
|
Последующие |
360-430 |
36-38 |
13-15 |
10-15 |
6.5.2.16 Режимы сварки поворотных стыков труб диаметром 1020 - 1220 мм для сталей повышенной прочности (группа 3) с использованием комбинации «агломерированный флюс + проволока» представлены в таблице 6.5.2.5.
6.5.2.17 Число слоев (без учета подварочного слоя), выполненных автоматической сваркой под флюсом, должно соответствовать таблице 6.5.2.
6.5.2.18 При сварке толстостенных труб рекомендуется выполнять заполняющие (второй, третий и т.д.) и облицовочный слои шва параллельными (с перекрытием) проходами (валиками). В этом случае напряжение на дуге снижают на 2 - 4 В (для плавленых флюсов) и на 1 - 2 В (для агломерированных флюсов), а скорость сварки увеличивают не менее чем на 20 % (для плавленых флюсов) и на 15 - 20 % (для агломерированных флюсов).
6.5.2.19 Ширина облицовочного слоя шва, выполненного двумя параллельными проходами (валиками), не должна превышать допустимой ширины однопроходного облицовочного шва в соответствии с таблицей 6.5.2.7
Таблица 6.5.2.5 - Режимы односторонней автоматической сварки с использованием комбинации "агломерированный флюс + проволока"
|
Толщина стенки трубы, мм |
Диаметр электродной проволоки, мм |
Порядковый номер слоя |
Сварочный ток, А |
Напряжение на дуге, В |
Скорость сварки, м/ч |
Смещение электрода с зенита трубы, мм |
|
|
1020-1220 |
От 8 до 12,5 вкл. |
3,0/3,2 |
Первый |
500-550 |
27-30 |
45-50 |
60-80 |
|
Последующие |
550-600 |
30-33 |
35-45 |
50-60 |
|||
|
Облицовочный |
600-650 |
34-36 |
30-35 |
40-60 |
|||
|
4,0 |
Первый |
500-550 |
26-29 |
40-50 |
60-80 |
||
|
Последующие |
600-700 |
30-33 |
35-45 |
50-70 |
|||
|
Облицовочный |
650-750 |
34-37 |
30-35 |
40-65 |
|||
|
1020-1220 |
Свыше 12,5 |
3,0/3,2 |
Первый |
500-550 |
27-29 |
45-50 |
60-80 |
|
Последующие |
550-650 |
30-33 |
35-45 |
50-60 |
|||
|
Облицовочный |
600-650 |
34-36 |
30-35 |
40-60 |
|||
|
4,0 |
Первый |
500-550 |
26-29 |
40-50 |
60-80 |
||
|
Последующие |
650-750 |
30-33 |
35-45 |
50-70 |
|||
|
Облицовочный |
700-750 |
34-37 |
30-35 |
40-65 |
Примечания: 1) Для сварки термически упрочненных труб следует использовать проволоку диаметром 3 мм.
2) Сварочный ток - постоянный, полярность обратная. Источник питания должен быть настроен для сварки на жесткой вольтамперной характеристике. Отклонение напряжения на дуге от номинального значения - не более ± 1 В.
3) Вылет электрода = 30 - 40 мм. Угол наклона электрода "вперед" = 10 - 25 градусов.
4) Смещение с зенита трубы устанавливается против направления ее вращения.
5) Высота слоя флюса при сварке должна быть не менее 25 мм. При его повторном применении следует добавлять к ранее использованному флюсу 25-50 % нового (неиспользованного) флюса.
Таблица 6.5.2.6 - Количество "автоматных" слоев шва при односторонней автоматической сварке под флюсом
|
Толщина стенки трубы, мм |
Минимальное число наружных автоматных слоев шва |
|
До 11,5 |
2 |
|
От 11, 6 до 16,5 |
3 |
|
От 16,6 до 20,5 |
4 |
|
От 20,6 до 24,0 |
5 |
|
От 24,1 до 27,0 |
6 |
Таблица 6.5.1.7 - Требования к ширине облицовочного слоя шва при односторонней сварке под флюсом
|
Ширина облицовочного слоя шва при сварке под флюсом, мм |
||
|
плавленым |
агломерированным |
|
|
от 6,0 до 8,0 |
14 ± 3 |
12 ± 3 |
|
от 8,1 до 12,0 |
20 ± 4 |
19 ± 3 |
|
от 12,1 до 16,0 |
23 ± 4 |
21 ± 3 |
|
от 16,1 до 20,5 |
24 ± 4 |
22 ± 3 |
|
от 20,6 до 27,0 |
26 ± 4 |
24 ± 4 |
6.5.2.20 При значениях сварочного тока более 600 А автоматическую сварку с использованием комбинаций «плавленый флюс + проволока» рекомендуется выполнять на прямой полярности. При этом сварочный ток следует увеличить на 100 А, а скорость сварки установить по верхнему пределу диапазона скоростей, указанному в таблице 6.5.2.3. Все остальные параметры режима сварки, указанные в таблице 6.5.2.3, следует оставить без изменений.
6.5.2.21 Стыки трубных секций диаметром 1020 - 1220 мм разрешается оставлять в конце смены незаконченными в том случае, если не сварен только один облицовочный слой шва, но при этом выполнена подварка изнутри. Перед завершением сварки данных стыков они должны быть подогреты до температуры 50+30 °С. Стыки трубных секций на базах типа БНС (база наружной сварки) оставлять незаконченными не разрешается. При невыполнении указанных требований стыки подлежат вырезке.
6.5.2.22 Запрещается сброс сваренных секций и их соударение, а также их скатывание на мокрый грунт или снег до полного остывания стыка до температуры окружающей среды. При наличии атмосферных осадков сваренный кольцевой стык необходимо укрывать термоизолирующим поясом до полного остывания.
6.5.2.23 Повторное использование флюса в процессе сварки, а также его хранение по окончании смены следует выполнять согласно п. 6.5.1.15 настоящей Инструкции.
6.5.2.24 При разработке операционных технологических карт по односторонней автоматической сварке под флюсом следует руководствоваться положениями типовых карт, приведенных в Приложении 5 к настоящей Инструкции.
6.6 Комбинированная технология сварки: корневой слой шва - полуавтоматическая или автоматическая сварка методом STT, последующие слои - автоматическая сварка порошковой проволокой в среде защитных газов головками системы М220 Мод (М300)
6.6.1 Назначение и область применения
Система М220 Мод (М300) предназначена для односторонней автоматической сварки неповоротных стыков труб в среде защитных газов проволокой сплошного сечения и порошковой проволокой и рекомендуется к применению при реализации в полевых условиях комбинированной технологии сварки труб диаметром 426 - 1220 мм. Рекомендуемая область применения: сварка непротяженных участков линейной части нефтепроводов, участков подводных переходов, стыков захлестов, толстостенных соединений труб с деталями трубопроводов и т.п.
6.6.2 Состав оборудования
6.6.2.1 Система М220 Мод (М300) включает в себя следующие основные единицы оборудования (один комплект):
· 2 сварочных головки (левого и правого исполнения);
· комплект интерфейсов (блоки подключения к источникам питания, соединительные кабели и шланги);
· направляющий пояс для перемещения сварочных автоматов по стыку;
· защитная палатка-укрытие;
· агрегат энергообеспечения на базе колесных или гусеничных тракторов, на шасси которых смонтированы источники сварочного тока, рампы для баллонов с газом и другое необходимое оборудование. Агрегат питания должен быть оборудован гидравлической грузоподъемной стрелой для перемещения и установки на свариваемый стык защитной палатки.
6.6.2.2 Электромеханические функции сварочной головки М220 Мод (М300) обеспечивают возможность настройки и регулирования следующих параметров режима сварки:
· скорости и направления сварки:
· скорости подачи электродной проволоки;
· амплитуды и частоты колебаний электродной проволоки, а также времени задержки электрода в крайних положениях;
· угол наклона электрода.
6.6.3 Технология сварки корневого слоя шва
6.6.3.1 Для выполнения корневого слоя шва могут быть использованы следующие варианты:
· полуавтоматическая сварка проволокой сплошного сечения в среде углекислого газа методом STT (раздел 6.4 настоящей Инструкции);
· автоматическая сварка проволокой сплошного сечения в среде защитных газов методом STT головками М220 Мод (М300);
· допускается применение ручной дуговой сварки электродами с целлюлозным или основным покрытием (раздел 6.2 настоящей Инструкции).
Разделка кромок труб под сварку - стандартная (V-образная или двухскосая в соответствии с рис. 3.1.1). Допускается сварка труб после газовой резки под углом 30±5 град. с последующей обработкой шлифмашинкой. Для сварки корневого слоя шва в данном случае рекомендуется использовать полуавтоматическую сварку методом STT или ручную дуговую сварку.
6.6.3.2 Процесс автоматической сварки корневого слоя шва в среде защитных газов методом STT головками М220 Мод (М300) состоит из следующих основных операций:
· Осмотр кромок и неизолированных участков наружной поверхности труб, исправление или вырезка участков труб с поверхностными дефектами в соответствии с требованиями раздела 6.1 настоящей Инструкции. Расстояние от грунта до нижней образующей трубы, размещенной на лежках, должно быть не менее 450 мм.
· Зачистка до чистого металла на ширину не менее 10 - 15 мм прилегающих к торцам внутренней и наружной поверхности труб. Следует зашлифовать наружное усиление заводского продольного или спирального шва на длине 10 - 15 мм от торца, таким образом, чтобы его высота на торце была в пределах 0,5 - 1,0 мм.
· Установка на торцах труб направляющих поясов с помощью специального шаблона. Направляющие пояса следует устанавливать на торец трубы, обращенный в сторону движения монтажной колонны.
· Предварительный подогрев стыка (в соответствии с требованиями таблицы 6.1.3 настоящей Инструкции). В том случае, если подогрев не требуется, следует произвести просушку торцов труб путем нагрева до +20...50 °С при наличии следов влаги или наледи на кромках. Замер температуры осуществлять не менее чем в 3-х точках по периметру стыка на расстоянии 10 - 15 мм от торцов труб.
· Сборка стыка. Сборка производится без прихваток на внутреннем гидравлическом центраторе. Зазор должен составлять 2,1 - 2,4 мм в верхней части периметра стыка (пространственное положение 0 час. - 1 час. 30 мин.) и 2,4 - 3,0 мм - на остальном периметре стыка. Наружное смещение должно быть распределено по периметру стыка. Величина наружного смещения кромок - не более 2,0 мм.
· Установка сварочных головок, корректировка их положения и проверка настройки параметров режима сварки. Настройка основных параметров режима должна производиться заблаговременно на пульте управления головки М220 Мод (М300) и на источнике Инвертек СТТ-II (Invertec STT-II). В процессе работы выполняется периодический контроль параметров режима и технического состояния сборочно-сварочного оборудования.
· Сварка корневого слоя шва на параметрах режима, представленных в таблице 6.6.3.1. Сварка осуществляется двумя сварочными головками, при этом каждая сваривает один из полупериметров трубы.
· Запиливание начала и окончания сварного шва после сварки первого полупериметра шва шлифкругом толщиной 2,5 - 3,0 мм.
· Тщательная обработка шлифкругом поверхности корневого слоя.
Таблица 6.6.3.1 - Режимы автоматической сварки корневого слоя шва в среде защитных газов методом STT с использованием головок М220 Мод (М300)
|
Величина параметра |
|
|
Направление сварки |
На спуск |
|
Скорость подачи проволоки, м/мин. (дюйм/мин.) |
4,6 (180) |
|
Род тока, полярность |
= (+) |
|
Пиковый ток, А |
400-460 |
|
Базовый ток, А |
50-90 |
|
Скорость изменения заднего фронта импульса (tailout), условн. ед. |
3-5 |
|
Установка параметра горячего старта(?hot start), условн. ед. |
1,5-3 |
|
Вылет электрода, мм |
3-11 |
|
Скорость сварки, м/ч (дюйм/мин.) |
13-23 (9-15) |
|
Частота колебаний электрода, см/сек (дюйм/сек) |
(*) |
|
Амплитуда колебаний электрода, мм |
(*) |
|
Время задержки электрода на кромке, сек |
(*) |
|
Угол наклона электрода (назад), град. |
1-5 |
|
Защитный газ |
75 % Аr + 25 % СО2 |
|
Расход газа, л/мин (куб. фут/час) |
24-28 (50-60) |
Примечания: 1. (*) - при величине зазора = 2,4 - 3,0 мм на участке стыка 0 час. - 1 час. 30 мин. сварку корневого слоя на данном участке следует выполнить с колебаниями электрода: частота колебаний = 7,1 см/сек (2,5 дюйм/мин); время задержки = 0 - 0,7 сек; амплитуда колебаний - регулируется по месту. На других участках шва сварка выполняется без поперечных колебаний электрода. 2. Уточненные параметры режимов сварки труб конкретных типоразмеров должны быть подтверждены результатами аттестации технологии сварки и зафиксированы в операционной технологической карте.
Марка и диаметр проволоки для сварки корневого слоя соответствуют варианту полуавтоматической сварки (см. разделы 4 и 6.4). Защитный газ: смесь 75 % аргона + 25 % углекислого газа. Технические характеристики защитных газов должны соответствовать требованиям таблицы 4.1.5 настоящей Инструкции.
6.6.3.3 Технологический процесс сварки заполняющих и облицовочного слоев шва порошковой проволокой неповоротных стыков труб с применением головок системы М220 Мод (М300) состоит из следующих основных операций:
· Установка сварочных головок, корректировка их положения и проверка настройки параметров режима сварки. Настройка основных параметров режима должна производиться заблаговременно на пульте управления головки М220 Мод (М300) и источника сварочного тока. В процессе работы выполняется периодический контроль параметров режима.
· Сварка первого наружного слоя (горячего прохода) методом «на спуск». Параметры режима представлены в таблицах 6.6.3.2 и 6.6.3.3.
· Сварка на подъем заполняющих и облицовочного слоев шва на параметрах режима, представленных в таблицах 6.6.3.2 и 6.6.3.3.
· В процессе работы производится послойная зачистка от шлака и брызг шлифмашинкой с дисковой щеткой.
6.6.3.4 Автоматическая сварка каждого слоя шва производится двумя сварщиками-операторами, при этом каждый оператор сваривает один из полупериметров трубы (участок 0 - 6 час. - первый сварщик, участок 6 - 12 час. - второй сварщик).
Рекомендуемая схема сварки труб диаметром 720 - 1220 мм:
· Корневой слой и горячий проход - второй оператор начинает сварку после того, как первый оператор сварил участок периметра длиной не менее 1 м.
· Заполняющие и облицовочный слои шва - второй оператор начинает сварку после того, как первый оператор сварил участок периметра длиной не менее 0,5 м.
Рекомендуемая схема сварки труб диаметром 426 - 530 мм:
· Корневой слой и горячий проход - второй оператор начинает сварку после того, как первый оператор завершил сварку своего полупериметра стыка.
· Заполняющие и облицовочный слои шва - второй оператор начинает сварку после того, как первый оператор сварил участок периметра длиной не менее 0,5 м.
Таблица 6.6.3.2 - Параметры режима автоматической сварки системой М220 Мод (М300) заполняющих и облицовочного слоев шва стыков труб с толщиной стенки 12,0 - 12,5 мм
|
Наименование слоя шва |
|||
|
Первый заполняющий (горячий проход) |
Последующий заполняющий |
Облицовочный |
|
|
Направление сварки |
на спуск |
на подъем |
на подъем |
|
Скорость сварки, м/ч (дюйм/мин) |
27 ± 5 (18 ± 4) |
12-18 (8-11) |
9-12 (6-8) |
|
Диаметр проволоки, мм |
1,4 |
1,4 |
1,4 |
|
Скорость подачи проволоки, м/мин. (дюйм/мин) |
5,3 (210) |
6,35 (250) |
5,3 (210) |
|
Вылет электрода, мм |
5-13 |
5-13 |
5-13 |
|
Сила тока, А |
200-230 |
210-250 |
200-230 |
|
Тип и полярность тока |
постоянный; обратная |
постоянный; обратная |
постоянный; обратная |
|
Напряжение на дуге, В |
20,5-22,5 |
21-23 |
20-21 |
|
Защитный газ |
75 % Аr + 25 % СО2 |
75 % Аr + 25 % СО2 |
75 % Аr + 25 % СО2 |
|
Расход защитного газа, л/мин. |
32-42 |
32-42 |
32-42 |
|
Частота колебаний электрода, см/сек (дюйм/сек) |
7,1 (2,8) |
7,6-9,1 (3,0-3,6) |
8,6-9,1 (3,4-3,6) |
|
Амплитуда колебаний электрода, мм |
Устанавливается по ширине разделки в месте сварки |
Устанавливается по ширине разделки в месте сварки |
Устанавливается по ширине разделки в месте сварки |
|
Время задержки электрода на кромках, сек |
0 |
0-1,2 |
0-1,2 |
|
Угол наклона электрода (вперед), град. |
0-6 |
0-6 |
0-6 |
Примечания: 1)* - значения параметров режима установлены при сварке порошковой проволокой FILARC PX701 диаметром 1,4 мм. 2) Параметры режимов сварки труб конкретных типоразмеров должны быть уточнены в процессе аттестации технологии сварки и зафиксированы в операционной технологической карте.
6.6.3.5 Запрещается освобождать жимки центратора до полного завершения сварки корневого слоя шва.
6.6.3.6 Интервал времени между завершением корневого слоя шва и началом автоматической сварки горячего прохода не должен превышать 10 мин.
6.6.3.7 Количество заполняющих слоев определяется толщиной стенки трубы и отражается в технологической карте. Амплитуду колебаний при сварке облицовочного шва выбирают из расчета перекрытия швом разделки по ширине на 1,5 - 2,5 мм в каждую сторону. Усиление шва изнутри должно быть 0 - 3 мм, а снаружи трубы должно находиться в пределах 1 - 3 мм. Геометрические параметры шва должны быть отражены в операционной технологической карте.
Таблица 6.6.3.3 - Параметры режима автоматической сварки системой М220 Мод (М300) заполняющих и облицовочного слоев шва стыков труб с толщиной стенки более 12,5 мм
|
Наименование слоя шва |
|||
|
Первый заполняющий (горячий проход) |
Последующие заполняющие |
Облицовочный* |
|
|
Направление сварки |
на спуск |
на подъем |
на подъем |
|
Скорость сварки, м/ч (дюйм/мин) |
27 ± 5 (18 ± 4) |
9-13 (6-9) |
9-12 (6-8) |
|
Диаметр проволоки, мм |
1,4 |
1,4 |
1,4 |
|
Скорость подачи проволоки, м/мин (дюйм/мин) |
5,3 (210) |
6,35 (250) |
5,3 (210) |
|
Вылет электрода, мм |
5-13 |
5-13 |
5-13 |
|
Сила тока, А |
200-230 |
210-250 |
200-230 |
|
Тип и полярность тока |
постоянный; обратная |
постоянный; обратная |
постоянный; обратная |
|
Напряжение на дуге, В |
20,5-22,5 |
21-23 |
20-21 |
|
Защитный газ |
75 % Аr + 25 % СО2 |
75 % Аr + 25 % СО2 |
75 % Аr + 25 % СО2 |
|
Расход защитного газа, л/мин. |
32-42 |
32-42 |
32-42 |
|
Частота колебаний электрода, см/сек (дюйм/сек) |
7,1 (2,8) |
7,6-9,1 (3,0-3,6) |
8,6-9,1 (3,4-3,6) |
|
Амплитуда колебаний электрода, мм |
Устанавливается по ширине разделки в месте сварки |
Устанавливается по ширине разделки в месте сварки |
Устанавливается по ширине разделки в месте сварки |
|
Время задержки электрода на кромках, сек |
0 |
0-1,2 |
0-1,2 |
|
Угол наклона электрода (вперед), град. |
0-6 |
0-6 |
0-6 |
Примечание: 1) * - значения параметров режима установлены при сварке порошковой проволокой FILARC PX701 диаметром 1,4 мм. 2) Сварка заполняющих и облицовочного слоев выполняется в 2 прохода, если раскрытие кромок в месте сварки составляет 18 мм и более. 3) Уточненные параметры режимов сварки труб конкретных типоразмеров должны быть подтверждены результатами аттестации технологии сварки и зафиксированы в операционной технологической карте.
6.6.3.8 Межслойная температура должна находиться в пределах 50...250 °С. В случае снижения межслойной температуры ниже +50 °С следует осуществить сопутствующий подогрев до +50...80 °С.
6.6.3.9 В процессе сварки заполняющих слоев шва участки замков при необходимости зашлифовываются. Замки смежных слоев шва должны быть размещены на расстояние не менее 100 мм. После сварки каждого слоя должна быть проведена зачистка его поверхности от шлака и брызг металлическими щетками или абразивными кругами.
6.6.3.10 Для обеспечения защиты зоны сварки от осадков и во избежание задувания ветром потока защитного газа автоматическая сварка должна производиться в укрытии (специальных герметичных палатках).
6.6.3.11 В случае атмосферных осадков сваренный стык следует укрывать термоизолирующим поясом до полного остывания стыка.
6.6.3.12 Ремонт стыков, сваренных с использованием системы М220 Мод (М300), следует осуществлять электродами с основным видом покрытия в соответствии с требованиями раздела 7.4 настоящей Инструкции.
6.7 Технология автоматической сварки в среде защитных газов комплексом оборудования фирмы «CRC - Evans AW»
6.7.1 Область применения и особенности технологии
Система автоматической сварки «CRC-Evans AW» предназначена для двухсторонней сварки неповоротных стыков труб диам. 630 - 1420 мм. В ней реализован процесс сварки тонкой электродной проволокой сплошного сечения в среде защитных газов. Конструкция и состав оборудования обеспечивают комплексное решение автоматизации сварки неповоротных стыков линейной части магистральных нефтепроводов, основанное на следующих технологических подходах:
· повышение производительности сварки за счет уменьшения объема расплавленного металла при использовании специальной узкой разделки и сборки ? зазора кромок в сочетании с повышенным коэффициентом наплавки при сварке тонкой электродной проволокой;
· использование быстродействующего пневматического центратора и сокращение времени сборки стыка, т.к. нет необходимости устанавливать зазор;
· сокращение времени сварки корня шва за счет применения многоголовочного сварочного автомата;
· обеспечение высокого темпа производства работ на трассе магистрального нефтепровода за счет высокой скорости сварки и совмещения сварки корневого шва и первого наружного шва (горячего прохода);
· компенсация неточностей сборки, обеспечение гарантируемого качества корневого слоя и всего шва в целом за счет применения процесса двухсторонней сварки.
6.7.2 Состав оборудования
Комплекс "CRC-Evans AW" состоит из следующих основных единиц оборудования:
· станков для обработки кромок труб под специальную разделку;
· индукционной установки (или кольцевого подогревателя) для предварительного подогрева концов труб;
· установки внутренней сварки, представляющей собой самоходный внутренний пневматический центратор с многоголовочным сварочным автоматом встроенным между рядами жимков для сварки изнутри трубы;
· агрегата энергообеспечения установки внутренней сварки с компрессором для пневматического центратора;
· автоматов (сварочных головок) наружной сварки с направляющими поясами;
· агрегатов энергообеспечения постов наружной сварки с защитными палатками;
· передвижной мастерской для наладки и ремонта оборудования и хранения запасных частей;
· вспомогательного оборудования.
6.7.3 Состав основных технологических операций.
6.7.3.1 Раскладка труб
Трубы или трубные секции укладывают на бровке траншеи на инвентарных лежках под углом к оси траншеи таким образом, чтобы к торцам труб был свободный доступ. Расстояние от грунта до нижней образующей трубы должно быть не менее 450 мм. В процессе раскладки необходимо провести осмотр труб, исправить или вырезать участки труб с поверхностными дефектами в соответствии с требованиями раздела 6.1 настоящей Инструкции.
6.7.3.2 Подготовка и обработка торцов труб.
Обработку концов труб производят кромкострогальными станками. Для соединения труб с одинаковой толщиной стенки обработка должна быть произведена в соответствии со схемой, приведенной на рис. 6.7.3.1 (а). В случае соединения разнотолщинных труб разделку более толстостенной трубы следует производить в соответствии со схемой, приведенной на рис. 6.7.3.1 (б). При этом соотношение номинальных толщин труб S2/S1 должно быть не более 1,5.
Прилегающие к торцам внутренняя и наружная поверхности труб должны быть зачищены до чистого металла на ширину не менее 10 мм. После механической обработки кромок следует зашлифовать наружное усиление заводского продольного или спирального шва на длине 10 - 15 мм от торца, таким образом, чтобы его высота на торце была в пределах 0,5 - 1,0 мм.
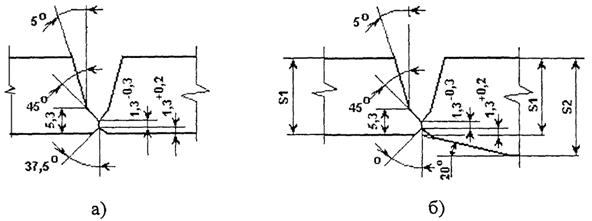
Рис. 6.7.3.1. Разделка кромок труб для двухсторонней автоматической сварки в защитных газах на оборудовании CRC-Evans AW:
а) для труб с одинаковой толщиной стенки;
б) для разнотолщинных труб.
Перед обработкой торца после газовой резки следует зашлифовать "заподлицо" с внутренней поверхностью трубы внутреннее усиление продольного или спирального шва на длину не менее 50 мм от торца.
6.7.3.3. Установка на торцах труб направляющих поясов для наружных ?.
Установку направляющих поясов производят с помощью специального шаблона. Направляющие пояса следует устанавливать на торец трубы, обращенный в сторону движения монтажной колонны.
6.7.3.4. Предварительный подогрев концов труб
Установить кольцевой индукционный нагреватель или внутреннюю кольцевую пропановую горелку на стык и произвести подогрев стыка. Температуру подогрева следует устанавливать в соответствии с таблицей ... настоящей Инструкции (по аналогии с требованиями для сварки электродами с основным покрытием). В том случае если требуется подогрев до 100 °С, то после его выполнения допускается небольшое снижение температуры стыка в процессе сборки. При этом температура стыка на момент начала сварки внутреннего корневого шва должна быть не менее ? °С.
