Вантуз
Ду-200 может устанавливаться
с применением гребенки на два агрегата. Вантузы
для всасывающей линии насосной установки, как правило, врезаются на заменяемый
участок нефтепровода. К одному вантузу, предназначенному для закачки нефти Ду
150 может быть подключено не более 3-х насосных
агрегатов. Расстояние между насосными агрегатами должно быть не менее 8 м.
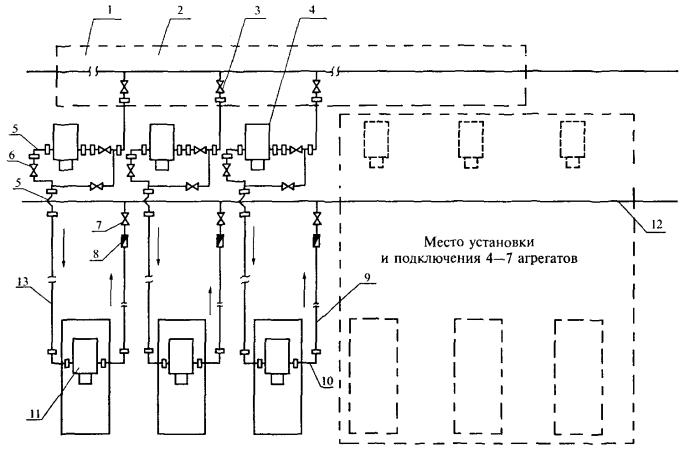
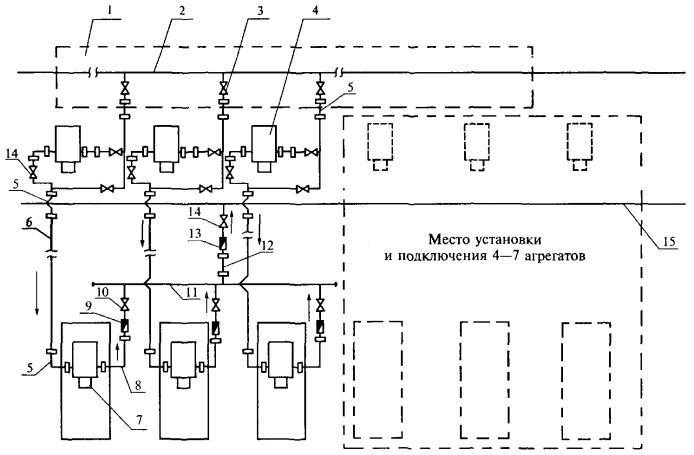
Схемы обвязки насосных агрегатов для откачки в параллельный нефтепровод
приведены на рис. 6.1-6.5.
6.11.
Перед началом работ по откачке подготавливаются площадки для установки
основных, подпорных насосных установок, агрегатов и электростанций.
Подпорный
насос устанавливается в непосредственной близости к месту откачки нефти. Основной
агрегат должен располагаться на расстоянии не менее 50 м от вантузов откачки и
закачки нефти и на расстоянии не менее 40 м от подпорного агрегата. Расстояние
между основными насосными агрегатами должно быть не менее 8 м. Электростанция
устанавливается на ровной площадке, на расстоянии не менее 50 м от мест откачки
- закачки нефти и от основного агрегата. При расстановке оборудования должна
обеспечиваться возможность маневрирования и беспрепятственного движения техники
в экстренных случаях.
6.12.
Подготовка насосных агрегатов к проведению откачки производится в следующей
последовательности:
-
рассчитывается по картам режимов работы нефтепровода давление в
точке закачки нефти. Принимается максимальное значение давления;
-
выполняется трубопроводная обвязка основных и подпорных насосных
агрегатов. Трубы обвязки основных насосных агрегатов до места закачки должны
быть испытаны на давление 1,25 Рраб, где Рраб максимальное
рабочее давление основных насосных агрегатов. Обвязка линий от вантуза откачки
до приема основных агрегатов испытывается на давление 1,25 Рт, где Рт - максимально
возможное давление на месте откачки после остановки нефтепровода;
-
основные и подпорные насосы, электростанции заземляются штатными
заземлителями и заземляющими проводниками;
-
устанавливаются манометры на узлах ближайших линейных задвижек и
насосных агрегатах для контроля давления в опорожняемом нефтепроводе и на
участке закачки нефти (действующем нефтепроводе);
-
проверяется полнота закрытия вантузов на опорожняемом и
заполняемом нефтепроводах, демонтируются заглушки. На вантуз, через который
производится закачка нефти, устанавливается обратный клапан;
-
выполняется обвязка подпорного агрегата, обеспечивающая исключение
его из работы задвижками при избыточном давлении в опорожняемом нефтепроводе
более допустимого давления на входе подпорного насоса;
-
при обнаружении негерметичности элементов обвязки насосного
агрегата необходимо устранить течь в соединительных узлах, произвести
переопрессовку обвязки агрегатов, вышедшая нефть должна быть немедленно убрана.
Для предупреждения загрязнения места проведения работ, необходимо использовать
специальные емкости для сбора нефти;
-
прокладываются питающие кабели от щитов генераторов к
электродвигателям подпорных насосных агрегатов, и выполняется соединение их
через специальные разъемы;
-
кабели укладываются на инвентарные подставки над уровнем земли не
менее 1 м и расстоянием между подставками 5-6 м, в ночное время
кабельная линия должна быть освещена;
-
о прохождении кабеля проводится инструктаж с работниками занятыми
производством работ;
-
удаляются технические средства, оборудование, материалы, не
используемые для операций по откачке и закачке нефти на 100 м от места
производства работ;
-
выставляется противопожарный пост (не менее одного пожарного
автомобиля);
-
проверяется готовность вспомогательных трубопроводов для откачки к
приему нефти в параллельный нефтепровод и оформляется разрешение диспетчера ОАО
МН на закачку.
6.13.
При давлении в опорожняемом нефтепроводе, превышающем допустимое давление на
входе подпорного насоса, откачка производится основными агрегатами. Подпорные
агрегаты должны быть отключены отсекающими задвижками.
6.14.
При закачке нефти задвижки приемного нефтепровода по трассе должны быть
открыты, поток закачиваемой нефти должен иметь выход в резервуарный
парк.
6.15.
При снижении давления в опорожняемом нефтепроводе до допустимого давления на
входе подпорного насоса, останавливается перекачка нефти, закрываются приемная
и выкидная задвижки и производится переключение откачки нефти с подключением
подпорных насосов.
6.16.
Подпорные насосы должны быть обвязаны непосредственно на «всасывающий» вантуз
или через устройства для дооткачки нефти. Устройства должны иметь
разрешение Госгортехнадзора России на применение и должны быть
изготовлены на специализированном предприятии, имеющем разрешение. Устройства
для дооткачки нефти устанавливаются на вантузы в соответствии с инструкцией изготовителя, с обязательным
креплением и фиксацией подвижной заборной трубы к вантузу.
При
откачке нефти насосными агрегатами типа ПНУ, ПНА к приемному патрубку одного
основного агрегата могут подключаться два подпорных насоса и соединяться с
общим коллектором Ду-250 при помощи металлорукавов Ду-150,
коллектор соединяется с ПМТ-150 и далее по схеме при помощи металлорукавов с приемным
патрубком основного насоса.
6.17.
После включения в схему откачки подпорных агрегатов и проверки соединений на
герметичность, возобновляется перекачка нефти в параллельный нефтепровод.
6.18
.Во время откачки-закачки нефти производится:
-
контроль показаний манометров, установленных на выходе насосных
агрегатов и в местах откачки-закачки нефти, величин давлений для соблюдения
заданного режима работы нефтепровода и откачивающих агрегатов;
-
обеспечение работы насосных агрегатов и предотвращение образования
вакуума, открытием вантузов для подачи воздуха в опорожняемый участок
нефтепровода. При открытии вантуза впуска воздуха должны соблюдаться правила
безопасности, приведенные в разделе «Меры безопасности при выполнении работ
...» в п.п. 6.61, 6.62, разделе 15;
-
учет количества откачиваемой нефти ведется по расходомерам,
установленным на ПНУ или, при отсутствии расходомеров, расчетным методом по
давлению в опорожняемом от нефти трубопроводе, контроль осуществляя через
диспетчерскую службу по количеству нефти, поступившей в приемные резервуары НПС.
Учет количества откачиваемой нефти, технологические параметры работы насосов
необходимо регистрировать в журналах (Приложение Г);
-
для предупреждения работы насосных агрегатов в кавитационном
режиме, по мере снижения давления и уровня нефти в нефтепроводе, насосные
агрегаты следует последовательно выводить из работы; остановку агрегатов
необходимо проводить в порядке, установленном инструкцией по эксплуатации
насосных агрегатов;
-
постоянный контроль за показаниями контрольно-измерительных
приборов насосного агрегата, соблюдением правил эксплуатации насосных
агрегатов, не допуская отклонения параметров работы от установленных
заводом-изготовителем;
-
не допускать присутствия на месте производства работ лиц, не
участвующих в операциях по откачке-закачке нефти;
-
не допускать загрязнения рабочей зоны нефтью. При появлении течи в
соединениях и узлах обвязки насосных агрегатов, откачка и закачка нефти
останавливается, выявленные неплотности устраняются, убирается разлитая нефть и
загрязненный грунт, после чего откачка нефти возобновляется.
6.19.
После завершения откачки-закачки нефти и остановки насосных
агрегатов необходимо:
-
закрыть задвижки на вантузах для откачки и закачки нефти;
-
опорожнить от нефти трубопроводы обвязки насосных агрегатов;
-
демонтировать обратные клапаны (на вантузе закачки) и коллекторы
на выкидной и приемной линиях насосных агрегатов, разобрать всасывающие и
напорные трубопроводы, оставшуюся в насосах и трубопроводах нефть слить в
специально для этого предназначенную емкость;
-
отсоединить токоподводящие кабели и намотать их на катушку;
-
уложить разобранный трубопровод в пакеты, закрыть патрубки насосов
заглушками, погрузить на платформу автомобиля подпорные насосы и закрепить их,
погрузить на платформу всасывающие и напорные рукава и ПМТ-150;
-
произвести очистку насосной установки, очистить место производства
работ от остатков нефти и загрязненного грунта.
Все
работы по уборке остатков нефти и загрязненного грунта должны быть выполнены в
полном объеме до начала огневых работ (подгонка, сварка и др.) и должны
производиться как в период производства работ по откачки нефти, так и после ее
завершения.
6.20.
Вантузы для подачи воздуха в нефтепровод остаются открытыми до
окончания сварочных работ для предотвращения создания избыточного давления
воздуха в трубопроводе. При открытых вантузах выставляется наблюдательный пост
не менее чем из 2-х человек для наблюдения за уровнем нефти и для
предотвращения доступа посторонних лиц.
После
закрытия вантузной задвижки на нее устанавливается эллиптическая заглушка,
после вывода нефтепровода на заданный режим работы должен быть выполнен
контроль герметичности вантуза, затем штурвал должен быть снят, колодец закрыт
на замок.
6.21.
После окончания работ по откачке-закачке, обустройство вантузов выполняется
согласно требованиям п. 3.20,
готовится исполнительная документация в соответствии с п. 3.21.
Откачка нефти из
отключенного участка за линейную задвижку
6.22.
Откачка нефти за линейную задвижку ремонтируемого нефтепровода производится в
следующих случаях:
-
при отсутствии параллельного нефтепровода на месте производства
ремонтных работ;
-
при наличии резервуаров на НПС и возможности их использования для
приема необходимого объема нефти из опорожняемого участка нефтепровода.
При
этом обязательно должна быть проверена и обеспечена герметичность затвора
задвижки, за которую будет производиться откачка нефти из освобождаемого
участка трубопровода.
6.23.
Производительность насосных агрегатов для прокачки нефти по временному
трубопроводу от места производства ремонтных работ до линейной задвижки должна
соответствовать Регламенту... остановок МН.
При
протяженности временных трубопроводов до 500 м и работе одного насосного
агрегата монтируется ПМТ-150.
При
протяженности от 500 до 1000 м и работе двух насосных агрегатов монтируется
стальной трубопровод диаметром 250 мм.
Трубопроводы
предварительно должны быть испытаны на давление Рисп = 1,25 Рраб,
где Рраб - максимально
возможное давление в месте закачки на участке нефтепровода, в который
закачивается нефть. Рраб рассчитывается по максимальной
величине с учетом рельефа местности (геодезических отметок) и давления закачке.
6.24.
Определение количества насосных агрегатов, технологическая схема их подключения
к МН, порядок и последовательность выполнения операций по откачке, контроль за
откачкой и учет количества откачиваемой нефти, остановка перекачки нефти и
другие работы должны выполняться, так же как и для варианта откачки нефти в
параллельный нефтепровод. Схема откачки нефти за линейную задвижку представлена
на рис. 6.6.
Откачка нефти из
отключенного участка за перевальную точку
6.25.
Графически перевальная точка определяется, как точка касания линии
гидравлического уклона с профилем нефтепровода. При отключении участка,
имеющего перевальную точку, участок освобождается путем перекачки нефти за
перевальную точку. Участок трубопровода за перевальной точкой, в который должна
быть перекачена нефть, должен быть максимально освобожден от нефти путем
откачки магистральными насосными агрегатами до наличия на приеме минимально
допустимого давления. Последующая откачка нефти, при необходимости,
производится передвижными насосными агрегатами, установленными на НПС
или при наличии на НПС резервуарного парка - путем перекачки нефти в
резервуары.
6.26.
Освобождение ремонтируемого участка производится откачкой насосными агрегатами
по временно проложенному трубопроводу из вантуза откачки до вантуза закачки
нефти.
6.27.
Геодезическая отметка места врезки вантуза для закачки нефти должна быть ниже
отметки перевальной точки не менее чем на 10 м. От места врезки вантуза, через
который освобождается нефтепровод до места врезки вантуза закачки
прокладывается трубопровод диаметром 250 мм или три трубопровода ПМТ диаметром
150 мм. Трубопроводы спрессовываются давлением равным 1,25 Рраб
основного агрегата, где Рраб
- рабочее давление основного насосного агрегата.
Контроль
откачки нефти за перевальную точку осуществляется мановаккууметром,
установленным на месте закачки нефти, при этом давление на месте закачки должно
быть не более 0,05 МПа. Требуемое давление
обеспечивается прикрытием вантузной задвижки
(поз. 7 на рис. 6.7).
6.28.
Перечень и порядок выполнения технологических операций, требования к их
выполнению при подготовке насосных установок к работе, в процессе работы, по
окончании работы такие же, как при перекачке нефти за линейную задвижку. Схема
откачки нефти приводится на рис. 6.7.
Сброс нефти из
освобождаемого участка нефтепровода самотеком в резервуары НПС
6.29.
Сброс нефти из освобождаемого участка нефтепровода самотеком осуществляется при
наличии перепада высотных отметок опорожняемого участка и резервуаров НПС.
6.30.
Линейные задвижки по трассе нефтепровода от опорожняемого участка до
резервуарного парка и задвижки подключения резервуаров НПС должны быть
полностью открыты, остальные задвижки закрываются. На опорожняемом участке
открываются вантузы, для подачи воздуха с
целью предотвращения образования вакуума в нефтепроводе. При их отсутствии
необходимо сделать врезку вантузов диаметром согласно табл. 3.2 на выбранных высоких точках профиля трассы.
6.31.
Количество поступившей нефти контролируется по уровню в заполняемых
резервуарах.
6.32.
После поступления нефти в количестве, соответствующем расчетному объему и при
отсутствии нефти на месте врезки, закрываются секущие задвижки на ремонтируемом
участке.
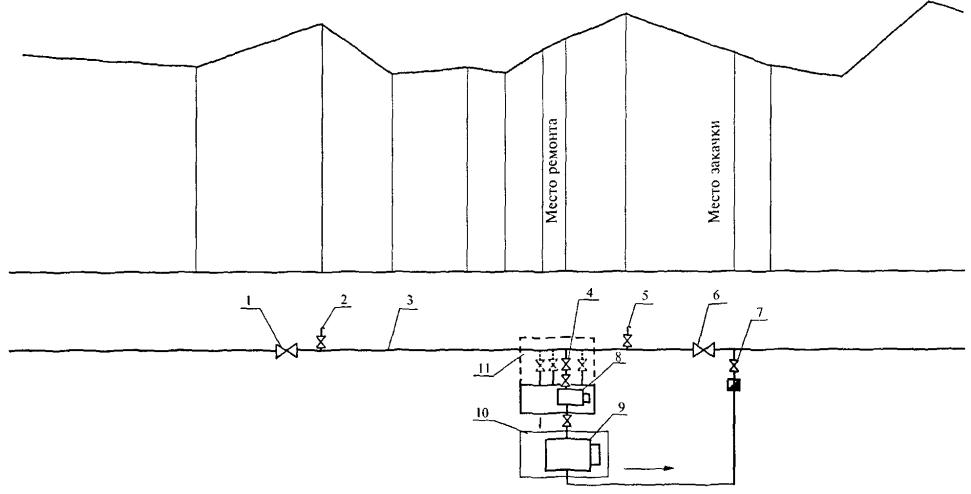
Откачка нефти из
освобождаемого участка нефтепровода в передвижные емкости
6.33.
Схему откачки нефти из опорожняемого участка нефтепровода в передвижные емкости
(автоцистерны) следует применять при объемах опорожнения участка
нефтепровода - до 100 м3 и невозможности применения других схем.
6.34.
Перед началом работ необходимо:
-
установить насос откачки на ровной площадке, площадка для
передвижной емкости должна располагаться на расстоянии не менее 50 м от
освобождаемого трубопровода;
-
выполнить монтаж напорной и всасывающей линий насосных установок;
-
проверить исправность дыхательных клапанов цистерны;
-
проверить заземление цистерны;
-
проверить герметичность линий откачки и начать перекачку нефти из
нефтепровода в передвижную емкость.
6.35.
В процессе заполнения передвижной емкости следует вести постоянное наблюдение
за уровнем нефти в передвижной емкости. Регулировку производительности
заполнения автоцистерны осуществлять задвижкой на линии напорного трубопровода 9
рис. 6.8. При
заполнении емкости остановить перекачку.
6.36.
При отсутствии в емкости приемного устройства, рукав насосной установки должен
опускаться на дно емкости, быть постоянно под нефтью, чтобы при заполнении
емкости не образовывалась падающая струя нефти.
6.37.
После заполнения емкости необходимо остановить насос, закрыть вантуз
и приемный кран на передвижной емкости, отсоединить емкость от напорного
трубопровода. При отсоединении не допускать разлива нефти из трубопровода на
почву и немедленно убрать нефть при ее наличии.
6.38.
После опорожнения участка всасывающая и напорная линии насосных установок
демонтируются. Оставшаяся в них нефть и нефть из полости подпорного насоса
сливаются в специальную емкость. Место производства работ необходимо очистить
от замазученности.
6.39.
Учет количества откачиваемой нефти следует вести по калибровочным таблицам
передвижной емкости.
6.40.
Для откачки нефти вместо передвижных емкостей (автоцистерн) возможно
использование резинотканевых резервуаров. Схема откачки нефти при использовании
резинотканевых резервуаров аналогична схеме с использованием автоцистерн. Схема
откачки нефти приводится на рис. 6.8.
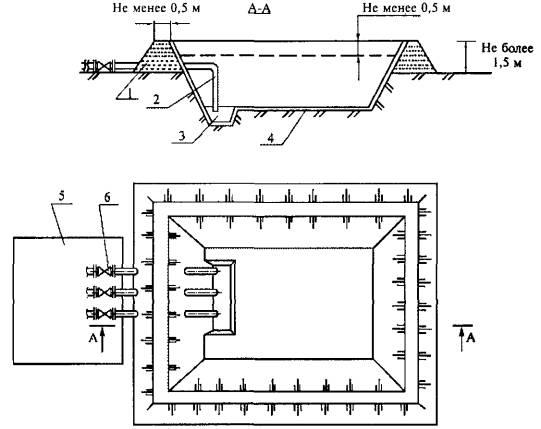
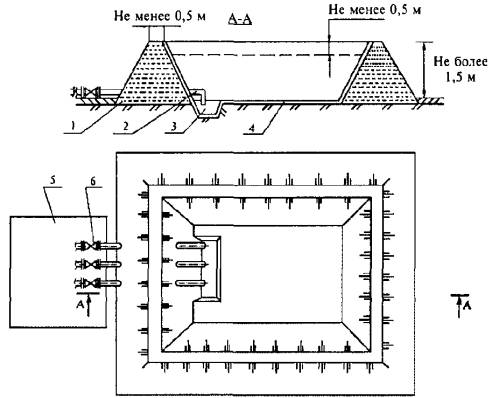
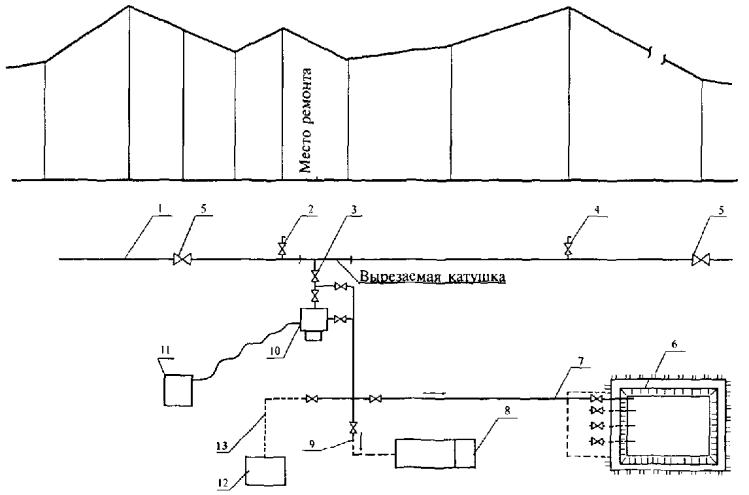
Откачка нефти из
освобождаемого участка нефтепровода в земляной амбар
Применение
данной схемы допускается только при невозможности применения других способов
опорожнения отключенного участка.
6.41.
Перед закачкой нефти в амбар, у стенки амбара устанавливается мерный шток с
отметками деления 0,2 м, для контроля объемов его заполнения и последующего
освобождения.
6.42.
Трубопровод подачи должен обеспечивать поступление нефти на дно амбара под слой
жидкости, без образования падающей струи.
Схема
откачки нефти в амбар приводится на рис. 6.8-6.10.
6.43.
Если в опорожняемом нефтепроводе остаточное давление превышает 0,3 МПа,
сброс нефти в амбар следует начинать без использования подпорных насосов,
используя байпасную линию (поз. 6 рис. 6.10).
6.44.
Убедиться, что вантуз, предназначенный для откачки, закрыт. Демонтировать
заглушку, выполнить обвязку насоса в земляной амбар, исключающую его работу при
давлении более 0,3 МПа.
6.45.
По команде руководителя работ приоткрывается вантуз. Открытие вантуза
регулируется таким образом, чтобы не образовалось распыления нефти. При
поступлении нефти в амбар следует постепенно приоткрывать вантуз, регулируя
подачу нефти для исключения возможности образования «шапки» фонтана и
распыления.
6.46.
После того, как в освобождаемом нефтепроводе установится давление ниже 0,3 МПа,
закрывается байпасная задвижка и подключаются насосные агрегаты через
устройство для дооткачки нефти через вантуз.
6.47.
В процессе откачки нефти проводится постоянное наблюдение за уровнем нефти в
амбаре. Превышение допустимого максимального уровня взлива (не выше 1,0 м до
верхней кромки обвалования) не допускается.
6.48.
После опорожнения участка нефтепровода закрывается вантуз откачки нефти,
отсоединяются и демонтируются приемо-выкидные рукава. При демонтаже линии откачки и подпорного насоса
должны быть приняты меры по предотвращению загрязнения почвы, уборке остатков
нефти.
6.49.
На все время производства ремонтных работ на участке нефтепровода необходимо
установить постоянное дежурство возле амбара с нефтью. Дежурный пост должен
располагается с наветренной стороны амбара.
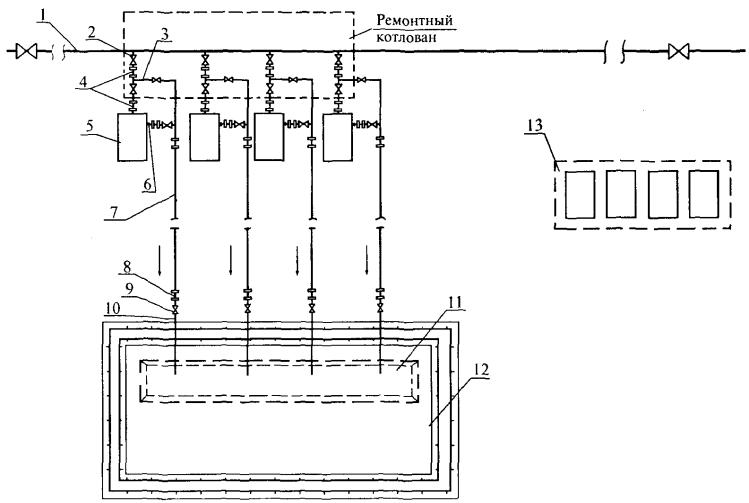
Откачка нефти из
амбара в отремонтированный или в действующий нефтепровод
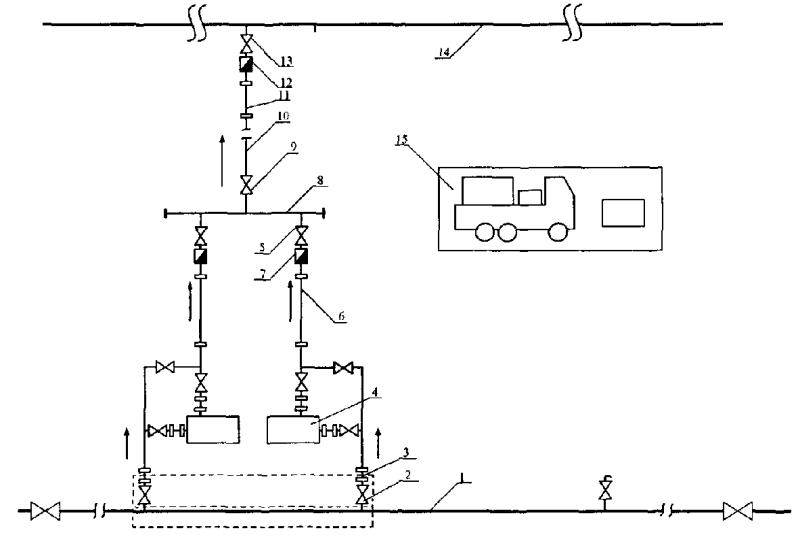
6.50.
Закачка нефти из амбара в нефтепровод выполняется в следующем порядке:
-
врезается вантуз и монтируется обратный клапан на месте закачки;
-
прокладывается трубопровод от места откачки до основного насосного
агрегата и от основного насосного агрегата до места закачки;
-
производится испытание на прочность и герметичность трубопровода
закачки нефти давлением равным 1,25 Рраб основного агрегата, где Рраб - рабочее
давление основного насосного агрегата;
-
соединяются откачивающие трубопроводы с насосными агрегатами;
-
проверяется готовность к приему нефти в действующий нефтепровод;
-
согласовываются с диспетчером РДП и руководителем работ готовность
и порядок пуска откачивающих агрегатов с учетом требований п. 12.3 настоящего Регламента.
6.51.
В процессе откачки нефти производятся:
-
контроль работы насосных агрегатов дежурным персоналом согласно
заводским инструкциям;
-
выпуск газовоздушной смеси из заполняемого трубопровода через
вантузы по трассе согласно п.п.
12.8-12.9 (при
неработающем нефтепроводе);
-
контроль уровня нефти в амбаре по мерному штоку;
-
контроль давления на месте закачки нефти в действующий
нефтепровод.
6.52.
Насосы для откачки нефти из амбара включаются, с соблюдением требований
инструкции по эксплуатации подпорных насосов и основных агрегатов, по команде
руководителя работ.
6.53.
Выпуск газовоздушной смеси из заполняемого участка нефтепровода производится
через вантуз.
6.54.
Расположение, количество и диаметр вантузов для выпуска газовоздушной смеси
указываются в плане производства работ и определяются в соответствии с п.п. 3.4, 12.6 настоящего Регламента.
6.55.
Количество и диаметр вантузов для выпуска воздуха следует выбирать в
зависимости от времени, необходимого для заполнения нефтепровода. При этом
должны учитываться существующие вантузы, смонтированные при
строительстве нефтепровода и врезанные для подачи воздуха при подготовительных
работах по опорожнению отключенного участка нефтепровода.
6.56.
После окончания закачки производится демонтаж всасывающего и напорного
трубопроводов, сливается нефть из насосов в предназначенную для этого
специальную емкость. Загрязнение почвы при выполнении этих работ не
допускается.
6.57.
Место производства работ должно очищаться от замазученности. Производится
засыпка амбара с последующей рекультивацией с учетом требований раздела 2.
6.58.
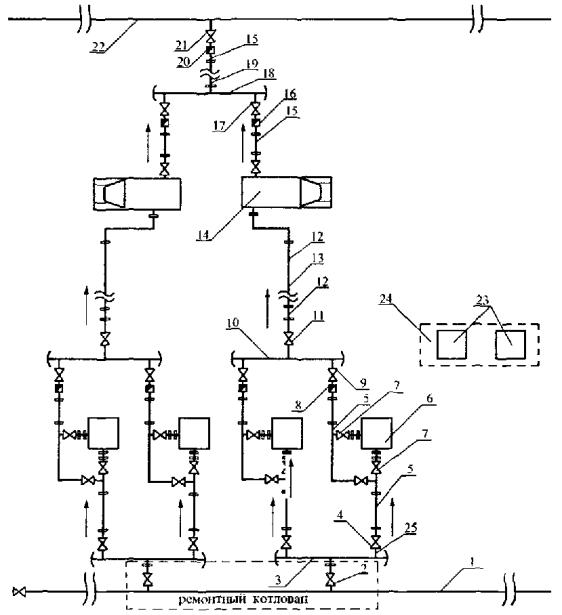
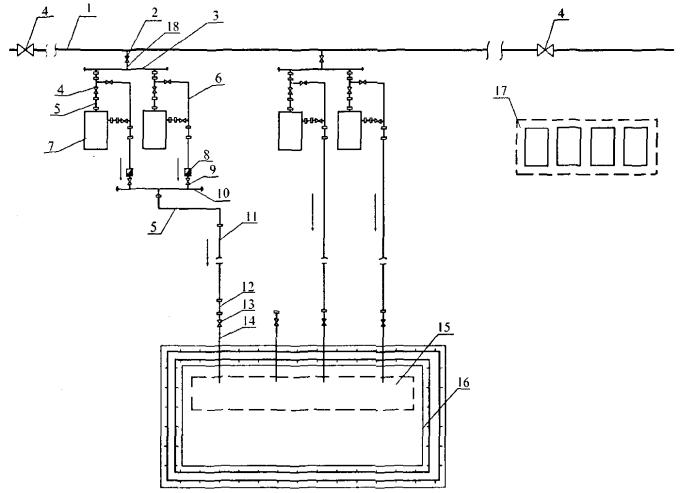
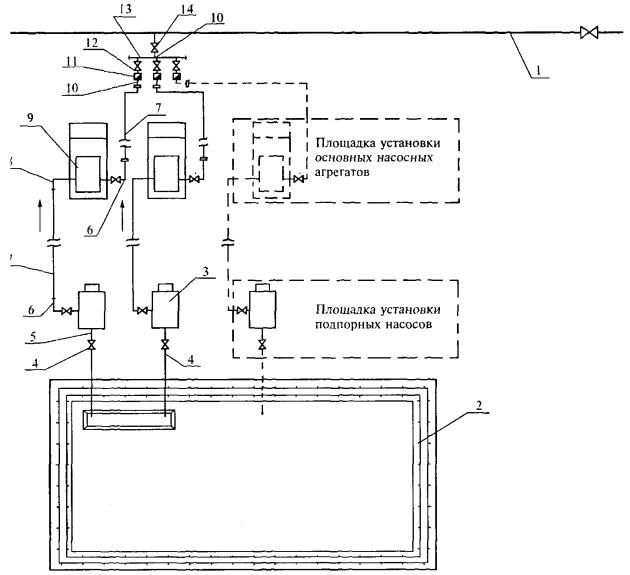
Технологическая схема закачки нефти в нефтепровод из амбара приведена на рис. 6.11, 6.12.
Требования к
применяемой арматуре и оборудованию
6.59.
Арматура, оборудование, трубопроводы и соединительные детали обвязки, насосное
оборудование должны иметь паспорта, формуляры, инструкции по эксплуатации,
разрешение Госгортехнадзора России к применению на опасных производственных
объектах.
6.60.
Техническое обслуживание оборудования должно проводиться с установленной
заводом-изготовителем периодичностью, согласно графику обслуживания и ремонта
согласно инструкций по эксплуатации утвержденных главным инженером ОАО МН.
Меры безопасности
при выполнении работ по освобождению нефтепроводов и закачке нефти в
нефтепровод
6.61.
Запрещается при выполнении работ по освобождению нефтепроводов и закачке нефти
в нефтепровод:
-
производить перекачку нефти без установки обратных клапанов на
вантузных задвижках закачки нефти в нефтепровод и на коллекторе Ду
250 при использовании двух и более подпорных насосов;
-
применять подпорные агрегаты при наличии в откачиваемом участке
избыточного давления более 0,3 МПа;
-
использовать металлорукава и
трубы ПМТ, если рабочее давление в линии превышает номинальное разрешенное
давление рукавов и ПМТ;
-
наполнение нефтью емкости или амбара падающей струей;
-
нахождение людей на платформе насосных агрегатов во время
транспортировки;
-
во время работы насосных агрегатов нахождение людей (кроме членов
экипажа и руководителя работ) ближе 50 м от агрегатов, напорного и всасывающего
трубопроводов и вантузов откачки-закачки;
-
выполнение откачки-закачки нефти без контроля за давлением в
магистральных нефтепроводах;
-
использование оборудования, устройств, не имеющих разрешения
Госгортехнадзора России на применение;
-
использование устройства для дооткачки нефти без крепления
заборной трубы к вантузу;
-
заполнение амбара до уровня, превышающего 1 м до верхней кромки
обвалования.
6.62. Для ведения контроля впуска воздуха и выпуска газовоздушной
смеси на вантузах должна назначаться бригада в составе не менее 3-х человек
(работающий и наблюдающие). Для проведения операции открытия и закрытия
вантузной задвижки спускаться в колодец разрешается одному человеку под наблюдением
не менее 2-х страхующих человек. Во всех случаях на рабочего, опускающегося в
колодец, должен быть надет спасательный пояс.
Перед
спуском в колодец необходимо произвести замеры уровня загазованности, при
превышении норм загазованности (0,01 % об. или 0,3 г/м3) работник
должен спускаться в колодец в противогазе. Все члены бригады должны иметь
противогазы в состоянии готовности. Противогаз должен быть изолирующим. Шланг
противогаза следует выводить из колодца в наветренную сторону.
7.1.
Вырезка дефектного участка должна осуществляться:
-
безогневым методом с применением труборезных
машин (труборезов);
-
с использованием энергии взрыва - с применением удлиненных
кумулятивных зарядов.
Перед
началом работ по вырезке должен быть оформлен наряд-допуск, должны быть
отключены станции катодной и дренажной защиты магистрального нефтепровода на
расстоянии не менее 10 км в обе стороны от места производства работ. На месте
производства работ должна находиться пожарная автомашина и первичные средства
пожаротушения в следующих количествах:
огнетушители типа ОП-10 или ОУ-10 - 10 шт. или
один огнетушитель ОП-100, кошма шириной не
менее 350 мм и длиной не менее длины окружности ремонтируемого нефтепровода в
количестве планируемых резов трубопровода и кошма размерами 2 × 2 м в
количестве 2 шт.
7.2.
Длина вырезаемого участка трубопровода (детали) должна быть больше дефектного
участка не менее чем на 100 мм с каждой стороны, но не меньше
диаметра трубопровода.
7.3.
Перед началом работ по резке труб необходимо подготовить ремонтный котлован,
трубопровод должен быть вскрыт на расстоянии не менее, чем на 1,5 м от места
реза с каждой стороны, просвет между вырезаемой «катушкой» и дном котлована
должен составлять не менее 0,6 м, минимальное расстояние между боковыми
образующими вырезаемой «катушки» и стенкой котлована должно быть не менее 1,5
м.
7.4.
До начала резки труб изоляционное покрытие в местах резки, в зависимости от
способа выполнения операции, должно быть удалено по всей окружности трубы на
ширину не менее 50 мм - при использовании энергии взрыва, не менее 600 мм - для
труборезных машин. Поверхность трубопровода в местах резки должна
быть очищена от изоляции, остатков клея, праймера и мастики. Перед установкой
труборезных машин или зарядов котлован
необходимо зачистить от остатков изоляционных материалов и замазученного
грунта.
7.5.
При проведении работ по вырезке катушки труборезными машинками
контроль газовоздушной среды в котловане осуществлять каждые 30 мин. Для
устранения загазованности должны применяться приточные вентиляторы с
электродвигателями во взрывозащищенном
исполнении, оснащенные прорезиненными рукавами для подачи свежего воздуха в
рабочую зону котлована и обеспечивающие 8-ми кратный обмен. Вентилятор
размещается с наветренной стороны на подготовленной ровной площадке вне
котлована не ближе 5 м от бровки.
7.6.
Перед вырезкой «катушки» (детали) на нефтепроводе должна быть установлена
шунтирующая перемычка из медного многожильного кабеля, с сечением не менее 16
мм2,
или из стального прутка, (полосы) сечением не менее 25 мм2. При ремонте нефтепровода на участках с наличием блуждающих
токов электрифицированных железных дорог, сечение перемычки должно быть
рассчитано на максимальный ток дренажа, но не менее 50 мм2. Вырезаемая «катушка» (деталь) также шунтируется с
трубопроводом. При вырезке соединительного элемента (тройника) между собой
шунтируются все подходящие трубопроводы и вырезаемый элемент. Концы шунтирующих
перемычек и заземляющих проводников должны быть оконцованы медными кабельными
наконечниками. Крепление перемычек к трубопроводу (хомутам) и заземляющих
проводников к трубопроводу (хомутам) и заземлителю должно выполняться болтовым
соединением.
Подключение
шунтирующих элементов (кабеля) к трубопроводу выполняется в соответствии с рис.
7.1-7.3:
-
гибкими стальными лентами, навитыми с натяжкой на очищенную до
металлического блеска поверхность трубы;
-
стальными болтами с резьбой М12-М16, ввинчиваемыми в просверленные
в стенке трубы ручной или пневматической дрелью глухие отверстия, с оставленной
толщиной стенкой трубы не менее 3 мм;
-
сваркой соединительных наконечников с телом трубопровода при
отсутствии загазованности в котловане.
Длина
шунтирующих перемычек должна обеспечивать свободный проход труборезных
машинок и демонтаж вырезанной детали из ремонтного котлована.
7.7.
При вырезке «катушки» или соединительных деталей нефтепровода безогневым
методом, труборезные машины и другое применяемое оборудование должны иметь
паспорта, формуляры, разрешение Госгортехнадзора России (или его
территориального округа) на применение.
7.8.
При резке деталей взрывом применяются технологии и взрывчатые материалы,
устройства и аппаратура для производства взрывных работ, на которые имеются
разрешения Госгортехнадзора России.
Вырезка
дефектного участка с применением труборезных машин
7.9.
Вырезка дефектного участка производится труборезными машинами с
приводами во взрывобезопасном исполнении с
частотой вращения режущего инструмента не более 60 об/мин, и подачей не более 30 мм/мин. Инструкции по эксплуатации
труборезов разрабатываются на основании инструкций и паспортов предприятий-изготовителей, правил и норм безопасности, включают в себя
требования по транспортировке, монтажу на
трубопроводе и подготовке к работе, выполнению
резки, демонтажу и хранению и утверждаются главным инженером ОАО МН.
7.10.
Вырезка дефектного участка осуществляться одновременно двумя труборезными машинами. Труборезные
машины устанавливаются на трубе согласно инструкций по эксплуатации и в
соответствии со схемами вырезки «катушек», задвижек и соединительных деталей
(рис. 7.1-7.3).
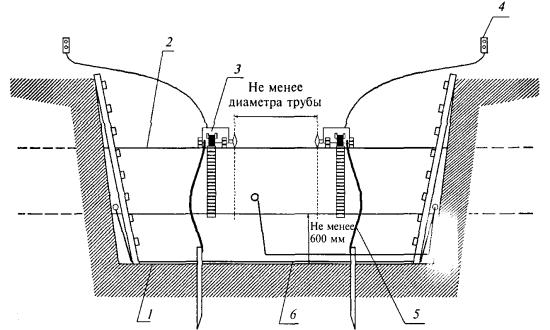
Рис. 7.1. Схема безогневой вырезки участка нефтепровода
труборезами:
1 - рабочий котлован; 2 - трубопровод; 3
- труборезы; 4 - пульт управления труборезом; 5 - провода заземления машинок
труборезов со штырями; 6 - шунтирующая
перемычка
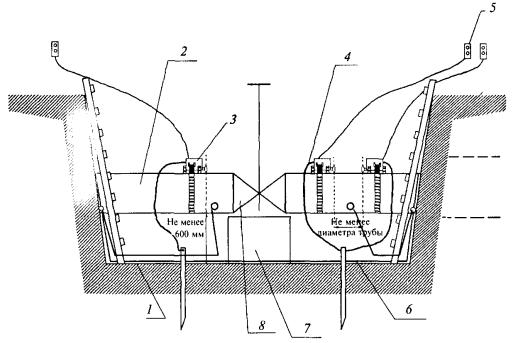
Рис. 7.2. Схема безогневой вырезки задвижки нефтепровода
труборезами
1 - рабочий котлован; 2 -
трубопровод; 3 - труборез; 4 - провода заземления труборезов со
штырями; 5 - пульт управления
трубореза; 6 - шунтирующая перемычка; 7 - фундамент задвижки; 8 - задвижка
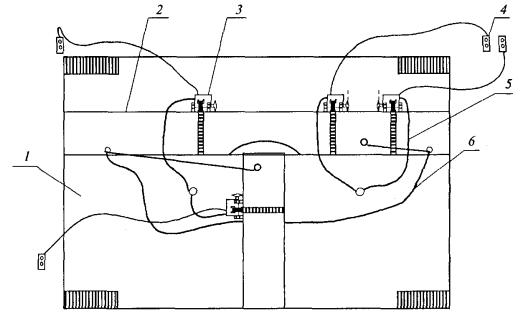
Рис. 7.3. Схема безогневой вырезки тройника труборезами
1 - рабочий котлован; 2 -
трубопровод; 3 - труборез; 4 - пульт труборезом; 5 -
провода заземления труборезов; 6 - шунтирующая перемычка
7.11.
При вырезке тройника одновременно устанавливаются и работают три труборезных машины.
7.12.
Работы при резке труб следует проводить с соблюдением следующих требований и в
последовательности:
-
проверить и убедиться в полной исправности и комплектности
применяемого оборудования до начала работ;
-
разметить место реза и установить труборез на трубопровод, при
монтаже удерживать его грузоподъемным механизмом до тех пор, пока не будут
натянуты цепи;
-
установить электрощит управления на расстоянии не менее 30 м от
места проведения работ;
-
выполнить расключение силовых кабелей, заземлить труборез
и пульт управления;
-
проверить силовые кабели на отсутствие внешних повреждений;
-
подготовить емкость с охлаждающей жидкостью вместимостью 50 л для
обеспечения постоянного охлаждения фрезы во время резки;
-
застопорить вырезаемую «катушку» (арматуру) грузоподъемным
механизмом;
-
произвести вырезку «катушки» в соответствии с инструкцией по
эксплуатации трубореза, при движении трубореза по трубопроводу не допускать
попадания силового и заземляющего кабелей, шунтирующих перемычек в зону работы
фрезы, не допускать натяжки кабеля;
-
для избежания защемления режущего диска фрезы при резке труб,
вследствие освобождающихся напряжений, необходимо вбивать клинья в надрез через
каждые 250...300 мм на расстоянии 50...60
мм от режущего инструмента. Клинья должны быть изготовлены из искробезопасного
материала.
Грузоподъемные
работы по монтажу и демонтажу труборезов, поддержке и удалению вырезаемых
деталей выполнять с помощью грузоподъемных механизмов в соответствии с
Правилами устройства и безопасной эксплуатации грузоподъемных кранов.
7.13.
Работа по вырезке «катушек» безогневым методом отрезными машинками запрещается:
-
при отсутствии предохранительного кожуха на фрезе;
-
без равномерного постоянного охлаждения фрезы;
-
без заземления пульта управления, трубореза, передвижной
электростанции;
-
при наличии людей в рабочем котловане, не занятых в работе по
вырезке «катушки»;
-
при расстоянии между стенкой котлована и труборезом менее 0,5 м;
-
при скорости вращения фрезы более 60 об/мин.
7.14.
После окончания работ по вырезке дефектного участка трубы, задвижки или
соединительного элемента труборезные машинки
демонтируются, ремонтный котлован освобождается от вырезанных «катушек»,
деталей и зачищается от замазученности.
Вырезка
дефектного участка с применением энергии взрыва
7.15.
Вырезка дефектного участка с применением энергии взрыва должна проводиться в
соответствии с Едиными правилами безопасности при взрывных работах,
утвержденными Госгортехнадзором России, действующими инструкциями и положениями
о порядке учета, хранения, использования и транспортирования взрывчатых
материалов, по технологии, согласованной с Госгортехнадзором России.
7.16.
Взрывные работы должны проводиться по проекту производства взрывных работ на
магистральных нефтепроводах.
Проект
производства взрывных работ разрабатывается организацией, выполняющей взрывные
работы (имеющей соответствующую лицензию Госгортехнадзора России) и
утверждается руководителем предприятия, на объектах которого ведутся взрывные
работы.
Работы
по резке трубопроводов выполняются бригадой, в состав которой входят:
ответственный руководитель взрывными работами и не менее двух взрывников.
В
месте проведения взрывных работ должен быть подготовлен пост с пожарной машиной
и средствами пожаротушения.
7.17.
До начала взрывных работ необходимо отметить границы опасной зоны и выставить
посты охраны, все технические средства и персонал, не участвующий в установке
зарядов, должны быть удалены за границы опасной зоны, установленной проектом,
для шнуровых кумулятивных зарядов (ШКЗ) - 50
м, удлиненных кумулятивных зарядов прокатанных (УКЗ-П) - 300 м.
Все
электроустановки, кабели, контактные и другие воздушные провода, находящиеся в
опасной зоне, где монтируется электровзрывная сеть, обесточиваются с момента
монтажа сети до окончания взрывных работ.
При
проведении работ в ночное время обеспечивается освещенность места работы и
опасной зоны соответственно не менее чем 50 и 20 лк.
Принимаются
меры по защите оборудования и сооружений от осколков и воздействия взрывной
волны.
Взрывники
могут приступать к выполнению работ только после выполнения всех
подготовительных операций и получения уведомления о готовности объекта к
производству взрывных работ.
7.18.
При использовании энергии взрыва запрещается:
-
применение технологий и оборудования, не имеющих разрешения
Госгортехнадзора России;
-
допуск рабочих к месту демонтажа после взрыва до осмотра места
взрыва взрывником;
-
при монтаже зарядов держать в руках электродетонаторы;
-
подача предупреждающих сигналов голосом;
-
проводить осмотр места взрыва ранее, чем через 10 мин после
взрыва.
Порядок
демонтажа вырезаемых деталей, оборудования
7.19.
Демонтаж дефектного участка тройниковых узлов, неисправной
арматуры должен проводиться с применением грузоподъемных механизмов.
7.20.
Строповку «катушек», арматуры, соединительных деталей следует выполнять
инвентарными стропами в соответствии со схемами строповки, разработанными в ППР
(рис. 7.4). Строповка тройников
должна проводиться трехветвевыми стропами
необходимой грузоподъемности. Способы
строповки должны исключать возможность падения или скольжения перемещаемого
груза.
Применяемые
съемные грузозахватные приспособления должны быть испытаны и иметь бирки.
7.21.
В проекте производства работ должны быть указаны наименования, грузоподъемность
и количество применяемых грузоподъемных механизмов, определены лица,
ответственные за безопасное производство работ по перемещению грузов кранами.
Зачистка
ремонтного котлована
7.22.
Зачистку производят механизированным способом с применением откачивающих
средств, экскаваторов и вывозкой замазученного грунта.
При
невозможности использования механизированного способа зачистка котлована
производится вручную.
7.23.
При зачистке котлована необходимо откачать остатки нефти, со стенок и дна
котлована срезать и удалить слой пропитанного нефтью грунта, затем дно
котлована засыпать слоем свежего грунта, выровнять его.
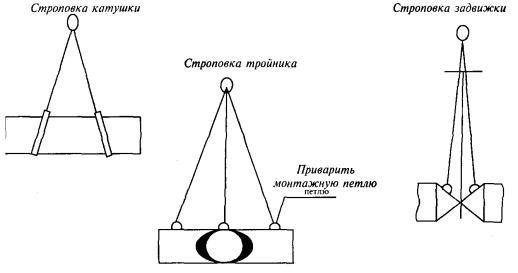
Рис. 7.4. Схема строповки демонтируемых элементов трубопровода
8.1.
Внутренняя полость магистральных нефтепроводов должна перекрываться
тампонами-герметизаторами:
-
пневматическими тампонами-герметизаторами из резинокордной
оболочки;
-
тампонами из глины, необожженного кирпича.
На
установку тампонов-герметизаторов должен быть оформлен отдельный наряд-допуск.
8.2.
В ППР и наряде-допуске должен быть указан вид герметизаторов,
примененных для герметизации каждого участка трубопровода. При применении глины
в качестве герметизатора в ППР указывается место откуда доставляется глина или ее вид (тампонажная,
кирпич-сырец).
8.3.
Герметизаторы и механические перекрывающие устройства должны
иметь паспорт изготовителя, разрешение Госгортехнадзора
России на применение и утвержденную главным инженером ОАО МН инструкцию по
эксплуатации и применению. Они должны быть подвергнуты входному контролю и пневматическим испытаниям, по
результатам которых должен быть составлен приемочный акт.
8.4.
В ОАО МН должен быть организован входной контроль и пневматические
испытания герметизаторов в следующем объеме:
-
проверка технической документации;
-
проверка комплектности;
-
проверка внешнего вида;
-
проверка маркировки;
-
проверка размеров;
-
проверка массы;
-
проверка герметичности на специальном стенде в течении 5 ч на
давление 0,3 МПа указанное в паспорте.
8.5.
В зависимости от принятой технологии ремонтных работ применяются методы
герметизации полости нефтепровода:
-
с открытого торца трубопровода;
-
через специальные «окна», вырезанные в стенке трубопровода;
-
через патрубки с задвижками.
8.6.
При производстве работ врезки деталей на месте производства работ должно быть
не менее двух резервных герметизаторов на диаметр ремонтируемого нефтепровода.
8.7.
Установка глиняных тампонов и герметизаторов должна проводиться при отсутствии
избыточного давления и притока нефти в трубопроводе, рабочий котлован должен
быть зачищен от остатков нефти и засыпан свежим грунтом.
8.8.
Перед установкой тампонов-герметизаторов через открытый торец трубы внутренняя
поверхность трубопровода должна быть очищена от парафиновых отложений и грязи
на длину не менее 2Д + 1 м, где Д - диаметр трубопровода в м, при герметизации
трубопровода из «окна» внутренняя полость очищается на расстоянии не менее 1,5
м в каждую сторону от кромки «окна».
8.9.
Герметизаторы устанавливаются в трубопровод в соответствии с инструкциями по их
эксплуатации и применению. На торец герметизатора со стороны ввариваемой
«катушки» должен быть установлен защитный экран из паронита толщиной 3-5
мм, полностью перекрывающий сечение трубопровода или выполнена обмазка глиной
толщиной не менее 10 см по всей поверхности герметизатора для предотвращения
его повреждения при ведении огневых работ.
8.10.
Расстояние от торца трубы до герметизатора или глиняного тампона должно
соответствовать требованиям инструкции для каждого конкретного типа
герметизатора, но не менее 400 мм.
8.11.
В ЦРС должен иметься аварийный запас глины, по объему соответствующий четырем
тампонам на диаметр, наибольший из эксплуатируемых нефтепроводов данного РНУ
(УМН). Для аварийного запаса используется глина, кирпич-сырец, тампонажная глина
в полиэтиленовых мешках. Для плановых работ использование аварийного запаса
глины не допускается.
8.12.
Запас глины должен хранится в сухом месте, отапливаемом в период отрицательных
температур, доступном для подъезда транспорта для погрузки.
8.13.
Применяемая для тампонов глина должна быть однородной по составу, не содержать
комьев, песка и посторонних включений в виде корней, травы и верхнего
растительного слоя, должна быть пластичной и хорошо смачиваемой; для устройства
глиняной стенки может применяться кирпич-сырец.
8.14.
Герметизация внутренней полости трубопроводов глиняными тампонами должна
осуществляться в соответствии с инструкцией, утвержденной главным инженером АО
МН.