В том случае, если предварительный подогрев не требуется, то при наличии влаги или наледи на кромках стыка следует провести его сушку путем нагрева внутренней кольцевой пропановой горелкой до температуры +50 °С. Допускается использование для этих целей однопламенной горелки.
6.7.3.5. Сборка стыка
Сборку стыка производят с помощью специального внутреннего пневматического центратора со встроенным многоголовочным сварочным автоматом. Центратор следует установить на стык, отрегулировать положение сварочных головок относительно плоскости стыка и настроить параметры режима сварки. Стык следует собирать без зазора. Допускаются локальные зазоры не более 0,5 мм на отдельных участках периметра длиной не более 100 мм. Максимально допустимое смещение кромок в собранном стыке - 2 мм.
6.7.3.6 Сварка стыка.
6.7.3.6.1 Последовательность выполнения слоев шва должна соответствовать схеме, представленной на рис. 6.7.3.2. Ориентировочные режимы автоматической сварки приведены в таблице 6.7.3.1.
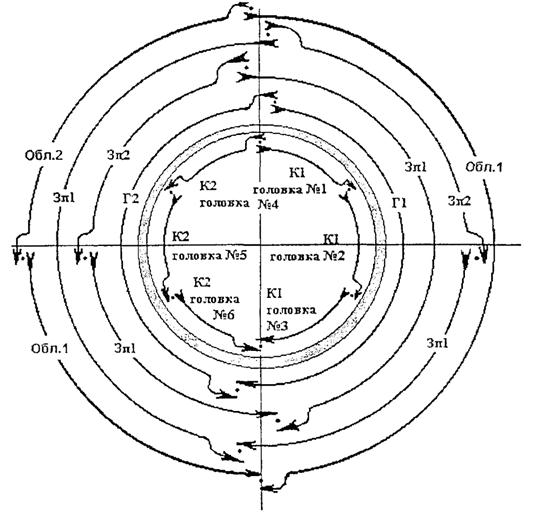
Рис. 6.7.3.2. Схема двухсторонней автоматической сварки в среде защитных газов кольцевого стыка труб:
К - корневой слой, Г - "горячий проход", Зп - заполняющий слой, Обл. - облицовочный слой (цифра после обозначения слоя указывает на очередность сварки данного участка в пределах слоя); ® - указывает направление сварки.
6.7.3.6.2 Сварку корневого шва выполняют изнутри трубы многоголовочным автоматом: сначала несколькими головками, работающими на правом полупериметре трубы, затем аналогичным количеством сварочных головок на левом полупериметре трубы. Количество головок внутритрубного автомата = 4 шт., 6 шт. или 8 шт. (в зависимости от диаметра трубы). Освобождение жимков центратора и его дение допускается производить после окончания сварки корневого слоя на всем периметре стыков с толщиной стенки до 15,7 мм включительно, и после завершения сварки корневого слоя и горячего прохода (первого наружного слоя шва на всем периметре стыков с толщиной стенки более 15,7 мм.
Таблица 6.7.3.1 - Рекомендуемые значения режимов двухсторонней автоматической сварки в среде защитных газов (основной процесс)
|
Порядок наложения слоев |
|||||
|
Корневой |
Горячий проход |
Заполняющие |
Последний заполняющий |
Облицовочный |
|
|
Направление сварки |
На спуск |
На спуск |
На спуск |
На спуск |
На спуск |
|
Диаметр проволоки, мм |
0,9 |
0,9 |
0,9 |
0,9 |
0,9 |
|
Скорость подачи проволоки, см/мин. |
965 ± 25 % |
1270 ± 25 % |
1295 ± 25 % |
1295 ± 25 % |
* 10671 ± 25 % ** 1397 ± 25 % |
|
Тип тока, полярность |
=; (+) |
=; (+) |
=; (+) |
=; (+) |
=; (+) |
|
Сила тока, А |
170-210 |
220-270 |
200-250 |
210-250 |
170-270 |
|
Напряжение на дуге, В |
19,0-22,0 |
23-26 |
22-25 |
23-25 |
18,0-22,5 |
|
Вылет электрода, мм |
9,0 |
9,5 |
13,0 |
13,0 |
9,5 |
|
Скорость сварки, см/мин. |
76 ± 5 % |
127 ± 10 % |
* 38 ± 25 % ** 51 ± 25 % |
* 38 ± 25 % ** ** 46 ± 25 % |
* 33 ± 25 % ** 46 ± 25 % |
|
Защитный газ, % |
75 Аr/25 СО2 |
100 СО2 |
100 СО2 |
100 СО2 |
75 Аr/25 СО2 |
|
Расход газа, л/мин. |
33-52 |
33-52 |
33-52 |
33-52 |
33-52 |
|
Угол наклона электрода (?), град. |
0-7 |
0-7 |
0-7 |
0-7 |
0-7 |
|
Частота колебаний электрода, мин.-1 |
- |
- |
140-190 |
140-190 |
* 110-120 ** 130-160 |
|
Амплитуда колебаний, мм |
- |
- |
регулируется по ширине разделки |
||
|
Параметры для пространственного положения 10.00 - 2.00 час. и 4.30 - 7.30 час. Параметры для пространственного положения 2.00 - 4.30 час. и 7.30 - 10.00 час. |
|||||
Примечания: 1. Уточненные параметры режимов сварки труб конкретных типоразмеров должны быть подтверждены результатами аттестации технологии сварки и задействованы в операционной технологической карте.
6.7.3.6.3 Сварку горячего прохода производят двумя наружными сварочными головками (автоматами), передвигающимися по установленному ранее направляющему поясу. Каждый наружный автомат сваривает половину стыка. Интервал времени между окончанием сварки корневого слоя и началом сварки горячего прохода должен составлять не более 10 мин. - для труб с толщиной стенки до 15,7 мм включительно и не более 5 мин. - для труб с толщиной стенки более 15,7 мм. В случае превышения указанного интервала времени следует осуществить подогрев стыка до температуры 50...80 °С и поддерживать эту температуру до начала сварки горячего прохода. Замер температуры производится не менее чем в трех точках по периметру трубы на расстоянии 10...15 мм от шва.
6.7.3.6.4 Сварку горячего прохода стыков труб с толщиной стенки более 15,7 мм следует выполнять одновременно со сваркой корневого слоя шва, при этом сварку рекомендуется начинать после того, как корневой слой будет сварен на длине 200 - 250 мм соответствующего полупериметра трубы.
6.7.3.6.5 После завершения сварки корневого слоя (или корневого слоя с горячим проходом) следует освободить жимки центратора и с помощью механизма самохода сдвинуть центратор внутрь трубопровода. Следует осмотреть внутренний корневой шов и, в случае необходимости, произвести выборку с помощью шлифмашинки и полуавтоматическую сварку в защитных газах (вспомогательный процесс) участков шва с наружными дефектами. Длина участка, обработанного шлифмашинкой, должна превышать длину дефекта не менее чем на 30 мм в каждую сторону по оси сварного шва. Ориентировочные режимы сварки приведены в таблице 6.7.3.2. Усиление корневого слоя шва на участках замков, в случае превышения допустимой величины, рекомендуется обрабатывать шлифкругом до величины, регламентируемой настоящей Инструкцией. Для этих целей следует использовать малогабаритные шлифмашинки с рабочим напряжением не более 36 В.
Таблица 6.7.3.2 - Рекомендуемые режимы полуавтоматической сварки в среде защитных газов (вспомогательный процесс)
|
Направление сварки |
Вылет электрода, мм |
Скорость подачи проволоки, см/мин. |
Скорость сварки, см/мин. |
Защитный газ |
Расход газа, л/мин |
Род тока, полярность |
Сварочный ток, А |
Напряжение на дуге, В |
|
|
0,9 |
на спуск |
9,0 |
889 |
36-51 |
75 % Аr + 25 % СО2 |
33-59 |
=; (+) |
150-190 |
19,0-20,5 |
Примечания: 1. Уточненные параметры режимов вспомогательного сварочного процесса должны быть подтверждены результатами аттестации технологии сварки труб конкретных типоразмеров и зафиксированы в операционной технологической карте.
6.7.3.6.6 В случае непредвиденного отказа в работе одной или нескольких внутренних сварочных головок и образования в связи с этим не сваренных участков корневого слоя шва рекомендуется следующий порядок действий:
· повторное включение отказавших головок для сварки пропущенных участков;
· в случае повторения отказа производится установка наружных сварочных головок ? автоматическая сварка первого наружного слоя (горячего прохода) на тех участках периметра трубы, где внутренний корневой слой был сварен;
· освобождение жимков центратора и перемещение его внутрь трубопровода;
· осмотр корневого слоя шва и полуавтоматическая сварка в защитных газах (вспомогательный процесс) пропущенных участков на указанных в таблице 6.7.3.2 параметрах режима;
· завершение сварки горячего прохода наружными головками.
Несваренные из-за отказа сварочных головок участки корневого слоя шва должны быть отделены друг от друга сваренными участками. Общая протяженность несваренных участков - не более 50 % периметра стыка.
Вышеуказанные операции по исправлению дефектов процесса следует рассматривать как составную часть технологического процесса при использовании оборудования «CRC-Evans AW» и предусматривать при составлении технологических карт на автоматическую сварку в среде защитных газов. В качестве вспомогательного сварочного процесса может быть также использована ручная дуговая сварка электродами с основным покрытием при условии аттестации подобной технологии. Выбор электродов (по аналогии со сваркой подварочного слоя шва) производится в соответствии с требованиями раздела 4 (таблица 4.1.2) настоящей Инструкции
6.7.3.6.7 Сварку заполняющих и облицовочного слоев шва выполняют «на спуск» с поперечными колебаниями электродной проволоки одновременно двумя наружными сварочными головками, при этом каждый автомат сваривает половину стыка. Количество заполняющих слоев определяется толщиной стенки трубы и отражается в технологической карте. Интервал времени между окончанием сварки горячего прохода и началом сварки первого заполняющего слоя - не более 20 мин. В случае повышения указанного интервала времени осуществить подогрев стыка до температуры 50 °С. Амплитуду колебаний при сварке облицовочного шва выбирают из расчета перекрытия швом разделки по ширине на 1,0 - 2,0 мм в каждую сторону. Усиление шва изнутри и снаружи трубы должно находиться в пределах 1 - 3 мм. Геометрические параметры шва должны быть отражены в операционной технологической карте.
6.7.3.6.8 В процессе сварки наружных слоев следует корректировать вылет электродной проволоки и ее положение относительно оси стыка. Сварку заполняющих и облицовочного слоев рекомендуется выполнять с дополнительным регулированием скорости сварки в пределах ± 25 % от номинальной для предотвращения стекания металла сварочной ванны на вертикальных участках, регулирования степени заполнения разделки, а также формы и размеров облицовочного слоя в разных пространственных положениях. В процессе сварки наружных слоев шва участки замков следует зашлифовывать. Замки смежных слоев шва должны быть смещены на расстояние не менее 100 мм. Межслойная температура в процессе сварки должна находиться в пределах 50 - 250 °С.
6.7.3.6.9 Для обеспечения защиты зоны сварки от осадков и во избежание сдувания ветром потока защитного газа сварка наружных слоев шва должна производиться в укрытии (специальных палатках).
6.7.3.6.10 После сварки каждого слоя должна быть проведена зачистка его поверхности от шлака и брызг металлическими щетками или абразивными кругами.
6.7.3.6.11 После завершения сварки следует осуществить визуальный контроль облицовочного слоя. Выявленные наружные дефекты сварного шва (поры, подрезы и др.) следует удалить путем обработки шлифмашинкой и выполнить сварку до проведения радиографического контроля стыка. При наличии чрезмерного усиления облицовочного слоя шва его следует сошлифовать до величины, регламентируемой операционной технологической картой. Эти операции следует рассматривать как составную часть технологического процесса работы оборудования CRC-Evans AW и предусматривать при составлении операционных технологических карт.
6.7.3.6.12 Стыки труб с толщиной стенки до 10 мм включительно, собранные в течение одной смены, должны быть сварены полностью. Допускается оставлять незаконченными стыки с большей толщиной стенки при условии, что разделка заполнена не менее чем на 2/3 нормативной толщины стенки труб. При этом стык должен быть накрыт теплоизоляционным поясом шириной не менее 300 мм. Перед началом сварки недостающих слоев следует выполнить предварительный подогрев до температуры 50+30 °С.
6.7.4 Технологический вариант односторонней сварки труб диаметром 426 - 1220 мм с использованием головок П-200.
Сборка выполняется на внутреннем центраторе без зазора. Марка проволоки и защитный газ соответствуют варианту двухсторонней сварки. Сварка корневого слоя шва производится методом STT снаружи трубы в специальную U-образную разделку, предварительно подготовленную путем обработки кромкострогальным станком.
Сварка заполняющих и облицовочного слоев шва выполняется согласно требованиям настоящего раздела. Сварка по данному технологическому варианту следует осуществлять на основании операционной технологической карты, разработанной для труб конкретного типоразмера и уточненной по результатам аттестации технологии.
6.8 Автоматическая сварка в среде защитных газов комплексом CWS.02 фирмы «Pipe Welding Technology»
6.8.1 Назначение и особенности технологии
Оборудование PWT CWS.02 фирмы «Pipe Welding Technology» предназначено для односторонней автоматической сварки в защитных газах сплошной или порошковой электродной проволокой неповоротных стыков труб диаметром ?26 - 1220 мм.
Оборудование оснащено компьютерной системой управления, позволяющей программировать режимы сварки для разных пространственных положений, параметров и толщин стенок свариваемых труб и управлять работой сварочных головок.
Сварку корневого слоя производят на медной технологической подкладке, установленной между рядами жимков внутреннего центратора, входящего в состав оборудования.
6.8.2 Состав оборудования.
В состав оборудования для сварки неповоротных стыков труб с использованием системы автоматической сварки CWS.02 входят:
· станок (станки) для обработки торцов труб под специальную разделку кромок;
· самоходный внутренний центратор с медным подкладным кольцом, встроенным между рядами жимков;
· система автоматической сварки CWS.02, состоящая из следующих модулей:
- сварочных головок;
- микропроцессорного блока управления сварочными головками;
- регуляторов сварочного тока;
- блока питания электронных устройств;
- блока смешивания защитных сварочных газов с расходомерами;
- системы кондиционирования электронных устройств блока управления;
- программирующего модуля на базе специализированного IBM-совместимого компьютера для программирования параметров режимов сварки шва и записи программ на специальные носители - картриджи, устанавливаемые в блоки микропроцессоров каждого из агрегатов питания. Микропроцессор через блок управления сварочной головки обеспечивает возможность автоматического регулирования, в зависимости от пространственного положения и порядкового слоя шва скорости сварки, скорости подачи электродной проволоки, напряжения на дуге, амплитуды и частоты колебаний электродной проволоки, времени задержки электрода в крайних положениях, состава и расхода защитного газа.
В состав CWS.02 входят также наборы газовых редукторов, коммуникаций высокого давления, а также кабелей управления, газовых шлангов и приспособлений для монтажа оборудования на агрегатах питания.
· направляющие пояса для перемещения сварочных автоматов;
· агрегаты энергообеспечения постов автоматической сварки, выполненные на базе колесных или гусеничных тракторов, на шасси которых смонтированы модули, входящие в состав CWS.02, двухпостовые сварочные дизель-генераторы, газовые рампы для баллонов с углекислым газом и аргоном, а также другое необходимое оборудование. Агрегаты питания снабжены гидрофицированными грузоподъемными стрелами для перемещения и установки на свариваемый стык сварочных головок и защитных палаток;
· вспомогательное оборудование (устройства для подогрева стыков и др.).
6.8.3 Состав и содержание основных технологических операций
Перед началом сварки разработанная для конкретного объекта технология вносится в компьютер, входящий в состав комплекса оборудования, записывается на носители специальной конструкции, которые устанавливаются в блоки управления процессом сварки, смонтированные на агрегатах питания.
Технологический процесс сварки неповоротных стыков труб с применением оборудования CWS.02 включает следующие основные операции:
· раскладку труб на бровке траншеи;
· обработку на торцах труб специальной разделки кромок кромкострогальными станками и зачистку участков поверхности труб прилегающих к торцам;
· установку на торце каждой трубы направляющих поясов для сварочных автоматов;
· просушку или предварительный подогрев концов труб;
· сборку стыка.
· автоматическую сварку стыка.
6.8.3.1 Раскладка труб на бровке траншей.
6.8.3.1.1 Трубы или трубные секции укладывают на инвентарных лежках под углом 15 - 20 градусов к оси траншеи таким образом, чтобы обеспечивалась возможность обработки торцов кромкострогальными станками. Для этого высота инвентарных лежек должна обеспечивать расстояние между грунтом и нижней образующей поверхности трубы не менее 450 мм.
6.8.3.1.2 В процессе раскладки необходимо провести осмотр труб, исправить или вырезать участки труб с поверхностными дефектами в соответствии с требованиями раздела 6.1 настоящей Инструкции.
6.8.3.2 Обработка на торцах труб специальной разделки кромок.
6.8.3.2.1 Обработку торцов труб следует производить специальными кромкострогальными станками, входящими в состав оборудования.
6.8.3.2.2 Если обработка торца осуществляется после газовой резки, следует зашлифовать «заподлицо» с внутренней поверхностью трубы внутреннее усиление заводского шва на длину не менее 100 мм от торца. При зашлифовке продольных швов толщина стенки не должна быть выведена за пределы минусового допуска.
6.8.3.2.3 После обработки кромок следует зачистить с помощью шлифмашинки до чистого металла участок внутренней поверхности трубы, прилегающей к торцу, на расстоянии 5 мм от торца по всему периметру.
6.8.3.2.4 После обработки следует зашлифовать наружное усиление заводского продольного или спирального шва на длине от торца 10 мм таким образом, чтобы его величина на торце была в пределах 0,5 - 1,0 мм.
6.8.3.2.5 Схема разделки кромок под автоматическую сварку неповоротных стыков труб приведена на рис. 6.8.4.1.
6.8.4.3 Установка на трубах направляющих поясов для сварочных автоматов.
Установку поясов производят с помощью шаблонов, задающих одинаковое расстояние поясов от торца трубы. Пояс устанавливается на торец трубы, обращенный в сторону движения сварочно-монтажной колонны.
6.8.4.4 Предварительный подогрев (просушка) концов труб.
6.8.4.4.1 Предварительный подогрев (просушку) концов труб следует производить наружными или внутренними кольцевыми газовыми подогревателями. Допускается также применение специализированных установок для индукционного нагрева торцов.
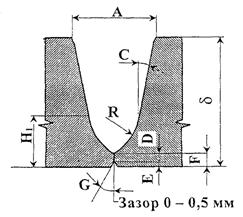
|
Обозначение параметра и размерность |
Величина параметра |
|
С, град |
10-2 |
|
D, мм |
1,0 ± 0,2 |
|
Е, мм |
1,0 ± 0,2 |
|
F, мм |
2,0 ± 0,2 |
|
G, град |
25 ± 1 |
|
R, мм |
6,0+2 |
|
Н1, мм |
7,0 |
Неуказанные предельные отклонения размеров ± 0,3 мм.
Рис. 6.8.4.1. Схема и размеры разделки кромок
6.8.4.4.2 Температура стыка в момент начала сварки должна быть не менее температуры предварительного подогрева или 50 °С в случае просушки.
6.8.4.4.3 Контроль температуры подогрева следует производить на расстоянии 10 - 15 мм от торца трубы не менее чем в трех точках, равномерно расположенных по периметру.
6.8.4.5 Сборка стыка.
6.8.4.5.1 Сборку стыка следует производить на специальном внутреннем пневматическом центраторе, входящем в состав комплекса оборудования. Центратор устанавливают таким образом, чтобы медная технологическая подкладка находилась в плоскости стыка.
6.8.4.5.2 Перед началом работ следует произвести с помощью газовой горелки просушку медного подкладного кольца путем нагрева его секторов до температуры 20 - 50 °С.
6.8.4.5.3 Стык следует собирать без зазора. Допускаются локальные зазоры не более 1,0 мм. В случае, если при сборке не удается закрыть зазор в стыке, то рекомендуется собрать стык таким образом, чтобы локальные зазоры, величиной не более 1,0 мм, располагались в верхней части стыка (участок 9 часов - 12 часов - 3 часа при кодировке пространственного положения по часовому циферблату).
6.8.4.5.4 Распределенное смещение кромок в собранном стыке рекомендуется допускать не более 2 мм. Если распределенное смещение кромок выше 2 мм и качество сборки не может быть улучшено поворотом стыкуемой трубы вокруг горизонтальной оси, то следует заменить трубу, подаваемую на сборку. Допускаются локальные смещения кромок не более 3 мм при их суммарной ? £ 1/12 периметра трубы.
6.8.4.5.5 После сборки стыка следует простучать его по всему периметру кувалдой с ударной частью из цветного металла для более плотного прилегания зазоров медного подкладного кольца к внутренней поверхности трубы. Зазоры между элементами медного подкладного кольца и внутренней поверхностью трубы не должны превышать 0,5 мм.
6.8.4.5.6 Монтаж трубопровода следует проводить на инвентарных деревянных лежках. Для удобства работы операторов-сварщиков величина просвета между ?й образующей поверхности трубы должна составлять не менее 0,5 м.
6.8.4.6 Сварка стыка.
6.8.4.6.1 Сварку всех слоев шва производят «на спуск». На стыке при сварке каждого слоя работают два автомата. Каждый автомат производит сварку одного упериметров трубы относительно вертикальной оси. Типовая схема сварки и последовательность сварки отдельных участков приведена на рис. 6.8.4.2.
6.8.4.6.2 Параметры режима сварки каждого слоя предварительно запрограммированы и записаны на картриджах специальной конструкции, вставленных в блоки управления каждого агрегата питания. Перед началом сварки конкретного слоя сварщик-оператор с помощью переключателя, установленного на сварочной головке, задает порядковый номер свариваемого стыка.
6.8.4.6.3 В процессе сварки стыка сварщик имеет возможность с пульта дистанционного управления корректировать положение электродной проволоки поперек стыка, вылет, и в узких пределах амплитуду колебаний электродной проволоки и напряжение на дуге.
тность регулирования положения электродной проволоки поперек стыка, и амплитуды колебаний - 0,5 мм, напряжения на дуге - 0,2 В.
6.8.4.6.4 Сварку корневого слоя выполняют снаружи трубы. Формирование сварного шва происходит на медной технологической подкладке, установленной на раторе.
6.8.4.6.5 Сварку корневого шва на участках с зазорами следует производить при увеличенном (до 15 мм) вылете электродной проволоки. При этом сварку корневого слоя следует производить в следующей последовательности:
· произвести сварку участков стыка, собранных без зазора;
· произвести сварку участков стыка с зазорами.
Рис. 6.8.4.2. Схема сварки и последовательность сварки отдельных участков шва
Принятые обозначения:
К1, К2 - участки корневого слоя на левом и правом полупериметрах трубы.
Зп 1.1 - заполняющие слои. Первая цифра обозначает номер слоя, вторая - последовательность сварки в пределах слоя.
Обл. 1 - облицовочный слой. Цифра обозначает - последовательность сварки в пределах слоя
6.8.4.6.7 Если стык собран с локальными смещениями, величина которых превышает 3,0 мм, то после окончания сварки корневого слоя следует сдвинуть центратор внутрь трубопровода, осмотреть корневой шов изнутри трубы и, в случае необходимости, произвести ручную подварку участков корневого шва с поверхностными дефектами.
6.8.4.6.8 Для труб стандартной длины (до 12 м) Æ 1220 мм с толщиной стенки более 18,7 мм, - Æ 1020 мм с толщиной стенки более 15,7 мм, - Æ 720 мм с толщиной стенки более 14,0, - Æ 530 мм с толщиной более 10 мм операции по п. 6.8.4.6.6. следует производить после окончания сварки 1-го заполняющего слоя.
6.8.4.6.9 При использовании длинномерных труб или трубных секций регламентации по п.п. 6.8.4.6.6 и 6.8.4.6.8 устанавливаются применительно к конкретным объектам строительства и уточняются в процессе аттестации технологии сварки.
6.8.4.6.10 Интервал времени между окончанием сварки корневого шва и началом сварки 1-го заполняющего шва не должен превышать 10 мин.
6.8.4.6.11 Сварку заполняющих и облицовочного слоев шва выполняют «на спуск» с поперечными колебаниями электродной проволоки одновременно двумя сварочными автоматами, при этом каждый автомат сваривает половину стыка. Межслойная температура в процессе сварки должна быть не менее 50 °С. В случае снижения межслойной температуры ниже +50 °С следует остановить процесс сварки, подогреть стык до температуры предварительного подогрева и после этого продолжить сварку.
6.8.4.6.12 Для защиты от осадков и во избежание сдувания ветром потока защитного газа сварку стыка следует выполнять в укрытиях (защитных палатках).
6.8.4.6.13 В процессе сварки всех слоев шва участки замков следует зашлифовывать для предотвращения образования дефектов типа непроваров и удаления кратерных трещин.
6.8.4.6.14 Замки смежных слоев шва должны быть смещены на расстояние не менее 100 мм. Замок облицовочного слоя следует располагать как можно ближе к участку 6 часов (при кодировке пространственного положения по часовому циферблату).
6.8.4.6.15 Амплитуду колебаний при сварке облицовочного шва назначают из расчета перекрытия швом разделки по ширине не менее чем на 1,5 ¸ 2,5 мм в каждую сторону.
6.8.4.6.16 Допускается сварку облицовочного слоя выполнять за 2 прохода.
6.8.4.6.17 Схема сварного шва приведена на рис. 6.8.4.3.
6.8.4.6.18 В случае необходимости следует производить зачистку поверхности слоев металлическими щетками или абразивными кругами от шлака и брызг.
6.8.4.6.19 После завершения сварки следует провести визуальную оценку качества облицовочного слоя. Обнаруженные недопустимые внешние дефекты сварного шва (участки с порами, подрезами свыше 0,5 мм, наплывы металла шва на участках замков и др.) следует вышлифовать и устранить сваркой до неразрушающего контроля.