8.15.
В зимнее время в целях сохранности свойств глиняных тампонов необходимо
принять меры по недопущению замерзания глины во время
транспортировки, хранения, при набивке тампонов и после набивки при
герметизации полости. Данные мероприятия должны быть указаны в
ППР.
8.16.
Тампон из глины или кирпича-сырца создается послойной укладкой и уплотнением
трамбовками, изготовленными из искробезопасных
материалов, длиной не менее 2-х диаметров (по верхней образующей) нефтепровода.
8.17.
После установки тампона в трубопроводе и проветривания ремонтного котлована
производится анализ воздушной среды. Отбор проб осуществляется внутри
загерметизированного трубопровода со стороны открытого конца на расстоянии не
менее 50 мм всей длины окружности и торцевой плоскости герметизатора. При
концентрации паров нефти ниже 0,01 % объемных единиц (300 мг/м3),
рабочее место считается подготовленным к выполнению огневых работ и подгонке
катушки.
8.18.
После набивки тампона, установки герметизатора, обеспечения
соосности трубопроводов открытые участки трубопровода должны быть засыпаны
грунтом при отрицательных температурах окружающего воздуха с целью исключения
замерзания глиняных тампонов и при температуре свыше плюс 10 °С в летнее время с целью недопущения повышения давления
газа в отключенном участке трубопровода. Данные мероприятия должны быть
указанны в ППР.
8.19.
Во время подгонки катушки должен обеспечиваться постоянный контроль за
состоянием тампона (визуально проверяется его целостность и отсутствие зазора
между тампоном и стенкой трубопровода). Во избежание просадки тампона не
допускаются удары по трубе и вибрационное воздействие от работающих машин и
механизмов на участке с тампонами.
8.20.
Контроль за состоянием воздушной среды должен производиться через отверстия
диаметром 8...12 мм, просверленные в верхней образующей на расстоянии 100...150 мм от тампона у каждого стыка (согласно рис. 8.1):
-
при подгонке деталей - каждые 30 мин;
-
при сварке деталей - после прохода каждого слоя шва, но не реже
одного раза в час;
-
после каждого перерыва в работе.
8.21.
Перед установкой деталей для сварки производится дополнительная трамбовка
тампона из глины. Тампон не должен иметь трещин, зазоров от стенки трубы, усадку в верхней части.
8.22.
Сроки использования в качестве герметизатора глиняного тампона
в трубопроводе не должен превышать 24 часа при замене деталей. По истечению указанного срока не менее 50 % тампона должно быть извлечено и заменено свежей глиной с послойной
трамбовкой. Срок использования пневматических и других герметизаторов, разрешенных к применению, указывается в паспорте
предприятия-изготовителя.
Контроль
герметичности тампонов
8.23.
Контроль герметичности герметизаторов и глиняных тампонов
осуществляется следующим образом:
-
для тампонов-герметизаторов - по падению давления на манометре;
-
для тампонов из глины - осмотром торцовых частей на наличие трещин
и усадки в верхней части;
-
отбором и анализом проб воздуха для определения концентрации
паров, газов.
8.24. Отбор проб для анализа газовоздушной среды при подгонке,
сварке деталей и ремонте стыков должен осуществляться согласно схемы указанной
на рис. 8.1.
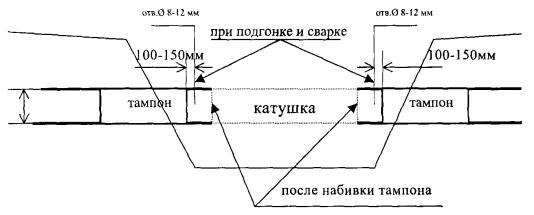
Рис. 8.1. Схема отбора проб
8.25.
На месте проведения сварочных работ и в полости ремонтируемого участка
нефтепровода концентрация паров и газов не должна превышать предельно
допустимую взрывобезопасную концентрацию (не более 2100 мг/м3).
8.26.
При обнаружении наличия концентрации газов, превышающей допустимую, в зоне
производства работ, огневые и сварочные работы немедленно прекращаются,
проверяются исправность герметизаторов и соответствие норме давления в них. При
выявлении неисправностей герметизаторы должны быть заменены. Глиняные тампоны
должны быть перенабиты с извлечением не менее 50 % тампона с добавлением свежей
глины.
Основные меры
безопасности при герметизации полости труб нефтепровода
8.27.
До производства работ по зачистке ремонтного котлована от нефти и парафина
необходимо произвести анализ воздуха. При превышении ПДК (300 мг/м3)
производится проветривание и дегазация ремонтного котлована осевыми
вентиляторами во взрывобезопасном исполнении.
8.28.
Запрещается передвижение техники не занятой в производстве
строительно-монтажных работ ближе 10 м от края ремонтного котлована.
8.29.
Запрещается размещение механизмов и техники, участвующих в работе по
герметизации полости нефтепровода, на расстоянии менее 1,5 м от бровки траншеи.
8.30.
При герметизации внутренней полости трубопровода в ремонтном котловане должны
находиться только работники, занятые набивкой тампона и установкой
герметизатора.
8.31.
При выполнении работ по очистке внутренней полости от остатков нефти, в
начальной стадии набивки тампона и при установке герметизатора для страховки
работника необходимо использовать монтажный пояс со страховочной веревкой;
страхующих должно быть не менее 2 человек. На поясе и страховочной веревке
должны быть бирки, с указанием инвентарного номера, даты следующего испытания.
Применение поясов и страховочных веревок с истекшими сроками испытания -
запрещается.
8.32.
При проведении работ по укладке упорной стенки и установке
тампонов-герметизаторов из резинокордной оболочки работающие должны
использовать противогазы типа ПШ-1, ПШ-2.
8.33.
Запрещается применение герметизаторов и трамбовка глиняного тампона способами и
механизированными устройствами, не имеющих разрешение на применение и не
указанных в инструкциях утвержденных главным инженером ОАО МН.
8.34.
Освещение ремонтного котлована должно осуществляться прожекторами или
светильниками во взрывобезопасном исполнении. Силовые кабели
должны быть уложены на инвентарные стойки в местах, исключающих их повреждение
и за пределами зоны движения техники.
Контроль
состояния внутренней полости освобожденного от нефти участка нефтепровода
8.35.
Контроль за давлением газов и уровнем нефти перед тампонами организовывается через
просверленное отверстие диаметром 8...12 мм в верхней
образующей трубопровода на расстоянии не менее 30 м до тампона. При
невозможности соблюдения расстояния в 30 м (технологические трубопроводы,
наличие запорной арматуры и др.) отверстие сверлится на максимально возможном
удалении с установкой шланга, конец которого отводить на расстоянии не менее 30
м. Присоединение шланга к трубопроводу должно быть загерметизировано.
8.36.
На отверстия должны быть установлены маячки на алюминиевых стержнях и организовано
постоянное наблюдение с целью своевременного обнаружения повышения давления
газов и поступления нефти в полость опорожненного участка нефтепровода.
8.37.
В случае поступления нефти в трубопровод из-за негерметичности задвижки или
иным причинам необходимо принять меры по ее откачке через просверленные в более
низких по отметкам (относительно места врезки) местах трассы отверстия или
врезанные вантузы. При повышении давления газа в полости трубопровода должна
быть установлена и устранена причина повышения давления и должно быть
просверлено дополнительное количество
отверстий для исключения давления газа на тампоны.
8.38.
После завершения сварочных работ и получения положительных результатов контроля
качества стыков неразрушающими методами отверстия должны быть заглушены
металлическими пробками («чопиками»),
изготовленными из стали Ст-3, Ст-10 и обварены
в соответствии требованиями Правил ликвидации аварий и повреждений на
магистральных нефтепроводах; вантузы должны быть обустроены согласно п. 3.20 настоящего Регламента.
Требования к трубам, «катушкам», соединительным деталям и запорной
арматуре, предназначенным для врезки в трубопровод
9.1.
Трубы, «катушки», соединительные детали, арматура, устанавливаемые при ремонте
дефектных участков трубопровода, должны соответствовать требованиям СНиП 2.05.06-85*, РД 153-006-02, иметь сертификаты, паспорта и акты входного
контроля в соответствии с регламентами.
9.2.
На сборку и сварку «катушек», запорной арматуры, соединительных деталей, в том
числе с различными толщинами стенок, в составе ППР должны быть
разработаны технологические карты на сборку и сварку стыков в соответствии с
разделами 6.2, 7 и Приложением 5 РД 153-06-02
Инструкция по технологии сварки при строительстве и капитальном ремонте
магистральных нефтепроводов и приложением Ж настоящего Регламента.
9.3. Длина ввариваемой «катушки» должна быть не меньше наружного
диаметра ремонтируемого трубопровода.
9.4.
Ввариваемая «катушка» должна быть изготовлена из труб того же диаметра, толщины
стенки и аналогичного класса прочности трубе ремонтируемого участка и иметь
сертификат на трубу, из которой она изготовлена.
9.5. Труба, предназначенная для изготовления катушки, должна быть
испытана гидравлическим способом на прочность заводским испытательным давлением
в течении 24 часов и рабочим давлением в течении 12 часов, подвергнута
ультразвуковому контролю качества продольного заводского шва и должна пройти
ультразвуковую толщинометрию
стенки трубы по всей поверхности на отсутствие расслоений и трещин, осмотрена
на предмет отсутствия вмятин, задиров и каверн. При наличии дефектов труба
предназначенная для «катушки» должна быть заменена. Ремонт любых дефектов не
допускается.
9.6.
По результатам положительных гидравлических испытаний, дефектоскопического
контроля и осмотра, на трубы, предназначенные для изготовления катушек,
оформляется паспорт (приложение В.2),
наносится маркировка несмываемой краской буквой «К», на трубы, предназначенные
для изготовления катушек на подводные переходы буквами «КВ», указывается дата,
соответствующая дате проведения гидравлических испытаний, диаметр и толщина
стенки. Маркировка наносится с отступлением от края трубы равным 0,25 м и
равномерно по всей поверхности трубы с шагом равным:
-
диаметру трубы - для диаметров 1000-1200 мм;
-
одному метру - для труб диаметром 800 мм и менее.

Образец маркировки
9.7.
Соединительные детали (отводы гнутые, тройники, переходники) должны:
-
соответствовать проекту по рабочему давлению, диаметру и толщине;
-
иметь заводские паспорта (сертификаты);
- иметь маркировку
с заводским номером детали.
Соединительные
детали и запорная арматура, применяемые для ремонта, перед установкой на МН
должны пройти входной контроль в соответствии с Регламентом входного контроля
запорной арматуры и фасонных изделий.
Предварительное
гидроиспытание соединительных деталей и запорной арматуры (задвижка, обратный
клапан) производится в тех случаях, когда после установки в действующий
нефтепровод не представляется возможным, до заполнения нефтью, выполнить их
гидроиспытание.
Соединительные
детали должны быть испытаны на заводское испытательное давление в течении 24
часов.
9.8.
Соединительные детали и арматура с дефектами на их поверхностях к установке в
нефтепровод не допускаются.
К
таким дефектам относятся:
-
царапины, риски, задиры, трещины;
-
гофры, вмятины, расслоения;
-
коррозионные повреждения.
Стыковка
(подгонка) трубопроводов методом установки «катушек» или захлестов,
установка и монтаж запорной арматуры и соединительных деталей
9.9.
После вырезки дефектного участка трубопровода оси соединяемых трубопроводов
должны быть выставлены в единую продольную линию на расстоянии не менее
половины длины вскрываемого участка. Длина вскрываемого участка в зависимости от
диаметра трубопровода, минимального радиуса упругого изгиба и величины
несоосности стыкуемых концов трубопровода, размещение трубоукладчиков в
зависимости от их грузоподъемности приведены в таблицах Е.1, Е.2
приложения Е.
Плоскости
торцовых поверхностей стыкуемых трубопроводов должны быть перпендикулярны осям
этих трубопроводов и параллельны друг другу. Указанное требование достигается
путем вскрытия и освобождения трубопроводов от грунта с последующим их
перемещением с целью достижения единой продольной оси стыкуемых трубопроводов.
Перемещение
участков трубопроводов для достижения их соосности осуществляется
трубоукладчиками в соответствии с данными таблицы Е.2 приложения Е
с применением «мягких» полотенец. Мягкое полотенце должно быть расположено не
ближе 2-3 м от тампона с целью недопущения его повреждения при
подъеме трубы. Запрещается подъем трубопровода с применением строп-удавок и
тросовых полотенец.
9.10.
При подготовке планируемых ремонтных работ к соединительным деталям и запорной
арматуре должны быть приварены переходные «катушки» с проведением
неразрушающего контроля сварных швов и гидравлического испытания.
9.11.
Подготовка участка трубопровода для врезки производится в следующей
последовательности:
-
удаление дефектного участка МН, запорной арматуры, соединительных
деталей (методом взрыва или безогневой резки);
-
герметизация торцов ремонтируемого трубопровода глиняными
тампонами или герметизаторами;
-
сверление на расстоянии 30 м от тампонов технологических отверстий
со всех сторон ремонтируемого участка для отвода избыточного давления газа и
контроля за уровнем нефти;
-
сверление контрольных отверстий для отбора анализа воздуха перед
тампонами и герметизаторами на расстоянии 100-150 мм от их
торцов;
-
дегазация ремонтного котлована и контроль загазованности воздушной
среды;
-
определение соосности стыкуемых участков трубопроводов в
соответствии с рис. 9.1.
При соосности стыкуемых участков трубопровода производятся работы по подгонке
«катушки», запорной арматуры, соединительных деталей. При несоосности концов
трубопровода участки трубопровода дополнительно освобождаются (вскрываются) от
грунта экскаватором. Длина вскрываемого участка (участков), с учетом величины
перемещения и радиуса упругого изгиба трубопровода, приведена в таблице Е.1 приложения Е.
9.12.
Выставленные торцы ремонтируемого трубопровода, при проведении дальнейших
операций, должны оставаться неподвижными. Неподвижность концов трубопровода
обеспечивается фиксированием положения стрелы трубоукладчика и засыпкой
трубопроводов грунтом.
9.13.
При невозможности центровки трубопровода с требуемой точностью, ремонт данного
участка нефтепровода производится монтажом гнутых отводов. Величина угла
гнутого отвода должна быть определена проведением геодезической съемки данного
участка трубопровода.
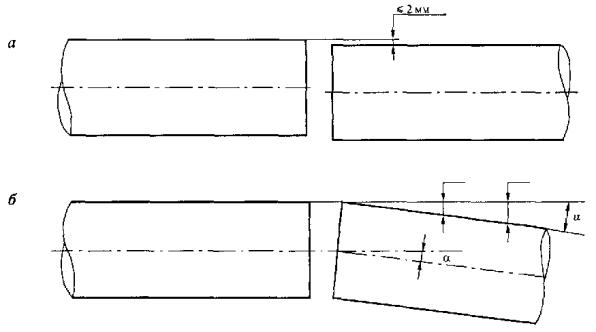
Рис. 9.1. Схема замера соосности труб (а) при врезке
9.14.
Деформированные взрывом торцы трубопровода отрезают газовой резкой на
расстоянии не менее 100 мм.
Концы
труб подвергаются ультразвуковому контроль (УЗК) участков, на длине не менее
100 мм, по всему периметру на проверку расслоений. Расслоения, выявленные УЗК,
удаляются.
9.15.
Подгонка «катушек», запорной арматуры, соединительных деталей производится в
следующей последовательности:
-
производится разметка деталей запорной арматуры с переходными
кольцами на трубе, длина которой должна соответствовать длине вырезанного
участка с учетом припуска на механическую обработку после газовой резки
величиной 2 мм. Длина ремонтной детали, запорной арматуры с переходными кольцами
готовой к установке, должна быть меньше длины ремонтного участка на 2...3
мм;
-
разметка линии реза производится мелом или тальком с применением
мягких шаблонов либо других специальных приспособлений. Схема разметки с
помощью приспособления приведена на рис. 9.2;
-
для определения длины монтируемой «катушки» производится измерение
длины заменяемого участка трубопровода в 4-х точках по горизонтальной и
вертикальной плоскостям в соответствии с рис. 9.3. Разность длин образующих должна составлять не
более 3 мм.
Не
перпендикулярность обработанных торцов детали относительно образующей трубы не
должна превышать 2 мм.
9.16.
Центровка «катушки», запорной арматуры, соединительных деталей с трубопроводом
производится с применением наружных центраторов.
В
случае, когда концы ремонтируемого трубопровода и соединительных элементов
имеют овальность, для сборки должны применять центраторы специальной
конструкции.
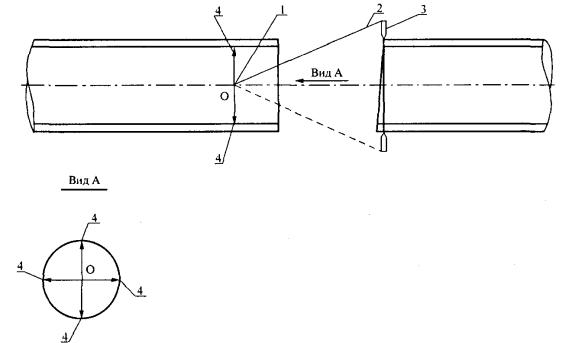
Рис. 9.2. Разметка линии реза торцов трубопровода с применением
приспособления:
1 - регулировочная штанга; 2
- тросик; 3 - чертилка; 4 - винтовое приспособление; Центр
винтового приспособления (О) выставляется относительно внутреннего диаметра
трубы с точностью до ±1 мм
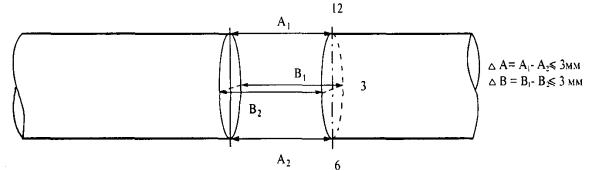
Рис. 9.3. Схема измерения длины ремонтного участка МН
9.17.
Подготовка и подгонка соединительных деталей (гнутых отводов, переходов,
тройников) производится в следующей последовательности.
При
соблюдении требований РД 153-006-02, п. 4.5 СНиП III-42-80* по смещению кромок и
разнотолщинности свариваемых элементов, на торец ремонтируемого
трубопровода установить, зафиксировать и приварить одну сторону гнутого отвода
(перехода, тройника).
При
разнице в толщине стенки ремонтируемого трубопровода и соединительной детали,
превышающей требования п. 4.5 СНиП III-42-80*, к соединительной детали
с обеих сторон, приварить переходные «катушки», длина которых после монтажа
должна быть не менее 250 мм.
Сборка
окатушенной соединительной детали с ремонтируемым трубопроводом (устранение
технологического разрыва) производится с выполнением захлеста
или установкой соединительной «катушки».
9.18.
При сборке деталей смещение продольных швов стыкуемых труб должно быть не менее
100 мм. Минимальное расстояние от поперечных сварных швов ремонтируемого
трубопровода до сварных швов привариваемой детали должно быть не менее
наружного диаметра трубопровода.
9.19.
Перед сваркой кромки и концы соединительных деталей и ремонтируемого
трубопровода зачищаются до металлического блеска, на ширину не менее 10 мм, с
внутренней и наружной стороны.
9.20.
При сборке стыков труб с одинаковой нормативной толщиной стенки должны
соблюдаться требования:
-
внутреннее смещение кромок бесшовных труб не должно превышать 2
мм. Допускаются местные внутренние смещения кромок труб, не превышающие 3 мм по
длине окружности не более 100 мм;
-
смещение кромок электросварных труб с толщиной стенки 10 мм и более
не должно превышать 20 % от нормативной толщины стенки, но не более 3 мм. Для
труб с толщиной стенки до 10 мм допускается смещение кромок до 40 % от
нормативной толщины стенки, но не более 2 мм.
9.21.
Соединение на трассе разнотолщинных труб
одного и того же диаметра или труб с деталями (тройниками, переходниками,
днищами, отводами) допускается, если - разность толщин стыкуемых труб
(максимальная из которых 12 мм и менее) - не
превышает 2,5 мм; если разность толщин стенок стыкуемых труб (максимальная из которых
более 12 мм) - не превышает 3 мм.
При
разности толщин S1/S2 до 1,5 (п. 4.5 СНиП III-42-80*) допускается выполнять
непосредственную сборку и сварку труб или труб с деталями трубопроводов при специальной
разделке кромок с большей толщиной стенки трубы или детали трубопровода
(Приложение Ж.4).
9.22.
Соединение труб с запорной арматурой разрешается, если толщина свариваемой
кромки патрубка арматуры не превышает 1,5 толщины стенки
стыкуемых труб при специальной подготовке кромок патрубка арматуры в заводских
условиях (Приложение Ж.4).
9.23.
Соединение труб с деталями с большей разностью толщин стенок осуществляется
путем вварки между ними переходных колец промежуточной толщины, длиной не менее
250 мм, изготовленных в условиях заводов, ЦБПО. Изготовление переходных колец
выполнять по утвержденной главным инженером ОАО МН и согласованной с Госгортехнадзором
России технической документации.
9.24.
Переходные кольца изготавливаются из труб аналогичного класса прочности
ремонтируемого трубопровода.
9.25.
Величина зазоров в стыках устанавливается технологической картой на сборку и
сварку и должна соответствовать табл. 9.1.
Таблица 9.1
|
Способ сварки
|
Диаметр электрода, мм
|
Величина зазора, мм
|
|
Ручная дуговая сварка электродами с основным покрытием
|
2,5-2,6
|
2,0-3,0
|
|
3,0-3,2
|
2,5-3,5
|
9.26. После центровки, регулировки зазора между концами труб и
«катушки» выполнить прихватки.
Длина
и количество прихваток указана в табл. 9.2.
Таблица 9.2
Длина и количество прихваток по периметру сварного стыка
|
Диаметр стыка, мм
|
Ориентировочное количество прихваток, не
менее
|
Длина прихваток, не менее, мм
|
|
До 159
|
2
|
30-40
|
|
Свыше 159 до 426
|
3
|
40-50
|
|
Свыше 426 до 720
|
3
|
60-100
|
|
Свыше 720 до 1020
|
4
|
100-150
|
|
Свыше 1220
|
4
|
150-200
|
После выполнения всех прихваток сварка стыков производится в соответствии
с технологической картой (приложение Ж.1).
9.27.
При сборке сварных стыков запрещается:
-
нагрев свыше 250 °С стенки трубы для последующей гибки кромок труб
или исправления вмятин;
-
гибка кромок труб ударами кувалды.
9.28. Сборка и сварка захлесточных стыков должны
выполняться по специально разработанным технологическим картам.
9.29.
Исходное состояние трубопровода может быть следующее:
-
концы трубопровода свободны (не засыпаны грунтом), находятся в траншее
и могут перемещаться;
-
один конец трубопровода засыпан грунтом, а другой имеет свободное
перемещение.
9.30.
При выполнении захлеста, концы перемещаемых участков трубопровода вскрываются
из расчета необходимости перемещения конца трубопровода на расстояние (высоту)
равное диаметру трубопровода плюс 0,3 м указанные в таблице Е.2 (приложения Е) от места выполнения захлесточного стыка. Стык должен располагаться на расстоянии не
менее одного диаметра от соседнего кольцевого шва. Соединение концов
трубопровода выполняется сваркой одного кольцевого стыка.
9.31.
Захлесточный стык выполняется в следующем порядке:
-
защемленный конец трубопровода (или один из свободных концов)
готовится под сварку;
-
устанавливается на него наружный центратор;
-
на конец второй плети, устанавливается мягкое полотенце;
-
трубоукладчиком приподнимается конец второй плети, укладывается
рядом с защемленным концом трубопровода;
-
ориентируясь на защемленный торец, установить на вывешенном конце
трубопровода мягкий шаблон на предполагаемой линии реза (предполагаемая линия
реза должна быть в плоскости торца защемленного конца);
-
по шаблону выполнить разметку места реза;
-
выполнить резку и последующую обработку кромок под сварку
шлифовальной машинкой;
-
выполнить пробную стыковку захлеста, при необходимости,
подшлифовать торцы трубопровода;
-
совместить подготовленные под сварку торцы трубопровода и на стык
установить наружный центратор;
-
регулировку зазора в стыке осуществлять путем изменения высоты
подъема подвижной части трубопровода стрелой трубоукладчика;
-
при получении требуемого зазора (см. табл. 9.1) закрепить центратор, произвести
предварительный подогрев согласно табл. 9.3;
-
выполнить прихватки, снять центратор и зачистить прихватки;
-
произвести сварку стыка в соответствии с технологической картой
(Приложение Ж.2);
-
провести неразрушающий контроль (радиографический и
ультразвуковой) сварного стыка.
9.32.
На выполненные ремонтные работы должна быть оформлена исполнительная
документация в объеме, указанном в разделе 14.
9.33.
При несоответствии качества сварного стыка захлеста требованиям ВСН
012-88, стык подлежит вырезке.
Технологический
разрыв в этом случае устраняется методом установки «катушки» в соответствии с
настоящим разделом Регламента.
9.34.
Сварку захлесточных стыков следует
выполнять без перерывов.
9.35.
После окончания сварки захлесточный
стык следует накрыть теплоизолирующим поясом до полного остывания.
9.36.
При выполнении захлестов запрещается:
-
выполнение захлеста с использованием разнотолщинных
труб;
-
натяжка любого конца трубы для обеспечения необходимого зазора в
сварном стыке;
-
перемещение подвижного конца трубопровода с радиусом меньше
радиуса упругого изгиба трубопровода (табл. Е.2 приложение Е).
Подготовка и
проведение сварки
9.37.
Подготовка к сварке и сварка соединительных деталей должны выполняться согласно
технологических карт, входящих в состав ППР и разработанных
в соответствии с требованиями Инструкции по технологии сварки при строительстве
и капитальном ремонте магистральных нефтепроводов РД 153-006-02, СНиП III-42-80*.
9.38.
Перед началом сварочных работ производится сушка или подогрев торцов труб и
прилегающих к ним участков.
Сушка
торцов труб производится нагревом до температуры 20...50
°С при температуре воздуха ниже плюс 5 °С, и
при наличии следов влаги на кромках.
9.39.
Температура предварительного подогрева концов труб, перед выполнением прихваток
и сваркой корневого слоя, устанавливается в зависимости от эквивалента углерода
стали Сэ, толщины стенки
трубы, температуры окружающего воздуха и вида электрода в соответствии с табл. 9.3.
Таблица 9.3
Температура предварительного подогрева при сварке корневого слоя
шва электродами с основным видом покрытия
|
Эквивалент углерода, С, %
|
Температура предварительного подогрева (°С)
при толщине стенки трубы, мм
|
|
До 8,0
|
8,1-10
|
10,1-12
|
12,1-14
|
14,1-16
|
16,1-18
|
18,1-20
|
Свыше 20
|
|
0,37-0,41
|
*
|
*
|
*
|
*
|
-35
|
-20
|
-5
|
1
|
|
0,42-0,46
|
*
|
*
|
*
|
-15
|
+5
|
1
|
1
|
1
|
Примечание: В таблице приняты обозначения:
* - подогрев не
требуется;
-15 - подогрев до 100
°С при температуре окружающего воздуха ниже указанной;
1 -
подогрев до 100 °С независимо от
температуры воздуха.
9.40.
Температура предварительного подогрева перед сваркой труб из сталей с разной
величиной содержания углерода выбирается по большему значению величины
эквивалента углерода. Подогрев осуществляется кольцевыми подогревателями,
горелками или путем индукционного нагрева.
9.41.
Контроль температуры подогрева проводится контактными термометрами или
термокарандашами, не менее чем в трех точках на расстоянии 10...15
мм от торца трубы, на зачищенных от изоляции местах.
9.42.
Электроды перед выдачей в производство должны подвергаться прокаливанию в
течение часа при температуре 300...350 °С. Количество
циклов прокаливания электродов должно быть не более 5 раз (при общем времени
прокаливания не более 10 ч).
9.43.
Прихватки должны располагаться равномерно по периметру. Количество прихваток и
их длина зависят от диаметра трубы и должны соответствовать данным, приведенным
в табл. 9.2.
Технологические
прихватки следует выполнять не ближе 100 мм от продольных швов трубы (детали).
Режимы
сварки при выполнении прихваток должны соответствовать режимам сварки корневого
слоя шва.
После
выполнения прихваток, они должны быть зачищены.
9.44.
Ручную дуговую сварку следует выполнять электродами с основным покрытием.
Направление сварки снизу вверх.
9.45.
Сварочные работы должны выполняться в соответствии с технологическими картами
по видам работ.
Сварку
корневого и последующих слоев сварного шва для труб диаметром 720...1220
мм выполняют не менее чем два сварщика.
9.46.
Сварочные электроды, применяемые для сварки и ремонта объектов МН, должны
соответствовать табл. 9.4.
Таблица 9.4
Электроды с покрытием основного вида для сварки и ремонта
неповоротных стыков труб при строительстве, реконструкции и ремонте нефтепроводов
|
№ п/п
|
Назначение
|
Марка электрода
|
Диаметр, мм
|
Производитель
|
|
1
|
2
|
3
|
4
|
5
|
|
1
|
Для сварки и ремонта корневого слоя шва и выполнения подваренного слоя (*) стыков труб из стали с нормативным пределом
прочности до 588 МПа включительно (1-я,
2-я, 3-я и 4-я группы)
|
ЛБ-52У (LB-52U)
|
2,6; 3,2
|
Kode Steel (Япония)
|
|
2
|
Феникс К50Р Мод (Phoenix K50R Mod)
|
2,5; 3,2
|
Bohler-Thyssen Schweisstechnik (Германия)
|
|
3
|
ОК 53.70
|
2,5; 3,2
|
ESAB AB (Швеция)
|
|
4
|
ОК 53.70
|
2,5; 3,0
|
«ЕСАБ СВЕЛ» (Россия, г. Санкт-Петербург)
|
|
5
|
ОК 53.70**
|
2,5; 3,0
|
«СИБЭС» (Россия, г.
Тюмень)
|
|
6
|
Фокс ЕВ Пайп (Fox EV Pipe)
|
2,6; 3,2
|
Bohler-Thyssen Welding (Австрия)
|
|
7
|
Линкольн 16П (Lincoln 16P)
|
2,6; 3,2
|
Lincoln Electric (США)
|
|
8
|
МТГ-01К
|
2,5; 3,0
|
Сычевский
электродный завод (Россия, г. Сычевка)
|
|
9
|
Для сварки и ремонта заполняющих и облицовочного слоев шва стыков труб из стали с нормативным
пределом прочности до 530 МПа включительно
(1-я и 2-я группы)
|
ЛБ-52У (LB-52U)
|
3,2; 4,0
|
Kode Steel (Япония)
|
|
10
|
Феникс К50Р Мод (Phoenix K50R Mod)
|
3,2; 4,0
|
Bohler-Thyssen Schweisstechnik (Германия)
|
|
11
|
ОК 53.70
|
3,2; 4,0
|
ESAB AB (Швеция)
|
|
12
|
ОК 53.70**
|
|
«СИБЭС» (Россия, г. Тюмень)
|
|
13
|
Фокс ЕВ Пайп (Fox EV Pipe)
|
3,2; 4,0
|
Bohler-Thyssen Welding (Австрия)
|
|
14
|
Линкольн 16П (Lincoln 16P)
|
3,2; 4,0
|
Lincoln Electric (США)
|
|
15
|
МТГ-01К
|
3,0
|
Сычевский электродный завод (Россия, г. Сычевка)
|
|
16
|
МТГ 02
|
4,0
|
Сычевский электродный завод (Россия, г. Сычевка)
|
|
17
|
OК 48.04
|
3,0; 4,0
|
«СИБЭС» (Россия, г. Тюмень)
|
|
18
|
OК 48.08**
|
3,2; 4,0
|
ESAB AB (Швеция)
|
|
19
|
Для сварки и ремонта заполняющих и облицовочного слоев шва стыков труб из стали с
нормативным пределом прочности от 539 до 588 МПа включительно (3-я группа)
|
OК 74.70
|
3,2; 4,0
|
ESAB AB (Швеция)
|
|
20
|
Линкольн 18П (Lincoln 18P)
|
3,2; 4,0
|
Lincoln Electric (США)
|
|
21
|
Кессель 5520 Mo (Kesscl 5520 Mo)
|
3,2; 4,0
|
Bohler Schweisstechnik
Deutschland (Германия)
|
|
22
|
OК 74.70**
|
4,0
|
«СИБЭС» (Россия, г. Тюмень)
|
|
23
|
МТГ-03
|
3,0; 4,0
|
Сычевский электродный завод (Россия, г. Сычевка)
|
|
24
|
Шварц -3К Мод (Schwarz -3К Mod)
|
3,2; 4,0
|
Bohler-Thyssen
Schweisstechnik (Германия)
|
|
25
|
Для сварки и ремонта заполняющих и облицовочного слоев шва стыков труб из стали с нормативным пределом прочности до 637 МПа включительно (4-я группа)
|
OК 74.78**
|
4,0
|
ESAB AB (Швеция)
|
Примечания:
* Сварку подварочного слоя выполнять
электродами №№ 1-8 диаметром 3,0; 3,2
или 4,0 мм.
**
Электроды ОК 53.70 (СИБЭС), ОК 74.70 (СИБЭС), ОК 48.08 и ОК 74.78 могут быть
допущены к применению только после их аттестации в установленном порядке.
9.47.
В случае сварки стыков труб из сталей различных групп прочности сварочные
материалы должны выбираться исходя из следующего:
-
при различных значениях толщин стенок - по трубе более высокого
класса прочности;
-
при одинаковых значениях толщин стенок стыкуемых труб - по трубе
менее высокого класса прочности.
9.48.
Рекомендуемые значения сварочного тока при сварке приведены в табл. 9.5.
9.49.
При вынужденных перерывах во время сварки (корневого) слоя шва необходимо
поддерживать температуру торцов труб на уровне требуемой температуры
предварительного подогрева.
Если
это условие было не соблюдено, то стык должен быть вырезан и сварен вновь.
Минимально
допустимое число слоев шва при ручной дуговой сварке указано в табл. 9.6.
Таблица 9.5
Рекомендуемые значения сварочного тока в зависимости от марки и
диаметра электродов
|
Назначение
|
Марка электрода
|
Диаметр, мм
|
Полярность
|
Сварочный ток, А
|
|
1
|
2
|
3
|
4
|
5
|
|
Для сварки и ремонта корневого слоя шва и выполнения подварочного слоя (*) стыков труб из стали с нормативным
пределом прочности до 588 МПа включительно (1-я, 2-я, 3-я и 4-я группы)
|
ЛБ-52У
Феникс К50Р
Мод
ОК 53.70
Фокс ЕВ
Пайп
|
|
|
|
|
Корневой
|
Линкольн 16П
|
2,5
3,0-3,2
|
Обратная
|
70-90
80-120
|
|
Подварочный
|
МТГ-01К
|
3,0-3,2
4
|
Обратная
|
90-120
130-160
|
|
Для сварки и ремонта труб из стали с нормативным пределом
прочности до 530 МПа включительно (1-я
и 2-я группы)
|
ЛБ-52У
Феникс К50Р
Мод
ОК 53.70
Фокс ЕВ
Пайп
Линкольн
16П
МТГ-01К
|
|
|
|
|
|
МТГ-02
ОК 48.04***
ОК 48.08**
|
|
|
|
|
Заполняющие слои
|
|
3,0
|
|
90-130
|
|
|
4,0
|
|
140-170
|
|
Облицовочный слой
|
|
3,0
|
Обратная
|
90-120
|
|
|
4,0
|
130-160
|
|
Для сварки и ремонта заполняющих и облицовочного слоев шва
стыков труб из стали с нормативным пределом
прочности от 559 до 588 МПа включительно (3-я группа)
|
Линкольн 18П
Кессель 5520
Мо
ОК 74.70**
МТГ-03
Шварц -3К
Мод
|
|
|
|
|
Заполняющие слои
|
|
3,0
|
Обратная
|
90-130
|
|
|
4,0
|
140-170
|
|
Облицовочный слой
|
|
3,0
|
90-120
|
|
|
4,0
|
130-160
|
|
Для сварки и ремонта заполняющих и облицовочного слоев шва
стыков труб из стали с нормативным пределом прочности 637 МПа (4-я группа)
|
ОК 74.78**
|
4,0
|
Обратная
|
130-160
|
Примечания:
* Сварку подваренного слоя
выполнять электродами диаметром 3,0/3,2 или 4,0 мм.
** Электроды ОК
48.08; ОК 74.78; ОК 74-70 (СИБЭС) могут быть допущены к применению только после их
аттестации в установленном порядке.
Таблица 9.6
Минимальное число слоев при сварке электродами с основным
покрытием
|
Толщина стенки
|
до 10
|
10...15
|
15...20
|
|
Минимальное число слоев шва при сварке шва электродами с
основным видом покрытия
|
2
|
3
|
4
|
9.50. Каждый слой шва, перед наложением последующего, зачищается
от шлака и брызг механическим способом (шлифмашинкой). При сварке
начало каждого следующего слоя должно смещаться относительно предыдущего не
менее чем на 30 мм. Места окончания сварки смежных слоев шва должны быть
смещены относительно друг друга не менее чем на 70...100 мм.
9.51.
Сварка завершается выполнением облицовочного слоя. Облицовочный слой шва должен
перекрывать основной металл на 1,5...2,5 мм с каждой стороны разделки и иметь усиление 1...3 мм.
Грубые участки поверхности облицовочного слоя, а также участки с превышением
усиления шва, следует обработать шлифовальным кругом.
9.52.
После окончания сварки должно быть выполнено клеймение сварных швов труб
клеймом сварщика или бригады сварщика на наружной поверхности трубы на
расстоянии 100...150 мм от сварного шва:
-
механическим способом для сталей с нормативным временным
сопротивлением разрыву до 55 кгс/мм2;
-
несмываемой краской для сталей с нормативным временным
сопротивлением разрыву свыше 55 кгс/мм2.
9.53.
Запрещается вести сварку с применением любых присадок, подаваемых дополнительно
в зону дуги или закладываемых в разделку.
9.54.
Сварочные работы при наличии атмосферных осадков (дождь, снег) и ветре свыше 10
м/с должны вестись с инвентарными укрытиями, исключающими попадание осадков на
сварной стык.
9.55.
После окончания сварочных работ производится контроль качества сварных стыков в
соответствии с требованиями раздела 11.
Требования к
технологии сварки и сварщикам
9.56.
До начала производства сварочных работ, должна быть выполнена следующая
технологическая подготовка работ:
а) определены виды и сроки аттестаций технологий сварочных
работ;
б) разработаны технологические инструкции и технологические
карты на сварочные работы;
в) аттестованы технология специальных сварочных работ и
технологии ремонта дефектных стыков, применяемые на данном объекте;
г) определены виды и сроки аттестаций сварщиков;
д) получены положительные результаты заварки допускных
стыков сварщиков;
е) оформлены и выданы сварщикам и газорезчикам необходимые
квалификационные и разрешительные документы.
9.57.
Сварщики, выполняющие сварочные работы по замене катушки, должны быть
аттестованы, в соответствии с действующими Правилами аттестации сварщиков и
специалистов сварочного производства системы магистральных нефтепроводов, и
иметь на руках действующие документы:
-
аттестационное удостоверение сварщика или заверенную копию;
-
удостоверение проверки знаний в области промышленной безопасности,
охраны труда, пожарной безопасности;
-
удостоверение по проверке знаний ПТЭ и ПТБ электроустановок.
9.58.
В ОАО МН должна быть организована база данных сварщиков допущенных
к сварке стыков методом захлеста, «катушек», стыков запорной арматуры, соединительных деталей, в которой
указывается номер удостоверения, дата аттестации
и метод ее проведения, срок следующей аттестации, дата сварки допускных стыков, перерыва в работе по сварке данных стыков, дата,
места, причины допущенного брака.
9.59.
Сварщик, допустивший 1 раз брак при сварке данных стыков, приведших к их
вырезке или вышлифовке дефекта, не допускается к данным видам работ без
положительных результатов сварки допускного стыка и проверки знаний комиссией
ОАО МН.
9.60.
Сварщик допустивший 3 раза брак сварочного шва независимо от периода, в течение
которого это произошло, а так же от положительных результатов предыдущей сварки
допускных стыков и проверки знаний, в дальнейшем не допускается к сварке
данного вида стыков.
ТРЕБОВАНИЯ К
ПРИМЕНЯЕМЫМ ПРИСПОСОБЛЕНИЯМ
9.61.
Наружные центраторы, используемые для сборки труб и соединительных деталей,
должны быть заводского изготовления. Центраторы не должны оставлять на трубе
царапин, задиров, забоин, вмятин.
9.62.
Инвентарные укрытия должны:
-
обеспечить защиту зоны сварки при выпадении атмосферных осадков и
скорости ветра превышающей 10 м/сек;
-
обеспечить неподвижность укрытия, после установки его над зоной
сварки;
-
иметь огнестойкую пропитку полога укрытия;
-
иметь устройства для вентиляции внутреннего пространства;
-
обеспечивать безопасный вход и выход внутрь палатки ремонтного
персонала.
9.63.
Подогревающие устройства должны:
-
обеспечивать равномерный нагрев торцов стыкуемых труб по их
периметру до требуемой температуры;
-
обеспечивать безопасное производство работ при их применении.
9.64.
Стропы, грузозахватные приспособления должны иметь бирки, подтверждающие
своевременное прохождение технического освидетельствования.
9.65.
Термокарандаши или контактные термометры должны соответствовать техническим
условиям.
9.66.
Электрические углошлифовальные машины должны:
-
иметь число оборотов, не превышающее 1000 об/мин;
-
иметь защитный кожух над рабочим органом;
-
иметь рабочее напряжение, не более 220 В;
-
не иметь повреждений корпуса и изоляции силового кабеля.
9.67.
Мягкие шаблоны должны иметь ровную боковую поверхность.
9.68.
Лестницы, монтажные пояса должны быть исправными и испытанными в
соответствии с требованиями, указанными в разделе 15.
Методы, технология, требования к применяемым способам и
оборудованию
10.1. Остаточную
намагниченность труб, свариваемых в процессе ремонта МН, классифицируют в зависимости от величины напряженности
магнитного поля или величины магнитной индукции, измеряемых на торцах труб.
Остаточная намагниченность может быть:
-
слабой - до 20 Гс (2 мТл);
-
средней - от 20 до 100 Гс (2 до 10 мТл);
-
высокой - более 100 Гс (10 мТл).
10.2. При средней и высокой остаточной намагниченности труб,
сварка стыков трубопроводов сопровождается появлением эффекта «магнитного
дутья». При этом качество сварных швов не удовлетворяет требованиям СНиП III-42-80*.
10.3. Для нейтрализации эффекта «магнитного дутья» проводится
размагничивание свариваемых концов труб.
10.4.
Применяются следующие методы размагничивания (магнитной компенсации) концов
труб:
-
размагничивание с помощью магнитного поля, создаваемого постоянным
током;
-
размагничивание с помощью магнитного поля, создаваемого переменным
током;
-
размагничивание с помощью электромагнитов;
-
размагничивание с помощью постоянных магнитов.
10.5.
Применяются следующие схемы размагничивания (магнитной компенсации) торцов
труб:
-
размагничивание отдельных труб с применением одного (двух)
источников постоянного тока;
-
размагничивание концов отдельных труб с применением двух
источников постоянного тока;
-
размагничивание двух концов отдельных труб с применением одного
источника постоянного тока;
-
размагничивание двух концов отдельных труб с применением одного
источника переменного тока;
-
размагничивание двух концов отдельных труб с применением
электромагнита;
-
размагничивание двух концов или корпуса отдельных труб с
применением постоянного магнита.
10.6.
Для выбора метода и схемы размагничивания необходимо определить величину и
направление магнитного поля с помощью измерительных приборов.
Применяются
следующие измерительные приборы:
-
индикатор магнитного поля ИМП 97Х (предел измерений
от 1 до 2000 Гс);
-
гауссметр GM04;
-
измеритель напряженности магнитного поля МФ23ИМ
(предел измерений от 0,5 мТл до 1000 мТл) и др.
10.7.
Выбор метода и схемы размагничивания корпусов «катушек» или отдельных труб,
торцов «катушек» и ремонтируемых труб производится по:
-
результатам измерения остаточной намагниченности;
-
наличию приборов и оснастки для компенсации намагничивания;
-
техническим характеристикам сварочного оборудования, используемым
для размагничивания.
Размагничивание
труб методом магнитной компенсации
10.8.
Размагничивание методом магнитной компенсации осуществляется созданием на
торцах труб компенсирующего магнитного поля, направленного против поля
остаточного магнетизма, по специальным методикам с выполнением мер, снижающих
уровень магнитного поля до приемлемой для процесса сварки величины.
10.9.
Для размагничивания требуется следующий комплект оборудования и материалов:
-
источник постоянного тока (сварочный агрегат или выпрямитель),
позволяющий выполнять регулировку тока в пределах от 50 до 250 А;
-
сварочный кабель сечением 35...50 мм2 и длиной, достаточной для намотки 15 витков на трубу на
каждый стык;
-
кабельные наконечники в комплекте с болтами и гайками - 2
комплекта на кабель;
-
магнитометр.
10.10.
Размагничивание собранных стыков должно проводиться по схеме, показанной на
рис. 10.1.
На
расстоянии 100...150 мм от кромки на концы стыкуемых элементов провести
намотку общего сварочного кабеля плотными, равномерными и однорядными витками.
Намотка
кабеля должна проводиться в одном направлении, количество витков определяется
величиной намагниченности. На конец трубы нефтепровода, имеющего большую
намагниченность, наматывается 7...11 витков, на конец «катушки» - 3...5 витков кабеля.
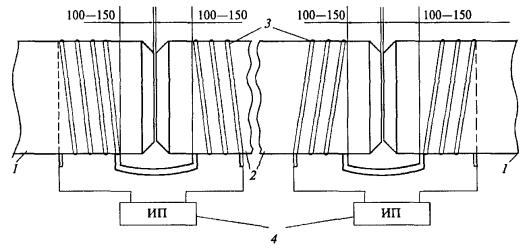
Рис. 10.1. Схема размагничивания кромок состыкованных труб
магнитным полем постоянного тока:
1 - размагничиваемый трубопровод; 2
- «катушка»; 3 - сварочный кабель; 4 - источник питания
10.11.
Измерение величины и направления магнитного поля проводится по периметру
собранного стыка. При равномерном магнитном поле по периметру собранного стыка
одновременно производится размагничивание обоих концов стыкуемых труб в
следующем порядке:
-
концы сварочного кабеля подключаются к источнику постоянного тока;
-
устанавливается минимальный ток и включается источник питания.
Снижение уровня намагниченности до величины 2...3 мТл
достигается увеличением силы тока;
-
в случае увеличения намагниченности торца трубы следует выключить
источник питания и изменить полярность, поменяв концы сварочного кабеля на
источнике питания, регулирование продолжить до достижения минимально
допустимого уровня магнитного поля (2 мТл);
-
при изменении полярности магнитного поля после подачи на сварочный
кабель минимально возможного тока, следует снять несколько витков кабеля.
10.12.
Регулирование уровня магнитного поля выполняется следующими способами:
-
изменением силы тока на источнике питания системы;
-
изменением числа витков сварочного кабеля вокруг трубы;
-
изменением расстояния между витками кабеля;
-
перемещением обмотки относительно торцов стыкуемых труб.
10.13.
При снижении величины магнитного поля в процессе разделки собранного стыка до 2
мТл и ниже, величину тока необходимо уменьшить до 10...20
А и провести дополнительное размагничивание, при котором осуществляется сварка
корневого слоя шва. Уровень намагниченности контролируется магнитометром и не
должен превышать 2 мТл. После сварки корневого слоя шва источник питания
выключается, сварка последующих слоев выполняется без дальнейшего
размагничивания.
10.14. При знакопеременном магнитном поле по периметру стыка
необходимо составить картограмму стыка с отметкой величины и направления
магнитного поля каждого участка стыка.
При
неоднородности магнитного поля по периметру шва компенсацию и сварку следует
проводить отдельными участками в порядке:
-
первоначально размагничиваются участки стыка с наибольшей
величиной магнитного поля одного направления, и выполняется сварка корневого
слоя шва этих участков;
-
размагничиваются оставшиеся участки с измененной полярностью тока,
выполняется полностью сварка корневого слоя шва;
-
производится сварка заполняющих и облицовочного слоев всего стыка
после прекращения размагничивания.
Применение
приборов, компенсирующих намагниченность трубопровода
10.15.
Для размагничивания трубопроводов в трассовых условиях разработаны приборы ПКНТ
5/8 и ПКНТ 10/12.
10.16.
Размагничивание приборами, компенсирующими намагниченность трубопровода (ПКНТ
5/8 и ПКНТ 10/12) производится компенсацией магнитного поля двух свариваемых
труб одновременно.
10.17.
Размагничивание стыкуемых труб с применением приборов ПКНТ
проводится в следующей последовательности:
-
определяется величина и направленность магнитного поля в зазоре
свариваемых трубопровода и «катушки» при помощи прибора измерителя магнитной
индукции Ш 1-8.
При
напряженности магнитного поля менее 100 мТл должна вестись работа с двумя
модулями, расположенными по обе стороны зазора, при выходном напряжении
сварочного выпрямителя 50...55 В.
При
напряженности магнитного поля свыше 100 мТл необходимо установить три модуля:
один на «катушке» и два - на теле трубопровода.
-
монтируются компенсирующие модули на трубопроводе и «катушке» на
возможно минимальном расстоянии от свариваемого шва - 100...400
мм (рис. 10.2);
-
выполняется сборка электрической цепи, соединяющей модули между
собой, с блоком управления и сварочным выпрямителем;
-
включается прибор в режиме «контроль», при этом определяется и
устанавливается величина сопротивления для компенсации остаточного магнитного
поля;
-
включается прибор в режим «работа», устанавливается величина
компенсирующего тока, которая обеспечивает минимальную величину остаточного
магнитного поля в зазоре, которая при необходимости, может корректироваться в
процессе сварки;
-
после сварки корневого слоя шва отключается прибор и выполняется
демонтаж установки.
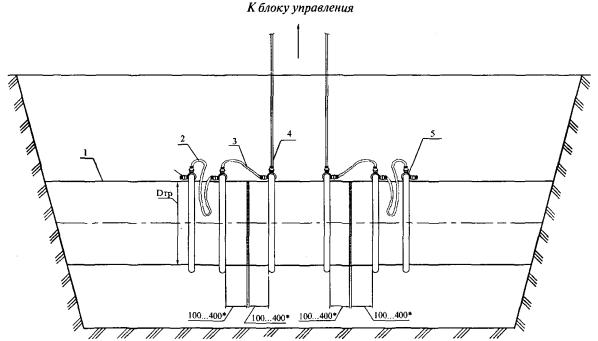
Рис. 10.2. Схема установки устройства ПКНТ, компенсирующего
намагниченность трубопровода:
1 - трубопровод; 2, 3,
4 - кабели; 5 - компенсирующий модуль
Методы контроля
11.1. Контроль качества сварных соединений, при ремонте с
заменой «катушек» и участка трубопровода, производится:
-
операционным контролем, осуществляемым в процессе сборки и сварки
трубопроводов;
-
визуальным контролем и обмером сварных соединений;
-
проверкой сварных швов неразрушающими методами контроля
(радиографическим, ультразвуковым).
11.2. Операционный контроль должен выполняться службой
технического надзора.
11.3. При операционном контроле должно проверяться
соответствие выполняемых работ технологическим картам сварочно-монтажных работ, требованиям РД 153-006-02, ВСН
006-89 и других нормативных документов.
11.4. При операционном контроле при сборке под сварку
«катушки» и присоединяемых трубопроводов проверяются:
-
соответствие разделки кромок соединительных концов деталей и
арматуры условиям сварки;
-
качество зачистки кромок и прилегающих к ним наружной и внутренней
поверхностей;
-
соблюдение допустимой разнотолщинности свариваемых элементов
(труб, труб с деталями трубопроводов и труб с арматурой);
-
величина смещения стыкуемых кромок;
-
величина технологических зазоров в стыках;
-
длина и количество прихваток, отсутствие трещин в прихватках;
-
соответствие температуры предварительного подогрева температуре
окружающего воздуха, эквиваленту углерода стали, толщины стенки трубы;
-
величина смещения продольных заводских швов
ремонтируемого трубопровода и «катушки».
11.5. Собранный на прихватках стык проверяется представителем
службы технического надзора на соответствие параметров нормативным требованиям,
при их соответствии представитель технического надзора дает разрешение на
сварку стыков (приложение Д).
11.6. При операционном контроле при выполнении сварки
проверяются:
-
применяемые сварочные материалы и режимы сварки;
-
качество формирования швов;
-
скорость ветра;
-
наличие инвентарного укрытия места проведения сварочных работ при
осадках и ветре.
11.7. Все сварные соединения подвергаются
визуально-измерительному контролю. При осмотре сварного соединения проверяется:
-
наличие клейм сварщиков, выполнявших сварку, в соответствии с п.