6.8.4.6.20 Усредненные режимы сварки неповоротных стыков труб диаметром 1020 ¸- 1220 с толщинами стенок 10 ¸ 14 мм приведены в таблице 6.8.4.1. Режимы сварки изменяются через каждые 15 градусов при отсчете положения головки от зенита стыка труб в угловых координатах.
6.8.4.6.21 Ремонт сварных соединений по результатам радиографического контроля следует выполнять ручной дуговой сваркой в соответствии с разделом 7.4 настоящей Инструкции.
6.8.4.6.22 Сварку по данному технологическому варианту следует осуществлять на основании операционной технологической карты, разработанной для труб конкретного типоразмера и уточненной по результатам аттестации технологии.
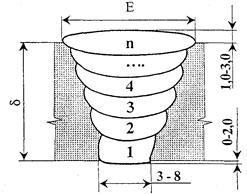
Рис. 6.8.4.3. Схема сварного шва выполненного автоматической сваркой на оборудовании CWS.02
Таблица 6.8.4.1 - Режимы сварки стыков диаметром 1020 ¸ 1220 мм
|
Режимы сварки |
||||||
|
Наименование слоя |
||||||
|
Корневой |
1-й заполняющий |
2-й заполняющий |
3-й заполняющий |
4-й заполняющий |
Облицовочный |
|
|
Направление сварки |
На спуск |
На спуск |
На спуск |
На спуск |
На спуск |
На спуск |
|
Скорость сварки, м/ч |
34,8-51,6 |
27,0-30,0 |
21,0-23,4 |
20,4-22,8 |
19,2-22,8 |
6,6-13,8 |
|
Диаметр проволоки, мм |
1,0 |
1,0 |
1,0 |
1,0 |
1,0 |
1,0 |
|
Скорость подачи электродной проволоки, м/мин |
11-11,6 |
9,4-11,0 |
9,5-10,3 |
9,5-10,3 |
7,1-8,0 |
3,0-6,2 |
|
Вылет электрода, мм |
8-12 |
10-14 |
10-14 |
10-14 |
10-14 |
8-12 |
|
Защитный газ Аr/СО2* |
0/100 |
0/100 |
40/60 |
40/60 |
40/60 |
60/40 |
|
Расход газа, л/мин. |
25-28 |
25-28 |
25-28 |
25-28 |
25-28 |
25-28 |
|
Сила тока, А |
240-290 |
220-270 |
200-245 |
200-245 |
200-245 |
119-170 |
|
Напряжение на дуге, В |
22,2-23,8 |
21,8-22,4 |
20,6-21,0 |
20,6-21,2 |
19,0-20,0 |
15,8-18,8 |
|
Скорость колебаний электрода, см/мин. |
176-200 |
260-270 |
250-270 |
250-270 |
220-254 |
90-180 |
|
Амплитуда колебаний электрода, мм |
0,5-1,5 |
4,0-4,5 |
5,0-5,5 |
6,0-6,5 |
7,0-7,5 |
9,0-9,5 |
|
Задержка электрода в крайних положениях, с |
0,00-0,32 |
0,24-0,32 |
0,20-0,24 |
0,20-0,26 |
0,20-0,32 |
0,00-0,38 |
|
Угол наклона электрода, градус |
± 5 |
± 5 |
± 5 |
± 5 |
± 5 |
± 5 |
Примечания: * - допускаются отклонения процентного содержания компонентов в газовой смеси в пределах ± 10 % от указанного в таблице.
7 СПЕЦИАЛЬНЫЕ СВАРОЧНЫЕ РАБОТЫ
7.1 Сварка захлестов
7.1.1 Сварка захлесточных стыков при ликвидации технологических разрывов может производиться по трем схемам, которые определяются взаимным расположением соединяемых участков трубопровода (плетей) и возможностью их монтажного перемещения:
· Схема А - оба конца стыкуемых участков трубопровода (плетей) свободны (не засыпаны грунтом) и имеют свободу перемещений в вертикальной и горизонтальной плоскостях.
· Схема Б - конец одного из стыкуемых участков трубопровода имеет свободу перемещений в вертикальной и горизонтальной плоскостях, а второй защемлен (например, подходит к крановому узлу, соединен с патрубком запорной арматуры, засыпан грунтом и др.).
· Схема В - оба конца соединяемых участков трубопровода защемлены, но оси соединяемых участков совпадают в пределах, обеспечивающих условия сборки в соответствии с требованиями раздела 6.1. настоящей Инструкции.
7.1.2 В первых двух схемах соединение участков трубопровода может осуществляться сваркой одного кольцевого захлесточного стыка или вваркой катушки с выполнением двух кольцевых стыков. В третьем случае ликвидацию технологического разрыва производят путем вварки катушки с выполнением двух кольцевых стыков (или трех стыков - для варианта составной катушки).
7.1.3 Для удобного монтажа захлеста рекомендуется оставлять незасыпанными концы стыкуемых участков трубопровода на расстоянии 50 - 60 м в обе стороны от места сварки захлесточного стыка.
7.1.4 В зоне сварки захлесточного стыка должны быть подготовлены опоры высотой не менее 50-60 см или выкопан приямок, размеры которого назначаются из условия удобного проведения работ по сварке, контролю и изоляции стыка.
7.1.5 Для сварки стыков захлестов могут быть использованы следующие технологии и технологические варианты, регламентированные настоящей Инструкцией:
· Ручная дуговая сварка электродами с покрытием основного вида (все слои шва);
· Комбинированная технология: ручная дуговая сварка электродами с покрытием основного вида (корневой слой шва) + полуавтоматическая сварка самозащитной порошковой проволокой Иннершилд (последующие слои шва);
· Ручная дуговая сварка электродами с покрытием целлюлозного вида (корневой слой - методом «на подъем» + горячий проход - методом «на спуск») и покрытием основного вида (последующие слои шва);
· Комбинированная технология: ручная дуговая сварка электродами с покрытием целлюлозного вида (корневой слой - методом «на подъем» + горячий проход - методом «на спуск») + полуавтоматическая сварка самозащитной порошковой проволокой Иннершилд (последующие слои шва);
· Комбинированная технология: ручная дуговая сварка электродами с покрытием целлюлозного вида (корневой слой - методом «на подъем») + полуавтоматическая сварка самозащитной порошковой проволокой Иннершилд (горячий проход и последующие слои шва);
· Комбинированная технология: полуавтоматическая сварка в среде углекислого газа методом STT (корневой слой шва) + полуавтоматическая сварка самозащитной порошковой проволокой Иннершилд (последующие слои шва);
· Комбинированная технология: полуавтоматическая сварка в среде углекислого газа методом STT (корневой слой шва) + автоматическая сварка порошковой проволокой в среде защитных газов головками системы М220 Мод (М300) (последующие слои шва).
7.1.6 Обязательным условием сборки захлесточного стыка является применение наружного центратора.
· Подготовить под сварку один из концов трубопровода, уложив его на опоры высотой 50-60 см (по оси трубопровода), либо выкопать приямок необходимой величины;
· Вывесить трубоукладчиком вторую плеть и установить страховочную опору. Разметить место реза. Разметка линии реза должна быть выполнена с помощью шаблона, чтобы обеспечить перпендикулярность плоскости реза оси трубопровода;
· Обрезать конец трубы газовой резкой с последующей обработкой кромок механизированным абразивным инструментом или станком типа СПК. Угол скоса кромки должен составлять 30-5 град, с притупление 1,8 ± 0,8 мм;
· Совместить оси стыкуемых участков трубопровода путем манипуляций стрелой трубоукладчика в вертикальной и горизонтальной плоскостях, при этом высота подъема обрезанного участка не должна превышать 1,5 м на расстоянии 40 - 50 м от торца. Рекомендуется поддерживание поднятого, участка трубопровода вторым трубоукладчиком. Установить наружный центратор и страховочную опору;
· Произвести предварительный подогрев согласно требованиям раздела 6.1. настоящей Инструкции;
· В процессе сборки устанавливают зазор в стыке, регламентированный технологической картой. Для фиксации сборочного зазора допускается установка прихваток. В процессе сварки корневого шва прихватки должны быть полностью удалены;
· Для повышения качества сборки рекомендуется собирать стык с зазором на 0,5 - 1 мм меньше рекомендуемого технологической картой с последующим сквозным калиброванным пропилом зазора шлифовальным кругом толщиной 2,0 - 3,0 мм;
· В случае необходимости в процессе сборки допускаются перемещения в горизонтальной и вертикальной плоскостях торцов обоих стыкуемых трубопроводов.
7.1.8 При монтаже захлеста по «схеме Б» (вварка катушки) рекомендуется следующий порядок подготовительных и сборочно-сварочных операций:
· На торцах труб соединяемых плетей произвести замер (с точностью 1 мм) их периметров по внутренней и наружной поверхностям. На основании полученных результатов произвести выбор трубы аналогичного размера и класса прочности для изготовления катушки;
· Подготовить катушку длиной не менее 1 диаметра трубы с разделкой кромок, соответствующей разделке соединяемых труб. На одном из торцов катушки целесообразно иметь заводскую разделку;
· Освободить от грунта незащемленный участок трубопровода на длине, необходимой для манипулирования плетью при сборке стыка захлеста;
· Подготовить под сварку защемленную плеть трубопровода, выкопав приямок, размеры которого достаточны для проведения работ по сварке и контролю;
· Приподнять трубоукладчиком незащемленную плеть, установить опору и прицентровать катушку. Произвести предварительный подогрев согласно требованиям раздела 6.1. настоящей Инструкции;
· Произвести сборку на наружном центраторе, выполнить сварку первого стыка согласно операционной технологической карте;
· Вывесить трубоукладчиком незащемленную плеть с приваренной катушкой и разметить на катушке место реза. Разметка линии реза должна быть выполнена с помощью шаблона, чтобы исключить образование «косого стыка»;
· Установить страховочную опору. Осуществить газовую резку с последующей обработкой кромок механизированным абразивным инструментом или станком типа СПК. Угол скоса кромки должен составлять 30-5 градусов с притуплением 1,8 ± 0,8 мм;
· Поднять трубоукладчиком незащемленную плеть на высоту, необходимую для совмещения ее торца с торцом защемленной плети трубопровода. Рекомендуется поддерживание поднятого конца трубопровода вторым трубоукладчиком вблизи зоны сварки. Произвести предварительный подогрев согласно требованиям раздела 6.1. настоящей Инструкции;
· Выполнить сборку на наружном центраторе и сварку второго стыка в соответствии с технологической картой. Другие рекомендации по установке зазора аналогичны п. 7.1.7.
7.1.9 При монтаже захлеста по «схеме В» (вварка катушки при наличии двух защемленных плетей) рекомендуется следующий порядок подготовительных и сборочно-сварочных операций:
· Произвести проверку соосности соединяемых участков нефтепровода, обеспечив при этом необходимое рабочее пространство для сварки неповоротных стыков;
· На торцах труб соединяемых плетей произвести замер (с точностью 1 мм) их периметров по внутренней и наружной поверхностям. На основании полученных результатов произвести выбор трубы аналогичного размера и класса прочности для изготовления катушки;
· Подготовить катушку длиной не менее 1 диаметра трубы с разделкой кромок, соответствующей разделке соединяемых труб. На одном из торцов катушки целесообразно иметь заводскую разделку;
· Подготовить приямок, размеры которого достаточны для проведения работ по сварке и контролю;
· Застропив катушку, прицентровать ее к соединяемым торцам технологического разрыва. Установить страховочную опору. Произвести сборку на наружных центраторах, выполнить предварительный подогрев, прихватку и сварку согласно операционной технологической карте. Сварку обоих стыков рекомендуется выполнять одновременно.
В случае необходимости выполнения захлесточных стыков двух участков трубопровода, имеющих различную толщину стенки, допускается применение составной катушки в соответствии со схемой, представленной в типовой операционной технологической карте № ТН-СРД-10-01В (Приложение 5). При этом разность толщин труб соединяемых участков должна быть не более 2,5 мм, если максимальная из двух толщин труб £ 12 мм, и не более 3 мм, если максимальная из двух толщин > 12 мм.
7.1.10 В процессе монтажа захлесточного стыка запрещается для установки требуемого зазора или обеспечения соосности труб натягивать или изгибать трубы силовыми механизмами, а также нагревать за пределами зоны сварного стыка.
7.1.11 В процессе сварки захлесточного стыка запрещается производить изменения параметров монтажной схемы, зафиксированной к моменту завершения сборки. Опуск приподнятого при монтаже участка (участков) трубопровода разрешается только после окончания сварки стыка(ов).
7.1.12 Сварку захлесточных стыков следует выполнять без перерывов. Сварные соединения не допускается оставлять незаконченными.
7.1.13 Сварка разнотолщинных труб при монтаже захлестов не допускается.
7.1.14 Не допускается выполнение захлестов на кривых вставках.
7.1.15 При выполнении стыков захлестов отремонтированного и действующего участков нефтепровода следует выполнить (при необходимости) мероприятия по исправлению геометрии торцов труб. Для этих целей рекомендуется применять:
· Наружный гидравлический центратор;
· Наружный центратор, конструкция которого позволяет устранять эллипсность труб (например, модель «ШЭРЫКЪ-2»);
· Гидравлический калибратор на основе цилиндров двухсторонних (типа ЦД-80) и насоса ручного (типа HP 2/80). Калибровку торцов следует выполнять с учетом требований п. 3.1.11 настоящей Инструкции.
7.1.16 Сварку захлесточных стыков на трубах диметром 325 мм и выше должны выполнять одновременно не менее 2-х сварщиков.
7.1.17 Работы по ликвидации технологических разрывов следует выполнять, как правило, в светлое время дня при минимальной среднесуточной температуре (но не ниже минус 40 °С).
7.1.18 Сборка и сварка захлесточных стыков должны производиться по специально разработанным технологическим картам, уточненным по результатам аттестации технологии сварки в соответствии с требованиями раздела 2.1 настоящей Инструкции. Технологические карты следует разрабатывать на основе типовых операционных технологических карт (Приложение 5).
7.1.19 После окончания сварки захлесточный стык следует накрыть термоизолирующим поясом до полного остывания.
7.2 Сварка разнотолщинных соединений труб
· если разность толщин стенок стыкуемых труб (максимальная из которых 12 мм и менее) не превышает 2,5 мм;
· если разность толщин стенок стыкуемых труб (максимальная из которых более 12 мм) не превышает 3 мм.
Разнотолщиность определяется как разность номинальных значений толщин стенок соединяемых труб.
7.2.2 Сварка соединений труб, разнотолщинность которых превышает пределы, оговоренные п. 7.2.1, осуществляется:
· путем непосредственного соединения специально обработанных свариваемых торцов (при разнотолщинности S1/S2 не более 1,5). Типовые варианты обработки соединяемых элементов с разнотолщинностью 1,5 и менее представлены на рис. 7.2.1 (А; В; Г). Вариант соединения с разнотолщинностью S1/S2 не более 1,5 без специальной обработки торцов представлен на рис. 7.2.1 (Б). Сварка разнотолщинных соединений «труба + труба» относится к варианту "А" на рис. 7.2.1;
· путем вварки между ними катушки промежуточной толщины шириной не менее 250 мм или переходных колец, изготовленных в заводских условиях (при разнотолщинности S1/S2 более 1,5).
7.2.3 Для сварки разнотолщинных соединений труб могут быть использованы следующие технологии и технологические варианты, регламентированные настоящей Инструкцией:
· Ручная дуговая сварка электродами с покрытием основного вида (все слои шва);
· Ручная дуговая сварка электродами с покрытием целлюлозного вида (корневой слой + горячий проход) и с покрытием основного вида (последующие слои шва);
· Комбинированная технология: ручная дуговая сварка электродами с покрытием целлюлозного вида (корневой слой и горячий проход) + полуавтоматическая сварка самозащитной порошковой проволокой Иннершилд (последующие слои шва). Допускается также выполнение горячего прохода полуавтоматической сваркой проволокой Иннершилд;
· Комбинированная технология: ручная дуговая сварка электродами с покрытием основного вида (корневой слой шва) + полуавтоматическая сварка самозащитной порошковой проволокой Иннершилд (последующие слои шва);
· Комбинированная технология: полуавтоматическая сварка в среде углекислого газа методом STT (корневой слой шва) + полуавтоматическая сварка самозащитной порошковой проволокой Иннершилд (последующие слои шва).
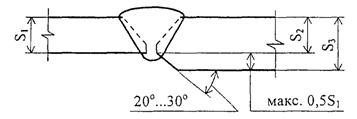
А) Обработка стенки с толщиной S3 с внутренней стороны до размера S2 = S1
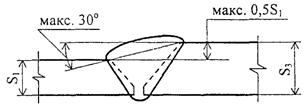
Б) Соединение S2 £ 1,5 S1 без обработки свариваемых торцов (S2 = S3)
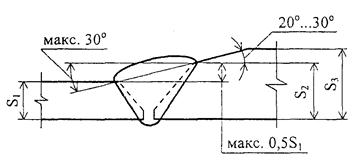
В) Обработка стенки с толщиной S3 с наружной стороны до размера S2 £ 1,5 S1
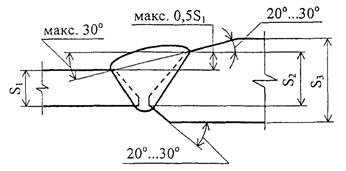
Г) Обработка стенки с толщиной S3 с наружной и внутренней стороны до размера S2 £ 1,5 S1
Рис. 7.2.1. Регламентируемые варианты обработки торцов стыкуемых разнотолщинных элементов:
S1 - толщина стенки тонкостенного элемента;
S2 - толщина свариваемого торца толстостенного элемента;
S3 - толщина стенки толстостенного элемента
7.2.4 В разнотолщинных соединениях не допускается использование труб с незаводской разделкой кромок. «Нутрение» (растачивание изнутри) более толстой трубы (см. рис. 7.2.1-А) проводится до величины, равной фактической толщине более тонкой трубы S1 (которая перед этим замеряется) или до величины S1 + 1 мм. При наличии двухскосой фаски на торце более толстой трубы (см. рис. 3.1.1-б) допускается увеличение угла скоса кромки снаружи путем механической обработки до величины 25-30 град.
7.2.5 Сборку стыков разнотолщинных соединений труб (рис. 7.2.1-А) диаметром 426 - 1220 мм следует производить на внутреннем центраторе. Освобождать жимки центратора разрешается после завершения сварки 75 % периметра корневого слоя шва, выполняемого ручной дуговой сваркой электродами с основным покрытием или полуавтоматической сваркой методом STT. В случае сварки корневого слоя электродами с целлюлозным покрытием освобождать жимки центратора разрешается после завершения корневого слоя и горячего прохода на всем периметре стыка. При использовании электродов с покрытием основного вида для сварки корневого слоя шва допускается производить сборку на наружном центраторе. Удалять наружный центратор разрешается после завершения сварки 60 % периметра корневого слоя шва.
7.2.6 Подготовку к сварке и предварительный подогрев стыков следует производить в соответствии с требованиями раздела 6.1 настоящей Инструкции. Межслойная температура при сварке должна составлять +50 °С...250 °С.
7.2.7 Разнотолщинные соединения труб диаметром 1020 мм и более должны выполняться с внутренней подваркой по всему периметру стыка с последующей зачисткой подварочного слоя от шлака и брызг. Подварку следует производить электродами с покрытием основного вида согласно требованиям раздела 6.2 настоящей Инструкции.
7.2.8 Сварка всех слоев шва должна выполняться без перерыва до полного завершения сварки стыка.
7.2.9 При разработке операционных технологических карт следует руководствоваться положениями типовых карт, приведенных в Приложении 5 к настоящей Инструкции.
7.3 Сварка разнотолщинных соединений «труба + деталь трубопровода» и «труба + арматура»
7.3.1 При выполнении соединений труб с деталями трубопроводов и запорной арматурой должны соблюдаться требования, регламентированные п.п. 7.2.1 и 7.2.2 настоящей Инструкции, а также представленные на рис. 7.2.1. При этом сварка соединений «труба + деталь трубопровода» относится, как правило, к варианту "А" на рис. 7.2.1, а соединение «труба + арматура» - к вариантам "Б", "В" и "Г" на рис. 7.2.1.
7.3.2 Для сварки могут быть использованы следующие технологии и технологические варианты, регламентированные настоящей Инструкцией:
· Ручная дуговая сварка электродами с покрытием основного вида (все слои шва);
· Комбинированная технология: ручная дуговая сварка электродами с покрытием основного вида (корневой слой шва) + полуавтоматическая сварка самозащитной порошковой проволокой Иннершилд (последующие слои шва);
· Комбинированная технология: полуавтоматическая сварка в среде углекислого газа методом STT (корневой слой шва) + полуавтоматическая сварка самозащитной порошковой проволокой Иннершилд (последующие слои шва).
7.3.3 Сборку и сварку стыков «переходное кольцо + корпус арматуры» рекомендуется производить в стационарных (базовых) условиях, обеспечивающих возможность их позиционирования и фиксации в удобном для сварки пространственном положении.
Стыкуемый с корпусом арматуры торец переходного кольца должен иметь заводскую фаску или фаску после газовой резки и механической обработки станком типа СПК.
Рекомендуемая длина переходного кольца - не менее одного номинального диаметра трубы. Минимально допустимая длина переходного кольца - 250 мм.
7.3.4 Перед сборкой следует осмотреть торцы труб, деталей и арматуры. Внутренняя поверхность запорной арматуры должна быть защищена согласно рекомендациям завода-изготовителя. С кромок арматуры или переходного кольца дисковой проволочной щеткой следует удалить защитный лаковый слой. Зачистить до металлического блеска кромки труб (деталей, арматуры) и прилегающие к ним внутреннюю и наружную поверхность на ширину не менее 10 мм.
7.3.5 Предварительный подогрев стыков "труба + деталь" и "труба + переходное кольцо арматуры" следует выполнять в соответствии с рекомендациями п. 6.1.3. настоящей Инструкции. Предварительный подогрев стыков «переходное кольцо + корпус арматуры» должен производиться в соответствии с таблицей 7.3.1.
При выполнении подогрева следует контролировать равномерность нагрева разнотолщинных элементов соединения. Замер температуры производится контактным термометром не менее чем в трех точках по периметру стыка на расстоянии 10-15 мм от торца.
В случае, если подогрев не требуется, при температуре воздуха ниже +5 °С, а также при наличии следов влаги на кромках, следует выполнить просушку стыка путем нагрева до температуры 20 - 50 °С.
Таблица 7.3.1 - Выбор температуры предварительного подогрева стыков «переходное кольцо + корпус арматуры»
|
Эквивалент углерода, % |
Температура окружающей среды, °С |
Температура предварительного подогрева, °С |
|
|
£ 14 |
£ 0,41 |
Любая |
Не требуется |
|
14,1-16,0 |
£ 0,41 |
< - 25 °С |
100 °С |
|
16,1-18,0 |
£ 0,41 |
< -10 °С |
100 °С |
|
³ 18,1 |
£ 0,41 |
Любая |
100 °С |
|
£ 12,0 |
0,42-0,46 |
Любая |
Не требуется |
|
12,1-14,0 |
0,42-0,46 |
< 0 °С |
100 °С |
|
³ 14,1 |
0,42-0,46 |
Любая |
100 °С |
Примечания: 1) Выбор температуры предварительного подогрева производится по наибольшим значениям толщины стенки и эквивалента углерода соединяемых элементов.
2) В случае выполнения предварительного подогрева температура на кромках стыка перед сваркой корневого слоя шва (выполнением прихваток) должна быть не ниже +100 °С.
3) При наличии в паспорте на запорную арматуру требований завода-изготовителя по максимально допустимой температуре нагрева корпуса в рабочей зоне следует предпринять специальные мероприятия по ограничению нагрева (сопутствующему охлаждению) корпуса в процессе сборочно-сварочных операций (по согласованию с Заказчиком).
Сборку на внутреннем центраторе рекомендуется осуществлять без прихваток. В случае сборки с прихватками их количество и длина устанавливается согласно п. 6.1.32; 6.1.35 и таблице 6.1.2 настоящей Инструкции. Освобождать жимки внутреннего центратора разрешается после сварки 100 % периметра корневого слоя шва.
Допускается применение наружного центратора и монтажных приспособлений, позволяющих обеспечить требуемую точность сборки стыка с различными наружными диаметрами соединяемых элементов.
Приварка монтажных приспособлений к трубам, деталям и запорной арматуре не допускается.
Сборка стыков на наружном центраторе выполняется на прихватках. Количество и длина прихваток устанавливается согласно таблице 6.1.2 настоящей Инструкции. Начало и окончание каждой прихватки следует запилить узким шлифовальным кругом с целью их плавного сопряжения с участками выполняемого корневого слоя. Удаление наружного центратора производится после сварки не менее 60 % периметра корневого слоя. Допускается удаление наружного центратора после выполнения прихваток при условии, что их количество превышает рекомендации таблицы 6.1.2 на одну прихватку, а длина каждой прихватки - не менее максимальной длины, указанной в таблице 6.1.2.
7.3.7 Сварка каждого слоя шва должна осуществляться не менее чем двумя электросварщиками. Сварку всех слоев следует выполнять без перерыва до полного завершения сварки стыка.
7.3.8 Межслойная температура при сварке стыков "труба + деталь" и "труба + переходное кольцо арматуры" должна составлять +50 °С...250 °С. Для стыков "переходное кольцо + корпус арматуры" диаметром 1020 - 1220 мм межслойная температура должна находиться в пределах +50 °С...250 °С, а диаметром 26 - 720 мм - в пределах +50 °С...180 °С. В случае снижения межслойной температуры ниже +50 °С следует осуществить сопутствующий подогрев до 80...100 °С.
7.3.9 Кромки литых свариваемых торцов запорной или распределительной арматуры (? арматуры, не имеющей приваренного на заводе патрубка из кованой или горячекатаной стали) необходимо подготавливать только в заводских условиях механическим путем согласно вариантам "Б", "В" или "Г" на рис. 7.2.1. Никакой дополнительной обработки литых свариваемых торцов в условиях монтажа и ремонта производить не разрешается без составления соответствующего акта с представителями завода (фирмы) - поставщика и Заказчика.