4.6 СНиП III-42-80*;
-
отсутствие трещин, незаплавленных кратеров и выходящих на
поверхность дефектов, недопустимых подрезов, наплывов;
-
соответствие геометрических размеров и формы сварного стыка
нормативно-техническим требованиям;
-
отсутствие следов зажигания дуги на теле трубы;
-
смещение кромок труб после сварки;
-
отсутствие брызг металла в околошовной зоне.
11.8. Все монтажные сварные соединения, выполненные дуговой
сваркой в условиях центральной базы производственного обслуживания, при
заготовке деталей конструктивных элементов, или на трассе нефтепровода, при
замене дефектного участка, подлежат 100 % контролю физическими методами с
учетом требований СНиП
III-42-80*, ВСН
012-88 и других нормативных документов.
11.9. Все кольцевые стыковые сварные швы, при врезке
«катушки», запорной арматуры, соединительных деталей, сферической заглушки и
т.д. подлежат 100 % контролю радиографическим и ультразвуковым методами.
Угловые
сварные швы, выполненные при ремонтных работах, подлежат 100 % контролю
ультразвуковым методом и цветной дефектоскопией.
При
проведении цветной дефектоскопии угловых сварных швов контролируется
околошовная зона шириной 50 мм.
Сварные
стыковые швы арматуры и деталей с разной толщиной стенок с трубопроводом, а
также гарантийные стыки подлежат 100 % контролю радиографическим и
ультразвуковым методами.
Швы
обварки «чопиков», подлежат 100 %
измерительному контролю и контролю ультразвуковым методом или цветной
дефектоскопией.
11.10.
Сварные соединения считаются годными, если по результатам измерительного
контроля, а также после контроля неразрушающими методами их качество
удовлетворяет требованиям п. 4.32 СНиП III-42-80*,
ВСН
006-89, ВСН
012-88.
11.11. Результаты контроля сварных швов оформляются выдачей
заключения на месте производства работ. Сроки выдачи заключения проверки
качества сварных швов на одну деталь в зависимости от диаметра трубопровода
приведены в табл. 11.1.
Таблица 11.1
Продолжительность проверки качества сварных швов и выдачи
заключения при замене «катушки», запорной арматуры, соединительных деталей трубопроводов
|
№ п/п
|
Диаметр контролируемого нефтепровода, м
|
Продолжительность проведения неразрушающего
контроля и выдачи заключений, ч
|
|
1
|
373
|
1,5
|
|
2
|
426
|
2,0
|
|
3
|
530
|
2,5
|
|
4
|
720
|
3,0
|
|
5
|
820
|
3,5
|
|
6
|
1020
|
4,0
|
|
7
|
1220
|
4,5
|
Время продолжительности дефектоскопии и выдачи заключений при
контроле сварных швов в количестве более или менее двух, соответственно
увеличивается или уменьшается на 30 %.
Ремонт дефектов
сварных стыков
Дефекты
сварных стыков, выявленные методами неразрушающего контроля и не
удовлетворяющие требованиям СНиП-III-42-80*,
ВСН-006-89,
ВСН-012-88
на ремонтируемых трубопроводах, не заполненных нефтью, должны быть удалены в
следующем порядке:
-
не подлежащие ремонту сварные стыки вырезаются с применением
труборезных машин или с применением энергии взрыва;
-
подлежащие ремонту дефекты на участках сварного стыка, которые
исправляются с применением огневых работ (вышлифовка, подварка,
резки) ремонтируются с соблюдением мер безопасности. Ремонт стыков установкой
муфт не допускается.
11.12. До начала работ по устранению дефектов в сварном стыке
обеспечить контроль газовоздушной среды через просверленные отверстия диаметром
8...12 мм. Максимальная концентрация паров
нефти в «катушке», при которой допускается ведение огневых работ по ремонту
дефекта, составляет 2,1 г/м3 или 0,07 % по объему. При увеличении
указанных значений огневые работы не допускаются и должны быть немедленно
прекращены. В этом случае устранение брака производится вырезкой дефектного
стыка безогневым методом с заменой «катушки».
В течение 1 часа с момента установления факта невозможности ремонта
бракованного стыка без его вырезки, в ОАО «АК «Транснефть» направляется
измененный технологический план-график на заявленную остановку нефтепровода с объяснением причин отклонения и указанием сроков
планируемой задержки и окончания работ.
11.13.
После вырезки «катушки» с дефектным стыком ранее установленный тампон или
герметизатор должен быть извлечен, проведено проветривание и дегазация
котлована, установлены новые герметизаторы или набиты новые тампоны.
11.14. Отбор проб при ремонте стыка без вырезки «катушки»
осуществляется перед началом работ и через каждые 30 мин во время производства
ремонта. При вырезке «катушки» отбор проб осуществляется в соответствии с п. 8.24.
11.15. Допускается ремонт следующих дефектов, размеры которых
не превышают допускаемые для ремонта согласно требований СНиП-III-42-80*, ВСН-006-89,
ВСН-012-88:
-
шлаковых включений;
-
пор;
-
непроваров;
-
несплавлений;
-
подрезов.
Ремонт
трещин не допускается.
11.16. Суммарная длина участков шва с недопустимыми дефектами
не должна превышать 1/6 периметра стыка. Максимальная длина единовременно
ремонтируемого участка:
-
300 мм - для стыков диаметром 720...1220 мм;
-
270 мм - для стыков диаметром 530 мм;
-
200 мм - для стыков диаметром 426 мм;
-
10 % периметра сварного шва для соединений диаметром 219...377 мм.
11.17. Подготовку к ремонту осуществляют следующим образом:
-
по результатам неразрушающего контроля отмечают на стыке место
расположения дефекта;
-
размечают дефектный участок под вышлифовку. Длина
участка вышлифовки должна превышать фактическую
длину наружного или внутреннего дефекта не менее, чем на 30 мм в каждую
сторону. Минимальная длина участка вышлифовки - 100 мм. Глубина вышлифованного
участка должна быть равна глубине залегания дефекта плюс 1...2 мм. Во всех случаях выборка дефектных участков должна
осуществляться механическим способом с помощью абразивных кругов. Форма выборки
в поперечном сечении не должна иметь переломов в очертании. Запрещается
выплавлять дефекты сваркой. Руководитель ремонтных работ должен убедиться, что
в процессе вышлифовки дефекты вскрыты и удалены.
11.18. Перед началом сварки ремонтируемого участка следует
выполнить обязательный предварительный подогрев до температуры 100 + 30 °С независимо от температуры окружающего воздуха и
толщины стенки трубы.
11.19.
При ремонте подрезов или недостаточного перекрытия в облицовочном слое и
подрезов в подварочном слое шва выполняется вышлифовка части его
сечения заподлицо с трубой.
11.20. Ремонтные работы на стыке от начала до конца должны
осуществляться без перерывов, одним сварщиком. Ремонт дефектного участка
разными сварщиками запрещается.
11.21. Все исправленные участки сварных стыков должны быть
вновь подвергнуты осмотру и неразрушающему контролю, регламентированному для
данного вида работ. Повторный ремонт стыков и установка муфт не допускается.
11.22. При положительном заключении о проведенном ремонте
сварного стыка отверстия для отбора проб завариваются.
11.23. По результатам контроля выдается заключение о качестве
сварных соединений, которое оформляется по установленной форме в соответствии с
РД 39-00147105-015-98.
В
заключении по результатам неразрушающего контроля прилагается схема сварного
соединения, с указанием мест расположения обнаруженных дефектов. При контроле
на ремонтируемом участке двух или более сварных соединений, к заключению
прилагается схема расположения сварных соединений с указанием номеров сварных
швов.
11.24. Заключения о качестве сварных швов входят в состав
исполнительной документации на ремонт участка МН.
11.25. По факту допущенного брака сварного шва, приведшего к
его вырезке или вышлифовке дефекта
составляется акт с указанием причин. Акт утверждается главным инженером РНУ
(УМН) и в течении трех суток после завершения работ представляется в ОАО МН.
ОАО МН, РНУ (УМН) проводит анализ причин допущенного брака, делает
соответствующую запись в базе данных сварщика, разрабатывает мероприятия по
недопущению повторных нарушений. По итогам анализа издается приказ по ОАО МН.
Требования к
дефектоскопическим лабораториям, специалистам и применяемому оборудованию
11.26. Дефектоскопическая лаборатория должна обеспечивать в
полевых условиях на месте производства работ проявку пленок и получение
результатов рентгеногаммаграфирования. Дефектоскопическая лаборатория должна
быть оснащена приборами ультразвуковой и
цветной дефектоскопии и должна осуществлять выдачу заключений по всем видам
дефектоскопии на месте ремонта в течение времени, указанного в табл. 11.1.
Дефектоскопические
лаборатории для контроля качества сварных швов должны быть укомплектованы
специалистами соответствующего квалификационного уровня с учетом требований ПБ
03-440-02 Правила аттестации персонала в области неразрушающего контроля.
11.27. К проведению неразрушающего контроля сварных
соединений допускаются специалисты, аттестованные в соответствии с Правилами
аттестации персонала в области неразрушающего контроля, имеющие удостоверение.
11.28. Заключение о качестве проконтролированных сварных
соединений имеют право выдавать и подписывать дефектоскописты, аттестованные на второй уровень по данному методу
контроля.
11.29. Радиографический контроль сварных соединений
трубопроводов должен осуществляться в соответствии с требованиями ГОСТ
7512, ультразвуковой контроль в соответствии с требованиями ГОСТ
14782, цветная дефектоскопия сварных соединений - в соответствии с
требованиями, установленными ГОСТ 18442.
Для каждого вида контроля разрабатываются и утверждаются главным инженером ОАО
МН операционно-технологические карты контроля.
11.30.
Измерительный контроль должен проводиться по утвержденным в ОАО МН
операционно-технологическим картам.
11.31. Все приборы и настроечные образцы, применяемые для
проведения контроля сварных соединений на объектах МН, должны быть аттестованы
и сертифицированы в установленном порядке.
При
производстве работ по неразрушающему контролю на используемые приборы
необходимо иметь:
-
для рентгеновских аппаратов копию акта технического состояния;
-
для ультразвуковых дефектоскопов копию свидетельства о
метрологической поверке.
Подготовка нефтепровода к пуску, заполнение нефтепровода
12.1.
После завершения запланированных сварочно-монтажных работ и получения положительных результатов
дефектоскопического контроля сварных швов, по команде руководителя работ,
должны выполняться следующие работы:
-
обварка «чопиков», забитых в технологические отверстия;
-
установка эллиптических заглушек на вантузные
задвижки;
-
восстановление схемы электроснабжения, подача напряжения на
пусковую аппаратуру управления линейных задвижек;
-
установка на вантузы для выпуска
газовоздушной смеси патрубков с горизонтальными отводами.
12.2.
После получения положительных результатов дефектоскопического контроля сварных
швов «чопиков», ответственный руководитель работ сообщает телефонограммой
диспетчеру ОАО МН или РНУ (УМН) об окончании запланированных работ и
готовности нефтепровода к возобновлению перекачки.
12.3. По распоряжению диспетчера ОАО МН после согласования с ОАО «АК
«Транснефть», выполняются подготовительные операции к пуску нефтепровода,
включающие:
-
приоткрытие клиновых задвижек вручную;
-
открытие линейных задвижек с пульта РДП или местным управлением
при отсутствии линейной телемеханики;
-
открытие рабочими группами вантузов для выпуска газовоздушной
смеси;
-
выполнение оперативным персоналом технологических переключений по
подготовке к запуску насосной станции и камер пуска и приема очистного
устройства для приема герметизаторов или фрагментов глиняных пробок.
12.4.
При заполнении нефтью участка нефтепровода после ремонта в условиях
отрицательных температур, контроль перепада давления на смерзшихся глиняных
пробках является обязательным.
Перепад
давления на пробках до их срыва не должен превышать 3,0 кг/см2.
В
случае, когда давление в трубопроводе недостаточно для страгивания пробки,
работы по заполнению нефтепровода нефтью необходимо приостановить и прогреть
вскрытый участок трубопровода в месте расположения пробки с помощью передвижной
паровой установки.
Срыв
пробок контролируется по выходу воздуха из вантузов за глиняным тампоном, по
изменению давлений на участке, а также прослушиванием.
Если
профиль трассы не позволяет определять изменение давления перед пробками с
помощью существующих датчиков давления, следует предусматривать временное
подключение необходимого количества манометров на период заполнения участка.
При
отрицательном результате прогрева «катушка» с пробкой вырезается по
дополнительно разработанным мероприятиям в установленном порядке.
12.5.
В процессе заполнения нефтепровода нефтью необходимо обеспечить постоянный
контроль за показаниями контрольно-измерительных приборов, приборов учета нефти
и нагрузкой электродвигателей насосов, выпуском газовоздушной смеси, ведением
учета контроля прохождения нефти контрольных точек.
Порядок выпуска
газовоздушной смеси при заполнении нефтепровода
12.6. Диаметр и количество вантузов для выпуска газовоздушной
смеси, расположение их на трубопроводе должны обеспечивать выпуск воздуха в
объемах равных объему заполнения трубопровода, но не менее указанных в табл. 3.3 и в соответствии
с приложением К.2.
12.7.
Выпуск газовоздушной смеси из вантузов должен осуществляться открытием вантузных
задвижек в порядке и последовательности определенных ППР и наряд-допуском.
12.8. По завершению заполнения нефтепровода нефтью руководитель
группы должен доложить об окончании выпуска воздуха и закрытии задвижки
диспетчеру и ответственному руководителю работ и организовать работы по
демонтажу отвода для выпуска воздуха, установке заглушки на задвижку и уборке
замазученности.
12.9. На производство работ по заполнению трубопровода должен быть
оформлен наряд-допуск.
Вывод
нефтепровода на заданный режим. Контроль герметичности отремонтированного
участка
12.10. В процессе пуска нефтепровода следует:
-
организовать контроль за прохождением герметизирующего устройства
или остатков глиняного тампона по трубопроводу вплоть до приема в камеру приема
очистных устройств;
-
организовать пропуск потока нефти в момент подхода остатков
глиняной пробки, минуя промежуточные НПС в отдельный резервуар,
минуя средства учета, контроля и регулирования перекачки нефти;
-
организовать контроль за технологическими параметрами процесса
пуска;
-
провести очистку нефтепровода (участка нефтепровода) пропуском
очистных устройств для более полного удаления из нефтепровода остатков глиняных
тампонов;
-
организовать выполнение мероприятий по исправлению качества нефти,
ухудшающегося из-за пропуска очистного устройства или герметизатора, с учетом
требований Регламента планирования работ по очистке внутренней полости МН ОАО «АК «Транснефть».
12.11.
Во время повышения давления в нефтепроводе необходимо вести наблюдение за
герметичностью отремонтированного участка с расстояния не менее 50 м, не
допускать движения транспорта и присутствия людей вблизи отремонтированного
участка.
12.12.
После вывода нефтепровода на рабочий режим отремонтированный участок
нефтепровода в течение не менее 12 ч
контролируется на герметичность путем визуального контроля на отсутствие
отпотин и утечек.
12.13.
При герметичности отремонтированного участка, представитель технадзора дает
разрешение на изоляцию и засыпку
отремонтированного участка нефтепровода.
Основные меры
безопасности при заполнении нефтепровода нефтью
12.14.
Запрещается производство работ по выпуску газовоздушной смеси из нефтепровода
во время грозы и нахождения технических средств, разведения огня на расстоянии
ближе 100 м.
12.15.
В зоне проведения работ по выпуску газовоздушной смеси не должны находиться
люди и технические средства, не связанные с выполнением данной работы.
12.16.
В плане производства работ должны быть предусмотрены мероприятия по отводу
газовоздушной фракции на расстояние, обеспечивающее безопасное производство
работ в колодце.
12.17.
При работе в колодце, для страховки работника, должны использоваться монтажный
пояс со страховочной веревкой, со страхующими снаружи не менее 2 человек и шланговый
противогаз, отвечающий требованиям раздела 15.
12.18.
При выполнении работ в ночное время необходимо обеспечить освещение рабочего
места. Осветительные приборы и применяемые радиотелефоны должны соответствовать
требованиям 15.65 Регламента.
12.19.
Не допускается осуществлять выпуск газовоздушной фракции в сторону ЛЭП,
расположенных на расстоянии менее 20 м от вантуза.
13.1.
Изоляцию места ремонта нефтепровода следует производить после получения
заключения о качестве сварки и оформления разрешения на изоляцию.
13.2.
Изоляция врезанной «катушки» (захлеста) и мест, очищенных
от изоляции, должна осуществляться в соответствии с требованиями ГОСТ
Р 51164 и Правил капитального ремонта МН.
13.3.
Изоляцию поверхности трубопроводов следует осуществлять в соответствии с
Перечнем разрешенных к применению в системе «АК «Транснефть» защитных изоляционных покрытий, наносимых в
трассовых условиях (комбинированные полимерно-битумные конструкции, рулонные
битумные материалы, термоусаживающиеся ленты).
13.4.
Комбинированное покрытие на основе битумно-полимерной мастики,
полимерных, в том числе термоусаживающих лент должно наноситься в соответствии
с требованиями Временной инструкции по нанесению комбинированных покрытий на
основе битумно-полимерных мастик в зимнее время РД 4859-002-01297858-01.
13.5.
Комбинированное изоляционное покрытие для ремонта магистральных нефтепроводов
диаметром до 820 мм включительно состоит из битумно-полимерной грунтовки
(праймера), битумно-полимерной мастики, поливинилхлоридной
ленты и полиэтиленовой защитной обертки.
Структура
покрытия для нефтепроводов диаметром до 820 мм включительно и толщина слоев
представлены в табл. 13.1.
Таблица 13.1
Структура покрытия для нефтепроводов диаметром до 820 мм
|
Номер слоя
|
Конструкция покрытия
|
Толщина, мм, не менее
|
|
1
|
Грунтовка битумно-полимерная
|
Не нормируется
|
|
2
|
Битумно-полимерная мастика
|
3,0
|
|
3
|
Поливинилхлоридная
лента
|
0,4
|
|
4
|
Полиэтиленовая защитная обертка
|
0,6
|
|
|
Общая толщина покрытия
|
4,0
|
13.6. Комбинированное изоляционное покрытие для ремонта
магистральных нефтепроводов диаметром до 1220 мм включительно состоит из
битумно-полимерной грунтовки (праймера), битумно-полимерной мастики
(«Транскор», «Битэп», «Биом-2») и двух слоев
термоусаживающейся ленты (типа ДРЛ-Л или «Политерм»).
Структура
покрытия и толщина слоев представлены в табл. 13.2.
Таблица 13.2
Структура покрытия нефтепроводов диаметром до
1220 мм
|
Номер слоя
|
Конструкция покрытия
|
Толщина, мм, не менее
|
|
1
|
Грунтовка битумно-полимерная
|
0,1
|
|
2
|
Битумно-полимерная мастика
|
3,0
|
|
3
|
Термоусаживающаяся лента
(типа ДРЛ-Л или «Политерм» в два слоя
толщиной по 0,7 мм)
|
1,4
|
|
|
Общая толщина покрытия
|
4,5
|
13.7. Основные характеристики комбинированного защитного покрытия
для нефтепроводов должны соответствовать ТУ 5775-001-01297858-00.
13.8.
Для ремонта действующих магистральных нефтепроводов комбинированными
изоляционными покрытиями на основе битумно-полимерных
(«Транскор», «Битэп», «Биом-2») и «Изобит» следует применять
материалы согласно приложению М.
13.9.
Изоляция «катушки» при ремонтно-восстановительных работах должна осуществляться в следующей
последовательности:
-
окончательная очистка изолируемой поверхности;
-
сушка врезанной «катушки»;
-
нанесение грунтовки на подготовленную поверхность, соответствующей
по составу наносимому изоляционному покрытию;
-
нанесение изоляционного покрытия механизированным или ручным
способом, обеспечивающим проектную толщину изоляционного слоя и его сплошность;
-
контроль качества нанесенного изоляционного покрытия.
13.10.
Очистка нефтепровода под нанесение изоляционного покрытия должна выполняться
механическим способом или вручную с помощью средств малой механизации
(шлифмашинкой, механическими щетками, пескоструйными агрегатами).
Изолируемая
поверхность должна быть очищена от остатков грунта, старого изоляционного
покрытия и продуктов коррозии, задиров, брызг металла и
шлака.
Степень
очистки поверхности нефтепровода должна соответствовать степени 4 (ГОСТ
9.402). Степень очистки поверхности нефтепровода определяется
передвижениями (по поверхности нефтепровода) пластины из прозрачного материала
размером 25 × 25 мм, с нанесенной квадратной сеткой 2,5 × 2,5 мм.
Контроль
степени очистки трубопровода должен проводиться непрерывно визуально.
13.11.
Изолируемая поверхность «катушки» и прилегающих участков трубопровода с
покрытием, при нанесении изоляции должна быть сухой, наличие влаги в виде
пленки, капель, наледи и инея не допускается.
13.12.
Изоляционные работы должны проводиться при температуре, указанной в технических
условиях по нанесению изоляционного покрытия.
Просушку
и подогрев «катушки» следует проводить горячим воздухом (техническим феном) до
70...80 °С.
13.13.
Температура трубы перед нанесением грунтовки должна быть не менее 0 °С.
13.14.
Грунтовка должна наноситься на сухую, очищенную поверхность со степенью очистки
4 по ГОСТ
9.402 трубы ровным сплошным слоем без подтеков, сгустков и пузырей. Наличие
влаги на поверхности трубы в виде пленки, капель, наледи или изморози, а также
копоти и масла не допустимо.
Температура
грунтовки при нанесении должна быть в пределах от плюс 10 до плюс 30 °С.
При
небольших объемах работ и невозможности нанесения грунтовки машинным способом
допускается нанесение грунтовки вручную валиком или кистью; расход не должен
превышать 0,12 л/м2.
Для
равномерного нанесения грунтовки по всему периметру трубы следует использовать
растирающие полотенца, изготовленные из износоустойчивого материала.
13.15.
Битумно-полимерную мастику следует наносить по огрунтованной поверхности
нефтепровода по всему периметру трубы ровным сплошным слоем заданной толщины
без пузырей, пропусков, борозд или посторонних включений.
13.16.
Нанесение рулонных материалов (ПВХ ленты, защитной обертки или термоусаживающейся
ленты) на трубопровод должно производиться по слою свеженанесенной мастики без
перекосов, обвисаний и воздушных пузырей с нахлестом 30...35 мм. Конец полотнища ленты должен быть закреплен липкой
лентой или слоем мастики, температура которой должна быть не менее 160 °С.
13.17. Для обеспечения плотного прилегания термоусаживающейся
ленты и оберток и создания герметичности в нахлесте
необходимо постоянное натяжение материала с усилием, в зависимости от
температуры воздуха, от 10...15 Н/см. В зимний
период, при температуре окружающего воздуха в интервале от минус 10 °С до минус 20 °С, следует увеличить натяжение полотна ленты до 18...20 Н/см ширины. Усилие натяжения следует постоянно измерять
динамометром.
13.18.
Для изоляции труб диаметром 159...1220 мм с
нанесением изоляционного (защитного) покрытия при ремонте коротких участков
труб используются ручные приспособления.
13.19. Задвижки и соединительные детали должны изолироваться битумно-полимерными
мастиками, в соответствии с ГОСТ Р51164,
конструкция № 12.
13.20.
Битумно-полимерные мастики в трассовых условиях расплавляют в котлах при
температуре не выше плюс 200 °С, постоянно помешивая.
Температура
разогрева битумно-полимерных мастик должна соответствовать требованиям
технических условий на изготовление или инструкции на применение.
Битумно-полимерную
мастику следует наносить по огрунтованной поверхности нефтепровода по всему
периметру ровным сплошным слоем заданной толщины без пузырей, пропусков, борозд
или посторонних включений.
Обертывание
рулонными материалами проводится непосредственно после нанесения грунтовки.
Нанесение
изоляции в местах примыкания к существующему изоляционному покрытию выполняется
следующим образом:
-
очистка изоляционного покрытия от посторонних примесей: земли,
пыли, снега, льда и рваных частей покрытия;
-
подогрев битумно-полимерной мастики до температуры 70...80
°С горячим воздухом (техническим феном), нагретым «паяльником» (изготовленным в
виде гладкой, массивной медной или латунной пластины с ручкой) или другими
способами, исключая подогрев открытым пламенем;
-
нанесение липкой обертки, ленты ДРЛ-Л из двух слоев с нахлестом 15
см или предварительно разогретой до 70...80 °С
полимерно-битумной ленты и защитной обертки с нахлестом 10 см по всему
периметру.
13.21.
Изоляционные работы по нанесению битумно-полимерных покрытий допускается
проводить при температуре воздуха не ниже минус 20 °С.
13.22.
Толщину защитных покрытий необходимо контролировать при помощи магнитных
толщиномеров МТ-10НЦ, МТ-50НЦ, вихретоковых толщиномеров ИТД-10П,
ИТД-11П.
13.23.
Адгезию защитного покрытия для рулонно-битумных покрытий следует
контролировать адгезиметром типа АР-1, для
битумных покрытий - адгезиметром СМ-1 или
вырезом треугольника с углом около 60 градусов и сторонами 3...5 см с последующим снятием покрытия ножом от вершины угла подреза.
13.24.
Сплошность покрытия следует контролировать визуально в процессе и после
окончания работ искровым дефектоскопом типа КРОНА. Контролю на сплошность
подлежит вся заизолированная поверхность.
13.25.
Материалы, применяемые для противокоррозионной защиты трубопроводов, должны
иметь сертификаты, соответствовать стандартам и техническим условиям.
При
выполнении изоляционных работ постоянно должен проводиться контроль качества
применяемых материалов, операционный контроль качества изоляционных работ и
контроль качества готового покрытия.
13.26.
Объем входного и производственного контроля и требования к приемо-сдаточным
процедурам регламентируются ВСН
008-88 и ВСН
012-88, РД 4859-002-01-292858-01.
13.27.
При изоляции врезанной «катушки», захлеста должен вестись
Журнал изоляционно-укладочных работ и ремонта изоляции нефтепровода по форме
16, указанной в Правилах капитального ремонта МН.
13.28.
Сертификаты на материалы, результаты контроля состояния изоляционного покрытия
трубопроводов должны быть представлены в исполнительно-технической документации
в соответствии с требованиями Правил капитального ремонта МН и ГОСТ
Р 51164.
14.1.
Проведение ремонтных работ участков МН с заменой «катушки» и присоединением
отремонтированного трубопровода сопровождается составлением исполнительной
документации, подтверждающей производство ремонтных работ в соответствии с
проектно-сметной и нормативной документацией.
Исполнительная
документация составляется службами исполнителя (подрядчика) и заказчика.
14.2.