7.3.10 Если паспорт и (или) сертификат на деталь трубопровода отсутствует, то подобные изделия без освидетельствования в установленном порядке применять не разрешается. Порядок освидетельствования должен соответствовать "Указаниям по освидетельствованию соединительных деталей", ВНИИСТ, 1996 г.
7.3.11 Кромки приваренных к литой детали патрубков, изготовленных ковкой или прокаткой, в случае необходимости можно обрабатывать в монтажных условиях по вариантам "Б", "В" или "Г" без специальных согласований.
7.3.12. При разработке операционных технологических карт следует руководствоваться положениями типовых карт, приведенных в Приложении 5 к настоящей Инструкции.
7.4 Ремонт сварных соединений с помощью сварки
7.4.1 Ремонту методом ручной дуговой сварки подвергаются сварные соединения с недопустимыми дефектами, выполненные любыми способами сварки, предусмотренными настоящей Инструкцией.
7.4.2 Ремонт сварных швов следует выполнять в соответствии с требованиями настоящего раздела и операционных технологических карт, подтвержденных результатами аттестации технологии сварки.
7.4.3 Допускается ремонт следующих дефектов:
· шлаковых включений;
· пор;
· непроваров;
· несплавлений;
· подрезов.
Ремонт трещин не допускается.
7.4.4. Суммарная длина участков шва с недопустимыми дефектами не должна превышать 1/6 периметра стыка. Максимальная длина единовременно ремонтируемого участка:
· 300 мм - для стыков диаметром 720 - 1220 мм;
· 270 мм - для стыков диаметром 530 мм;
· 200 мм - для стыков диаметром 426 мм;
· 10 % периметра сварного шва для соединений диаметром 219 - 377 мм.
7.4.5 Ремонт стыков труб диаметром до 1020 мм осуществляют только снаружи, а труб диаметром 1020 мм и более - снаружи или изнутри, в зависимости от глубины залегания дефекта и возможности доступа к стыку изнутри трубы. Ремонт изнутри выполняется в том случае, если дефекты расположены в корневом слое шва, подварочном слое и в горячем проходе (ремонт дефектов в горячем проходе может осуществляться также снаружи трубы).
7.4.6 Ремонт дефектов корневого слоя шва кольцевых стыков диаметром менее 1020 мм может быть выполнен снаружи (со сквозным пропилом) при условии, что дефекты расположены по центру (по оси) соответствующего слоя. В данном случае должна быть обеспечена выборка части шва с углом раскрытия кромок 50 - 60 градусов до глубины, равной суммарной толщине стенки трубы и высоты обратного валика, за вычетом 1,5 - 2,5 мм с последующим сквозным пропилом шлифовальным кругом толщиной 2,0 - 3,0 мм. Границы выборки (разделки кромок) на ремонтируемом участке должны быть прямолинейными и параллельными.
Схема подготовки кромок со сквозным пропилом представлена в типовых технологических картах №№ ТН-СРД-12-01 и ТН-СРД-12-02 (Приложение 5). Аналогичная схема ремонта в исключительных случаях, связанных с невозможностью доступа к ремонтируемому участку изнутри трубы, может быть использована для стыков диаметром 1020 мм и более.
7.4.7 При выборке дефектов снаружи трубы ширина раскрытия кромок должна быть на 2...4 мм меньше ширины облицовочного слоя, а при выборке дефектов изнутри трубы ширина раскрытия кромок должна составлять не более 7 мм.
7.4.8 Подготовку к ремонту осуществляют следующим образом:
· по результатам неразрушающего контроля отмечают на стыке место расположения и тип дефекта. Место ремонта и номер ремонтируемого стыка должны быть указаны дефектоскопистом с использованием несмываемой краски;
· разметку дефектного участка изнутри трубы производят с помощью мерного кольцевого шаблона с делениями, которые соответствуют показаниям мерного пояса;
· разметку дефектного участка под вышлифовку производит бригадир звена ремонтных работ. Длина участка вышлифовки должна превышать фактическую длину наружного или внутреннего дефекта не менее, чем на 30 мм в каждую сторону. Минимальная длина участка вышлифовки - 100 мм. Глубина вышлифованного участка должна быть равна глубине залегания дефекта плюс 1 - 2 мм. Во всех случаях выборка дефектных участков должна осуществляться механическим способом с помощью абразивных кругов.
Для удаления дефектных участков длиной более 200 мм допускается производить выборку с применением воздушно-дуговой строжки (за исключением сварных соединений из сталей термического упрочнения), с последующей зачисткой поверхности выборки до металлического блеска абразивным инструментом.
Форма выборки в поперечном сечении не должна иметь переломов в очертании. Запрещается выплавлять дефекты сваркой.
Руководитель ремонтных работ должен убедиться, что в процессе вышлифовки дефекты вскрыты и удалены.
7.4.9 Перед началом сварки ремонтируемого участка следует выполнить обязательный предварительный подогрев до температуры 100+30 °С независимо от температуры окружающего воздуха и толщины стенки трубы. Для наружных или внутренних дефектных участков длиной менее 100 мм допускается местный подогрев однопламенной горелкой снаружи трубы. В других случаях необходим равномерный предварительный подогрев всего периметра стыка кольцевой газовой горелкой. Перед началом сварки первого ремонтного слоя температура металла должна быть не менее 100 °С.
7.4.10 К ремонтным работам допускаются сварщики ручной дуговой сварки, успешно прошедшие допускные испытания по выполнению ремонтных работ в соответствии с аттестованной технологией. Работу на стыке от начала до конца выполняет один сварщик. Ремонт дефектного участка разными сварщиками запрещается.
7.4.11 Ручная дуговая сварка в процессе ремонта кольцевых стыков должна осуществляться электродами с основным видом покрытия диаметром 2,5 мм и 3,0/3,2 мм, представленными в таблице 4.1.2 настоящей Инструкции. Сварка производится на режимах, регламентируемых операционной технологической картой.
7.4.12 В процессе сварки следует контролировать межслойную температуру, которая должна быть не менее +50 °С. В случае остывания зоны сварки следует выполнить сопутствующий подогрев до 100+30 °С.
7.4.13 Высота каждого слоя при заварке дефектного участка не должна превышать 3,5 мм. Рекомендуемая высота каждого слоя - от 2,5 до 3,5 мм. Минимальное количество проходов - 2.
7.4.14 В процессе ремонта следует производить обязательную межслойную и окончательную очистку слоев шва от шлака и брызг. Облицовочный (или внутренний подварочный) слой шва должны быть подвергнуты чистовой обработке щеткой, шлифовальным кругом и/или напильником для сглаживания грубой чешуйчатости (см. п. 6.2.24) и улучшения формы шва. Следует также удалить щеткой брызги с прилегающей поверхности трубы.
7.4.15 При ремонте подрезов или недостаточного перекрытия в облицовочном слое и подрезов в подварочном или внутреннем (при двухсторонней сварке) слоях шва выполняется вышлифовка части сечения соответствующего ремонтируемого слоя заподлицо с трубой. Ширина вышлифовки устанавливается таким образом, чтобы ширина ремонтируемого шва не вышла за пределы допустимой величины (габариты шва). Ремонт дефектов данного вида рекомендуется выполнять электродами диаметром 2,5-3,2 мм с наложением узкого «валика». Допускается увеличение ширины шва на участке ремонта не более чем на 2 мм.
7.4.16 Ремонт сварных стыков трубных секций на трубосварочных базах следует производить в удобном для выборки дефекта и сварки пространственном положении.
7.4.17 Ремонтные работы на стыке от начала до конца должны осуществляться без длительных перерывов.
7.4.18 Все отремонтированные участки стыка должны быть подвергнуты внешнему осмотру и неразрушающему контролю, регламентированному для данного вида работ.
7.4.19 Повторный ремонт одного и того же дефекта не разрешается. Стык следует вырезать и вварить катушку.
7.4.20 Разработку технологических карт рекомендуется производить на основе типовых карт №№ ТН-СРД-12-01 и ТН-СРД-12-02 (Приложение 5).
ЧАСТЬ 2
СВАРКА ТРУБ ПРИ СООРУЖЕНИИ УЗЛОВ ЗАПУСКА-ПРИЕМА СРЕДСТВ ОЧИСТКИ И
ДИАГНОСТИКИ, УЗЛОВ ПОДКЛЮЧЕНИЯ К НПС, УЗЛОВ ЛИНЕЙНЫХ ЗАДВИЖЕК (КРАНОВ), ТРУБНОЙ
ОБВЯЗКИ РЕЗЕРВУАРНЫХ ПАРКОВ
8 ОБЩИЕ ПОЛОЖЕНИЯ
8.1 Сортамент труб, запорной арматуры, деталей трубопроводов (фитингов) и, соответственно, виды сварных соединений определяются проектной документацией и спецификациями на поставку, утвержденными Заказчиком.
8.2 На основании проектной документации (рабочих чертежей) перед началом работ по сварке рекомендуется произвести разбивку узлов трубопроводов на укрупненные заготовки. Разбивка производится проектной организацией, подрядчиком или иной специализированной организацией. Сборку и сварку укрупненных заготовок рекомендуется производить в стационарных (базовых) условиях с их последующим монтажом в соответствии с требованиями проекта.
8.3 Аттестация технологии сварки и последующая работа по сборке и сварке кольцевых стыков должна производиться на основании технологических карт, разработанных подрядчиком или уполномоченной им специализированной организацией. Технологические карты на процессы ручной дуговой, полуавтоматической и автоматической сварки плавящимся электродом разрабатываются с учетом разбивки соединений на группы по диаметрам, толщинам стенок и классам прочности основного металла (таблицы 8.1 и 8.2), произведенной с целью систематизации широкой номенклатуры свариваемых изделий. Область распространения результатов аттестации технологии ручной дуговой, полуавтоматической и автоматической сварки плавящимся электродом устанавливается также в соответствии с таблицами 8.1 и 8.2.
Таблица 8.1 - Группы по классам прочности труб и деталей (фитингов)
|
Класс прочности |
Нормативное значение временного сопротивления разрыву основного металла, МПа (кгс/мм2) |
|
|
1-П |
До К54 |
До 530 (54) |
|
2-П |
К55...К60 |
539...588 (55...60) |
|
3-П* |
Свыше К60 |
Более 588 (60) |
Примечания: * - в данную группу входят трубы большого диаметра, применяемые в узлах с прямыми врезками.
Таблица 8.2 - Группы труб и деталей в зависимости от их диаметра и толщины стенки
|
Диаметр, мм |
Толщина стенки, мм |
|
|
1-Д |
От 25 до 89 вкл. |
3,0-10,0 |
|
2-Д |
От 108 до 426 вкл. |
До 12,5 вкл. |
|
3-Д |
От 108 до 426 вкл. |
Свыше 12,5 |
9 АТТЕСТАЦИЯ ТЕХНОЛОГИИ СВАРКИ
Порядок проведения аттестации технологии сварки устанавливается в соответствии с требованиями раздела 2 настоящей Инструкции с учетом положений настоящего раздела.
9.1 Аттестация технологии сварки кольцевых стыков «труба + труба», «труба + деталь»
9.1.1 Аттестация технологии сварки соединений из сталей, входящих в одну прочностную группу (таблица 8.1), производится путем выполнения кольцевого стыка труб или катушек труб с любой комбинацией низкоуглеродистых и низколегированных трубных сталей в соответствии с представленной технологической картой. Положительные результаты аттестации распространяются на другие комбинации сталей в пределах одной группы.
9.1.2 В процессе аттестации должен быть выполнен один или несколько сварных стыков труб или катушек труб, входящих в одну группу (таблица 8.2), согласно представленной технологической карте. Если технологической картой предусмотрена возможность сварки определенного диапазона толщин стенок и диаметров труб, то типоразмер аттестационного стыка должен быть уточнен аттестационной комиссией. Количество стыков устанавливается исходя из объема механических испытаний сварных соединений. Положительные результаты аттестации распространяются на сварку труб и деталей других типоразмеров в пределах одной группы (таблица 8.2).
9.1.3 Для аттестации технологии сварки и для выполнения работ по способу ручной сварки неплавящимся электродом в среде аргона и комбинированной сварки (сварка неплавящимся электродом в среде аргона + ручная дуговая сварка штучными электродами) могут быть использованы трубы и детали, которые в соответствии с их типоразмером подразделяются на две группы (таблица 9.1.1). Порядок сварки стыков и распространения результатов аттестации устанавливается в соответствии с п. 9.1.2 и таблицей 8.1.
9.1.4 Для оценки механических свойств сварных соединений из приемочных стыков диаметром 108 - 377 мм после проведения неразрушающего контроля вырезают комплект образцов в соответствии со схемой, представленной на рис. 9.1.1. Схема вырезки образцов для механических испытаний сварных соединений диаметром 426 мм представлена на рис. 2.1.2. Форма и размеры образцов, а также методика механических испытаний представлены в Приложении 2. Количество и тип образцов должны соответствовать таблице 9.1.2.
Таблица 9.1.1 - Группы труб и деталей в зависимости от их диаметра и толщины стенки (для сварки неплавящимся электродом в среде аргона и комбинированной сварки: «неплавящимся электродом в среде аргона + ручная дуговая»
|
Диаметр, мм |
Толщина стенки, мм |
|
|
1-Н |
20-89 |
2,0-4,0 |
|
2-Н |
57-89 |
4,0-10,0 |
Примечания: 1) группа 1-Н - для сварки неплавящимся вольфрамовым электродом в среде аргона; группа 2-Н - для комбинированной сварки корневой слой - неплавящимся электродом в среде аргона, остальные слои - ручной дуговой сваркой электродами с основным покрытием);2) для сварки стыков с толщиной стенки 4 мм могут быть использованы оба технологических варианта.
Таблица 9.1.2 - Образцы для механических испытаний сварных соединений
|
Толщина стенки, мм |
Количество образцов для испытаний |
|||||||
|
На растяжение |
На изгиб с расположением корня шва |
На сплющивание |
Всего |
|||||
|
Плоский образец |
Трубчатый образец |
Наружу |
Внутрь |
На ребро |
||||
|
£ 89 |
2,0-10,0 |
- |
3 |
- |
- |
- |
3 |
6 |
|
3-377 |
До 12,5 |
2 |
- |
2 |
2 |
- |
- |
6 |
|
> 12,5 |
2 |
- |
- |
- |
4 |
- |
6 |
|
|
426 |
До 12,5 |
4 |
- |
4 |
4 |
0 |
- |
12 |
|
> 12,5 |
4 |
- |
0 |
0 |
8 |
- |
12 |
|
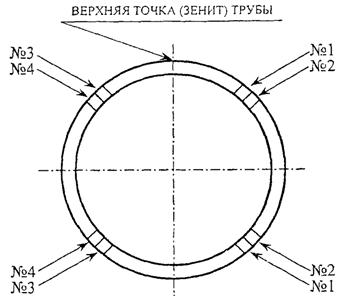
Рис. 9.1.1. Схема вырезки образцов для механических испытаний сварных соединений диам. 108 - 377 мм:
Обозначение образцов: № 1 - на растяжение; № 2 - на изгиб корнем шва вовнутрь или на ребро; № 3 - на изгиб корнем шва наружу или на ребро; № 4 - макрошлиф для определения твердости металла в различных зонах сварного соединения (по требованию Заказчика или проектной документации)
9.2 Аттестация технологии сварки специальных сварных соединений - прямых врезок
9.2.1 Для сварки контрольных стыков прямых врезок следует использовать катушки труб, которые по типоразмерам и маркам сталей соответствуют требованиям проектной документации и указаны в операционной технологической карте по аттестуемой технологии. Длина катушек труб должна обеспечивать возможность качественной подготовки отверстия, сборки и сварки стыка, а также изготовления комплекта образцов для механических испытаний.
9.2.2 Разметка места вырезки отверстия в основной трубе и заготовки для изготовления усиливающей накладки (воротника) производится бригадиром по специальному шаблону, вырезка отверстий - высококвалифицированным газорезчиком, подготовка отверстий, а также подготовка трубы-ответвления и сборка стыка осуществляется бригадиром и электросварщиком, который должен выполнить сварку контрольного стыка.
9.2.3 Для сборки стыков следует использовать приспособления, обеспечивающие регламентируемые технологической картой требования к перпендикулярности и смещениям осей труб.
9.2.4 Аттестацию технологии сварки прямых врезок рекомендуется производить в стационарных (базовых) условиях, позволяющих обеспечить лучшее качество сборки и сварки. Пространственное положение сварки при аттестации должно соответствовать положению, которое регламентировано технологической картой в котором будут выполняться производственные стыки.
9.2.5 Прямые врезки с диаметром ответвления до 325 мм выполняются одним сварщиком, а с диаметром ответвления 325 мм и более - двумя сварщиками одновременно.
9.2.7 Для проведения механических испытаний на излом стыков прямых врезок воротником должны быть вырезаны 2 образца для испытания углового соединения (шов I на рис. 9.2.1-а) и 2 образца для испытаний нахлесточного соединения (шов III на рис. 9.2.1-а). В случае, если проектной документацией предусмотрено выполнение прямых врезок без установки воротника, должны быть вырезаны два образца для испытания углового соединения (шов I на рис. 9.2.1-б). Схема отбора образцов для механических испытаний представлена на рис. 9.2.2. Форма и размеры образцов углового и нахлесточного соединений, а также методика испытаний представлены в Приложении 1.
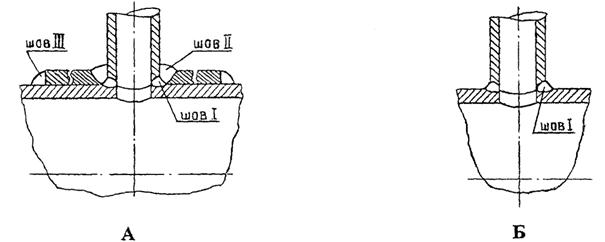
Рис. 9.2.1. Порядок выполнения сварных швов прямых врезок:
А - с установкой воротника;
Б - без установки воротника.
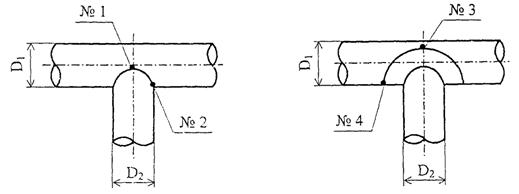
Рис. 9.2.2 Схема отбора образцов для испытания металла шва на излом:
№ 1 и № 2 - образцы из углового сварного соединения;
№ 3 и № 4 - образцы из нахлесточного сварного соединения
9.2.8 С учетом п. 9.2.7 в процессе аттестации технологии сварки прямых врезок с установкой воротника следует выполнить не менее двух сварных соединений:
· Первое соединение - врезка без установки воротника (шов I на рис. 9.2.1-а);
· Второе соединение - врезка с установкой воротника (швы I-III на рис. 9.2.1-б);
Из первого соединения вырезают два образца для испытаний на излом углового соединения, из второго соединения - 2 образца для испытаний нахлесточного соединения (см. Приложение 2). Оба стыка предварительно должны быть проконтролированы согласно п. 9.2.6.
9.2.9 Положительные результаты аттестации технологии сварки прямых врезок с диаметром и толщиной стенки трубы-ответвления, соответствующим одной из групп в таблице 8.2, распространяются на ручную дуговую сварку аналогичных соединений с другими размерами трубы-ответвления в пределах соответствующей группы (таблица 8.2). Данное положение имеет силу только при условии идентичности комбинаций трубных сталей, марок сварочных материалов и пространственных положений сварки. Результаты аттестации стыков, выполненных в потолочном положении (рис. 9.2.2) распространяются на другие пространственные положения.
9.2.10 При аттестации технологии сварки прямых врезок с диаметром трубы-ответвления менее 57 мм рекомендуется дополнительно выполнить еще одну врезку без установки воротника (шов I). В данном случае из каждого углового соединения следует вырезать по одному образцу шириной 40 мм (приблизительно) для испытаний на излом.
9.3 Аттестация технологии ремонта кольцевых стыков «труба + труба», «труба + деталь»
9.3.1 Порядок проведения аттестации технологии ремонта устанавливается в соответствии с п. 2.1.5 настоящей Инструкции, если иное не регламентируется положениями настоящего раздела.
9.3.2 Аттестация технологии ремонта проводится для диапазона диаметров стыков от 57 до 426 мм включительно с толщиной стенки 3 мм и более, для стыков диаметром более 426 мм - в соответствии с п. 2.1.5 настоящей Инструкции.
9.3.3 Аттестацию процедур ремонта рекомендуется проводить одновременно с аттестацией процедур сварки труб и фитингов группы 2-Д или 3-Д (таблица 8.2), при этом предпочтительными являются трубы диаметром ? - 426 мм. Каждый вид ремонта аттестуется отдельно. Минимальная длина участка для аттестации каждого вида ремонта - 150 мм.
9.3.4 Расположение участка ремонта и пространственное положение определяются аттестационной комиссией с учетом условий выполнения производственных стыков, при этом ремонт корневого слоя шва со сквозным пропилом рекомендуется выполнять в пространственном положении от 3 час. до 6 час. или от 6 час до 9 час.
9.3.5 Комплект образцов для механических испытаний должен включать один образец на растяжение, один образец на изгиб (корнем шва наружу - при длине стенок менее 12,5 мм и на ребро - при толщине стенок 12,5 мм и е). Образцы вырезают из участков ремонта заполняющих слоев шва и нта корневого слоя шва со сквозным пропилом. Из участка ремонта подреза в облицовочном слое вырезаются два образца для испытаний на изгиб (корнем ?внутрь при толщине стенок менее 12,5 мм и на ребро - при толщине стенок ? мм и более). Форма и размеры образцов, а также методика испытаний представлены в Приложении 1 к настоящей Инструкции.
9.4 Аттестация технологии сварки кольцевых стыков «труба + задвижка (шаровой кран)»
Порядок аттестации технологии сварки кольцевых стыков «труба + проходное кольцо задвижки (шарового крана)» и «труба + задвижка (шаровой кран)», из которых по экономическим или техническим причинам не могут быть использованы образцы для механических испытаний устанавливается в соответствии с п. ?.1.4.4 настоящей Инструкции.
Положительные результаты аттестации распространяются на сварку соединений других типоразмеров в пределах диапазона, установленного технологической картой (с учетом диапазонов, установленных в таблицах 8.1 и 8.2).
9.5 Аттестация технологии сварки кольцевых стыков диаметром 530 - 1220 мм, входящих в состав узлов нефтепровода
9.5.1 Аттестация технологии сварки, контроль и механические испытания сварных соединений производятся в соответствии с требованиями раздела 2.1 настоящей Инструкции с учетом положений данного раздела.
9.5.2 Результаты аттестации распространяются на сварку соединений, входящих в одну группу прочности (таблица 8.1), одну группу диаметров (таблица 2.1.2) и одну группу толщин стенок (таблица 2.1.3), при этом 1-ая группа диаметров охватывает диапазон от 530 до 720 мм включительно.
9.5.3 При использовании для сварки узлов технологии, аттестованной для линейной части нефтепровода, аттестация не требуется при соблюдении следующих условий:
· Сборка производится на центраторе аналогичного типа;
· Свариваемые трубы и детали входят в одну группу прочности (таблица 8.1) и в одну группу по диаметру (таблица 2.1.2) и толщине стенки (таблица 2.1.3);
· Применяются аналогичные сварочные материалы.
10 ДОПУСКНЫЕ ИСПЫТАНИЯ СВАРЩИКОВ
10.1 Все сварщики, задействованные подрядчиком для выполнения работ на объекте, должны быть аттестованы в соответствии с действующими Правилами аттестации сварщиков.
Непосредственно перед началом работ сварщики должны подтвердить знание аттестованной и утвержденной технологии и способность качественного выполнения работ в реальных условиях строительства путем сварки допускных(ого) стыков(а) по этой технологии. Порядок проведения допускных испытаний сварщиков устанавливается в соответствии с требованиями раздела 2.2 настоящей Инструкции и дополняется положениями, оговоренными ниже.
10.2 В процессе допускных испытаний на право выполнять сварку кольцевых стыков «труба + труба», «труба + деталь», каждый сварщик должен выполнить не менее 2 кольцевых стыков труб диаметром < 108 мм и не менее 1 стыка диаметром 108 - 426 мм. Конкретный типоразмер труб определяется аттестационной комиссией перед началом испытаний в соответствии с технологической картой. Катушки для сварки допускных стыков должны быть изготовлены из труб, применение которых регламентируется технологической картой.
Сварку допускных стыков следует производить с расположением оси стыка под углом 45 градусов к горизонтальной плоскости. Сварщик, успешно прошедший испытания, допускается к сварке во всех пространственных положениях соединений всех типоразмеров, которые представлены в технологической карте ? аттестованной технологии.
К сварке допускных стыков прямых врезок могут быть допущены наиболее квалифицированные сварщики, ранее выполнявшие сварку разнотолщинных соединений труб или стыков "захлестов" при сооружении линейной части нефтепровода. Перед сваркой допускного стыка рекомендуется выполнить 1-2 тренирочных стыка. Пространственное положение сварки должно соответствовать положению, которое регламентировано технологической картой ? в котором будут выполняться производственные стыки. В процессе допускных испытаний сварщиков должны выполняться все требования, изложенные в разделе 9.2 настоящей Инструкции и касающиеся сборки, сварки, контроля и механических испытаний сварных соединений. Сварщик, успешно прошедший допускные испытания, может выполнять сварку прямых врезок с размером трубы-ответвления в пределах диапазона, установленного технологической картой. Данное положение имеет силу при использовании аналогичных комбинаций трубных сталей (по группам прочности).
Допускные испытания сварщиков на право выполнения кольцевых стыков «труба + переходное (заводское) кольцо задвижки (шарового крана)» и «труба + задвижка (шаровой кран)» осуществляются при сварке первого товарного (производственного) стыка. К сварке допускных стыков могут быть допущены наиболее квалифицированные сварщики, ранее выполнявшие сварку разнотолщинных соединений труб при сооружении линейной части нефтепровода. Перед сваркой допускного стыка рекомендуется выполнить 1 - 2 тренировочных стыка катушек труб соответствующего типоразмера.