В состав комплекта исполнительной документации при выполнении работ по вырезке
и врезке «катушки», подключению трубопроводов входят:
-
проектно-сметная документация на участок ремонта;
-
акт на закрепление трассы (форма 2);
-
разрешение на право производства работ (форма 3);
-
ведомость установленной арматуры и оборудования (форма 4);
-
справка о проведении рекультивации на участке ремонта (форма 5);
-
акт приемки узла запорной арматуры других монтажных узлов под
наладку и засыпку (форма 6) (при замене арматуры, деталей трубопровода);
-
акт испытания на прочность, проверки на герметичность трубы,
используемой для замены «катушки» (форма 8);
-
список сварщиков (форма 10);
-
копия актов приемки технологии сварки и технологии ремонта (форма 11);
-
журнал входного контроля качества (форма 12);
-
журнал сварки труб и сварочных работ;
-
журнал изоляционных работ и ремонта изоляции (форма 16);
-
акт на заварку гарантийного стыка (форма 17);
-
акт на заварку технологических отверстий (форма 18);
-
заключения по проверке качества сварных соединений физическими
методами контроля (форма 25);
-
заключения по ультразвуковому контролю качества сварных соединений
(форма 26);
-
акт о контроле сплошности изоляционного покрытия засыпанного
трубопровода (форма 28);
-
допускной лист сварщика (форма 30);
-
журнал проверки сварных соединений физическими методами контроля
(форма 32);
-
акт на засыпку (обваловку) уложенного
забалластированного участка трубопровода (форма 34);
-
акт на приемку в эксплуатацию законченного ремонтом участка
нефтепровода (форма 36);
-
копии сертификатов на трубы, сварочные электроды, изоляционные
материалы;
-
копии паспортов на вантузы, соединительные детали,
изоляционные материалы;
-
копии паспорта и акта ревизии на установленную арматуру;
-
радиографические снимки сварных стыков, выполненных при ремонтных
работах.
Примечание: Номера форм принимаются согласно
РД 39-00147105-015-98.
14.3.
Документация по формам 2 и 3 РД 39-00147105-015-98 оформляется в случае привлечения
к ремонту МН сторонних подрядных организаций.
14.4.
Исполнительная документация оформляется в течение не более 10 дней с момента
окончания работ, по замене «катушки» или подключению участка нефтепровода
специалистами исполнителя (подрядчика) и представляется в отдел эксплуатации
РНУ (УМЫ) ОАО МН
или в ОАО МН [где отсутствуют РНУ (УМН)].
При
производстве ремонтных работ в зимнее время сроки представления исполнительной
документации по рекультивации земли согласуются с Заказчиком.
14.5.
Оформленный комплект исполнительной документации, проект производства работ на
отремонтированный участок передается исполнителем (подрядчиком) в РНУ (УМН) ОАО
МН по акту произвольной формы.
14.6.
Исполнительная документация, проект производства работ на ремонт дефектного
участка нефтепровода хранится в архиве РНУ (УМН) ОАО МН в течение срока
эксплуатации объекта МН.
14.7.
На основании представленной исполнительной документации РНУ (УМН) в течении 10
дней должны внести изменения в паспорта объектов магистрального нефтепровода.
Организация безопасного производства работ. Общие требования
15.1.
Организация и проведение ремонтных работ осуществляется в соответствии с
требованиями РД 39-00147105-015-98 Правила
капитального ремонта, РД
153-39.4-056-00 Правила технической эксплуатации магистральных
нефтепроводов, Правил безопасности при эксплуатации магистральных нефтепроводов,
ВППБ 01-05-99 Правил пожарной безопасности при эксплуатации магистральных
нефтепроводов, ВСН
31-81 Инструкция по производству строительных работ в охранных зонах
магистральных трубопроводов Министерства нефтяной промышленности, СНиП 12-03-01 Безопасность труда в строительстве, СНиП III-4-80* Техника
безопасности в строительстве и другими действующими нормативными документами.
15.2.
Оформление производства работ и движение техники в охранной зоне МН
должно проводиться в соответствии с Регламентом Организация производства
ремонтных и строительных работ на объектах магистральных нефтепроводов.
Наряды-допуски
должны быть оформлены в соответствии с Регламентом оформления нарядов-допусков
на огневые, газоопасные и другие работы повышенной опасности на взрывоопасных и
пожароопасных объектах МН дочерних акционерных обществ ОАО «АК «Транснефть».
Допуск
персонала строительно-монтажных организаций к работам в действующих
электроустановках и в охранной зоне линии электропередачи должен производиться
в соответствии с требованиями раздела 13 Межотраслевых правил по охране труда
(правила безопасности) при эксплуатации электроустановок ПОТ РМ-016-2001 РД
153-34.0-03.150-00.
При
нарушении ремонтным подразделением мероприятий, указанных в разрешении на
производство работ, наряде-допуске и требований настоящего регламента, работы
должны быть немедленно остановлены.
15.3.
Руководители и специалисты, участвующие в производстве строительных и ремонтных
работ на объектах МН, должны пройти аттестацию и проверку знаний в области
промышленной безопасности и охраны труда в соответствии с Положением о порядке
подготовки и аттестации работников организации, осуществляющих деятельность в
области промышленной безопасности опасных производственных объектов
подконтрольных Госгортехнадзору России.
Порядок
профессиональной подготовки и проверки знаний иных работников основных
профессий в поднадзорных Госгортехнадзору России организациях устанавливается
нормативными актами, утвержденными Госгортехнадзором России в пределах его полномочий.
Обучение
и проверка знаний работников по охране труда должны проводиться в соответствии
с ГОСТ
12.0.004. Организация обучения безопасности труда, Системой организации
работ по охране труда и промышленной безопасности на нефтепроводном транспорте.
15.4.
Персонал, участвующий в подготовке и проведении ремонтных работ, должен пройти
инструктаж по охране труда с записью в Журнале регистрации инструктажей
персонала на рабочем месте и наряде-допуске.
На
месте проведения ремонтных работ должна находится нормативная и своевременно
заполняться оперативная и исполнительная документация согласно Приложению М.
Меры
безопасности при выполнении земляных работ
15.5. Производство земляных работ по вскрытию нефтепровод должно проводиться с оформлением
наряда-допуска на работы повышенной опасности.
Инструмент,
необходимый для работы следует укладывать не ближе 0,5 м от бровки траншеи,
котлована. Запрещается складировать материалы и инструмент на откос отвала
земли со стороны траншеи или котлована.
Во
время ремонтных работ в котловане должны находиться только те лица, которые
заняты выполнением конкретной работы в данное время.
Если
в процессе работы в стенках траншеи появятся трещины, грозящие отвалом, то
работники должны немедленно покинуть ее и принять меры против обрушения грунта
(укрепление стенок траншеи, срезание грунта для увеличения откосов и др.).
15.6.
При работе экскаватора необходимо соблюдать расстояние 0,20 м от ковша до
стенки трубы. Для предотвращения падения кусков грунта в котлован, отвал
вынутой земли должен находиться на расстоянии, не менее 0,5 м от края траншеи в
сухих и связанных грунтах, не менее 1 м в песчаных и увлажненных грунтах.
При
работе экскаватора запрещается:
-
работа экскаватора на свеженасыпанном, не утрамбованном грунте;
-
нахождение людей в радиусе 5 м от зоны максимального выдвижения
ковша;
-
уход из кабины экскаватора при поднятом ковше;
-
использование экскаватора в качестве грузоподъемного механизма;
-
перестановка экскаватора с наполненным грунтом ковшом.
15.7.
При работе бульдозера запрещается:
-
залезать в кабину двигающегося бульдозера;
-
выдвигать нож за бровку откоса траншеи;
-
производить засыпку трубы мерзлым грунтом без предварительной
подсыпки мягким минеральным грунтом;
-
производить засыпку без проверки отсутствия в траншее людей.
При
перерыве в работе машинист бульдозера должен опустить нож на землю.
При
работе на грунтах с малой несущей способностью, для предотвращения повреждения
нефтепровода бульдозером, снятие плодородного слоя следует производить
одноковшовым экскаватором.
15.8.
При значительном притоке грунтовых вод, при невозможности работы грузоподъемных
механизмов с соблюдением требуемых уклонов стенок котлована, необходимо
производить их крепление металлическими или деревянными шпунтами, а при их
отсутствии - деревянными сваями. Крепление стенки котлована должно
производиться в соответствии с утвержденным проектом.
Крепление
стенки должно выступать над бровкой котлована на высоту не менее чем 15 см.
Разборку
крепления траншеи или котлована необходимо начинать снизу, по мере обратной
засыпки грунта.
Расположение
строительной техники около траншеи должно осуществляться в соответствие с
приведенной табл. 15.1.
Таблица 15.1
Параметры расположения строительной техники около траншеи
|
Глубина траншеи
|
Расстояние до опорной части техники до
откоса траншеи в зависимости от грунта, (м)
|
|
Песчаный и гравийный
|
Супесчаный
|
Суглинистый
|
Глинистый
|
Лессовый сухой
|
|
1
|
1,50
|
1,25
|
1,00
|
1,00
|
1,00
|
|
2
|
3,00
|
2,40
|
2,00
|
1,50
|
2,00
|
|
3
|
4,00
|
3,60
|
3,25
|
1,75
|
2,50
|
|
4
|
5,00
|
4,40
|
4,00
|
3,00
|
3,00
|
15.9. Запрещается движение техники вблизи
траншеи при нахождении в ней людей.
Перед
допуском рабочих в котлованы, глубиной более 1,3 м должна быть проверена
устойчивость откосов или крепления стен. Количество лестниц в траншее должно
быть из расчета 2 лестницы на 5 человек, а в рабочих котлованах следует
устанавливать 4 лестницы. На всех применяемых лестницах должен быть указан
инвентарный номер, дата следующего испытания, принадлежность подразделению.
Испытание лестниц проводится: деревянных - 1 раз в 6 месяцев, металлических - 1
раз в 12 месяцев.
Ступени
деревянных лестниц должны быть врезаны в тетиву и через каждые 2 метра
скреплены стяжными болтами диаметром не менее 8 мм.
В
местах перехода через траншею над нефтепроводом необходимо пользоваться только
инвентарными мостиками, имеющими не менее одной промежуточной опоры.
Меры
безопасности при врезке вантузов в нефтепровод
15.10.
Врезка вантуза проводится с оформлением наряда-допуска на огневые работы. При
проведении работ обязательно должен быть организован контроль за
загазованностью воздуха в рабочей зоне.
15.11.
Применяемые при монтаже вантуза материалы, оборудование должны соответствовать
требованиям раздела 3.
15.12.
Устройство котлована должно производиться в соответствии с требованиями раздела
2 и п.п. 15.5-15.9.
Приварку
патрубка вантуза к трубопроводу следует проводить при давлении в нефтепроводе
не выше 2,5 МПа.
Выполнение
работ по вырезке отверстия вантузной задвижки должно проводиться не менее,
чем двумя рабочими: выполняет работу один (непосредственно работает с
приспособлением), наблюдает за ходом работы другой (находится возле пульта
управления, при необходимости производит включение-отключение оборудования).
После
включения двигателя проверить направление вращения режущего диска (фрезы), при
необходимости его смены, изменить положение двух фаз в сетевой вилке.
Меры безопасности
при работе с линейными задвижками и откачке нефти из отключенного участка
15.13.
Проведение работ по подготовке линейных задвижек и проверке их герметичности
должно выполняться с оформлением нарядов-допусков на газоопасные, огневые
работы и работы повышенной опасности.
Газоопасные
работы проводятся в соответствии с Типовой инструкцией по организации
безопасного проведения газоопасных работ и Инструкцией по организации
безопасного проведения газоопасных работ на объектах магистральных
нефтепроводов, разработанной в ОАО МН.
15.14.
При отключении участка нефтепровода, задвижки, закрытые по телемеханике
проверяются на полное закрытие вручную. Линии, питающие электропривод задвижек
отключаются с созданием видимого разрыва, штурвалы ручного управления снимаются
и убираются, вывешиваются плакаты «Не включать! Работают люди!».
Запрещается
нахождение в месте производства работ лиц, не связанных с выполнением данной
работы. Опасная зона места производства работ должна быть огорожена, выставлены
предупредительные знаки.
15.15.
Осветительное, насосное оборудование, вентиляторы, применяемые для
проветривания рабочей зоны, газоанализаторы для контроля воздушной среды должны
иметь взрывозащищенное исполнение. На электрооборудовании должен быть
указан уровень взрывозащиты, при отсутствии знаков
взрывозащиты
- его использование запрещается.
15.16.
До сброса нефти в резинотканевые резервуары, сборно-разборные емкости,
автоцистерны, необходимо установить выравнивающие перемычки из гибкого медного
кабеля сечением 16 мм2 между ними и трубопроводом. Запрещается слив нефти падающей
струей.
15.17.
Работы, связанные с возможным выделением взрывоопасных продуктов, должны
выполняться с применением инструмента, не дающего искр, в соответствующей
спецодежде и спецобуви, не имеющих металлических подков. Освещение рабочих
площадок должно проводится светильниками и прожекторами во взрывозащитном исполнении. Для
местного освещения необходимо применять светильники во взрывозащищенном исполнении
напряжением не более 12 В или аккумуляторные лампы, соответствующие по
исполнению категории и группе взрывоопасной смеси.
15.18.
Для защиты органов дыхания работающих внутри полости трубопровода и в колодце
должны применяться шланговые противогазы. Использование фильтрующих
противогазов запрещается.
Срок
единовременного пребывания работающего в шланговом противогазе определяется
нарядом-допуском, но не должен превышать 15 мин, с последующим отдыхом на
чистом воздухе не менее 15 минут.
Работа
в котловане или колодце без средств защиты органов дыхания может быть разрешена
ответственным за безопасное производство работ, если содержание кислорода в
котловане или колодце составляет не менее 20 %, а содержание
вредных паров и газов в котловане или колодце не превышает предельно-допустимых
концентраций (ПДК) вредных веществ в воздухе рабочей зоны (для углеводородов
нефти не более 300 мг/м3).
В
любом случае, у каждого работающего в котловане или колодце должен быть
шланговый противогаз в положении «наготове» и спасательный пояс с закрепленной
на нем сигнально-спасательной веревкой.
Место
проведения газоопасной работ должно быть обозначено (ограждено), а при
необходимости выставлены посты с целью исключения пребывания посторонних лиц в
опасной зоне.
15.19.
Работы по откачке нефти являются газоопасной работой и должны проводиться с
оформлением наряда-допуска на газоопасные работы.
Площадка,
на которой устанавливаются насосные агрегаты, включая трубопроводную обвязку,
должна быть ограждена.
Лица,
не занятые на производстве работ по откачке нефти, должны быть удалены за
пределы огражденной территории на безопасное расстояние, не менее чем на 50 м.
Нахождение лиц, не занятых обслуживанием насосных агрегатов, на территории не
допускается.
При
производстве работ должен быть организован контроль загазованности с отбором
пробы газа в непосредственной близости от работающих насосных агрегатов.
15.20. Основные насосные агрегаты, используемые для откачки и
закачки нефти, должны быть укомплектованы обратными клапанами и отсекающими
задвижками. На вантузах закачки нефти должны быть установлены обратные клапаны.
Для
исключения провиса, прогиба и разгерметизации соединительных элементов металлорукавов
и рукавов оплеточных, непосредственное соединение их к приемному и выкидному
патрубкам основных и подпорных насосов не допускается. Соединение должно быть
выполнено через специальные соединительные отводы («гусаки»), рассчитанные на
рабочее давление на приеме Ду 150, Ру 2,5 МПа,
на напорном патрубке Ду 100-150, Ру 6,3 МПа.
15.21.
Дизельные приводы основных насосных агрегатов и электростанции должны иметь
искрогасители, устанавливаемые перед производством работ на выхлопной трубе.
Основные
и подпорные насосы, электростанции должны быть заземлены штатными заземлителями
и заземляющими проводниками.
Питающие
кабели приводов насосных агрегатов и прожекторов должны быть проложены на
штатных подставках.
15.22.
При заправке топливом двигателя и привода работающих насосных агрегатов должны
соблюдаться следующие меры безопасности:
-
обеспечен беспрепятственный подъезд к насосным агрегатам, исключающим
переезд через линии обвязки, силовые кабели. В случае необходимости должны быть
обустроены переезды через коммуникации, исключающие их повреждение;
-
расстояние между топливозаправщиком и заправляемым агрегатом,
должно быть не ближе 1,5 м;
-
топливозаправщик должен быть заземлен штатным заземляющим
устройством;
-
двигатели привода генератора (автомобиля) и привода основного
насоса должны быть выключены;
-
вантузы, установленные на откачиваемом и
закачиваемом нефтепроводах, должны быть закрыты.
15.23. При обнаружении утечек нефти из трубопровода и
соединительных деталей, обвязки откачивающих агрегатов устранение утечки должно
проводиться только при выключенных агрегатах, закрытых задвижках на приемной и
напорной линиях, отсутствии избыточного давления в полости трубопроводов и
насосов.
Замазученность
образованная в результате утечки, должна быть убрана.
Для
обеспечения пожарной безопасности в месте установки насосных агрегатов должны
находиться в постоянной готовности пожарные автомобили из расчета на 1...3
насосных агрегата ПНА, ПНУ - 1 пожарная машина, на 4...7 насосных агрегата - 2 пожарные машины.
На
узлах ближайших линейных задвижек и насосных агрегатах, для контроля давления в
опорожняемом нефтепроводе и на участке закачки нефти, должны быть установлены
манометры.
При откачке нефти из освобождаемого участка нефтепровода в
передвижные емкости, заполнение производится только на 90 % емкости. Не
допускается налив нефти в емкость падающей струей.
15.24. Работы по освобождению нефтепроводов и закачке нефти в
нефтепровод должны выполняться с соблюдением мер безопасности, указанными в п. 6.61.
Меры
безопасности при выполнении работ по вырезке дефектных труб, «катушек»,
задвижек, соединительных деталей
15.25. Работы по вырезке «катушек» должны проводиться с
оформлением наряда-допуска на газоопасные работы. При производстве работ должен
быть организован контроль воздушной среды на загазованность.
15.26.
Используемый инструмент и приспособления должны эксплуатироваться в соответствии
с Правилами безопасности при работе с инструментом и приспособлениями,
заводскими инструкциями по эксплуатации.
Перед
началом работ по вырезке «катушек», станции катодной и дренажной защит (должны
быть отключены на расстоянии не менее 10 км в обе стороны от места производства
работ) и высоковольтные линии (на ремонтируемом участке).
15.27. Применяемое оборудование должно быть исправным, иметь
заводские паспорта, паспорта-формуляры. Техническое обслуживание оборудования
должно проводиться в соответствие с утвержденными графиками.
15.28.
При производстве работ все технические средства, не используемые в работе,
должны находиться за пределами зоны производства работ, на расстоянии не менее
100 м.
15.29.
Работы при резке труб машинами должны выполняться с соблюдением мер
безопасности, указанными в п.п. 7.12,
7.14.
15.30.
Во время работы труборезных машин, категорически запрещается
нахождение в траншее людей. Подача охлаждающей жидкости должна быть
организована с бровки траншеи.
15.31. Осветительное,
насосное оборудование, вентиляторы, применяемые для проветривания рабочей зоны,
газоанализаторы для контроля воздушной среды должны иметь взрывозащищенное исполнение. На электрооборудовании должен быть
указан уровень взрывозащиты, при отсутствии
знаков взрывозащиты - его использование запрещается.
15.32.
Все применяемое электрооборудование и электроинструменты должны иметь
заземление и подлежат занулению отдельной жилой кабеля с сечением жилы не менее
сечения рабочих жил.
Для
защиты персонала от поражения электрическим током при пробое изоляции
электрифицированных механизмов и электроинструмента они должны быть оборудованы
устройствами защитного отключения УЗО.
Заземление
автономных передвижных источников питания с глухо-заземленной нейтралью для
питания труборезных машин должно быть не более 4 Ом, электроустановок с
изолированной нейтралью мощностью до 100 кВА не более 10 Ом.
Электроинструмент
и вспомогательное оборудование к нему (трансформаторы, кабели-удлинители и
т.д.) должны подвергаться периодической проверке не реже 1 раза в 6 месяцев. На
корпусе электроинструмента должны быть указаны инвентарные номера и даты
следующих проверок, а на понижающих трансформаторах - инвентарный номер и дата
следующего испытания.
15.33.
Взрывные работы разрешается проводить при концентрации горючих паров и газов не
выше предельно-допустимой концентрации по санитарным нормам.
Взрывные
работы производятся в соответствие с ПБ 13-01-92 Единые правила безопасности при взрывных работах. Для
проведения взрывных работ необходимо наличие лицензии Госгортехнадзора России
на данный вид деятельности.
К
взрывным работам допускаются лица мужского пола не моложе 20 лет, прошедшие
специальное обучение и проверку знаний, вводный инструктаж и инструктаж на
рабочем месте. Взрывник допускается к самостоятельному производству взрывных
работ после стажировки в течение 1 месяца под руководством опытного взрывника.
15.34.
Взрывнику под роспись должны быть выданы инструкция по охране труда, проект
производства работ, наряд-путевка на производство взрывных работ. Производство
взрывных работ производится по наряду-допуску на производство работ повышенной
опасности.
15.35.
Не допускаются курение, нахождение открытого огня на расстоянии ближе 100 м от
мест нахождения взрывчатых веществ (ВВ). Запрещается допуск граждан, кроме
взрывников и охраны, ближе 100 м от места хранения или применения ВВ.
15.36.
Перевозка ВВ осуществляется в передвижном складе. Все ВВ должны находиться в
заднем отсеке, а средства инициирования в передней части, в сейфе. ВВ должны
быть проложены мягкими прокладками для исключения трения друг о друга.
Удлиненные кумулятивные заряды должны надежно закрепляться для исключения
трения во время перевозки.
Доставка
взрывчатых материалов (ВМ) со складов непосредственно к месту производства
работ осуществляется согласно Инструкции по безопасной перевозке взрывчатых
материалов.
При
совместной доставке средств инициирования (СИ) и ВВ взрывник может переносить
не более 12 кг ВМ.
15.37.
При выполнении работ не допускается:
-
наносить удары и нарушать форму ВМ;
-
оставлять ВМ без присмотра;
-
выдергивать или тянуть провода электродетонаторов;
-
применять ВМ не по назначению;
-
вставлять электродетонатор в бобышку с приложением большого
усилия.
15.38.
Все электрокабели, электроустановки, контактные провода, находящиеся в опасной
зоне, должны быть обесточены с момента монтажа электровзрывной сети. Их
включение должно осуществляться только после сигнала отбоя об окончании
взрывных работ.
15.39.
Электровзрывная сеть должна быть двухпроводной. Использовать в качестве
проводника трубопровод, землю, рельсы запрещается. Запрещается монтировать
электровзрывную сеть от источника тока.
Присоединение
проводов к взрывному прибору следует проводить в месте укрытия взрывника.
15.40. Для предотвращения загорания нефти, котлован перед
проведением взрыва заполняется воздушно-механической пеной на высоту не менее 1
м над трубой.
Пожарные
машины должны находиться за границей опасной зоны.
15.41. После установки
зарядов, окончания монтажа электровзрывной сети и подачи пены руководитель
взрывных работ должен убедиться в отсутствии людей в опасной зоне, взрывник
должен проверить исправность электровзрывной цепи, подать боевой сигнал (два
продолжительных свистка) и произвести подрыв зарядов.
Выход
взрывника из укрытия после взрыва разрешается не ранее, чем через 5 минут и
только после отсоединения электровзрывной сети от источника тока и замыкания
концов проводов накоротко.
После
взрыва взрывник тщательно осматривает место реза и, убедившись, что заряды
взорвались, подает сигнал отбоя (три коротких свистка).
15.42. Если при подаче напряжения взрыва не произошло,
взрывник обязан отсоединить от прибора (источника тока) электровзрывную цепь,
замкнуть ее концы накоротко и взять с собой ключ от взрывной машинки. Выходить
из укрытия, для выяснения причины отказа можно не ранее, чем через 10 минут,
независимо от типа применяемых детонаторов. Место отказа обозначается красным
флажком.
15.43.
Если детонатор сработал, а взрыва не произошло, возможны следующие варианты:
-
детонатор взорвался, а полукольцо заряда осталось без изменения
(нет вмятин, форма сечения не нарушена). Необходимо в бобышку заряда установить
новый электродетонатор, смонтировать магистраль и произвести повторный взрыв;
-
детонатор взорвался и пробил заряд (на поверхности имеются
вмятины). Необходимо демонтировать отказавший заряд, а на его место установить
новый и провести повторный взрыв.
Дефектный
заряд уничтожается только взрыванием в отведенном месте, указанном
ответственным руководителем взрывных работ.
15.44.
В случае приближения грозы, взрывные работы должны быть прекращены.
Если
электровзрывная цепь была смонтирована до грозы, то перед грозой необходимо
произвести взрыв или отсоединить провода от электродетонаторов, концы проводов
заизолировать.
Меры
безопасности при герметизации полости труб нефтепровода
15.45.
Работы по герметизации полости нефтепровода являются газоопасной работой и
должны проводиться с оформлением наряда-допуска на газоопасные работы. При
производстве работ должен быть организован контроль воздушной среды на
загазованность.
15.46. Тампоны-герметизаторы должны применяться при
температуре окружающего воздуха от минус 4 до плюс 25 °С. В других условиях должны применяться другие виды
перекрывающих устройств и материалов.
Работы
по установке тампонов-герметизаторов и перекрытию внутренней полости
трубопровода должны проводиться при отсутствии в нем избыточного давления и
притока нефти.
Повторное
применение тампонов-герметизаторов на нефтепроводе запрещено.
Тампон-герметизатор
должен обеспечивать герметичность перекрытия полости трубопровода в течение не
менее 24 ч.
15.47.
Тампон-герметизатор, в соответствии с удерживаемой им допустимой величиной
гидростатического давления в трубопроводе, должен устанавливаться на
ремонтируемых участках с уклоном не более 22 градусов.
15.48.
Для возможности установки герметизаторов внутренняя поверхность трубопровода должна
быть полностью очищена от нефти, парафина, грязи и окалины.
15.49.
Длина очищенного участка должна быть не менее длины перекрывающего устройства и
расстояния от торца трубы до перекрывающего устройства.
15.50.
Для проведения работ по набивке тампонов должна назначаться бригада в составе
не менее 6 человек (из них: один работающий внутри труб и 2 человека
страхующих).
При
выполнении работ внутри трубы, для страховки работника необходимо использовать
монтажный пояс со страховочной веревкой, для защиты органов дыхания должны
применяться шланговые противогазы. Использование фильтрующих противогазов
запрещается.
Срок
единовременного пребывания работающего в шланговом противогазе определяется
нарядом-допуском, но не должен превышать 15 мин, с последующим отдыхом на
чистом воздухе не менее 15 мин.