Ремонт специальных соединений и кольцевых стыков «труба + переходное (заводское) кольцо шарового крана (задвижки)» и «труба + шаровой кран (задвижка)», должен выполняться сварщиками, допущенными к сварке указанных соединений. Отдельные допускные испытания в данном случае не учитываются.
Допускные испытания сварщиков для выполнения ремонта кольцевых стыков труб осуществляются по каждому виду ремонта, регламентируемому технологической инструкцией. Длина участка шва для каждого вида ремонта должна устанавливаться в соответствии с требованиями раздела 14 настоящей Инструкции.
11 СВАРКА КОЛЬЦЕВЫХ СТЫКОВ ТРУБ, ДЕТАЛЕЙ ТРУБОПРОВОДОВ И ЗАПОРНОЙ АРМАТУРЫ ДИАМЕТРОМ 108 - 426 ММ
11.1 Подготовка стыков к сварке
11.1.1 Порядок подготовки стыков должен соответствовать требованиям раздела 6.1 настоящей Инструкции и дополняться положениями разделов 11.2 и 11.3.
11.2 Сборка и сварка кольцевых стыков труб и деталей трубопроводов
11.2.1 Для выполнения соединений могут быть использованы два технологических варианта сварки:
· Ручная дуговая сварка электродами с покрытием основного вида стыков диаметром 108 - 426 мм;
· Комбинированная сварка стыков диаметром 325 - 426 мм: корневой слой -электродами с покрытием основного вида, последующие слои - полуавтоматической сваркой с использованием самозащитной порошковой проволоки Иннершилд.
Порядок сборки и сварки должен соответствовать требованиям разделов 6.1; 6.2 и 6.3 части 1 настоящей Инструкции и дополняться положениями настоящего раздела.
При изготовлении укрупненных заготовок диаметром 219 - 426 мм в стационарных (базовых) условиях рекомендуется также использовать одностороннюю автоматическую сварку в соответствии с требованиями раздела 6.5.2 настоящей Инструкции.
11.2.2 Сборка труб и деталей осуществляется на наружном центраторе. В стыках бесшовных труб и в стыках «бесшовная труба + деталь» внутреннее смещение кромок не должно превышать значения, регламентированного п. 6.1.20 настоящей Инструкции. Величина наружного смещения в данном случае не регламентируется. Измерение величины внутреннего смещения следует выполнять специальным шаблоном (типа УПС-4). В стыках электросварных труб и в стыках «электросварная труба + деталь» максимальная величина смещения кромок, измеренного по наружным поверхностям, не должна превышать значения, регламентированного п. 6.1.19 настоящей Инструкции.
11.2.3 Наружный центратор разрешается удалять после выполнения прихваток при условии, что длина каждой прихватки - не менее максимальной величины, указанной в таблице 6.1.2 настоящей Инструкции.
При изготовлении укрупненных заготовок диаметром 325 - 426 мм в стационарных условиях рекомендуется применять внутренний центратор, если имеется техническая возможность для его использования. Жимки внутреннего центратора рекомендуется освобождать после сварки 100 % корневого слоя шва. При изготовлении укрупненных заготовок заполняющие и облицовочный слои стыка могут выполняться с периодическим поворотом стыка в удобную для сварщика позицию, чтобы избежать сварки в потолочном положении. При этом должна обеспечиваться сохранность наружной изоляции труб и фитингов.
11.2.4 Соединения диаметром 108 - 273 мм выполняются одним электросварщиком, а соединения большего диаметра - двумя электросварщиками одновременно.
11.2.5 Электроды для ручной дуговой сварки следует выбирать в соответствии с таблицей 4.1.2 настоящей Инструкции. Марку самозащитной порошковой проволоки типа Иннершилд для полуавтоматической сварки следует выбирать в соответствии с п. 4.1.17 настоящей Инструкции.
11.2.6 Для сварки корневого слоя шва стыков труб и деталей с толщиной стенки ? - 8,0 мм рекомендуется использовать электроды диаметром 2,5 мм, а с толщиной стенки свыше 8,0 мм - электроды диаметром 3,0/3,2 мм. Величина центратора при сборке должна составлять 2-3 мм для электрода диаметром 2,5 мм и 2,5 - 3,5 мм для электрода диаметром 3,0/3,2 мм.
11.2.7 Минимальное количество слоев шва для варианта ручной дуговой сварки должно составлять:
· Два - для диапазона толщин стенок от 4,0 до 6,5 мм;
· Три - для диапазона толщин стенок свыше 6,5 до 10,0 мм;
· Четыре - для диапазона толщин стенок свыше 10,0 до 12,5 мм.
При толщине стенки более 12,5 мм количество слоев устанавливается согласно технологической карте (из расчета - 1 слой на 3,0 - 4,0 мм толщины стенки).
11.2.8 Минимальное количество слоев шва для комбинированной технологии сварки с использованием самозащитной порошковой проволоки должно составлять:
· Четыре - для диапазона толщин стенок от 6,0 до 11,0 мм;
· Пять - для диапазона толщин стенок свыше 11,0 до 13,0 мм.
При толщине стенки более 13 мм количество слоев шва устанавливается согласно технологической карте (из расчета - 1 слой на 2,5 - 3,0 мм толщины ки).
11.2.9 В процессе сварки горизонтальных стыков с толщиной стенки от 8,0 мм до 2,5 мм облицовочный слой шва рекомендуется выполнять в два прохода (ика). Смежные валики должны перекрывать друг друга на величину, составляющую не менее 1/3 от ширины одного валика. Валики облицовочного слоя должны иметь плавный переход к основному металлу.
11.2.10 Величина межслойной температуры в процессе сварки должна составлять 50 - 250 °С.
11.2.11 Все подготовительные и сборочно-сварочные операции следует производить в соответствии с технологическими картами, которые должны быть подтверждены результатами аттестации технологии сварки.
11.3 Сборка и сварка кольцевых стыков труб и запорной арматуры
11.3.1 Соединения труб с запорной арматурой (задвижками, шаровыми кранами, обратными клапанами) диаметром 108 - 426 мм выполняются ручной дуговой сваркой электродами с покрытием основного вида.
11.3.2 Допускается поставка запорной арматуры без приваренных (заводских) переходных колец под сварку. Монтаж узлов трубопроводов следует начинать с приварки переходных колец к торцам запорной арматуры. Стыкуемый с корпусом торец переходного кольца должен иметь заводскую фаску или фаску после газовой резки и механической обработки станком. Рекомендуемая длина переходного кольца - один номинальный диаметр трубы. Минимально допустимая длина переходного кольца = 250 мм (для стыков диаметром 273 мм и более) и один диаметр трубы (для стыков диаметром менее 273 мм).
11.3.3 Работу по сборке и сварке соединений «переходное кольцо + корпус арматуры», а также стыков «труба + переходное кольцо арматуры» рекомендуется выполнять на стадии подготовки укрупненных заготовок в стационарных условиях, обеспечивающих возможность позиционирования и фиксации стыков в удобном для сварки пространственном положении. Типовые варианты соединения «переходное кольцо + корпус арматуры» представлены на рис. 7.2.1 (Б; В; Г), а типовой вариант соединения «труба +переходное кольцо арматуры» - на рис. 7.2.1 (А).
11.3.4 Перед сборкой следует осмотреть торцы труб и запорной арматуры. Внутренняя поверхность шаровых кранов, задвижек и обратных клапанов должна быть защищена от попадания грязи, брызг металла, окалины, шлака и других предметов согласно рекомендациям завода-изготовителя. Для этой цели могут быть также использованы резиновые коврики, заглушки из дерева и прокладки из несгораемых тканевых материалов.
Дисковой проволочной щеткой следует удалить защитный лаковый слой с кромок запорной арматуры. Зачистить до металлического блеска кромки труб и прилегающие к ним внутреннюю и наружную поверхность на ширину не менее ? мм.
11.3.5 Сборка стыков производится с использованием наружного центратора (сборочного приспособления), который должен быть предварительно подготовлен для сборки стыка с различными наружными диаметрами соединяемых элементов. Сборка выполняется на прихватках. Количество прихваток устанавливается в соответствии с таблицей 6.1.2, при этом длина каждой прихватки должна быть увеличена на 10 - 15 мм. Начало и окончание каждой прихватки следует запилить узким шлифовальным кругом с целью их плавного сопряжения с участками выполняемого корневого слоя. Удаление наружного центратора допускается после выполнения прихваток. При наличии технической возможности сборку стыков диаметром 325 - 426 мм рекомендуется производить на внутреннем центраторе. Освобождать жимки внутреннего центратора допускается после сварки корневого слоя на 75 % периметра стыка.
11.3.6 Сварка одного стыка диам. менее 219 мм может быть выполнена одним электросварщиком, а диам. 219 - 426 мм - двумя электросварщиками одновременно.
11.3.7 Электроды для ручной дуговой сварки следует выбирать в соответствии с таблицей 4.1.2 настоящей Инструкции. При этом для сварки корневого слоя шва соединений труб и запорной арматуры с номинальной толщиной стенки трубы 4 - 8 мм следует использовать электроды диам. 2,5 мм, а с толщиной стенки трубы более 8 мм - электроды диам. 3,0/3,2 мм. Заполняющие и облицовочный слои шва выполняются электродами диам. 3,0/3,2 мм.
11.3.8 Величина зазора при сборке должна составлять 2 - 3 мм для электрода диам. 2,5 мм и 2,5 - 3,5 мм для электрода диам. 3,0/3,2 мм. Величина смещения кромок в стыках диам. 108 - 168 мм должна быть не более 1,5 мм, а диам. 219 - ?6 мм - не более 2 мм. Измерение величины смещения кромок производится по внутренним поверхностям соединяемых элементов с использованием специального шаблона.
11.3.9 Предварительный подогрев следует производить в соответствии с рекомендациями таблицы 11.3.1. Для соединений «труба + переходное кольцо запорной арматуры» рекомендуется применять кольцевые пропановые горелки, оборудованные боковым ограничителем пламени.
При наличии в паспорте на запорную арматуру требований завода-изготовителя по максимально допустимой температуре нагрева корпуса в рабочей зоне для соединений "переходное кольцо + корпус арматуры" следует предпринять меры по ограничению температуры корпуса в рабочей зоне.
Для этой цели предварительный подогрев рекомендуется производить однопламенной горелкой или осуществить по согласованию с Заказчиком мероприятия по сопутствующему охлаждению корпуса запорной арматуры. При выполнении подогрева следует контролировать равномерность нагрева разнотолщинных элементов соединения.
При температуре воздуха ниже +5 °С, а также при наличии следов влаги на кромках, выполнить просушку стыка путем нагрева до температуры +50 °С. Замер температуры во всех случаях производится контактным термометром не менее чем в трех точках по периметру стыка на расстоянии 10-15 мм от торца.
Таблица 11.3.1 - Выбор температуры предварительного подогрева стыков труб и запорной арматуры
|
Толщина стенки труб и запорной арматуры, мм |
Эквивалент углерода, % |
Температура окружающей среды, °С |
Температура предварительного подогрева, °C |
|
|
1-П и 2-П |
£ 14 |
£ 0,41 |
Любая |
Не требуется |
|
14,1 - 16,0 |
£ 0,41 |
< -25 °С |
80-100 °С |
|
|
16,1 - 18,0 |
£ 0,41 |
< - 10 °С |
80-100 °С |
|
|
³ 18,1 |
£ 0,41 |
Любая |
80-100 °С |
|
|
£ 12,0 |
0,42-0,46 |
Любая |
Не требуется |
|
|
12,1-14,0 |
0,42-0,46 |
< 0 °С |
80-100 °С |
|
|
³ 14,1 |
0,42-0,46 |
Любая |
80-100 °C |
Примечания. Выбор температуры предварительного подогрева производится по наибольшим значениям толщины стенки и эквивалента углерода соединяемых элементов.
11.3.10 Минимальное количество слоев шва устанавливается согласно технологической карте, подтвержденной результатами аттестации технологии в установленном порядке.
11.3.11 В сварном соединении «переходное кольцо + корпус арматуры» при ширине раскрытия кромок ³ 15 мм облицовочный слой шва следует выполнять методом «валиковой» сварки в два прохода (валика) с поперечными колебаниями электрода величиной в 2,5 его диаметра.
При ширине раскрытия кромок ³ 20 мм последний заполняющий слой в аналогичном соединении рекомендуется выполнить в 2 прохода, а облицовочный слой - в три и более проходов (валиков). Во всех случаях рекомендуемая ширина каждого валика = 9 - 12 мм. Смежные валики должны перекрывать друг друга на величину, составляющую не менее 1/3 от ширины одного валика. Валики облицовочного слоя должны плавно сопрягаться между собой и иметь плавный переход к основному металлу.
11.3.12 В процессе сварки следует производить контроль межслойной температуры. Величина межслойной температуры для стыков «переходное кольцо + корпус арматуры» должна составлять 50 ... 180 °С, а для стыков «труба + переходное кольцо арматуры» - 50...200 °С.
11.3.13 Сварку соединений труб (переходных колец) с запорной арматурой следует выполнять без перерывов. Сварные соединения запрещается оставлять незаконченными.
11.3.14 Работу по сварке следует производить в соответствии с технологическими картами, которые должны быть подтверждены результатами аттестации технологии.
12 СВАРКА КОЛЬЦЕВЫХ СТЫКОВ ТРУБ, ДЕТАЛЕЙ И ЗАПОРНОЙ АРМАТУРЫ ДИАМЕТРОМ 20 - 89 мм
12.1 Подготовка стыков к сварке
12.1.1 Порядок подготовки стыков должен соответствовать требованиям раздела 6.1 настоящей Инструкции и дополняться положениями разделов 1?; 12.2 и 12.3.
12.1.2 Допускается раздача концов труб из низкоуглеродистых сталей для обеспечения точности сборки стыков. Раздача концов труб производится без нагрева при температуре окружающего воздуха более +5 °С. При температуре окружающего воздуха £ +5 °С для выполнения этой операции необходим прогрев на 100 - 150 °С. Остаточная пластическая деформация не должна превышать 1,2 %.
12.2 Сборка и сварка кольцевых стыков труб и деталей
12.2.1 Для выполнения соединений могут быть использованы следующие технологии и комбинированные варианты сварки, регламентированные настоящей Инструкцией:
· ручная дуговая сварка электродами с покрытием основного вида соединений диаметром 25 - 89 мм с толщиной стенки 3,0 - 10,0 мм;
· ручная сварка неплавящимся электродом (с присадкой) в среде аргона соединений диаметром 20 - 89 мм с толщиной стенки 2,0 - 4,0 мм;
· комбинированная сварка стыков диаметром 57 - 89 мм с толщиной стенки 2,0 - 10,0 мм: корневой слой - неплавящимся электродом (с присадкой) в среде аргона, последующие слои - электродами с покрытием основного вида.
Порядок сборки и сварки должен соответствовать требованиям раздела 6.1 настоящей Инструкции и дополняться положениями настоящего раздела. Все соединения выполняются одним электросварщиком.
12.2.2 Для всех трех вариантов сварки соединений из низкоуглеродистых трубных сталей с толщинами стенок 2,0 - 10,0 мм и эквивалентом углерода не более 0,46 % предварительный подогрев не требуется. При обнаружении следов влаги на кромках должна быть выполнена просушка стыка путем нагрева до температуры 20 - 50 °С. Для этой цели допускается использование однопламенной горелки.
12.2.3 Сборка стыков труб и деталей осуществляется с использованием наружного центратора (сборочного приспособления). Внутреннее смещение кромок в стыках бесшовных труб и в стыках «бесшовная труба + деталь» с толщинами стенок 2,0 - 3,2 мм не должно превышать 0,5 мм, с толщинами стенок 3,5 - 4,5 мм - должно быть не более 1 мм, с толщинами стенок 5,0 - 8,0 мм - не более 1,5 мм, с толщинами стенок 8,5 - 10,0 мм - не более 2,0 мм. Величина наружного смещения в данном случае не регламентируется. Измерение величины внутреннего смещения следует выполнять специальным шаблоном (типа УПС-4). Величина наружного смещения кромок электросварных труб с толщиной стенки менее 10 мм не должно превышать 40 % нормативной толщины стенки, но не более 2 мм. Величина наружного смещения кромок электросварных труб с толщиной стенки 10 мм должно быть не более 2 мм.
12.2.4 Наружный центратор (сборочное приспособление) разрешается удалять после выполнения прихваток. При изготовлении укрупненных заготовок заполняющие и облицовочный слои шва могут выполняться с периодическим поворотом стыка в удобную для сварщика позицию, чтобы избежать сварки в потолочном положении. При этом должна обеспечиваться сохранность наружной изоляции труб и деталей.
12.2.5 Работы по сварке должны производиться в соответствии с технологическими картами, которые должны быть подтверждены результатами аттестации технологии сварки.
12.3 Технология ручной дуговой сварки соединений диаметром 25 - 89 мм с толщиной стенки 3,0 - 10,0 мм
12.3.1 Для ручной дуговой сварки всех слоев шва из сталей группы 1-П (таблица 8.1) следует использовать марки электродов, представленных в таблице 4.1.2, диаметром 2,5 мм. Величина зазора при сборке должна составлять 2-3 мм. Для сварки заполняющих и облицовочного слоев шва соединений диаметром 57 - 89 мм с толщиной стенки 4,0 - 10,0 мм могут быть использованы электроды диаметром 3,0/3,2 мм.
12.3.2 Минимальное количество слоев шва должно составлять:
· Два - для диапазона толщин стенок от 3,0 до 6,0 мм;
· Три - для диапазона толщин стенок от 6,5 до 10,0 мм.
12.3.3 В процессе сварки горизонтальных стыков с толщиной стенки от 7,0 до ?,0 мм облицовочный слой шва рекомендуется выполнять в два прохода (валика). Смежные валики должны перекрывать друг друга на величину, составляющую не менее 1/3 от ширины одного валика. Валики облицовочного слоя должны иметь плавный переход к основному металлу.
12.3.4 Величина межслойной температуры в процессе сварки должна составлять ? -250 °С.
12.3.5 Сварку следует производить в соответствии с технологическими картами, которые должны быть подтверждены результатами аттестации технологии.
12.4 Технология ручной сварки не плавящимся электродом в среде аргона соединений диаметром 20 - 89 мм с толщиной стенки 2,0 - 4,0 мм
12.4.1 Перед сборкой внутренняя и наружная поверхности труб и деталей на ширине не менее 10 мм и 30 мм соответственно должны быть очищены от следов окалины, ржавчины, масла и других загрязнений, также обезжирены. Наружную поверхность труб следует зачистить до металлического блеска на ширине не более 10 мм от торца. Сборку и сварку стыков необходимо производить в условиях надежной защиты от ветра и попадания на стык атмосферных осадков.
12.4.2 Величина зазора при сборке должна составлять 1+0,5 мм для соединений с толщиной стенки 2,0 - 3,0 мм и 1,5 ± 0,5 мм для соединений с толщиной стенки ? - 4,0 мм. Внутреннее смещение кромок в обоих случаях не должно превышать 0,5 мм.
12.4.3 В качестве неплавящегося электрода рекомендуется использовать прутки лантанированного вольфрама (ВЛ) диаметром 2 мм (по ТУ 48-19-27-87). Для легкого возбуждения дуги и улучшения стабильности ее горения электрод должен быть заточен на конус. Форма заточки представлена на рис. 12.4.1.
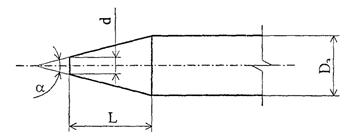
Рис. 12.4.1. Форма заточки вольфрамового электрода:
a - угол конуса = 28 - 30 град.;
L - длина конической части = (5 ¸ 6)Дэ;
Dэ - диаметр электрода;
d - диаметр притупления = 0,2 - 0,5 мм
12.4.4 В качестве защитного газа используется аргон высшего сорта по ГОСТ 10157. Содержание аргона - не менее 99,99 % (по объему). Перед использованием баллона с аргоном необходимо проверить качество газа путем выполнения наплавки длиной 100 - 150 мм на поверхность пластины. Внешним осмотром наплавки определяют надежность газовой защиты. В случае обнаружения пор газ бракуют.
12.4.5 В качестве присадочного металла следует применять сварочную проволоку диаметром 1,6 - 2,0 мм марки Св-08Г2С по ГОСТ 2246-70.
12.4.6 Для ручной сварки неплавящимся электродом в среде аргона следует использовать источники питания постоянного тока с падающей вольтамперной характеристикой в комплекте с малогабаритными горелками, обеспечивающими доступ к месту сварки в стесненных условиях.
12.4.7 Прихватка стыков должна производиться тем же сварщиком, который будет выполнять сварку корневого слоя шва. Рекомендуемая длина прихваток = 10 - 15 мм, количество прихваток = 2. Они должны располагаться симметрично по периметру стыка. В качестве присадочного металла должна использоваться та же проволока, что и для сварки корневого слоя.
12.4.8 Ручную аргонодуговую сварку необходимо выполнять на постоянном токе прямой полярности при возможно более короткой длине дуги. Зажигание и гашение дуги следует производить на свариваемой кромке или на выполненном ранее шве на расстоянии 20 - 25 мм позади кратера.
12.4.9 Подачу аргона из горелки следует начинать на 15 - 20 секунд раньше момента зажигания дуги и прекращать через 10 - 15 секунд после обрыва дуги. В течение этих интервалов времени струю аргона следует направлять на кратер.
12.4.10. В начальный момент сварки после возбуждения дуги необходимо подогреть и оплавить кромки труб и конец присадочного прутка. После образования сварочной ванны можно начинать поступательное движение горелки. В процессе сварки корневого слоя необходимо следить за полным проплавлением кромок и отсутствием непровара. Степень проплавления можно оценить по форме ванны расплавленного металла: хорошему проплавлению соответствует ванна, вытянутая в сторону направления сварки (рис. 12.4.2-а), недостаточному - круглая или овальная (рис. 12.4.2-б).
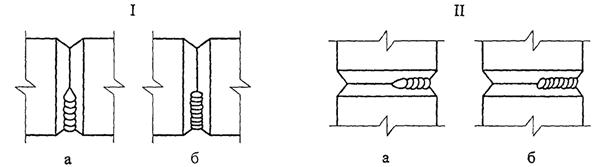
Рис. 12.4.2. Форма сварочной ванны при полном (а) и недостаточном (б) проплавлении корня шва вертикального (I) и горизонтального (II) кольцевых стыков
12.4.11 Минимальное количество слоев шва для стыков с толщиной стенки ? - 4,0 мм - два. Рекомендуемая высота слоя (валика) составляет 2 - 2,5 мм. Направление и порядок сварки вертикального и горизонтального неповоротных стыков должны соответствовать рис. 12.4.3. Длина сваренных участков не должна превышать 200 мм. При большей длине участка шва его необходимо выполнять обратноступенчатым способом.
12.4.12 При изготовлении укрупненных заготовок допускается поворот стыков в удобную для сварщика позицию, чтобы избежать сварки в потолочном положении. Если периодическое проворачивание стыка затруднительно, сварка корневого слоя может быть выполнена в два поворота согласно схеме, представленной на рис. 12.4.4.
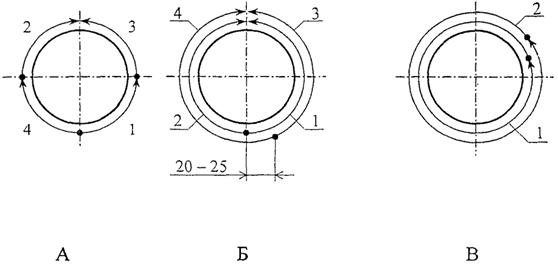
Рис. 12.4.3. Порядок сварки неповоротного кольцевого стыка одним сварщиком:
А - корневой слой шва вертикального стыка;
Б - второй и последующие слои шва вертикального стыка;
В - корневой и последующие слои шва горизонтального стыка;
1; 2; 3; 4 - последовательность выполнения участков и слоев шва.
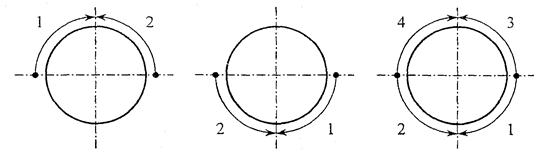
Рис. 12.4.4. Схема сварки корневого слоя шва вертикального стыка в два поворота при его затрудненном вращении:
1; 2; 3; 4 - последовательность сварки участков корневого слоя шва
12.4.13 Взаимное расположение горелки и проволоки при сварке вертикального и горизонтального стыков представлено на рис. 12.4.5. Угол a (между электродом и радиусом трубы в месте сварки) зависит от качества защиты и конструктивных особенностей горелки: для горелок, приспособленных для сварки в стесненных условиях и в глубокую разделку угол a может изменяться в пределах 0 -70 градусов, для остальных горелок с канальной схемой истечения газа - в пределах от 0 до 25 градусов.
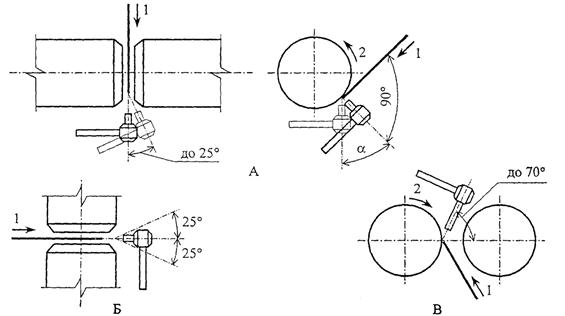
Рис. 12.4.5. Схема расположения горелки и присадочной проволоки при сварке вертикальных и горизонтальных стыков:
А - сварка вертикального стыка в обычных условиях;
Б - сварка горизонтального стыка в обычных условиях;
В - сварка горизонтального стыка в стесненных условиях горелкой с удлиненным мундштуком;
(1 - направление подачи проволоки; 2 - направление сварки)
12.4.14 Присадочная проволока должна подаваться в сварочную ванну навстречу движению горелки, а горелка должна двигаться справа налево. Корневой слой шва рекомендуется выполнять с минимальными колебаниями садочной проволоки и горелки (амплитуда = 2 - 4 мм). Последующие слои ? выполняются с поперечными колебаниями горелки (амплитуда = 6 - 8 мм). Расплавляемый конец присадочной проволоки должен всегда находиться под итой аргона. Не следует резко подавать присадочный пруток в сварочную у, так как это может привести к разбрызгиванию металла.
12.4.15 В процессе сварки межслойная температура шва должна составлять 50 - 250 °С.
12.4.16 Сварка должна выполняться в укрытиях (палатках), обеспечивающих надежную защиту от ветра и атмосферных осадков.
12.4.17 Сварку следует производить в соответствии с технологическими картами, которые должны быть подтверждены результатами аттестации технологии.
12.5 Комбинированный технологический вариант сварки стыков диаметром 57 - 89 мм с толщиной стенки 4,0 - 10,0 мм: корневой слой - неплавящимся электродом в среде аргона, последующие слои - электродами с покрытием основного вида
12.5.1 Сварка корневого слоя шва должна производиться в соответствии с требованиями раздела 12.4 настоящей Инструкции.
12.5.2 Сварку заполняющих и облицовочного слоев шва следует выполнять согласно рекомендациям раздела 12.3 настоящей Инструкции.
12.5.3 Сварку по комбинированному варианту следует производить в соответствии с технологическими картами, которые должны быть подтверждены результатами аттестации технологии.
12.6 Сборка и сварка кольцевых стыков труб и запорной арматуры
12.6.1. Соединения труб с запорной арматурой (задвижками, шаровыми кранами, обратными клапанами) диаметром 57 - 89 мм выполняются ручной дуговой сваркой электродами с покрытием основного вида. По согласованию с проектной организацией допускается поставка запорной арматуры без переходных колец под сварку. Работу по сборке и сварке соединений рекомендуется выполнять в стационарных условиях на стадии подготовки укрупненных заготовок. Сварка одного стыка может быть выполнена одним электросварщиком.
12.6.2. Перед сборкой следует осмотреть торцы труб и запорной арматуры. И выполнить мероприятия по защите внутренней поверхности арматуры согласно рекомендациям п. 7.3.6. Дисковой проволочной щеткой следует удалить защитный лаковый слой с кромок запорной арматуры. Зачистить до металлического блеска кромки труб и прилегающие к ним внутреннюю и наружную поверхность на ширину не менее 10 мм.
12.6.3. Сборку следует производить с использованием наружного центратора (сборочного приспособления), который должен быть предварительно подготовлен для сборки стыка с различными наружными диаметрами соединяемых элементов. Сборка выполняется на прихватках. Количество прихваток - не менее двух. Длина = 30 - 40 мм. Начало и окончание прихваток следует запилить узким шлифовальным кругом с целью их плавного сопряжения с участками выполняемого корневого слоя. Удаление наружного центратора (сборочного приспособления) допускается после выполнения прихваток.
12.6.4. Для ручной дуговой сварки соединений из низкоуглеродистых сталей группы 1-П (таблица 8.1) следует использовать электроды диаметром 6 мм (все слои шва). Величина зазора при сборке должна составлять 2 - 3 мм. Для сварки заполняющих и облицовочного слоев шва соединений «труба + арматура» с толщиной стенки 4,0 - 10,0 мм могут быть использованы электроды диаметром 3,0/3,2 мм. Марки электродов следует выбирать в соответствии с таблицей 4.1.2 (электроды для 1-ой и 2-ой групп прочности).
12.6.5. Величина зазора при сборке должна составлять 2 - 3 мм для электрода диаметром 2,5 мм и 2,5 - 3,5 мм для электрода диаметром 3,2 мм. Величина вращения кромок в стыках диаметром 57 мм должна быть не более 1 мм, а диаметром 89 мм - не более 1,5 мм. Измерение величины смещения кромок производится по внутренним поверхностям соединяемых элементов с использованием специального шаблона.
12.6.6. Предварительный подогрев следует производить в соответствии с рекомендациями таблицы 6.1.3 настоящей Инструкции.
12.6.7. Минимальное количество слоев шва устанавливается согласно технологической карте и уточняется в процессе аттестации технологии сварки.
12.6.8. В процессе сварки следует производить контроль межслойной температуры. Величина межслойной температуры должна составлять ? 180 °С.
12.6.9. Сварка соединений труб с запорной арматурой следует выполнять без перерывов. Сварные соединения запрещается оставлять незаконченными.
12.6.10. Сварку следует производить в соответствии с технологическими картами, которые должны быть подтверждены результатами аттестации технологии.
13 СВАРКА СПЕЦИАЛЬНЫХ СВАРНЫХ СОЕДИНЕНИЙ
13.1 Сварка прямых врезок
13.1.1 Конструкция прямых врезок и типоразмеры труб должны соответствовать требованиям проектной документации.
13.1.2 Разметка места вырезки отверстия в основной трубе и заготовки для изготовления усиливающей накладки (воротника) производится бригадиром по специальному шаблону, вырезка отверстий - высококвалифицированным газорезчиком, подготовка отверстий, а также подготовка трубы-ответвления и сборка стыка осуществляется бригадиром и электросварщиком, который должен выполнить сварку контрольного стыка.
13.1.3 Расстояние между отверстием в основной трубе и заводским швом трубы должно быть не менее 250 мм.
13.1.4 Для сборки стыков следует использовать приспособления и устройства (уровень, отвес, угольник, теодолит), обеспечивающие выполнение следующих требований:
· Смещение осей трубы-ответвления и основной трубы не должно превышать 5 мм;
· Отклонение трубы-ответвления от вертикали должно быть не более 1 град.
13.1.5 Стыки прямых врезок следует выполнять ручной дуговой сваркой электродами с покрытием основного вида. Выбор электродов производится в соответствии с таблицей 4.1.2 настоящей Инструкции.
13.1.6 Температуру предварительного подогрева следует выбирать согласно таблице 6.1.3 настоящей Инструкции. В том случае, если подогрев не требуется, следует выполнить просушку стыка путем нагрева до температуры 20 - 50 °С при наличии следов влаги и/или при температуре окружающего воздуха ниже +5 °С.
13.1.7 Оптимальной схемой работы на рассматриваемых объектах является изготовление укрупненных заготовок в стационарных (базовых) условиях с их последующим монтажом на площадках. В связи с этим сварку прямых врезок рекомендуется производить в стационарных (базовых) условиях, позволяющих обеспечить лучшее качество сборки и сварки, а также избежать сварки в потолочном положении.
13.1.8 При наличии технической возможности в стыках прямых врезок с диаметром трубы-ответвления более 108 мм рекомендуется производить подварку изнутри в местах непроваров, несплавлений в корневом слое шва. Ширина подварочного слоя = 6 - 10 мм. Высота усиления = 1 - 3 мм. Марка электрода для подварки должна соответствовать марке электрода для корневого слоя шва, диаметр электрода 2,5 мм или 3,0/3,2 мм.
13.1.9. Прямые врезки с диаметром ответвления до 273 мм выполняются одним сварщиком, а с диаметром ответвления 273 мм и более - двумя сварщиками одновременно.
13.1.10. Сварку стыков прямых врезок следует производить в соответствии с технологическими картами, которые должны быть подтверждены результатами аттестации технологии.
13.2 Сварка разнотолщинных соединений
13.2.1 Разнотолщинные соединения диаметром менее 325 мм следует выполнять ручной дуговой сваркой электродами с покрытием основного вида (все слои шва).
13.2.2 Для соединений диаметром 325 мм и выше, собранных на наружном центраторе, могут быть использованы следующие технологии и технологические варианты, регламентированные настоящей Инструкцией:
· Ручная дуговая сварка электродами с покрытием основного вида (все слои шва);
· Комбинированная технология: ручная дуговая сварка электродами с покрытием основного вида (корневой слой шва) + полуавтоматическая сварка самозащитной порошковой проволокой «Иннершилд» (последующие слои шва).
13.2.3 Для соединений диаметром 325 мм и выше, собранных на внутреннем центраторе, могут быть использованы технологии и технологические варианты, регламентированные разделом 7.2 настоящей Инструкции.
13.2.4 Сварку разнотолщинных соединений следует производить в соответствии с требованиями настоящего раздела и раздела 7.2 на основании технологических карт, которые должны быть подтверждены результатами аттестации технологии.
13.3 Сварка захлестов
13.3.1 Сварка стыков захлестов производится электродами с покрытием основного вида согласно требованиям раздела 7.1 настоящей Инструкции.
13.3.2 Сварку следует производить в соответствии с технологическими картами, которые должны быть подтверждены результатами аттестации технологии.
14 РЕМОНТ СВАРНЫХ СОЕДИНЕНИЙ.
14.1 Ремонт кольцевых стыков следует производить ручной дуговой сваркой электродами с покрытием основного вида. Требования к выполнению ремонта регламентируются разделом 7.4 настоящей Инструкции и дополняются положениями настоящего раздела.
14.2 Суммарная длина дефектов сварного шва не должна превышать 1/6 периметра ремонтируемого кольцевого стыка. Максимальная длина единовременно ремонтируемого участка должна составлять:
· 200 мм - для стыков диаметром 426 мм;
· 10 % периметра сварного шва для соединений диаметром 57 - 377 мм.
14.3 Минимальная длина участка вышлифовки должна составлять:
· 100 мм - для соединений диаметром 219 - 426 мм
· 80 мм - для соединений диаметром 89 - 168 мм;
· 60 мм - для соединений диаметром 57 - 85 мм.
Длина участка вышлифовки должна превышать фактическую длину наружного или внутреннего дефекта на величину:
· не менее 30 мм - для соединений диаметром 219 - 426 мм;
· не менее 25 мм - для соединений диаметром 89 - 168 мм;
· не менее 20 мм - для соединений диаметром 57 - 85 мм.
14.4 Сварные кольцевые стыки диаметром 20 - 54 мм, имеющие недопустимые дефекты, подлежат вырезке. В отдельных случаях (для специальных соединений, соединений «труба + деталь») допускается ремонт дефектов заполняющих и облицовочного слоев шва, который может быть выполнен в соответствии с дополнительно разработанной технологической картой и после проведения аттестации технологии.
14.5 Все отремонтированные участки должны быть подвергнуты внешнему осмотру и 100 % радиографическому контролю.
14.6 Ремонт стыков сваркой следует производить на основании технологических карт, которые должны быть подтверждены результатами аттестации технологии.
ПРИЛОЖЕНИЯ
Приложение 1
Порядок проведения исследовательской аттестации технологии сварки
Исследовательская аттестация проводится в два этапа:
I этап - в лабораторных условиях АО ВНИИСТ производится экспертная оценка новой технологии и уточняется область ее рационального применения в производственных условиях;
II этап - на базе производственного подразделения АО МН (подрядчика), выполняющего работы по сварке и капитальному ремонту нефтепроводов, производится сварка, контроль и испытания приемочных стыков.
1. Новая организация (подразделение) назначается АО МН, на объектах которого предполагается внедрение новой технологии, по согласованию с ОАО ? «Транснефть». Организация должна располагать квалифицированным и аттестованным персоналом, необходимым оборудованием и материалами. Второй этап аттестации проводится с привлечением специалистов Госгортехнадзора России.
2. Исследовательская аттестация выполняется на основании технологических рекомендаций, предоставляемых организацией-разработчиком технологии. По итогам первого этапа аттестации в технологические рекомендации могут быть внесены дополнения и уточнения. Порядок и объем второго этапа аттестационных испытаний определяется программой работ, которую готовит АО ВНИИСТ при участии специалистов АО МН (или уполномоченной организации-подрядчика).
3. Технологические рекомендации должны включать в себя следующие разделы:
· назначение и область применения новой технологии (с указанием диапазона диаметров и толщин стенок труб, классов прочности трубных сталей и т.п.);
· применяемое сварочное и вспомогательное оборудование;
· сварочные материалы (марка, типоразмер, классификация по стандарту, требования к подготовке перед сваркой);
· типичные показатели механических свойств наплавленного, металла и металла сварных швов;
· типичный химический состав наплавленного металла и металла шва;
· требования к подготовке кромок и сборке стыков;
· режимы предварительного подогрева стыков труб, которые предполагается сваривать в процессе аттестации;
· режимы сварки;
· режимы термообработки стыков (при необходимости);
· другие рекомендации и характеристики, имеющие принципиальное значение.
4 Программа аттестации должна содержать информацию о виде и количестве сварных соединений, о виде и объеме испытаний механических свойств и неразрушающего контроля, о видах и объеме специальных дополнительных испытаний и исследований (металлографические исследования металла швов, газовый анализ и т.п.), сроках и месте проведения работ и т.д.
5. В процессе исследовательской аттестации технологии сварки необходимо выполнить один или несколько стыков труб стандартной длины или «катушек» труб длиной не менее одного номинального диаметра в соответствии с технологическими рекомендациями.
Количество стыков должно быть достаточным для выявления всех особенностей технологии и оценки параметров процесса, проведения неразрушающего контроля, механических и других предписанных видов испытаний сварных соединений.
Сварку рекомендуется производить в условиях, тождественных указанным в рекомендациях разработчика. Типоразмер труб может учитывать сортамент труб, используемых на объектах Заказчика.
6 В том случае, если новая технология предназначена для сварки отдельных слоев или слоя сварного шва, а другие слои выполняются по регламентируемой настоящей Инструкцией технологии, то исследовательской аттестации подлежит комбинированная технология сварки всего стыка в целом.
7 Результаты исследовательской аттестации должны быть оформлены в виде протокола и отчета. В протоколе должны быть зафиксированы:
· Наименование организации (АО МН, подрядчика), на базе которой проводилась аттестация;
· Место и время проведения работ;
· Наименование технологии, перечень и последовательность выполнения операций сборки и сварки;
· Состав бригады (Ф.И.О., разряд, номер клейма, схема расстановки сварщиков);
· Погодные условия (температура воздуха, сила ветра, наличие осадков);
· Параметры режимов сварки, зарегистрированные в процессе аттестации;
· Результаты операционного и визуального контроля;
· Результаты радиографического и других предписанных методов неразрушающего контроля;
· Виды механических испытаний, номер стыка и схема вырезки темплетов (заготовок) для изготовления образцов;
· Наименование организации, выполняющей механические испытания сварных соединений;
· Наименование организации, осуществляющей подготовку аттестационного отчета;
· Другая информация, являющаяся существенной по отношению к аттестуемой технологии или к методике исследовательской аттестации (по предложению членов аттестационной комиссии).
В процессе исследовательской аттестации в соответствии с программой выполняются следующие виды механических и иных испытаний и исследований:
· Испытание сварного соединения на статическое растяжение;
· Испытание сварного соединения на статический изгиб;
· Испытание сварного соединения на ударный изгиб;
· Испытание металла шва на статическое растяжение;
· Определение химического состава наплавленного металла и металла шва;
· Определение газового состава металла шва;
· Определение твердости металла шва и зоны термического влияния;
· Металлографические исследования;
· Другие виды испытаний и исследований, предусмотренные программой.
Максимальное количество образцов для механических испытаний представлено в таблице 1. Схема вырезки образцов из неповоротных стыков должна соответствовать рис. 1. Требования к вырезке темплетов из поворотных стыков и к подготовке образцов должны соответствовать аналогичным требованиям этапа первичной аттестации.
Формы и размеры образцов, а также методика механических испытаний приведены в приложении 2 к настоящей Инструкции.
При аттестации технологии двухсторонней автоматической сварки должны быть показаны также не менее трех макрошлифов для определения геометрических параметров сварного шва.
леты образцов (не менее трех) для испытаний металла шва на статическое напряжение могут быть вырезаны из любого участка периметра стыка, но не ближе ? мм от места окончания сварки. Испытания следует производить на цилиндрических образцах типа II (с пятикратной базой) в соответствии с ГОСТ 6996-66.
При аттестации технологии двухсторонней автоматической сварки под флюсом дополнительно должны быть вырезаны не менее трех макрошлифов для определения геометрических параметров сварного шва.
Таблица 1 - Вид и количество образцов для механических испытаний сварных соединений труб диаметром 426 мм и более при исследовательской аттестации
|
Количество образцов для испытаний |
||||||
|
На растяжение |
На статический изгиб |
На ударный изгиб (KCV)* |
||||
|
С расположением корня шва |
На изгиб боковой поверхностью (на ребро) |
По шву |
По ЗТВ** |
|||
|
Наружу |
Внутрь |
|||||
|
До 12,5 вкл. |
4 |
4 |
4 |
0 |
3 |
3 |
|
Более 12,5 до 19,0 вкл. |
4 |
0 |
0 |
8 |
3 |
3 |
|
Более 19,0 |
4 |
0 |
0 |
8 |
6*** |
6*** |
Примечания:
(*) - KCV - образцы типа IX и X с острым надрезом (Шарпи) по ГОСТ 6996-66;
(**) - ЗТВ - зона термического влияния;
(***) - три образца (тип IX) из нижних (внутренних) слоев шва и три образца (тип IX) из верхних (наружных) слоев шва.
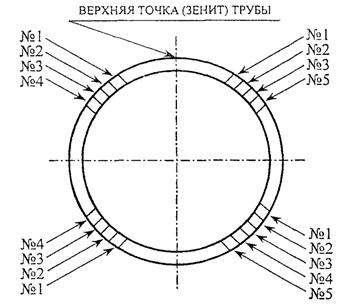
Рис. 1. Схема вырезки темплетов для изготовления образцов для проведения механических испытаний сварных соединений труб (диам. 426 мм и более) в процессе исследовательской аттестации технологии сварки:
№ 1 - образец для испытаний на растяжение;
№ 2 - образец для испытаний на изгиб корнем шва наружу или на ребро;
№ 3 - образец для испытаний на изгиб корнем шва внутрь или на ребро;
№ 4 - образец для испытаний на ударный изгиб;
№ 5 - макрошлиф для определения химического состава металла шва и твердости в различных зонах сварного соединения
Отчет по результатам исследовательской аттестации составляется специалистами АО ВНИИСТ с привлечением специалистов организации, на базе которой проводилась аттестация (АО МН, подрядчика).
Отчет должен обобщать информацию о всех результатах, включая результаты механических испытаний, а также содержать необходимые рекомендации по использованию новой технологии в производственных условиях:
· Назначение и область применения;
· Сварочное оборудование;
· Сварочные материалы;
· Требования к подготовке кромок и сборке стыков;
· Вспомогательное оборудование;
· Режимы предварительного подогрева;
· Режимы сварки;
· Режимы термообработки стыков (при необходимости);
· Методы контроля качества;
· Показатели механических свойств металла сварных швов и соединений;
· Химический состав наплавленного металла и металла шва;
· Твердость металла в различных зонах сварного соединения;
· Показатели качества сварных соединений;
· Другие рекомендации, имеющие принципиальное значение.
К аттестационному отчету должны прилагаться протоколы неразрушающего контроля и механических испытаний.
В случае положительных результатов исследовательской аттестации АО ВНИИСТ направляет Заказчику для последующего обращения в Госгортехнадзор России протокол и аттестационный отчет с приложениями, а также заключение о возможности использования технологии для сварки нефтепроводов. Копия отчета и заключения направляется также разработчику технологии.
Разрешение на применение новой технологии сварки в производственных целях выдается Госгортехнадзором России. Оно является основанием для последующей разработки дополнения к настоящей Инструкции и внедрения названной технологии сварки при строительстве и капитальном ремонте трубопроводов.
Приложение 2
Методика механических испытаний сварных соединений
1 Испытания сварного соединения на статическое растяжение
1.1 Испытания следует проводить на образцах типа XII или XIII (ГОСТ 6996-66). Форма образца представлена на рис. 1.1. Размеры образца указаны в таблице 1.1.
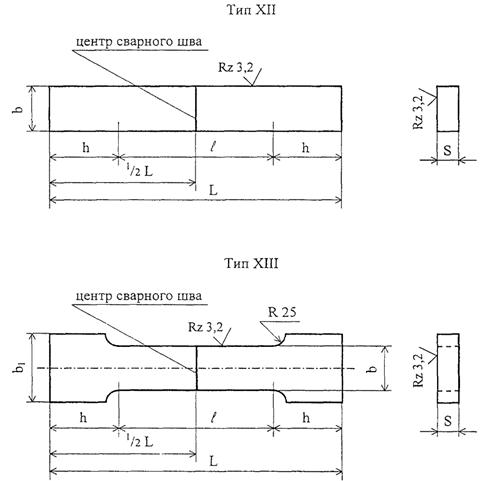
Рис. 1.1. Форма образцов (тип XII и XIII) для испытаний сварного соединения на статическое растяжение
Таблица 1.1 - Размеры плоских образцов для испытаний на статическое растяжение (тип XII и XIII по ГОСТ 699-66)
|
Толщина образца а, мм |
Ширина рабочей части образца, b, мм |
Ширина захватной части образца, b1, мм |
Длина рабочей части образца, l, мм |
Общая длина образца, L, мм |
|
|
До 6 вкл. |
Равна толщине стенки трубы |
15 ± 0,5 |
25 |
50 |
l + 2h |
|
Свыше 6 до 10 вкл |
20 ± 0,5 |
30 |
60 |
||
|
Свыше 10 до 25 вкл. |
25 ± 0,5 |
35 |
100 |
||
|
Свыше 25 до 50 вкл. |
30 ± 0,5 |
40 |
160 |
Примечания: 1) Длину захватной части образца h устанавливают в зависимости от конструкции испытательной машины.
2) Скорость нагружения образцов в процессе испытаний должны составлять более 15 мм/мин.
1.2. Усиление шва на образцах должно быть снято механическим способом корня основного металла, при этом допускается удалять основной металл по всей поверхности образца на глубину до 15 % от толщины стенки трубы, но не более 4 мм. Удаление основного металла с поверхности образца производят только с той стороны, с которой снимают усиление шва. Строгать усиление следует поперек.
1.3. Острые кромки плоских образцов в пределах рабочей части должны быть скруглены радиусом не более 1,0 мм путем сглаживания напильником вдоль кромки. Разрешается строгать усиление вдоль продольной оси шва с последующим нанесением рисок. Шероховатость поверхности Rz в местах удаления усиления должна быть не более 6,3 мкм.
Перед проведением испытаний сварных соединений, выполненных с применением электродов с целлюлозным видом покрытия или самозащитной порошковой проволокой типа Иннершилд следует провести дефлокирующую термическую обработку образцов при температуре 250 °С в течение 6 часов.
1.4 Временное сопротивление разрыву, определяемое на плоских образцах со снятым усилением, должно быть не ниже нормативного значения временного сопротивления разрыву основного металла труб, регламентированного техническими условиями на их поставку или ГОСТом.
2 Испытания сварного соединения на статический изгиб
2.1 При испытаниях стыковых соединений труб определяют способность сварных соединений принимать заданный по размеру и форме изгиб. Эта способность характеризуется углом изгиба a, при котором в растянутой зоне образца появляется первая трещина, развивающаяся в процессе испытаний. Если длина трещин, возникающих в растянутой зоне образца в процессе испытания, не превышает 20 % его ширины, но не более 5 мм, то такие трещины не являются браковочным признаком. Определяется также место образования трещины или разрушения (металл шва, металл околошовной зоны или основной металл).
2.2 Форма и размеры образцов представлены в таблице 2.1 и на рис. 2.1.
Таблица 2.1 - Размеры образцов для испытаний на статический изгиб
|
Толщина основного металла S, мм |
Ширина образца b, мм |
Общая длина образца, L, мм |
Расстояние между опорами, мм |
|
|
Корнем шва наружу или внутрь |
До 12,5 |
1,58, но не менее 10 |
2,5D + 80 |
2,5D |
|
На ребро |
12,5 и более |
12,5 ± 0,2 |
180 - 200 |
80 |
Примечания: D - диаметр нагружающей оправки (мм), устанавливается в соответствии с требованиями таблицы 2.2 настоящего приложения.
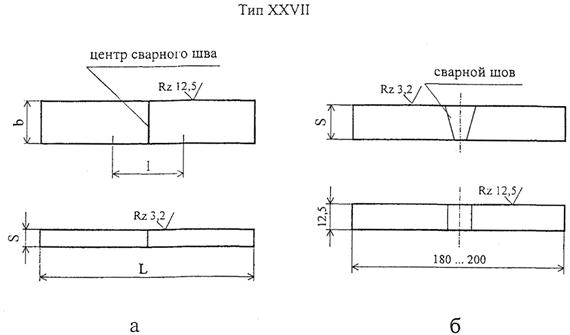
Рис. 2.1. Форма образцов для испытаний на статический изгиб:
а - образец для изгиба корнем шва наружу или внутрь;
б - образец для изгиба на ребро
Таблица 2.2 - Определение диаметра нагружающей оправки (D) для испытаний на статический изгиб
|
Вид испытания на изгиб |
Диаметр нагружающей оправки D, мм |
|
|
До К50 вкл. |
Корнем шва наружу или внутрь |
2S ± 2 |
|
На ребро |
30 ± 2 |
|
|
Свыше К50 до К54 вкл. |
Корнем шва наружу или внутрь |
3S + 2 |
|
На ребро |
40 ± 2 |
|
|
От К55 до К65 вкл. |
Корнем шва наружу или внутрь |
4S ± 2 |
|
На ребро |
50 ± 2 |
Примечания: S - толщина основного металла.
2.3 Толщина образцов должна равняться толщине основного металла. Усиление шва по обеим сторонам образца снимается механическим способом до уровня основного металла. Разрешается строгать усиление шва в любом направлении с последующим удалением рисок. Кромки образцов в пределах их рабочей части должны быть закруглены радиусом ³ 0,1 толщины образца (но не более 2 мм) путем сглаживания напильником вдоль кромки.
2.4 Перед проведением испытаний сварных соединений, выполненных с применением электродов с целлюлозным видом покрытия или самозащитной порошковой проволокой типа Иннершилд следует провести дефлокирующую термическую обработку образцов при температуре 250 °С в течение 6 часов.