15.51.
Запрещается трамбовка глиняного тампона способами и механизированными
устройствами, не допущенных к применению в установленном порядке.
15.52.
В ночное время освещение рабочего котлована должно осуществляться прожекторами
или светильниками во взрывобезопасном
исполнении.
Для
местного освещения необходимо применять светильники напряжением не более 12 В,
или аккумуляторные фонари (включать и выключать их следует за пределами
взрывоопасной зоны).
После
установки тампона, пребывание людей у открытых торцов должно быть снижено до
минимума - только для выполнения необходимых технологических операций.
Запрещается
нахождение на месте работ лиц, не связанных с выполнением данной работы.
Меры безопасности
при подготовке и производстве сварочно-монтажных
работ
15.53.
Запрещается при подгонке «катушек», резке торцов труб находится напротив
открытых концов трубопровода, а также присутствовать лицам, не участвующим при
выполнении данных операций.
Производство
сварочно-монтажных работ должно осуществляться с оформлением наряда-допуска на
огневые работы. При производстве работ должен быть организован контроль
воздушной среды на загазованность.
15.54.
Применяемые при проведении работ сварочное оборудование, переносной
электроинструмент, освещение, средства индивидуальной защиты должны
соответствовать требованиям Правил устройства электроустановок, Правил
эксплуатации электроустановок потребителей.
15.55.
К проведению сварочных работ и работ с переносным электроинструментом допускаются
лица, прошедшие предварительное обучение, проверку знаний инструкций по охране
труда, имеющие запись в квалификационном удостоверении о допуске к выполнению
работ с переносным электроинструментом и группу по электробезопасности не ниже II.
Ответственный
за проведение работ должен иметь группу по электробезопасности не ниже, чем у
подчиненного персонала, и в своей работе руководствоваться требованиями
Межотраслевых правил по охране труда (правил безопасности) при эксплуатации
электроустановок.
15.56.
Перед началом электросварочных работ необходимо проверить исправность изоляции
сварочных кабелей и электрододержателей, а также плотность соединений всех
контактов.
Расстояние
от сварочных кабелей до баллонов с кислородом должно быть не менее 0,5 м, до
баллонов с горючими газами - не менее 1 м.
Использование
самодельных электрододержателей и электрододержателей с нарушенной изоляцией
рукоятки запрещается.
Кабели,
подключенные к сварочным аппаратам, распределительным щитам и другому
оборудованию, а также в местах сварочных работ, должны быть надежно изолированы
от действия высокой температуры, химических воздействий и механических
повреждений.
При
пользовании электроинструментом, ручными электрическими машинами, переносными
светильниками их провода и кабели должны подвешиваться.
Переносной
электроинструмент, светильники, ручные электрические машины должны быть
подключены только через устройство защитного отключения (УЗО).
Сопротивление
заземляющего устройства, к которому присоединены нейтрали генераторов, трансформаторов,
должно быть не более 4 и 8 Ом соответственно при линейных напряжениях 380 и 220
В.
15.57.
При работе со шлифмашинкой запрещается:
-
работать без спецодежды и обуви, средств защиты головы и глаз;
-
снимать защитный кожух рабочего круга;
-
применять круги, допустимая скорость вращения которых меньше
скорости вращения шлифмашинки;
-
производить торможение рабочего круга рукой;
-
класть шлифмашинку до полной остановки рабочего круга;
-
производить замену или закрепление рабочего круга без отключения
шлифмашинки от сети.
Запрещается
оставлять
без надзора электроинструмент, присоединенный к сети, а также передавать его
лицам, не имеющих допуска к работе с ним.
15.58.
Запрещается работа с электроинструментом:
-
при повреждении штепсельного соединения, кабеля или его защитной
трубки;
-
при нечеткой работе выключателя;
-
при вытекании смазки из редуктора;
-
при появлении дыма;
-
при повышенном шуме, стуке, вибрации;
-
при поломке или появлении трещин в корпусе, защитном экране;
-
при исчезновении электрической связи между металлическими частями
корпуса и нулевым защитным штырем питающей вилки.
15.59. На корпусе электросварочного аппарата должен быть
указан инвентарный номер, дата следующего измерения сопротивления изоляции и
принадлежность подразделению.
15.60.
Запрещается проведение сварочных работ во время снега или дождя без применения
навеса над местом производства работ и ветра со скоростью свыше 10 м/сек.
Запрещается
проведение сварочно-монтажных и погрузочно-разгрузочных работ в грозу.
При
оставлении места работы сварщик должен отключить сварочный аппарат.
При
транспортировании газовых баллонов на них должны быть навернуты колпаки, кроме
того, на баллонах с горючими газами на боковом штуцере должны быть установлены
заглушки.
Совместная
транспортировка кислородных баллонов и баллонов с горючими газами не
допускается. В исключительных случаях допускается одновременная транспортировка
не более 10 баллонов с кислородом и горючими газами (суммарно).
Запрещается
нахождение людей в кузове автомашины при транспортировании баллонов.
15.61.
Баллоны должны подвергаться техническому освидетельствованию. На горловине
баллона должна быть выбита дата следующего освидетельствования. Использование
баллонов с истекшим сроком освидетельствования не допускается.
Расстояние
от баллонов до источников открытого огня должно составлять не менее 5 м.
Баллоны должны быть защищены от воздействия прямых солнечных лучей.
Редукторы,
используемые для снижения давления, должны быть окрашены в тот же цвет, что и
баллон. Пользоваться редукторами, имеющими неисправные или с истекшим сроком
поверки манометры, запрещается.
Замерзшие
редукторы допускается отогревать только горячей водой.
Запрещается
подогревать баллоны для повышения давления.
15.62.
Общая длина рукавов для газовой резки должна быть не более 30 м, рукав должен
состоять не более чем из трех отдельных кусков, соединенных между собой
двухсторонними гофрированными ниппелями, закрепленных хомутами.
Рукава
необходимо ежедневно осматривать на наличие трещин и надрезов.
Рукава
для газовой резки, редукторы, газовые горелки должны подвергаться периодическим
испытаниям.
15.63.
При выполнении газоопасных работ должен применяться инструмент не дающий искр.
Основные меры
безопасности при заполнении нефтью
15.64.
Работы по заполнению нефтепровода нефтью должны производиться с оформлением
наряда-допуска на газоопасные работы и должны выполняться в порядке, указанном
в разделе 12.
В
зоне проведения работ по выпуску газовоздушной смеси не должны находиться люди
и техника, не связанные с выполнением данной работы.
В
плане производства работ должны быть предусмотрены мероприятия по отводу
газовоздушной фракции на расстояние, обеспечивающее безопасное
производство работ в колодце или на месте установки вантуза (приямке).
Запрещается
производство работ по выпуску газовоздушной смеси из нефтепровода во время
грозы.
15.65. При выполнении работ в ночное время необходимо обеспечить
освещение рабочего места. Осветительные приборы должны быть во взрывобезопасном
исполнении, для местного освещения необходимо применять светильники напряжением
не более 12 В или аккумуляторные фонари (включать и выключать их следует за
пределами взрывоопасной зоны). Радиотелефоны (переносные средства связи,
используемые в пределах взрывоопасных зон) должны быть исполнения не ниже 1 Ex i II А ТЗ (искробезопасная электрическая
цепь) и иметь на корпусе соответствующую маркировку взрывозащиты.
Не
допускается осуществлять выпуск газовоздушной фракции в сторону линий
электропередач, трансформаторных пунктов, расположенных на расстоянии менее 20
м от вантуза.
Меры безопасности
при изоляционных работах
15.66.
Работы по нанесению изоляции на отремонтированный участок нефтепровода должны
проводиться с оформлением наряда-допуска на газоопасные работы. Перед
проведением работ по очистке и изоляции, необходимо провести контроль воздушной
среды на загазованность.
15.67.
Запрещается применение открытого огня при очистке нефтепровода от изоляции.
При
производстве изоляционных работ размещение битумоплавильного котла с
применением открытого огня разрешается не ближе 50 м от нефтепровода.
При
приготовлении грунтовки битум, нагретый до температуры не выше 180°, должен
вливаться в бензин, а не наоборот.
При
работе с грунтовками и растворителями запрещается:
-
применять этилированный бензин и бензол;
-
хранить и транспортировать их в открытой таре;
-
бросать заполненную тару при погрузке и выгрузке, вывинчивать
пробки и открывать крышки, ударяя по ним металлическими предметами, вызывающими
искрообразование;
-
перемешивать и переливать их ближе 50 м от открытого огня.
15.68.
В месте приготовления битумно-полимерной мастики постоянно должен находиться
комплект противопожарных средств:
-
ящик с сухим песком;
-
лопаты;
-
технический войлок, брезент или асбестовое полотно;
-
углекислотный огнетушитель ОУБ-7 (один на котел).
15.69. При возгорании в котле битумно-полимерной мастики
необходимо плотно закрыть котел крышкой и потушить топку.
Запрещается
тушить горящий битум водой или снегом.
15.70. Переноска разогретых битумно-полимерных мастик разрешается только в специальных бачках (усеченный
конус с расширением книзу, с плотно закрывающейся и запирающейся крышкой).
Подача
разогретой битумно-полимерной мастики в траншею в таре передачей из рук в руки
- запрещается. Для подачи в траншею емкостей с разогретыми изоляционными
мастиками, по возможности, должны применяться грузоподъемные механизмы.
15.71.
При применении полимерных пленок запрещается:
-
разводить открытый огонь ближе 50 м от мест хранения пленки;
-
перевозить одновременно в кузове автомашины людей и пленку.
15.72.
При осуществлении контроля сплошности нанесенного изоляционного покрытия
искровым дефектоскопом, запрещается нахождение в траншее посторонних лиц. Дно
траншеи должно быть спланировано; персонал, проводящий контроль, должен быть
обеспечен средствами индивидуальной защиты от напряжения (диэлектрические боты
и перчатки). Запрещается проведение работ по контролю сплошности изоляции
искровым дефектоскопом во время дождя или снега.
Контроль
воздушной среды при проведении огневых, газоопасных работ
15.73.
Контроль воздушной среды на объектах магистрального нефтепровода проводится с
целью обеспечения нормальных условий труда, предотвращения острых или
хронических отравлений обслуживающего персонала или развития у них
профессиональных заболеваний, а также с целью предупреждения возникновения
опасных концентраций паров и газов, которые могут повлечь за собой взрывы и
пожары.
Пары
и газы углеводородов нефти согласно ГОСТ
12.1.007 по степени воздействия на организм человека относятся к четвертому
классу опасности (малоопасные).
15.74.
Предельно допустимая концентрация (ПДК) в воздухе рабочей зоны для
углеводородов нефти составляет 300 мг/м3.
ПДК - это концентрация, которая при ежедневной работе в
пределах 8 ч в течение всего рабочего стажа работника не может вызвать у
работающего заболеваний или отклонений в состоянии здоровья, обнаруживаемых
современными методами исследования, непосредственно в процессе работы или в отдаленные
сроки.
15.75.
С целью обеспечения пожаро-взрывобезопасности для всех работ установлена
предельно-допустимая взрывобезопасная
концентрация (ПДВК), она составляет 5 % величины нижнего предела
концентрационного предела распространения пламени и составляет для паров нефти
2100 мг/м3.
15.76. Отбор и анализ проб воздушной среды осуществляют лица,
прошедшие специальную подготовку, сдавшие аттестационный экзамен в присутствии
представителя Госгортехнадзора России и получившие допуск на проведение данного
вида работ. Обязанности по проведению анализа воздушной среды возлагаются
приказом по предприятию, основанием для которого служит протокол
экзаменационной комиссии. Лицо, проводящее анализ воздушной среды, должно иметь
при себе удостоверение.
15.77. Для проведения анализа воздушной среды должны
использоваться газоанализаторы, включенные в Государственный Реестр средств
измерения России, Свидетельство на взрывозащиту,
имеющие разрешение Госгортехнадзора России на применение на подконтрольных ему
объектах и прошедшие государственную поверку в территориальных органах
Госстандарта России. Документом, удостоверяющим государственную поверку
прибора, является Свидетельство, которое должно находиться вместе с прибором.
Для
проведения замеров состояния воздушной среды должны использоваться
газоанализаторы предназначенные для определения предельно допустимых
концентраций (ПДК) веществ в воздухе рабочей зоны (в весовых (мг/м3)
или объемных величинах (% об.).
15.78.
Запрещается использование сигнализаторов для проведения замеров состояния
воздушной среды. Показания этих приборов не допускается заносить в
наряды-допуски.
Сигнализаторы
горючих газов СГГ-4М, СГГ-14 и
др. могут использоваться только для текущего контроля довзрывоопасных концентраций
горючих паров и газов. В них, при достижении заданного уровня загазованности,
предусмотрена подача световой и звуковой сигнализации.
15.79.
За приборами, находящимися в эксплуатации, должно быть закреплено ответственное
лицо (из числа специалистов), которое должно следить за исправностью и
работоспособностью приборов, за своевременностью проведения технического
обслуживания и государственной поверки.
Запрещается
пользоваться газоанализаторами не прошедшими государственную поверку или с
просроченным сроком поверки, не имеющими паспорта и сертификаты.
15.80. На каждом предприятии должна быть разработана
Инструкция по охране труда при отборе и анализе проб воздушной среды (по
контролю воздушной среды). Данная инструкция разрабатывается на основе Типового
положения по организации контроля воздушной среды на подконтрольных
Госгортехнадзору России объектов с химическими процессами, утвержденного
Госгортехнадзором СССР 15.11.1977 г., с учетом специфических особенностей
предприятия.
К
наряду-допуску должна быть приложена схема с указанием мест отбора проб
воздушной среды.
15.81.
Контроль воздушной среды проводится до и после выполнения всех подготовительных
мероприятий, предусмотренных нарядом-допуском. Первичный контроль воздушной
среды должен проводиться в присутствии лиц, ответственных за подготовку и
проведение работ, текущие замеры - в присутствии ответственного за проведение
работ.
Воздушная
среда должна контролироваться непосредственно перед началом работ, после
каждого перерыва в работе и в течение всего времени выполнения работ с периодичностью
указанной в наряде-допуске, но не реже чем через один час работы, а также по
первому требованию работающих.
15.82.
При выборе точек контроля необходимо учитывать место и характер проведения
работ, а также метеорологические условия (температуру воздуха, направление и
скорость ветра).
Результаты
анализа газовоздушной среды сообщаются ответственным лицам и заносятся в
наряд-допуск и журнал контроля воздушной среды.
15.83.
Контроль воздушной среды в траншеях (котлованах) проводится только после
очистки траншеи и поверхности трубопровода от остатков нефти и горючих
материалов. Воздушная среда должна контролироваться не менее чем в 3-х точках
по всей длине траншеи, плюс 1 точка на каждые 10 м увеличения длины траншеи.
15.84. Точки контроля воздушной среды в траншее должны
находиться не выше 0,5 м от дна и как можно ближе к возможным источникам
выделения паров и газов или мест их скопления.
Газоопасные
работы в траншее (безогневая резка трубы машинами «Фаин»
и МРТ, набивка глиняного тампона и др.) можно
проводить, если концентрация паров и газов в котловане не превышает ПДВК
(2100 мг/м3).
Огневые
работы в траншее проводятся, если концентрация не превышает ПДК
(300 мг/м3).
15.85.
При проведении огневых работ по замене «катушки» (задвижки, соединительных
деталей) дополнительно необходимо контролировать воздушную среду по периметру
глиняного тампона или другого герметизирующего устройства до тех пор пока
участок трубопровода не будет «закрыт» «катушкой» (задвижкой).
15.86.
При наличии вблизи ремонтного котлована амбара с нефтью, необходимо проводить
замеры концентраций паров нефти по границам земляного амбара - с подветренной
стороны, а так же в самом котловане через 30 мин. При распространении
парогазового облака в сторону ремонтного котлована, работы на этом участке
следует приостановить и принять меры по уменьшению интенсивности испарения
нефти с ее поверхности в амбаре (поверхность нефти покрыть твердеющей пеной или
эмульсионной пленкой, затрудняющей испарение; откачивать нефть в другой
нефтепровод или новый сборник, удаленный от места работы на большее расстояние
и т.п.) или вентилированием рабочей зоны переносными вентиляторами во взрывобезопасном
исполнении.
15.87.
Контроль воздушной среды в трубопроводах проводится только после их опорожнения
и сброса давления до атмосферного. Воздух во внутренней полости трубопровода
контролируется у нижней образующей трубы через разболченные
соединения (фланцевые, резьбовые и др.) или просверленные отверстия с помощью
воздухозаборной трубки, при этом необходимо исключить подсос свежего воздуха
закрытием всех непредусмотренных отверстий.
Если
для контроля воздушной среды в трубопроводах используются приборы с
конвекционно-диффузионным способом забора воздуха, необходимо на
датчик надеть колпачок, снабженный двумя штуцерами и обеспечить с помощью
насоса и воздухозаборной трубки непрерывный проток анализируемого воздуха через
датчик до стабилизации показаний прибора.
15.88. Контроль воздушной среды в колодце проводится не ранее
чем через 15 мин после открытия крышки и проветривания. Воздух следует
контролировать на высоте не выше 0,5 м от дна
колодца или поверхности жидкости, находящейся в колодце, способом опускания
прибора на веревке или с помощью удлинительной воздухозаборной трубки.
15.89.
Контроль воздушной среды при газоопасных и огневых работах могут выполнять
работники, прошедшие специальную подготовку, получившие допуск к выполнению
данного вида работ, знающие устройство и правила пользования средствами
индивидуальной защиты органов дыхания (СИЗОД) и допущенные к работе в
противогазах по состоянию здоровья, а также знающие характер действия вредных
веществ на организм человека и умеющие оказывать первую
доврачебную помощь.
15.90.
Лицо, проводящее анализ воздушной среды должно быть в спецодежде,
удовлетворяющей требованиям взрывобезопасности, и иметь при себе фильтрующий
противогаз.
Для
контроля воздушной среды в газоопасных местах должны использоваться только взрывозащищенные приборы. Включать и выключать приборы следует за
пределами опасной зоны.
Контроль
воздушной среды в особо опасных зонах (емкостях, колодцах, траншеях и др.)
необходимо проводить в СИЗОД изолирующего типа в присутствии наблюдающего
(дублера).
При
необходимости контроля воздушной среды в темное время суток, неблагоприятных
погодных условиях, ухудшающих рассеивание паров и газов, а также в условиях
недостаточной видимости (туман, снегопад, сильный дождь и др.) лицо, проводящее
анализ воздуха, должно иметь при себе взрывобезопасный ручной светильник напряжением, не более 12 В и иметь
наблюдающего (дублера).
Средства
индивидуальной защиты и предохранительные приспособления
15.91.
Работники, занятые на работах по замене дефектных участков нефтепроводов должны
быть обеспечены спецодеждой, спецобувью и другими средствами защиты, согласно
Типовым отраслевым нормам бесплатной выдачи одежды, спецобуви и других средств
индивидуальной защиты.
Порядок
выдачи и пользования средствами индивидуальной защиты определяется Правилами
обеспечения работников специальной одеждой, специальной обувью и другими СИЗ.
15.92.
Применяемые спецодежда, спецобувь и другие СИЗ, должны иметь сертификаты
соответствия.
15.93.
Работники не должны допускаться к работе без положенной по нормативам
спецодежды и СИЗ, во время работы должны их правильно применять.
15.94.
Чистка спецодежды струей сжатого воздуха, керосином, бензином, эмульсией,
растворителями не допускается.
15.95.
Члены бригады, выполняющие газоопасные работы в котловане, траншее (линейные
трубопроводчики, монтажники наружных трубопроводов и др.) должны обеспечиваться
спецодеждой для защиты от повышенных температур, имеющей сертификат
соответствия. Перечень рабочих, которым выдается такая спецодежда определяется
лицом, выдающим наряд-допуск.
15.96.
Работникам, производящим работы в лежачем положении или в положении «с колена»,
выдаются маты или наколенники из материала низкой теплопроводности и
водонепроницаемости.
15.97. Средства индивидуальной защиты должны подвергаться
периодическим контрольным осмотрам и испытаниям в порядке и сроки,
установленными техническими условиями на них.
15.98.
Для защиты органов дыхания должны применяться средства индивидуальной защиты
органов дыхания (СИЗОД) - противогазы фильтрующие и шланговые. Исправность
противогаза проверяют периодически по графику, но не реже одного раза в 3
месяца. До и после применения работник должен проверить противогаз на
герметичность согласно инструкции по эксплуатации. Работники должны быть
обучены правилам обращения с противогазами.
15.99.
Для защиты головы работника от механических повреждений, воды, повреждения
электрическим током должны применяться каски. С целью выявления дефектов, каски
подлежат ежедневному осмотру в течение всего срока эксплуатации. Каски не
подлежат ремонту.
15.100. К средствам защиты лица, глаз и органов слуха
работников, выполняющих ремонтные работы на нефтепроводах, относятся щитки
защитные лицевые, очки защитные, противошумные наушники, вкладыши.
15.101. К средствам индивидуальной защиты от падения с высоты
работников, занятых на ремонтных работах на нефтепроводах, относятся
предохранительные пояса и канаты страховочные. На каждом предохранительном
поясе должна быть бирка с инвентарным номером и датой следующего испытания.
Каждый
страховочный канат должен иметь маркировку, включающую:
-
инвентарный номер;
-
значение статического разрывного усилия;
-
дату следующего испытания.
15.102.
При работах в траншеях и котлованах должны применяться коллективные средства
защиты, к которым, в соответствии с ГОСТ
12.4.011, относятся:
-
средства нормализации воздушной среды - вентиляционные установки -
при повышении загазованности в месте проведения работ сверх допустимой
санитарной нормы (300 мг/м3);
-
средства нормализации освещения рабочих мест - искусственное
освещение - при работах в ночное время;
- средства защиты
от поражения током - защитное заземление (зануление) электроустановок,
изолирующие устройства и покрытия - от поражения током при пробое изоляции на
корпус и отказе защиты, знаки безопасности, устройства защитного отключения.
Санитарно-бытовые условия
15.103.
При проведении работ в условиях трассы для работающих создается полевой
городок, в котором должны быть созданы бытовые и санитарные условия в
соответствии с действующими нормами.
15.104.
Обязанность по созданию необходимых жилищных, бытовых и санитарных условий
проживания в полевых городках возлагается на ответственного за производство
работ, назначенного приказом по РНУ (УМН).
15.105. Полевой городок располагается за пределами опасных зон,
но не ближе 100 м от места производства работ.
15.106. До начала основных работ к месту их производства должно
быть доставлено необходимое количество жилых вагон-домиков и передвижная
энергоустановка.
15.107. Каждый работник, занятый ремонтными работами на
нефтепроводах, обеспечивается спальным местом в жилом вагон-домике.
15.108.
Жилые комнаты вагон-домиков обеспечиваются мебелью, умывальником, инвентарем и
постельными принадлежностями.
15.109. Для хранения рабочей одежды вагон-домики должны быть
оборудованы специальными отсеками.
15.110.
Все вагон-домики должны иметь электроосвещение, у входа в них оставляется
дежурное освещение.
15.111.
На территории полевого городка в специально отведенном месте, должна быть
устроена уборная, дорожка к которой в ночное время должна быть освещена.
15.112. В ночное время территория полевого городка должна быть
освещена дежурным освещением.
15.113.
При продолжительности работ на трассе более 12 ч, в полевом городке должно быть
организовано трехразовое горячее питание. При продолжительности работ менее 12
ч, должно быть предусмотрено помещение для обогрева персонала из расчета 1,5 м2 на человека, но
не менее 12 м2.
15.114.
В полевом городке должна быть предусмотрена возможность сушки спецодежды и
спецобуви.
Каждый
вагон-домик должен быть обеспечен аптечкой с полным набором медикаментов в
соответствии с описью.
15.115.
В зимнее время в вагон-домиках должна поддерживаться температура не ниже плюс
18 °С.
15.116. Подключение вагон-домиков к электрической сети
выполняется в соответствии с Правилами устройств электроустановок (ПУЭ).
15.117.
Электрическое отопление должно работать в автоматическом режиме. Проверка
сопротивления изоляции проводки проводится при подключении вагон-домика к сети,
при этом величина сопротивления изоляции должна быть не менее 0,5 МОм.
Вагон-домик, корпуса щитков управления электронагревателей и водонагревателей
подлежат заземлению инвентарным (к вагон-домику) заземлением. Глубина
заземления должна быть не менее 1 м.
15.118. Все проживающие в вагон-домиках обязаны ознакомиться с
инструкцией о мерах пожарной безопасности, которая вывешивается в каждом вагоне
на видном месте.
15.119.
На территории полевого городка должно быть выделено место для курения,
согласованное с пожарной охраной или с лицом, ответственным за пожарную
безопасность городка, обозначенное табличкой с надписью: «Место для курения» и
оборудованное емкостью с водой.
15.120.
Каждый вагон-домик должен быть укомплектован первичными средствами
пожаротушения согласно норм положенности.
15.121.
При эксплуатации электронагревателя, установленного в вагон-домике, необходимо
соблюдение следующих мер безопасности:
-
перед началом работы бак полностью залить водой;
-
проверить плотность соединений (подтекание воды не допускается).
15.122.
На территории полевого городка и в вагон-домике запрещается:
-
загромождать проезды, подъезды, разрывы между вагончиками
материалами, оборудованием, механизмами и т.п.;
-
оставлять на открытых площадках баллоны со сжатым и сжиженным
газом, емкости с ЛВЖ и ГЖ;
-
разводить костры, применять открытый огонь;
-
в вагон-домиках загромождать основные и запасные эвакуационные
выходы, хранить в помещениях взрывчатые вещества, ЛВЖ и ГЖ;
-
применять самодельные нагревательные приборы;
-
пользоваться электропроводкой с поврежденной изоляцией;
-
применять самодельные плавкие вставки;
-
оставлять без присмотра включенные в сеть электроприборы;
-
эксплуатировать электроводонагреватели со снятым защитным
колпаком;
-
осматривать и ремонтировать бытовые электроприборы под напряжением;
-
применять для освещения свечи и другие источники огня;
-
включать в сеть бытовые электроприемники без штепсельного
соединения заводского изготовления;
-
сушить спецодежду и другие СИЗ на поверхности нагревательных
приборов;
-
перегружать элетросеть свыше установленной мощности (более 10
кВт).
Пожарная
безопасность
15.123.
Работы при замене дефектных участков на объектах магистральных нефтепроводов
должны выполняться с соблюдением Правил пожарной безопасности при эксплуатации
магистральных нефтепроводов ОАО «АК
«Транснефть» ВППБ 01-05-99, Правил пожарной безопасности в Российской Федерации
ППБ
01-93*.