2.5 Обязательным условием проведения испытаний является плавность возрастания нагрузки на образец. Испытания проводят со скоростью не более 15 мм/мин, до достижения нормируемого угла изгиба или угла изгиба, при котором образуется первая являющаяся браковочным признаком трещина. Угол изгиба при испытании до образования первой трещины замеряют в ненапряженном состоянии с погрешностью ± 2 град.
2.6 Среднее арифметическое значение угла изгиба образцов должно быть не менее 120°, а минимальное значение угла изгиба одного образца должно быть не ниже 100°. При подсчете среднего арифметического значения угла изгиба все углы более 150° следует принимать равными 150°.
3 Испытания различных участков сварного соединения на ударный изгиб
3.1 При испытании на ударный изгиб определяют энергию удара и ударную вязкость металла шва на образцах с острым надрезом (Шарли) типа IX (для толщины основного металла 11 мм и более) и типа X (для толщины основного металла 6 - 10 мм) по ГОСТ 6996-66. Форма и размеры образцов представлены на рис. 3.1. Схема нанесения надреза на образцах приведена на рис. 3.2.
3.2 Вырезку и изготовление образцов следует производить таким образом, чтобы одна из чистовых поверхностей каждого образца (после окончательной обработки) располагалась на расстоянии 1 - 2 мм от наружной поверхности трубы. При вырезке образцов из соединений с толщиной основного металла 11 мм и 6 мм допускается наличие необработанного основного металла на двух поверхностях образца. Надрез наносят перпендикулярно поверхности трубы (см. схему на рис. 3.2).
При номинальной толщине стенки трубы более 19 мм для испытаний на ударный изгиб следует изготовить дополнительно два комплекта образцов (по шву ЗТВ), одна из чистовых поверхностей которых расположена на расстоянии 1 - 2 мм от внутренней поверхности трубы. Каждый комплект должен включать в себя не менее 3 образцов.
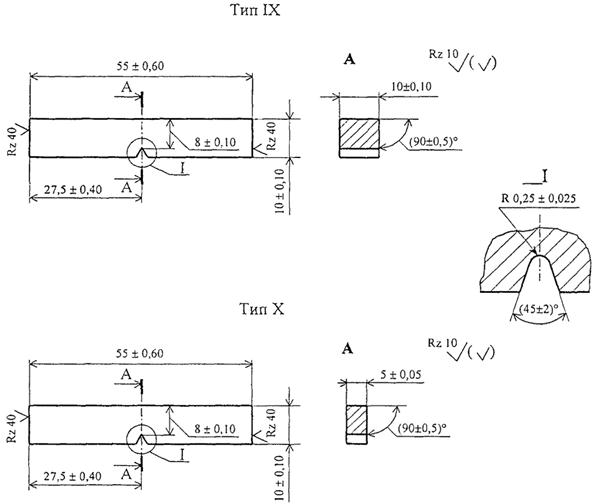
Рис. 3.1. Форма и размеры образцов для испытаний на ударный изгиб по ГОСТ 6996-66
Ударная вязкость, определяемая как среднее арифметическое результатов испытаний трех образцов, должна быть не менее значений, указанных в п. 2.1.2.8 настоящей Инструкции.
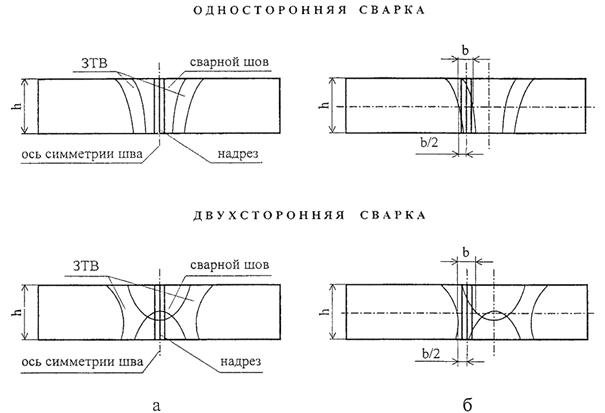
Рис. 3.2. Схема выполнения надреза на образцах для испытаний на ударный изгиб:
а) по металлу сварного шва (по оси шва);
б) по металлу в зоне термического влияния
4 Испытание сварных соединений труб диаметром £ 89 мм на статическое растяжение и сплющивание
4.1 Для оценки механических свойств аттестационных соединений диаметром £ 89 мм должны быть изготовлены три полноразмерных трубчатых образца для испытаний на растяжение и три трубчатых образца для испытаний на сплющивание. Форма и размеры образцов для испытаний на растяжение представлена на рис. 4.1. Размеры образца и схема испытаний на сплющивание представлена на рис. 4.2. Скорость нагружения при испытаниях на растяжение и сплющивание не должна превышать 15 мм/мин. Перед выбором типоразмера труб при аттестации следует произвести расчет площади поперечного сечения трубы и возможного усилия разрыва. Испытание трубчатых образцов на растяжение рекомендуется производить на разрывных машинах с усилием не менее 50 тс.
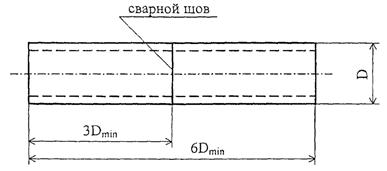
Рис. 4.1. Эскиз трубчатого образца (тип XVIII по ГОСТ 6996-66) для испытаний на растяжение сварных соединений труб диам. £ 89 мм: D - диаметр трубы
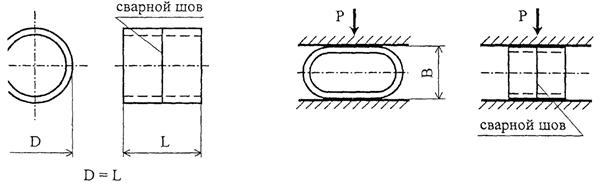
Рис. 4.2. Эскиз трубчатого образа для испытаний на сплющивание и схема испытаний:
D - диаметр трубы; L - длина образца; Р - направление приложения сжимающей нагрузки; В - величина просвета между сжимающими плитами
4.2 Перед испытанием трубчатых образцов на растяжение следует удалить усиление сварного шва. В формулу расчета временного сопротивления разрыву должна быть введена площадь сечения трубы вне сварного шва. Концы трубчатого образца перед испытанием могут быть сплющены, если этого требует конструкция разрывной машины. Расстояние от оси шва до начала сплющиваемого участка должно быть в данном случае не менее двух диаметров (2D) трубы. Временное сопротивление разрыву при растяжении трубчатых образцов должно быть не ниже нормативного значения временного сопротивления разрыву, регламентированного стандартом или техническими условиями на поставку труб.
4.3 Перед испытанием трубчатых образцов на сплющивание следует удалить усиление сварного шва заподлицо с основным металлом. При испытании образцов сварной шов располагают по оси сжимающей нагрузки. Результаты испытания образцов на сплющивание характеризуются величиной просвета «В» между сжимающими плитами до появления первой трещины на поверхности образца (рис. 4.2.). Допустимая величина просвета «В» для труб диаметром до 48 мм равна 3S, для труб диаметром 48 - 89 мм - 4S (S - толщина стенки трубы, мм). Появление надрывов длиной до 5 мм на кромках и на поверхности образца, не развивающихся в трещину в процессе дальнейших испытаний до полного сплющивания образца, браковочным признаком не является.
4.4 Результаты испытаний трубчатых образцов на растяжение и сплющивание оценивают, как среднее арифметическое значение, рассчитанное для трех образцов. Допускается снижение результатов испытаний для одного образца на 10 % ниже нормативного значения, если средний арифметический результат отвечает нормативным требованиям.
5 Механические испытания на излом специальных сварных соединений - прямых врезок
5.1 Образцы для испытаний углового соединения должны иметь ширину 50 мм (приблизительно) и длину 100 - 150 мм (см. рис 5.1). Надрез по оси сварного шва выполняют ножовкой на глубину 1,5 мм.
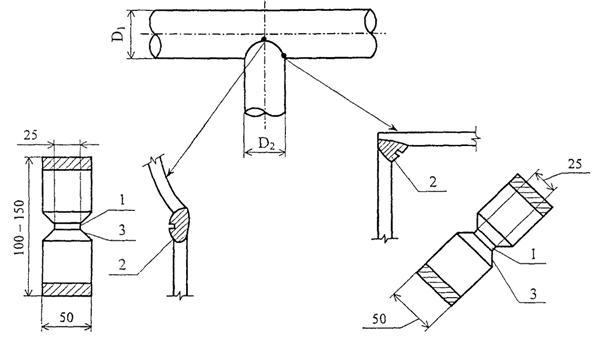
Рис. 5.1. Форма и размеры образцов для испытания металла шва углового соединения на излом:
1 - надрез ножовкой по оси шва глубиной 1,5 мм;
2 - сварной шов;
3 - обработка сварного шва газовой резкой
5.2. Образцы для испытания нахлесточного соединения должны иметь ширину 50 мм (приблизительно) и длину 100 - 150 мм (см. рис. 5.2). Надрез выполняется ножовкой со стороны, противоположной усилению сварного шва. Глубина надреза на толщине стенки трубы плюс половина высоты поперечного сечения сварного шва. Допускается применение шлифмашинки (с узким шлифкругом) для выполнения части наклонного надреза (пропила) на глубину, равную толщине ки трубы. Заключительную часть надреза следует выполнять ножовкой.
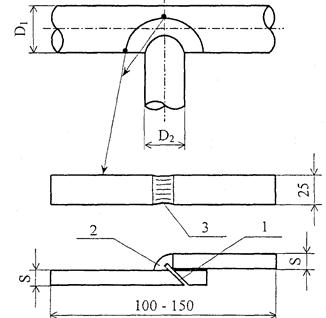
Рис. 5.2. Форма и размеры образцов для испытания металла шва нахлесточного соединения на излом:
1 - надрез глубиной S + половина высоты поперечного сечения сварного шва (S - толщина стенки трубы);
2 - сварной шов;
3 - обработка сварного шва газовой резкой.
5.3 Образцы для испытания на излом должны иметь параллельные гладкие кромки. Следы окалины после газовой резки должны быть удалены путем механической обработки или зачистки шлифмашинкой.
5.4 При испытаниях металла шва на излом образцы разрушают ударом по свободному участку образца при закрепленном другом участке. Удар наносится со стороны корневого слоя шва. Поверхность излома каждого образца должна продемонстрировать полный провар и сплавление между слоями шва. Максимальный размер любой газовой поры не должен превышать 2 мм, а суммарная площадь всех газовых пор не должна быть более 2 % площади излома образца. Глубина шлаковых включений - не более 1 мм, а их длина - не более 3,5 мм. Расстояние между соседними шлаковыми включениями должно быть не менее 13 мм. Любые трещины являются браковочным признаком. Не являются браковочным признаком дефекты типа флокенов («рыбьи глаза»).
6. Определение твердости металла различных участков сварных соединений
Измерение твердости по Виккерсу (HV 10) производят на образцах (макрошлифах), вырезанных таким образом, чтобы были охвачены все участки сварного соединения (шов, зона термического влияния, основной металл). Должна быть обеспечена параллельность сечений шлифа и обработка поверхности в местах ов с шероховатостью RА не более 0,80 мкм. Схема замера твердости представлена на рис. 6.1. В каждой зоне замера должно быть не менее трех тков (для ЗТВ и основного металла - с двух сторон от оси шва).
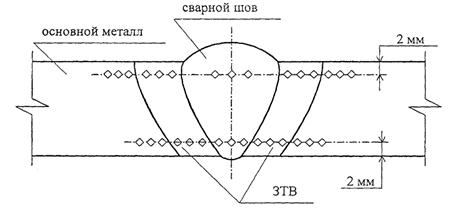
Рис. 6.1. Схема замера твердости по Виккерсу в различных зонах сварного соединения
Приложение 3
АКТ № _____
|
|
№ п.п |
Ф.И.О. сварщика (оператора) |
Клеймо сварщика |
Содержание работы, выполняемой в бригаде |
7. Диаметр и толщина стенки
трубы, класс прочности, номер _____________________________________________
У, эквивалент углерода _____________________________________________
8. Форма и параметры разделки
кромок _____________________________________________
9. Название, краткая _____________________________________________
характеристика процесса сварки _____________________________________________
10. Количество и номера _____________________________________________
сваренных стыков _____________________________________________
11. Схема сварки шва (число _____________________________________________
слоев, направление сварки, _____________________________________________
подварка) _____________________________________________
12. Положение при сварке _____________________________________________
13. Схема расстановки _____________________________________________
сварщиков _____________________________________________
14. Тип и марка сварочных _____________________________________________
материалов, в т.ч. защитный _____________________________________________
газ _____________________________________________
15. Предварительный подогрев _____________________________________________
16. Параметры режима сварки, _____________________________________________
подлежащие регистрации _____________________________________________
(в виде отдельной таблицы)
17. Межслойная температура _____________________________________________
18. Геометрические параметры _____________________________________________
шва (в т.ч. подварочного или _____________________________________________
внутреннего) _____________________________________________
19. Перечень используемого _____________________________________________
оборудования _____________________________________________
20. Другие данные, в том числе _____________________________________________
погодные условия при _____________________________________________
проведении аттестации технологии ____________________________________________
21. Результаты аттестации:
Аттестация технологии сварки проведена в соответствии с вышеупомянутой нормативной документацией, технология сварки рекомендуется к применению при строительстве (капитальном ремонте) участка нефтепровода (объекта)
___________________________________________________________________________
(название и пикетаж участка)
___________________________________________________________________________
строительно-монтажной организацией
___________________________________________________________________________
(название организации)
Приложения:
1. Операционная технологическая карта.
2. Протоколы механических испытаний.
3. Заключение по неразрушающему контролю сварных соединений физическими методами.
4. Протокол визуального обследования сварных швов.
5. Протокол оценки геометрических параметров шва по макрошлифам (для двухсторонней автоматической сварки под флюсом).
6. Результаты других видов контроля, если они предусмотрены технологической инструкцией.
Ф.И.О. и подписи членов комиссии
Приложение 4
Сортамент труб большого диаметра отечественного производства и импортной поставки для строительства и капитального ремонта магистральных нефтепроводов
|
Номер ТУ |
Диаметр, мм |
Номинальная толщина стенки, мм |
Марка стали, класс прочности |
Временное сопротивление разрыву основного металла трубы, МПа |
Предел текучести основного металла трубы, МПа |
Эквивалент углерода, % |
Конструкция трубы, состояние поставки металла |
|
|
(1) |
(2) |
(3) |
(4) |
(5) |
(6) |
(7) |
(8) |
|
|
Изготовитель - Выксунский металлургический завод |
||||||||
|
ТУ 14-3-1573-96 |
1020 |
10,0...12,0 |
12Г2С К50 |
490 |
340 |
0,46 |
Прямошовные трубы с одним продольным швом из горячекатанной нормализованной стали |
|
|
1020 |
10,0...12,0 |
09Г2С К50 |
490 |
340 |
0,46 |
|||
|
1020 |
10,0...25,0 |
13ГС К52 |
510 |
360 |
0,43 |
Прямошовные трубы с одним продольным швом из стали контролируемой прокатки |
||
|
1020 |
10,0...16,0 |
17ГС 17Г1С К52 |
510 |
350 |
0,46 |
Прямошовные трубы с одним продольным швом из горячекатанной нормализованной стали |
||
|
1020 |
10,0...16,0 |
17Г1СУ К52 |
510 |
360 |
0,46 |
|||
|
1020 |
10,0...12,0 |
13Г2АФ К54 |
530 |
360 |
0,45 |
|||
|
1020 |
10,0...14,0 |
12ГСБ К52 |
510 |
350 |
0,43 |
Прямошовные трубы с одним продольным швом из стали контролируемой прокатки |
||
|
1020 |
10,0...25,0 |
13ГС-У К52 |
510 |
360 |
0,43 |
|||
|
1020 |
10,0...14,0 |
08ГБЮ К52 |
510 |
350 |
0,43 |
|||
|
1020 |
10,0...25,0 |
13Г1С-У К55 |
540 |
390 |
0,43 |
|||
|
1020 |
10,0...15,0 |
09ГБЮ К56 |
550 |
380 |
0,43 |
|||
|
1020 |
10,0...20,0 |
12Г2СБ 12ГСБ-У К56 |
550 |
380 |
0,44 |
|||
|
ТУ 14-3-1573-96 |
1020 |
12,0...24,0 |
09Г2ФБ К56 |
550 |
430 |
0,43 |
Прямошовные трубы с одним продольным швом из стали контролируемой прокатки |
|
|
1020 |
10,0...24,0 |
13Г1СБ-У К58 |
570 |
470 |
0,43 |
|||
|
1020 |
10,0...32,0 |
10Г2ФБЮ К60 |
590 |
460 |
0,43 |
|||
|
1020 |
12,0...25,0 |
10Г2ФБ К60 |
590 |
440 |
0,43 |
|||
|
ТУ 14-3-1573-96 |
820 |
9,0...12,0 |
12Г2С К50 |
490 |
340 |
0,46 |
Прямошовные трубы с одним продольным швом из горячекатанной нормализованной стали |
|
|
820 |
10,0...12,0 |
09Г2С К50 |
490 |
340 |
0,46 |
|||
|
820 |
9,0...25,0 |
13ГС К52 |
510 |
360 |
0,43 |
Прямошовные трубы с одним продольным швом из стали контролируемой прокатки |
||
|
820 |
9,0...16,0 |
17ГС 17Г1С К52 |
510 |
350 |
0,46 |
|||
|
820 |
9,0...16,0 |
17Г1СУ К52 |
510 |
360 |
0,46 |
|||
|
820 |
9,0...12,0 |
13Г2АФ К54 |
530 |
360 |
0,45 |
|||
|
820 |
9,0...20,0 |
12ГСБ К52 |
510 |
350 |
0,43 |
|||
|
820 |
9,0...25,0 |
13ГС-У К52 |
510 |
360 |
0,43 |
|||
|
820 |
9,0...15,0 |
08ГБЮ К52 |
510 |
350 |
0,43 |
|||
|
820 |
9,0...25,0 |
13Г1С-У К55 |
540 |
390 |
0,43 |
|||
|
820 |
9,0...15,0 |
09ГБЮ К56 |
550 |
380 |
0,43 |
|||
|
820 |
9,0...20,0 |
12Г2СБ 12ГСБ-У К56 |
550 |
380 |
0,44 |
|||
|
820 |
12,0...25,0 |
09Г2ФБ К56 |
550 |
430 |
0,43 |
|||
|
820 |
9,0...25,0 |
13Г1СБ-У К58 |
570 |
470 |
0,43 |
|||
|
820 |
9,0...30,0 |
10Г2ФБЮ К60 |
590 |
460 |
0,43 |
|||
|
820 |
9,0...25,0 |
10Г2СБ К60 |
590 |
460 |
0,44 |
|||
|
820 |
9,0...25,0 |
10Г2СФБ К60 |
590 |
460 |
0,44 |
|||
|
820 |
10...25,0 |
10Г2ФБ К60 |
590 |
440 |
0,43 |
|||
|
ТУ 14-3-1573-96 |
720 |
8,0...12,0 |
12Г2С К50 |
490 |
340 |
0,46 |
Прямошовные трубы с одним продольным швом из горячекатанной нормализованной стали |
|
|
720 |
8,0...12,0 |
09Г2С К50 |
490 |
340 |
0,46 |
|||
|
720 |
8,0...25,0 |
13ГС К52 |
510 |
360 |
0,43 |
Прямошовные трубы с одним продольным швом из стали контролируемой прокатки |
||
|
720 |
8,0...16,0 |
17ГС 17Г1С К52 |
510 |
350 |
0,46 |
Прямошовные трубы с одним продольным швом из горячекатанной нормализованной стали |
||
|
720 |
8,0...16,0 |
17Г1С-У К52 |
510 |
360 |
0,46 |
|||
|
720 |
8,0...12,0 |
13Г2АФ К54 |
530 |
360 |
0,45 |
|||
|
720 |
8,0...20,0 |
12ГСБ К52 |
510 |
350 |
0,43 |
Прямошовные трубы с одним продольным швом из стали контролируемой прокатки |
||
|
720 |
8,0...25,0 |
13ГС-У К52 |
510 |
360 |
0,43 |
|||
|
720 |
8,0...15,0 |
08ГБЮ К52 |
510 |
350 |
0,43 |
|||
|
720 |
8,0...25,0 |
13Г1С-У К55 |
540 |
390 |
0,43 |
|||
|
720 |
8,0...15,0 |
09ГБЮ К56 |
550 |
380 |
0,43 |
|||
|
720 |
8,0...20,0 |
12Г2СБ 12ГСБ-У К56 |
550 |
380 |
0,44 |
|||
|
720 |
12,0...25,0 |
09Г2ФБ К56 |
550 |
430 |
0,43 |
|||
|
720 |
8,0...25,0 |
13Г1СБ-У К58 |
570 |
470 |
0,43 |
|||
|
720 |
8,0...30,0 |
10Г2ФБЮ К60 |
590 |
460 |
0,43 |
|||
|
720 |
8,0...25,0 |
10Г2СБ К60 |
590 |
460 |
0,44 |
|||
|
720 |
10...25,0 |
10Г2ФБ К60 |
590 |
440 |
0,43 |
|||
|
720 |
8,0...25,0 |
10Г2СФБ К60 |
590 |
460 |
0,44 |
|||
|
ТУ 14-3-1573-96 |
530 |
7,0...12,0 |
12Г2С К50 |
490 |
340 |
0,46 |
Прямошовные трубы с одним продольным швом из горячекатанной нормализованной стали |
|
|
530 |
7,0...12,0 |
09Г2С |
490 |
340 |
0,46 |
|||
|
530 |
7,0...16,0 |
17ГС 17Г1С К52 |
510 |
350 |
0,46 |
|||
|
530 |
7,0...16,0 |
17Г1С-У К52 |
510 |
360 |
0,46 |
|||
|
530 |
8,0...12,0 |
13Г2АФ К54 |
530 |
360 |
0,45 |
Прямошовные трубы с одним продольным швом из горячекатанной нормализованной стали |
||
|
530 |
7,0...24,0 |
13ГС К52 |
510 |
360 |
0,43 |
Прямошовные трубы с одним продольным швом из стали контролируемой прокатки |
||
|
530 |
7,0...20,0 |
12ГСБ К52 |
510 |
350 |
0,43 |
|||
|
530 |
7,0...24,0 |
13ГС-У К52 |
510 |
360 |
0,43 |
|||
|
530 |
7,0...15,0 |
08ГБЮ К52 |
510 |
350 |
0,43 |
|||
|
530 |
7,0...24,0 |
13Г1С-У К55 |
540 |
390 |
0,43 |
|||
|
530 |
7,0...14,0 |
09ГБЮ К56 |
550 |
380 |
0,43 |
|||
|
530 |
7,0...20,0 |
12Г2СБ 12ГСБ-У К56 |
550 |
380 |
0,44 |
|||
|
530 |
12,0...24,0 |
09Г2ФБ К56 |
550 |
430 |
0,43 |
|||
|
530 |
7,0...24,0 |
13Г1СБ-У К58 |
570 |
470 |
0,43 |
|||
|
530 |
7,0...24,0 |
10Г2ФБЮ К60 |
590 |
460 |
0,43 |
|||
|
530 |
7,0...24,0 |
10Г2СБ К60 |
590 |
460 |
0,44 |
|||
|
530 |
7,0...24,0 |
10Г2СФБ К60 |
590 |
460 |
0,44 |
|||
|
530 |
10,0...24,0 |
10Г2ФБ К60 |
590 |
440 |
0,43 |
|||
|
ТУ 14-3Р-22-97 |
530 |
7,0; 7,5; 8,0; 8,5; 9,0; 9,5; 10,0 |
К42 |
412 |
245 |
0,44 |
Прямошовные трубы, сваренные токами высокой частоты из горячекатанной стали или стали контролируемой прокатки |
|
|
ТУ 14-3Р-22-97 |
530 |
6,0; 6,5; 7,0; 7,5; 8,0; 8,5; 9,0; 9,5; 10,0 |
К45 |
441 |
343 |
0,44 |
Прямошовные трубы, сваренные токами высокой частоты из горячекатанной стали или стали контролируемой прокатки |
|
|
530 |
6,0; 6,5; 7,0; 7,5; 8,0; 8,5; 9,0; 9,5; 10,0 |
К48 |
470,4 |
313,6 |
0,44 |
|||
|
ТУ 14-3Р-22-97 |
530 |
9,0; 9,5; 10,0 |
К34 |
333 |
206 |
0,44 |
Прямошовные трубы из низколегированной и углеродистой рулонной горячекатанной стали |
|
|
530 |
8,0; 8,5; 9,0; 9,5; 10,0 |
К38 |
372 |
235 |
0,44 |
|||
|
530 |
7,5; 8,0; 8,5; 9,0; 9,5; 10,0 |
К42 |
412 |
245 |
0,44 |
|||
|
ТУ 14-3Р-01-93 |
1020 |
10,3; 10,8; 12,3; 12,9; 15,2; 17,0; 18,4 |
К60 |
589 |
461 |
0,43 |
Прямошовные трубы из стали контролируемой прокатки |
|
|
1020 720 |
21,0; 21,5 |
К60 |
589 |
461 |
0,44 |
|||
|
7,3; 8,7; 10,8; 12,0; 14,0; 16,0 |
К60 |
589 |
461 |
0,43 |
||||
|
720 |
20,0 |
К60 |
589 |
461 |
0,44 |
|||
|
530 |
7,1; 8,8; 10,0; 12,0; 14,0; 16,0 |
К54 |
529 |
392 |
0,42 |
|||
|
ТУ 14-3Р-28-99 |
1020 |
10,0; 11,0; 12,0; 13,0; 14,0; 15,0; 16,0; 17,0; 18,0; 19,0; 20,0; 21,0; 21,5; 22,2; 23,8; 24,0; 25,0; 26,0 |
06ГФБАА К52 |
510-610 |
370 |
0,39 |
Прямошовные трубы с одним продольным швом из стали контролируемой прокатки |
|
|
820 |
9,0; 10,0; 11,0; 12,0; 13,0; 14,0 15,0; 16,0; 17,0; 18,0; 19,0; 20,0; 21,0; 21,5; 22,2; 23,8; 24,0; 25,0; 26,0 |
06ГФБАА К52 |
510-610 |
370 |
0,39 |
Прямошовные трубы с одним продольным швом из стали контролируемой прокатки |
||
|
720 |
8,0; 9,0; 10,0; 11,0; 12,0; 13,0; 14,0; 15,0; 16,0; 17,0; 18,0; 19,0; 20,0; 21,0; 21,5; 22,2; 23,8; 24,0; 25,0; 26,0 |
06ГФБАА К52 |
510-610 |
370 |
0,39 |
|||
|
ТУ 14-3Р-28-99 |
530 |
7,0; 8,0; 9,0; 10,0; 11,0; 12,0; 13,0; 14,0; 15,0; 16,0; 17,0; 18,0; 19,0; 20,0; 21,0; 21,5; 22,2; 23,8; 24,0 |
06ГФБАА К52 |
510-610 |
370 |
0,39 |
Прямошовные трубы с одним продольным швом из стали контролируемой прокатки |
|
|
1020 |
10,0; 11,0; 12,0; 13,0; 14,0; 15,0; 16,0; 17,0; 18,0; 19,0; 20,0; 21,0; 21,5; 22,2; 23,8; 24,0; 25,0; 26,0 |
06ГФБАА К54 |
530-630 |
390 |
0,39 |
Прямошовные трубы с одним продольным швом из стали контролируемой прокатки |
||
|
820 |
9,0; 10,0; 11,0; 12,0; 13,0; 14,0; 15,0; 16,0; 17,0; 18,0; 19,0; 20,0; 21,0; 21,5; 22,2; 23,8; 24,0; 25,0; 26,0 |
06ГФБАА К54 |
530-630 |
390 |
0,39 |
|||
|
720 |
8,0; 9,0; 10,0; 11,0; 12,0; 13,0; 14,0; 15,0; 16,0; 17,0; 18,0; 19,0; 20,0; 21,0; 21,5; 22,2; 23,8; 24,0; 25,0; 26,0 |
06ГФБАА К54 |
530-630 |
390 |
0,39 |
Прямошовные трубы с одним продольным швом из стали контролируемой прокатки |
||
|
530 |
7,0; 8,0; 9,0; 10,0; 11,0; 12,0; 13,0; 14,0; 15,0; 16,0; 17,0; 18,0; 19,0; 20,0; 21,0; 21,5; 22,2; 23,8; 24,0 |
06ГФБАА К54 |
530-630 |
390 |
0,39 |
|||
|
1020 |
10,0; 11,0; 12,0; 13,0; 14,0; 15,0; 16,0; 17,0; 18,0; 19,0; 20,0; 21,0; 21,5; 22,2; 23,8; 24,0; 25,0; 26,0 |
06ГФБАА К56 |
550-650 |
410 |
0,39 |
Прямошовные трубы с одним продольным швом из стали контролируемой прокатки |
||
|
ТУ 14-3Р-28-99 |
820 |
9,0; 10,0; 11,0; 12,0; 13,0; 14,0; 15,0; 16,0; 17,0; 18,0; 19,0; 20,0; 21,0; 21,5; 22,2; 23,8; 24,0; 25,0; 26,0 |
06ГФБАА К56 |
550-650 |
410 |
0,39 |
Прямошовные трубы с одним продольным швом из стали контролируемой прокатки |
|
|
ТУ 14-3Р-28-99 |
720 |
8,0; 9,0; 10,0; 11,0; 12,0; 13,0; 14,0; 15,0; 16,0; 17,0; 18,0; 19,0; 20,0; 21,0; 21,5; 22,2; 23,8; 24,0; 25,0; 26,0 |
06ГФБАА К56 |
550-650 |
410 |
0,39 |
Прямошовные трубы с одним продольным швом из стали контролируемой прокатки |
|
|
530 |
7,0; 8,0; 9,0; 10,0; 11,0; 12,0; 13,0; 14,0; 15,0; 16,0; 17,0; 18,0; 19,0; 20,0; 21,0; 21,5; 22,2; 23,8; 24,0 |
06ГФБАА К56 |
550-650 |
410 |
0,39 |
|||
|
1020 |
10,0; 11,0; 12,0; 13,0; 14,0; 15,0; 16,0; 17,0; 18,0; 19,0; 20,0; 21,0; 21,5; 22,2; 23,8; 24,0; 25,0; 26,0 |
06ГФБАА К60 |
590-690 |
460 |
0,39 |
|||
|
820 |
9,0; 10,0; 11,0; 12,0; 13,0; 14,0; 15,0; 16,0; 17,0; 18,0; 19,0; 20,0; 21,0; 21,5; 22,2; 23,8; 24,0; 25,0; 26,0 |
06ГФБАА К60 |
590-690 |
460 |
0,39 |
|||
|
ТУ 14-3Р-28-99 |
720 |
8,0; 9,0; 10,0; 11,0; 12,0; 13,0; 14,0; 15,0; 16,0; 17,0; 18,0; 19,0; 20,0; 21,0; 21,5; 22,2; 23,8; 24,0; 25,0; 26,0 |
06ГФБАА К60 |
590-690 |
460 |
0,39 |
Прямошовные трубы с одним продольным швом из стали контролируемой прокатки |
|
|
Изготовитель - Челябинский трубопрокатный завод |
||||||||
|
ТУ 14-3Р-03-94 |
1220 |
12,0; 13,0; 14,0; 15,0; 16,0 |
08ГБЮ К52 |
510 |
350 |
0,38 |
Прямошовные трубы из стали контролируемой прокатки |
|
|
1220 |
12,0; 13,0; 14,0; 15,0; 16,0 |
09ГБЮ К56 |
550 |
380 |
0,38 |
|||
|
1020 |
10,0; 11,0; 12,0; 13,0; 14,0 |
08ГБЮ К52 |
510 |
350 |
0,38 |
|||
|
ТУ 14-3Р-03-94 |
1020 |
10,0; 11,0; 12,0; 13,0; 14,0 |
09ГБЮ К56 |
550 |
380 |
0,38 |
Прямошовные трубы из стали контролируемой прокатки |
|
|
820 |
9,0; 10,0; 11,0; 12,0; 13,0; 14,0 |
08ГБЮ К52 |
510 |
350 |
0,38 |
|||
|
820 |
9,0;10,0; 11,0; 12,0; 13,0; 14,0 |
09ГБЮ К56 |
550 |
380 |
0,38 |
|||
|
720 |
8,0; 9,0; 10,0; 11,0; 12,0; 13,0; 14,0 |
08ГБЮ К52 |
510 |
350 |
0,38 |
|||
|
720 |
8,0;9,0;10,0; 11,0;12,0;13,0; 14,0 |
09ГБЮ К56 |
550 |
380 |
0,38 |
|||
|
530 |
7,0; 8,0; 9,0;10,0;11,0 ,0; 13,0; 14,0 |
08ГБЮ К52 |
510 |
350 |
0,38 |
|||
|
530 |
7,0; 8,0; 9,0;10,0;11,0 12,0; 13,0; 14,0 |
09ГБЮ К56 |
550 |
380 |
0,38 |
|||
|
ТУ 14-3-1698-2000 |
1220 |
10,0...16,0 |
13Г1С-У К55 |
540 |
380 |
0,43 |
Прямошовные трубы из стали контролируемой прокатки |
|
|
1220 |
10,0...16,0 |
17Г1С-У К52 |
510 |
360 |
0,46 |
Прямошовные трубы из нормализованной стали и стали контролируемой прокатки |
||
|
1220 |
10,0...16,0 |
13ГС; 13ГС-У; 09ГСФ; 12ГСБ; 10ГНБ; К52 |
510 |
360 |
0,43 |
|||
|
1220 |
10,0...16,0 |
12Г2СБ К56 |
550 |
380 |
0,44 |
Прямошовные трубы из стали контролируемой прокатки |
||
|
1220 |
10,0...16,0 |
09ГНФБ К56 |
550 |
380 |
0,43 |
|||
|
1220 |
10,0...16,0 |
08Г1НФБ К60 |
590 |
490 |
0,43 |
|||
|
1020 |
10,0...16,0 |
09ГСФ; 12ГСБ; 10ГНБ; К52 |
510 |
360 |
0,43 |
|||
|
1020 |
10,0...16,0 |
17Г1С-У К52 |
510 |
360 |
0,46 |
Прямошовные трубы из нормализованной стали и стали контролируемой прокатки |
||
|
1020 |
10,0...16,0 |
13ГС; 13ГС-У; К52 |
510 |
360 |
0,43 |
|||
|
1020 |
10,0...16,0 |
13Г1С-У К55 |
540 |
380 |
0,43 |
Прямошовные трубы из стали контролируемой прокатки |
||
|
1020 |
10,0...16,0 |
12Г2СБ К56 |
550 |
380 |
0,44 |
|||
|
1020 |
10,0...16,0 |
09ГНФБ К56 |
550 |
380 |
0,43 |
|||
|
1020 |
10,0...16,0 |
08Г1НФБ К60 |
590 |
490 |
0,43 |
|||
|
ТУ 14-3Р-04-94 |
1220 |
10,0; 11,0; 12,0; 13,0; 14,0; 15,0 |
12ГСБ К52 |
510 |
350 |
0,42 |
Прямошовные трубы из стали контролируемой прокатки |
|
|
1220 |
10,0; 11,0; 12,0; 13,0; 14,0; 15,0 |
12Г2СБ К56 |
550 |
380 |
0,44 |
|||
|
1020 |
10,0; 11,0; 12,0; 13,0; 14,0; 15,0; 16,0 |
12ГСБ К52 |
510 |
350 |
0,42 |
|||
|
ТУ 14-3Р-04-94 |
1020 |
10,0; 11,0; 12,0; 13,0; 14,0; 15,0; 16,0 |
12Г2СБ К56 |
550 |
380 |
0,44 |
Прямошовные трубы из стали контролируемой прокатки |
|
|
820 |
9,0; 10,0; 11,0; 12,0; 13,0; 14,0 |
12ГСБ К52 |
510 |
350 |
0,42 |
|||
|
820 |
9,0; 10,0; 11,0; 12,0; 13,0; 14,0 |
12Г2СБ К56 |
550 |
380 |
0,44 |
|||
|
720 |
8,0; 9,0; 10,0; 11,0; 12,0; 13,0; 14,0 |
12ГСБ К52 |
510 |
350 |
0,42 |
|||
|
720 |
8,0; 9,0; 10,0; 11,0; 12,0; 13,0; 14,0 |
12Г2СБ К56 |
550 |
380 |
0,44 |
|||
|
530 |
7,0; 8,0; 9,0; 10,0; 11,0; 12,0; 13,0; 14,0 |
12ГСБ К52 |
510 |
350 |
0,42 |
|||
|
530 |
7,0; 8,0; 9,0; 10,0; 11,0; 12,0; 13,0; 14,0 |
12Г2СБ К56 |
550 |
380 |
0,44 |
|||
|
ТУ 13-1425-86 |
820 |
8,0; 9,0; 10,0; 11,0; 12,0 |
13Г2АФ К54 |
530 |
363 |
0,45 |
Прямошовные трубы из термообработанной (нормализованной) листовой стали |
|
|
ТУ 13-1270-84 |
820 |
8,5; 9,2; 10,6; 11,4 |
17ГС 17Г1С К52 |
510 |
353 |
0,46 |
Прямошовные трубы из горячекатанной или термообработанной низколегированной стали |
|
|
720 |
7,5; 8,1; 9,3; 10,0; 11,0; 12,0 |
17ГС 17Г1С К52 |
510 |
353 |
0,46 |
|||
|
720 |
12,5 |
07ГФБ-У К54 |
529 |
392 |
0,43 |
Прямошовные трубы из стали контролируемой прокатки |
||
|
530 |
7,0; 7,5; 8,0; 9,0; 10,0 |
17ГС 17Г1С К52 |
510 |
353 |
0,46 |
Прямошовные трубы из горячекатанной или термообработанной низколегированной стали |
||
|
530 |
7,0; 7,5; 8,0; 9,0; 10,0; |
08ГБЮ К52 |
510 |
353 |
0,38 |
Прямошовные трубы из стали контролируемой прокатки |
||
|
Изготовитель - Волжский трубный завод |
||||||||
|
ТУ ?38100-7-02-96 |
1220 |
9,5; 10,0; 10,5; 11,0; 11,5; 12,0; 12,5; 13,0; 13,5; 14,0 |
К56 |
549 |
441 |
0,46 |
Спиральношовные трубы из низколегированной рулонной стали; трубы проходят термическую обработку «закалка + отпуск» |
|
|
1220 |
9,5; 10,0; 10,5; 11,0; 11,5; 12,0; 12,5; 13,0; 13,5; 14,0 |
К60 |
588 |
441 |
0,46 |
|||
|
1220 |
11,0; 11,5; 12,0; 13,0; 13,5; 14,0 |
17Г1С; 17Г1С-У К52 |
510 |
363 |
0,46 |
Спиральношовные трубы из низколегированнной рулонной горячекатанной стали; трубы без термообработки |
||
|
ТУ 1104-138100-357-02-96 |
1020 |
8,0; 8,5; 9,0; 9,5; 10,0; 10,5; 11,0; 11,5; 12,0; 12,5; 13,0; 13,5; 14,0 |
К56 |
549 |
441 |
0,46 |
Спиральношовные трубы из низколегированной рулонной стали; трубы проходят термическую обработку «закалка + отпуск» |
|
|
1020 |
8,0; 8,5; 9,0; 9,5; 10,0; 10,5; 11,0; 11,5; 12,0; 12,5; 13,0; 13,5; 14,0 |
К60 |
588 |
441 |
0,46 |
|||
|
1020 |
9,5; 10,0; 10,5; 11,0; 11,5; 12,0; 13,0; 13,5; 14,0 |
17Г1С; 17Г1С-У К52 |
510 |
363 |
0,46 |
Спиральношовные трубы из низколегированнной рулонной горячекатанной стали; трубы без термообработки |
||
|
820 |
7,0; 7,5; 8,0; 8,5; 9,0; 9,5; 10,0;10,5; 11,0 |
К56 |
549 |
441 |
0,46 |
Спиральношовные трубы из низколегированной рулонной стали; трубы проходят термическую обработку «закалка + отпуск» |
||
|
820 |
7,0; 7,5; 8,0; 8,5; 9,0; 9,5; 10,0; 10,5; 11,0 |
К60 |
588 |
441 |
0,46 |
Спиральношовные трубы из низколегированной рулонной стали; трубы проходят термическую обработку «закалка + отпуск» |
||
|
820 |
7,5; 8,0; 8,5; 9,0; 9,5; 10,0; 10,5; 11,0; 11,5; 12,0 |
17Г1С; 17Г1С-У К52 |
510 |
363 |
0,46 |
Спиральношовные трубы из низколегированнной рулонной горячекатанной стали; трубы без термообработки |
||
|
720 |
7,0; 7,5; 8,0; 8,5; 9,0; 9,5; 10,0; 10,5 |
К56 |
549 |
441 |
0,46 |
Спиральношовные трубы из низколегированной рулонной стали; трубы проходят термическую обработку «закалка + отпуск» |
||
|
720 |
7,0; 7,5; 8,0; 8,5; 9,0; 9,5; 10,0;10,5 |
К60 |
588 |
441 |
0,46 |
|||
|
ТУ 1104-138100-357-02-96 |
720 |
7,5; 8,0; 8,5; 9,0; 9,5; 10,0; 19,5; 11,0; 11,5; 12,0 |
17Г1С; 17Г1С-У; К52 |
? |
363 |
0,46 |
Спиральношовные трубы из низколегированнной рулонной горячекатанной стали; трубы без термообработки |
|
|
ТУ 14-3-1976-99 |
1220 |
9,5; 10,0; 10,3; 10,5; 10,6; 10,8; 11,0; 11,2; 11,4; 11,5; 12,0; 12,2; 12,5; 12,9; 13,0; 13,4; 14,0; 14,6; 14,9; 15,0; 15,2; 15,5; 15,7; 16,0 |
К56 |
? |
441 |
0,43 |
Спиральношовные трубы из горячекатанной низколегированной стали; трубы изготавливаются с объемной термообработкой (закалка + отпуск) |
|
|
1220 |
9,5; 10,0; 10,3; 10,5; 10,6; 10,8; 11,0; 11,2; 11,4; 11,5; 12,0; 12,2; 12,5; 12,9 |
К60 |
588 |
441 |
0,43 |
|||
|
1020 |
8,0; 8,5; 9,0; 9,5; 10,0; 13,0; 13,4; 14,0; 14,6; 14,9; 15,0; 15,2; 15,5; 15,7; 16,0 |
К56 |
549 |
441 |
0,43 |
|||
|
1020 |
8,0; 8,5; 9,0; 9,5; 10,0; 10,3; 10,5; 10,6; 10,8; 11,0; 11,2; 11,4; 11,5; 12,0; 12,2; 12,5; 12,9; 13,0; 13,4; 14,0; 14,6; 14,9; 15,0; 15,2; 15,5; 15,7; 16,0 |
К60 |
588 |
441 |
0,43 |
Спиральношовные трубы из низколегированной стали; трубы изготавливаются с объемной термообработкой (закалка + отпуск) |
||
|
820 |
7,0 |
К56 |
49 |
441 |
0,43 |
|||
|
820 |
7,5; 8,0; 8,5; 9,0; 9,5; 10,0; 10,3; 10,5; 10,6; 10,8; 11,0; 11,2; 11,4; 11,5; 12,0; 12,2; 12,5; 12,9; 13,0; 13,4 |
К60 |
588 |
441 |
0,43 |
|||
|
720 |
7,0 |
К56 |
549 |
441 |
0,43 |
|||
|
720 |
7,5; 8,0; 8,5; 9,0; 9,5; 10,0; 10,3; 10,5; 10,6; 10,8; 11,0; 11,2; 11,4; 11,5; 12,0; 12,2; 12,5; 12,9; 13,0 |
К60 |
588 |
441 |
0,43 |
|||
|
ТУ 14-3-1976-99 |
530 |
7,0; 7,5; 8,0; 8,5; 9,0; 9,5; 10,0; 10,3; 10,5; 10,6; 10,8; 11,0; 11,2; 11,4; 11,5; 12,0 |
К56 |
549 |
441 |
0,43 |
Спиральношовные трубы из низколегированной стали; трубы изготавливаются с объемной термообработкой (закалка + отпуск) |
|
|
530 |
7,0; 7,5; 8,0; 8,5; 9,0; 9,5; 10,0; 10,3; 10,5; 10,6; 10,8; 11,0; 11,2; 11,4; 11,5; 12,0 |
К60 |
588 |
441 |
0,43 |
|||
|
ТУ 14-3-1973-98 |
1220 |
10,0; 11,0; 12,0; 13,0; 14,0 |
Ст. 20 К52 |
510 |
353 |
0,40 |
Спиральношовные трубы из углеродистой качеств. стали; трубы изготавливаются с объемной термообработкой (закалка + отпуск) |
|
|
ТУ 14-3-1973-98 |
1220 |
10,0; 11,0; 12,0; 13,0; 14,0 |
К56 |
549 |
441 |
0,46 |
Спиральношовные трубы из низколегированной стали; трубы изготавливаются с объемной термообработкой (закалка + отпуск) |
|
|
1220 |
10,0; 11,0; 12,0; 13,0; 14,0 |
17Г1С (К56) |
549 |
441 |
0,46 |
|||
|
1220 |
10,0; 11,0; 12,0; 13,0; 14,0 |
10Г2ФБ; Х70; К60 |
588 |
482 |
0,46 |
|||
|
1020 |
9,0; 10,0; 11,0; 12,0; 13,0; 14,0 |
Ст. 20 К52 |
510 |
353 |
0,40 |
Спиральношовные трубы из углеродистой качеств. стали; трубы изготавливаются с объемной термообработкой (закалка + отпуск) |
||
|
1020 |
9,0; 10,0; 11,0; 12,0; 13,0; 14,0 |
10Г2ФБ К56 |
549 |
441 |
0,46 |
Спиральношовные трубы из низколегированной стали; трубы изготавливаются с объемной термообработкой (закалка + отпуск) |
||
|
1020 |
9,0; 10,0; 11,0; 12,0; 13,0; 14,0 |
17Г1С К56 |
549 |
441 |
0,46 |
|||
|
1020 |
9,0; 10,0; 11,0; 12,0; 13,0; 14,0 |
17Г1С К60 |
588 |
441 |
0,46 |
|||
|
1020 |
9,0; 10,0; 11,0; 12,0; 13,0; 14,0 |
12Г2ФБ; Х70; К60 |
588 |
482 |
0,46 |
|||
|
ТУ 14-3-1973-98 |
820 |
8,0; 9,0; 10,0; 11,0; 12,0 |
Ст. 20 К52 |
510 |
353 |
0,40 |
Спиральношовные трубы из углеродистой качеств. стали; трубы изготавливаются с объемной термообработкой (закалка + отпуск) |
|
|
820 |
8,0; 9,0; 10,0; 11,0; 12,0 |
10Г2ФБ К56 |
549 |
441 |
0,46 |
Спиральношовные трубы из низколегированной стали; трубы изготавливаются с объемной термообработкой (закалка + отпуск) |
||
|
820 |
8,0; 9,0; 10,0; 11,0; 12,0 |
17Г1С К56 |
549 |
441 |
0,46 |
|||
|
820 |
8,0; 9,0; 10,0; 11,0; 12,0 |
17Г1С К60 |
588 |
441 |
0,46 |
|||
|
820 |
8,0; 9,0; 10,0; 11,0; 12,0 |
10Г2ФБ; Х70; К60 |
588 |
482 |
0,46 |
|||
|
ТУ 14-3-1973-98 |
720 |
7,0; 8,0; 9,0; 10,0; 11,0; 12,0 |
Ст. 20 К52 |
510 |
353 |
0,40 |
Спиральношовные трубы из углеродистой качеств. стали; трубы изготавливаются с объемной термообработкой (закалка + отпуск) |
|
|
720 |
7,0; 8,0; 9,0; 10,0; 11,0; 12,0 |
10Г2ФБ К56 |
549 |
441 |
0,46 |
Спиральношовные трубы из низколегированной стали; трубы изготавливаются с объемной термообработкой (закалка + отпуск) |
||
|
720 |
7,0; 8,0; 9,0; 10,0; 11,0; 12,0 |
17Г1С К56 |
549 |
441 |
0,46 |
|||
|
720 |
7,0; 8,0; 9,0; 10,0; 11,0; 12,0 |
17Г1С К60 |
588 |
441 |
0,46 |
|||
|
720 |
7,0; 8,0; 9,0; 10,0; 11,0; 12,0 |
10Г2ФБ; Х70; К60 |
588 |
482 |
0,46 |
|||
|
530 |
7,0; 8,0; 9,0; 10,0 |
Ст. 20 К52 |
510 |
353 |
0,40 |
Спиральношовные трубы из углеродистой качеств. стали; трубы изготавливаются с объемной термообработкой (закалка + отпуск) |
||
|
ТУ14-3-1973-98 |
530 |
7,0; 8,0; 9,0; 10,0 |
10Г2ФБ К56 |
549 |
441 |
0,46 |
Спиральношовные трубы из низколегированной стали; трубы изготавливаются с объемной термообработкой (закалка + отпуск) |
|
|
530 |
7,0; 8,0; 9,0; 10,0 |
17Г1С К56 |
549 |
441 |
0,46 |
|||
|
530 |
7,0; 8,0; 9,0; 10,0 |
17Г1С К60 |
588 |
441 |
0,46 |
|||
|
530 |
7,0; 8,0; 9,0; 10,0 |
10Г2ФБ; Х70; К60 |
588 |
482 |
0,46 |
|||
|
Поставка по импорту |
||||||||
|
ТУ 75-86 |
1220 |
11,9; 14,2; 17,7 |
К65 |
638 |
510 |
0,44 |
Регулируемая прокатка, 100 % ультразвуковой контроль |
|
|
1220 |
12,9; 15,4 |
К60 |
589 |
461 |
0,43 |
|||
|
1220 |
19,1 |
К60 |
589 |
461 |
0,44 |
|||
|
ТУ 75-86 (для соединительных деталей) |
1220 |
15,4; 19,1; 20,5 |
К60 |
589 |
461 |
0,43 |
||
|
1220 |
20,5; 21,2; 22,0; 26,0 |
К60 |
589 |
461 |
0,44 |
|||
|
ТУ 75-86 |
1020 |
9,5; 11,3; 14,1 |
К60 |
589 |
461 |
0,44 |
||
|
1020 |
10,3; 12,3; 15,2; 17,0; 18,4 |
К60 |
589 |
461 |
0,43 |
|||
|
1020 |
21,0;21,5; 24,0 |
К60 |
589 |
461 |
0,44 |
|||
|
ТУ 75-86 (для соединительных деталей) |
1020 |
12,9; 16,0; 18,4; 21,5 |
К60 |
589 |
461 |
0,43 |
||
|
ТУ 75-86 |
720 |
7,3; 8,7; 10,8; 14,0; 16,0 |
К60 |
589 |
461 |
0,43 |
||
|
720 |
19,9; 20,0; 21,6; 22,0 |
К60 |
589 |
461 |
0,44 |
|||
|
ТУ 75-86 (для соединительных деталей) |
720 |
11,3; 14,0; 16,0 |
К60 |
589 |
461 |
0,43 |
||
|
ТУ 75-86 |
530 |
5,9; 7,1; 8,8 |
К54 |
529 |
392 |
0,42 |
||
|
ТУ 75-86 (для соединительных деталей) |
530 |
12,0; 13,0; 14,0 |
К54 |
529 |
392 |
0,42 |
||
Примечание: 1. В связи с возможными изменениями и дополнениями технических условий рекомендуется перед началом сварочных работ дополнительно уточнить класс прочности труб по данным сертификата завода-изготовителя или последней редакции соответствующих технических условий.