15.124.
В соответствии с Положением о разграничении ответственности при проведении
плановых работ на линейной части магистральных нефтепроводов ответственность за
производство огневых работ возлагается на одного из аттестованных в ОАО МН
руководителей РНУ (УМН).
15.125.
Все работники, занятые на ремонтных работах на линейной части магистральных
нефтепроводов, должны пройти противопожарный инструктаж и сдать зачет по
пожарно-техническому минимуму, знать и выполнять инструкции по пожарной
безопасности на рабочем месте, уметь пользоваться первичными средствами
пожаротушения.
15.126.
Непосредственные исполнители огневых работ (электросварщик, газосварщик,
газорезчик) должны иметь квалификационное удостоверение на право выполнения
этих работ, удостоверение о проверке знаний по технике безопасности с талоном
по пожарной безопасности и правил техники безопасности при эксплуатации
электроустановок потребителей (для электросварщиков в объеме не ниже 2
квалификационной группы).
15.127.
Проведение огневых работ при замене дефектных участков на объектах
магистральных нефтепроводов осуществляется, согласно предварительно
составленных и утвержденных ППР, по нарядам-допускам, оформленных в
соответствии с Регламентом оформления нарядов-допусков на огневые, газоопасные
и другие работы повышенной опасности на взрывопожароопасных и пожароопасных объектах МН дочерних акционерных обществ
ОАО «АК «Транснефть».
15.128. На месте производства работ устанавливается
противопожарный режим, определяются места размещения и допустимое количество
горючих материалов, порядок проведения огневых работ. Места для курения разрешается
устраивать на расстоянии, не ближе 100 м от места производства работ,
оборудованном согласно правилам и нормам.
15.129.
Место производства работ, в радиусе 20 м от вскрытой траншеи, должно быть
обозначено (ограждено) предупредительными знаками, в ночное время - освещаться
световыми сигналами, а при необходимости должны быть выставлены посты с целью
исключения пребывания посторонних лиц в опасной зоне. Недопустима
замазученность территории производства работ, нефтью и нефтепродуктами, наличие
на территории сгораемых материалов и т.п.
Запрещается
работа в одежде и обуви, пропитанных нефтью или легковоспламеняющимися
жидкостями.
15.130.
Земляной амбар для нефти устраивается на расстоянии не менее 100 метров от
ремонтного котлована (при температуре наружного воздуха ниже минут 10 °С
допускается это расстояние уменьшить до 50 м). По периметру земляных амбаров (с
учетом направления ветра), на расстоянии 15...20
м, следует устраивать ограждения (из протянутой на высоте 1...1,3 м от земли синтетической ленты, проволоки, веревки и
т.п.) с вывешиванием аншлагов «Огнеопасно, проход, проезд и въезд запрещен».
15.131.
Автомобили, спецтехника, оборудование и механизмы, а также технические
средства, не используемые при работе, следует располагать по отношению к земляным
амбарам и ремонтному котловану с наветренной стороны на расстоянии, не ближе
100 м. Выхлопные трубы от двигателей внутреннего сгорания машин и механизмов
должны быть оборудованы искрогасителями.
15.132.
Освещение рабочих площадок должно производится светильниками и прожекторами во
взрывозащитном исполнении, для местного освещения необходимо
применять светильники во взрывозащищенном
исполнении, напряжением не более 12 В.
15.133. Корпуса передвижных электростанций необходимо заземлить.
Сопротивление заземляющего устройства не должно превышать 25 Ом.
Технические
характеристики работающего оборудования, используемого при ремонтных работах на
нефтепроводах, должны обеспечивать взрывопожаробезопасность
технологических процессов.
15.134.
При проведении работ по замене дефектных участков на объектах магистральных
нефтепроводов должно быть обеспечено круглосуточное дежурство пожарного расчета
на автоцистерне.
Пожарный
автомобиль должен быть заполнен водой и пенообразователем, укомплектован
пожарно-техническим вооружением в соответствии с нормами.
15.135.
На месте проведения огневых работ должны быть следующие первичные средства
пожаротушения:
-
кошма войлочная или асбестовое полотно размером 2 × 2 - 2
штуки;
-
огнетушители порошковые ОП-10, или углекислотные ОУ-10 - 10 штук или один
огнетушитель ОП-100;
-
лопаты, топоры, ломы.
Все
перечисленные средства должны быть окрашены в соответствии с требованиями НПБ-160-97
Цвета сигнальные. Знаки пожарной безопасности.
Самоходная
техника, сварочные агрегаты, компрессоры, задействованные в производстве
подготовительных и огневых работ, должны быть обеспечены не менее чем двумя
огнетушителями ОУ 5-10, ОП 5-10 (каждая единица техники).
15.136.
Перед началом основных работ в ремонтном котловане пожарная автоцистерна
устанавливается не ближе 30 м от места производства работ, развертываются
пожарные рукава, производится опробование качества вырабатываемой пены. Не далее
3 м от края траншеи (котлована) выставляется пожарный пост.
Водитель
пожарной автоцистерны должен постоянно находиться у пульта управления пожарным
насосом и действовать по команде ответственного за производство огневых работ.
Все
средства пожаротушения должны находиться в готовности (исправном состоянии) на
всем протяжении работ. При отрицательной температуре воздуха вода и
пенообразователь в цистерне должны подогреваться для предотвращения их
замерзания.
15.137.
Герметизирующие устройства в нефтепроводе должны обеспечивать надежную
герметизацию ремонтируемого участка. При устройстве глиняных тампонов
приспособление для трамбовки глины следует применять из материала, не дающего
искр при ударах о трубу. После герметизации нефтепровода на ремонтируемом участке
ремонтный котлован и поверхность трубопровода должны быть очищены от остатков
нефти и горючих материалов.
15.138. Перед началом огневых работ необходимо замерить
концентрацию паров нефти в воздухе рабочей зоны для определения возможности
ведения работ. В случае превышения концентрации углеводородов нефти в котловане
значений предельно-допустимых концентраций газов (паров), огневые работы должны
быть немедленно прекращены.
Работы
могут быть возобновлены только после выявления или устранения причин загазованности
и восстановления нормальной воздушной среды не выше ПДК (300 мг/м3).
Ответственный
за пожарную безопасность объекта обязан обеспечить проверку места проведения
огневых работ или других пожароопасных работ в течение 3 ч после их окончания.
Экологическая
безопасность
15.139.
При выполнении строительно-монтажных работ необходимо соблюдать требования
защиты окружающей природной среды, сохранения ее устойчивого экологического
равновесия и не нарушать условия землепользования, установленные законодательством
об охране природы. Работы должны вестись в соответствии с требованиями
Регламента проведения производственного экологического контроля в процессе
эксплуатации и производства работ в дочерних акционерных обществах ОАО «АК
«Транснефть».
15.140.
В местах загрязнения окружающей среды необходимо организовать контроль за
содержанием нефтепродуктов в воде, воздухе и почве с целью определения степени
загрязнения и своевременного принятия мер по устранению причин и последствий
загрязнения.
15.141.
В планах производства работ должны быть указаны мероприятия по охране
окружающей природной среды, разработанные для конкретных условий. При этом
необходимо также учитывать, что вредное воздействие на окружающую среду растет
с увеличением срока ремонта и возрастанием объемов работ.
15.142.
При замене дефектного участка нефтепровода, в процессе выполнения земляных
работ, для сохранения плодородного слоя грунта должны выполняться требования
раздела 2 настоящего Регламента.
15.143.
Сельскохозяйственные и лесные угодья должны быть возвращены в состояние,
пригодное для использования по назначению.
15.144.
Предписания органов Госкомприроды подлежат безусловному выполнению
ремонтно-строительными подразделениями ОАО МН.
15.145.
По окончании ремонтных работ должна быть проведена рекультивация нарушенных
земель согласно РД
39-00147105-006-97.
15.146.
При невозможности восстановления коренной растительности необходимо создавать
ее искусственные формы посевом быстрорастущих видов трав с развитой корневой
системой.
15.147.
Природовосстановительные работы считаются
завершенными, если отсутствуют:
-
участки с невосстановленным растительным покровом;
-
места, загрязненные нефтью, горюче-смазочными материалами,
строительными и бытовыми отходами;
-
места разрушения естественного ландшафта.
Список
использованных источников
1. ГОСТ
12.1.004 Пожарная безопасность. Общие требования
2. ГОСТ
7512-82 Контроль неразрушающий. Соединения сварные. Соединения
трубопроводов. Радиографический метод.
3. ГОСТ
14782-86 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые.
4. ГОСТ
16037-80* Соединения сварные стальных трубопроводов.
5. ГОСТ
25225-82 Контроль неразрушающий. Швы сварных соединений трубопроводов.
Магнитографический метод.
6. ГОСТ
Р51164-98 Трубопроводы стальные магистральные. Общие требования к защите от
коррозии.
7. СНиП 2.05.06-85*
Магистральные трубопроводы.
8. СНиП 21.01-97
Пожарная безопасность зданий и сооружений.
9. СНиП 3.01.01-85*
Организация строительного производства
10. СНиП
3.02.01-87 Земляные сооружения, основания и фундаменты.
11. СНиП III-4-80*
Техника безопасности в строительстве.
12. СНиП III-42-80*
Магистральные трубопроводы.
13. ТУ
1469-001-01297858-01 Приварные муфты и трубки для ремонта действующих МН.
14. ВППБ
01-05-99 Правила пожарной безопасности при эксплуатации магистральных
нефтепроводов открытого акционерного общества «Акционерная компания по
транспорту нефти «Транснефть».
15. ПБ
10-382-00 Правила устройства и безопасной эксплуатации грузоподъемных
кранов.
16. ПБ
13-01-91 Единые правила безопасности при взрывных работах. Утв. постановлением
Госгортехнадзора России от 24.03.92, изм.
1995.
17. ВСН
006-89 Строительство магистральных и промысловых трубопроводов. Сварка.
18. ВСН
008-88 Противокоррозионная и тепловая изоляция.
19. ВСН
011-88 Строительство магистральных и промысловых трубопроводов. Очистка
полости и испытание.
20. ВСН
012-88 Строительство магистральных и промысловых трубопроводов. Контроль
качества и приемка работ.
21. ВСН
31-81 Инструкция по производству строительных работ в охранных зонах
магистральных трубопроводов Министерства нефтяной промышленности. - Уфа:
ВНИИСПТнефть, 1981.
22. РД
39-00147105-006-97 Инструкция по рекультивации земель, нарушенных и
загрязненных при аварийной и капитальном ремонте магистральных нефтепроводов.
23. РД
39-00147105-009-96
Инструкция по перекрытию внутренней поверхности нефтепроводов
тампонами-герметизаторами из резинокордной оболочки. - Уфа: ИПТЭР, 1996.
24. РД
39-00147105-015-98 Правила капитального ремонта МН.
25. РД
153-006-02 Инструкция по технологии сварки при строительстве и капитальном
ремонте магистральных нефтепроводов.
26. РД
153-39ТН-008-96 Руководство по организации эксплуатации и технологии
обслуживания и ремонта оборудования и сооружений НПС.
27. РД
153-39.4-056-00 Правила технической эксплуатации магистральных
нефтепроводов.
28. РД
153-39.4-086-01 Технология сварочно-монтажных
работ по установке ремонтных конструкций (муфт и патрубков) на действующие
магистральные нефтепроводы.
29. РД
153-39.4-114-01 Правила ликвидации аварий и
повреждений на магистральных нефтепроводах. Утв. ОАО «АК «Транснефть», 2001.
30. РД
4849-002-01297858-01 Временная инструкция по
нанесению комбинированных покрытий на основе битумно-полимерных мостик в зимнее время.
31. Правила
охраны магистральных трубопроводов. Утв.
Минтопэнерго, 1992.
32. ПБ 03
440-02 Правила аттестации персонала в области неразрушающего контроля.
33. Положение
об аттестации сварщиков и специалистов сварочного производства системы
магистральных нефтепроводов ОАО «АК «Транснефть».
34. Положение
о взаимоотношениях ведомств, коммуникации которых проходят в одном техническом
коридоре.
35. Регламент
организации работ в охранной зоне нефтепроводов.
36. Регламент
по организации планирования и оформлению остановок магистральных нефтепроводов.
- М.: ОАО «АК «Транснефть».
37. Регламент
оформления нарядов-допусков на огневые, газоопасные и другие работы повышенной
опасности на взрывопожароопасных и пожароопасных объектах МН дочерних акционерных обществ
ОАО «АК «Транснефть».
38. Регламент
проведения производственного экологического контроля в процессе эксплуатации и
производства работ в дочерних акционерных обществах ОАО «АК «Транснефть».
39. Регламент
организации производства ремонтных работ и строительных работ на объектах
магистральных нефтепроводов Утв. ОАО «АК «Транснефть» 23.10.2001 г.
40. Инструкция
по применению и технологии нанесения рулонно-битумных материалов.
Амбар
для хранения нефти
Специально
подготовленная земляная емкость, временное хранилище для приема опорожняемой
нефти с ремонтируемого участка нефтепровода.
Вантуз
Устройство,
присоединенное к трубопроводу для откачки-закачки нефти и для впуска в
трубопровод или для выпуска из трубопровода воздуха.
Дефектный
участок нефтепровода
Участок
трубопровода, имеющий один и более дефектов.
Катушка
Отрезок
трубы, вырезаемый из нефтепровода или отрезок трубы, подготавливаемый для
вварки в нефтепровод и имеющий торцы, обработанные механическим способом или
путем газовой резки с последующей зачисткой, длиной не менее диаметра
трубопровода.
Остановка
перекачки по нефтепроводу
Прекращение
движения жидкости по нефтепроводу в связи с остановкой насосных агрегатов.
Промывка
задвижек
Технологическая
операция, выполняемая для очистки внутренней полости задвижек от шламовых
отложений грязи и посторонних предметов.
Ремонтный
котлован
Место
производства ремонтных работ при замене «катушек», подготовленное на вскрытом
участке трубопровода.
Тампон
Устройство
для временного перекрытия внутреннего сечения трубопровода для изоляции места
проведения огневых и сварочных работ от взрывопожароопасной среды,
исходящей из открытых торцов отрезанного нефтепровода.
«Чопик»
Стальная
пробка конической формы для заделки одиночных дефектов в виде сквозных
отверстий (свищей) и технологических отверстий диаметром до 12 мм.
(информационное)
|
ABC
|
аварийно-восстановительная
служба
|
|
ЛЭС
|
линейная эксплуатационная служба
|
|
МН
|
магистральный нефтепровод
|
|
НПС, ЛПДС
|
нефтеперекачивающая станция;
линейная производственно-диспетчерская станция
|
|
ОАО «АК «Транснефть»
|
открытое акционерное общество
«Акционерная компания «Транснефть»
|
|
ОАО МН
|
открытое акционерное общество
(по эксплуатации) магистральных нефтепроводов
|
|
ПКНТ
|
прибор компенсации
намагниченности трубопровода
|
|
ПНУ (ПНА)
|
передвижная насосная установка
(передвижной насосный агрегат)
|
|
ППР
|
план производства работ
(например, составляемый для замены дефектных участков)
|
|
РДП
|
районный диспетчерский пункт
|
|
РНУ (УМН)
|
районное нефтепроводное
управление (управление магистральных нефтепроводов)
|
|
СУПЛАВ
|
специализированное управление по
ликвидации аварий (на МН)
|
|
УКЗ
|
удлиненные кумулятивные заряды
|
|
ШКЗ
|
шнуровые кумулятивные заряды
|
|
ЦБПО
|
центральная база
производственного обслуживания
|
|
ЦРС
|
центральная ремонтная служба
|
(обязательное)
|
Наименование
ОАО МН
Наименование предприятия, цеха изготовителя
ПАСПОРТ
Маркировка
изделия
______________
г.
1. НАЗНАЧЕНИЕ
ИЗДЕЛИЯ
Вантуз
для врезки в магистральный нефтепровод предназначен для присоединения к
действующему трубопроводу для откачки (или закачки) нефти и впуска в
трубопровод воздуха или выпуска газовоздушной смеси из нефтепровода.
2. ТЕХНИЧЕСКАЯ
ХАРАКТЕРИСТИКА
2.1. Условный диаметр, мм _______________
2.2. Рабочее давление, МПа _______________
2.3. Температура перекачиваемой жидкости °С _______________
2.4. Габаритные размеры, мм
длина _______________
ширина _______________
высота _______________
2.5. Масса, кг _______________
3. УСТРОЙСТВО
ВАНТУЗА
Вантуз
представляет собой разборную конструкцию, состоящую из патрубка (1), задвижки
(2), заглушки (3), ответных фланцев (4), усиливающей накладки (5). Вантуз
изготавливают в заводских условиях и монтируют на трубопровод в условиях
трассы.
4. СПЕЦИФИКАЦИЯ
ИЗДЕЛИЙ УЗЛОВ ВАНТУЗА
|
Схема (рисунок вантуза)
|
№ изделия
|
Наименование изделия, узла
|
Марка стали, серия
|
Заводской номер, данные
паспорта, сертификат, ТУ, ГОСТ
|
|
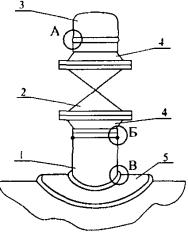
|
1
|
патрубок
|
|
|
|
2
|
задвижка
|
|
|
|
3
|
эллиптическая заглушка (днище)
|
|
|
|
4
|
фланцы
|
|
|
|
5
|
усиливающая накладка (воротник)
|
|
|
5.
СВИДЕТЕЛЬСТВО О ПРИЕМКЕ
Вантуз _________________ _____________________
(наименование
изделия) (маркировка изделия)
соответствует техническим условиям _____________________
(номер технических
условий)
и признан годным для эксплуатации
М.П. Дата
выпуска _____________________
Начальник механического цеха _____________________
Фамилия И.О. (подпись)
Представитель технадзора ОАО МН _____________________
Фамилия И.О. (подпись)
6. ПРАВИЛА ХРАНЕНИЯ И ТРАНСПОРТИРОВАНИЯ
Хранение
устройства на ровной площадке при температуре от минус
50 до плюс 45 °С на подкладках, исключающих контакт с грунтовыми водами.
Транспортирование
устройства производится любым видом транспорта, подходящим по габариту и
грузоподъемности.
7. СВЕДЕНИЯ ОБ
УСТАНОВКЕ ВАНТУЗА
Смонтирован
___________________________________________________________
_________________________________________________________________________
8. ПРИЛОЖЕНИЯ
1. Паспорт задвижки.
2. Паспорт
эллиптической заглушки.
3. Копия сертификата
на трубу для изготовления патрубка.
4. Копия сертификата
на трубу для изготовления воротника.
5. Сертификат на
фланцы.
6. Копия сертификатов
на электроды.
7. Заключение
контроля сварных соединений физическими методами.
8. Список сварщиков.
9. Копии
удостоверений сварщиков.
10. Допускной лист
сварщика.
11. Акт
гидравлического испытания вантуза.
12. Акт
о приемке изделия.
Начальник механического цеха _____________________
Фамилия И.О. (подпись)
Представитель технадзора ОАО МН _____________________
Фамилия И.О. (подпись)
Начальник ЦБПО, РММ (ЦРС) _____________________
Фамилия И.О. (подпись)
|
|
АКТ №
от «___» ______________ 200__ г.
гидравлического испытания на прочность, плотность
и проверки на герметичность затвора вантуза
с задвижкой Ду _______ Ру ________
Составлен
комиссией, назначенной приказом _______________________________
(наименование
_____________________________________
от «___» ____________ 200__
г. в составе:
организации)
Председатель
___________________________________________________________
(должность,
организация, фамилия, инициалы)
Члены
комиссии: _______________________________________________________
_______________________________________________________________________
_______________________________________________________________________
в
том, что «___» _____________ 200__ г. проведено гидравлическое
испытание на прочность вантуза с задвижкой Ду _____________ Ру
______________ на
_________________________________________________________________________
(наименование
БПО,
ЦРС)
в
соответствии с требованиями РЕГЛАМЕНТА ______________________________
утвержденного
«___» __________ 200__ г.
Испытание
на прочность выполнено при давлении в _____________ МПа
(кгс/см2).
Время
выдержки под испытательным давлением составило ______________ ч.
Испытание
на плотность выполнено при давлении в _____________ МПа (кгс/см2).
Время
выдержки под испытательным давлением составило ______________ ч.
Произведена
проверка затвора задвижки на герметичность давлением ______ МПа (кгс/см2)
в течение ____ ч.
В
течение испытания давление измерялось техническими манометрами №№ ______________ опломбированными, имеющими паспорта, класс
точности приборов _____________ со шкалой давления _______________
проверенными
госповерителем ______________________________________ (дата).
Заключение
комиссии: ___________________________________________________
(указать результат испытания)
Председатель
комиссии _____________________ _______________ _____________
(фамилия,
инициалы) (подпись) (дата)
Члены комиссии: _____________________ _______________ _____________
(фамилия, инициалы) (подпись) (дата)
_____________________
_______________ _____________
(фамилия, инициалы) (подпись) (дата)
_____________________
_______________ _____________
(фамилия,
инициалы) (подпись) (дата)
|
(обязательное)
|
Наименование
ОАО МН ____________________________________________________
Место хранения
___________________________________________________________
ТРУБА ДЛЯ
ИЗГОТОВЛЕНИЯ «КАТУШЕК»
К (KB) /___.____.___/ _______×____
1. НАЗНАЧЕНИЕ
Труба
для изготовления «катушек» предназначена для замены непротяженных (до 11
м) дефектных участков нефтепровода.
2. ТЕХНИЧЕСКАЯ
ХАРАКТЕРИСТИКА
1. Наружный диаметр, мм ___________
2. Толщина стенки, мм ___________
3. Длина, м ___________
4. Заводской № ___________
5. Давление испытания, МПа ___________
6. Дата испытания «___»
__________
3. ХРАНЕНИЕ И
ТРАНСПОРТИРОВКА
Хранить
на ровной площадке на подкладках, исключающих контакт с грунтом, с боковыми
упорами против раскатывания. Трубы огрунтовать, торцы закрыть деревянными
заглушками. К месту хранения должен быть подъезд для автотранспорта и
грузоподъемного механизма. Площадка должна быть огорожена и оборудована
указателями.
Транспортирование
труб производится любым видом транспорта, подходящим по габариту и
грузоподъемности.
4. ПРИЛОЖЕНИЯ
13.
Копия сертификата на трубу.
14. Акт
гидравлического испытания.
15. Заключения УЗК заводского шва и толщинометрии.
Начальник НПС _____________________
Фамилия И.О. (подпись)
Представитель технадзора ОАО МН _____________________
Фамилия И.О. (подпись)
Начальник ЛЭС (ЦРС) _____________________
Фамилия И.О. (подпись)
|
|
АКТ №
от «___» ______________ 200__ г.
гидравлического испытания на прочность и плотность
трубы аварийного запаса для изготовления «катушек»
Составлен
комиссией, назначенной приказом _______________________________
_____________________________________
от «___» ____________ 200__
г. в составе:
(наименование
организации)
Председатель
___________________________________________________________
(должность,
организация, фамилия, инициалы)
Члены
комиссии: _______________________________________________________
_______________________________________________________________________
_______________________________________________________________________
в
том, что «___» _____________ 200__ г. проведено гидравлическое
испытание трубы аварийного запаса для изготовления
«катушек» на
_________________________________________________________________________
(наименование
БПО,
ЦРС, НПС)
в
соответствии с требованиями РЕГЛАМЕНТА _____________________________
утвержденного
«___» __________ 200__ г.
Испытание
на прочность выполнено при давлении в _____________ МПа
(кгс/см2).
Время
выдержки под испытательным давлением составило ______________ ч.
Испытание
на плотность выполнено при давлении в _____________ МПа (кгс/см2).
Время
выдержки под испытательным давлением составило ______________ ч.
В
течение испытания давление измерялось техническими манометрами №№ ______________ опломбированными, имеющими паспорта, класс
точности приборов _____________ со шкалой давления _______________
проверенными
госповерителем _____________________________________ (дата).
Заключение
комиссии: ___________________________________________________
(указать результат испытания)
Председатель
комиссии _____________________ _______________ _____________
(фамилия,
инициалы) (подпись) (дата)
Члены комиссии: _____________________ _______________ _____________
(фамилия, инициалы) (подпись) (дата)
_____________________
_______________ _____________
(фамилия,
инициалы) (подпись) (дата)
|
(справочное)
Форма 1
Журнал регистрации объемов откачки
|
Дата
|
Время
|
Объем
откачки
|
Подпись
машиниста
|
Подпись
ответственного за проведение работ
|
|
за
2 часа
|
нарастающий
|
|
1
|
2
|
3
|
4
|
5
|
6
|
|
|
|
|
|
|
|
Форма 2
Журнал учета работы насосных установок
|
Подпорный
насос № 1
|
Подпорный
насос №
|
Основной
насос
|
|
дата
|
время
пуска
|
время
остановки
|
причина
остановки
|
дата
|
время
пуска
|
время
остановки
|
причина
остановки
|
дата
|
время
пуска
|
время
остановки
|
причина
остановки
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Машинист ___________________
Ответственный за проведение работ ___________________
(справочное)
|
(выдается на одну деталь)
км
________________ МН _____________________ «___» ______________ 200___ г.
Мной,
представителем службы технического надзора ОАО __________________ МН
___________________________________________________________________________
(должность, фамилия,
инициалы)
произведен
осмотр подготовленных для сварки стыков ____________________________
___________________________________________________________________________
катушки D × S × L, задвижки Dy, Py, тройника D
× S + D × S
и т.д.
и
проверка соответствия нормам следующих параметров:
|
№
|
Наименование контролируемых
параметров
|
Норматив, значение или
данные по технологической карте
|
Фактические значения,
заключение соотв./не соотв.
|
|
1
|
2
|
3
|
4
|
|
1
|
Соответствие разделки кромок
соединительных концов деталей и арматуры условиям сварки
|
|
|
|
2
|
Качество зачистки кромок и
прилегающих к ним наружной и внутренней поверхностей
|
|
|
|
3
|
Соблюдение допустимой
разнотолщинности свариваемых элементов
|
|
|
|
4
|
Величина смещения стыкуемых
кромок
|
|
|
|
5
|
Величина технологических
зазоров в стыках
|
|
|
|
6
|
Длина и количество прихваток,
отсутствие трещин в прихватках
|
|
|
|
7
|
Величина смещения продольных
заводских швов ремонтируемого трубопровода и «катушки»
|
|
|
|
8
|
Соответствие температуры
предварительного подогрева в зависимости от температуры окружающего
воздуха, от содержания эквивалентного углерода в металле и толщины стенки
труб
|
|
|
Качество сборки стыков соответствует (не соответствует)
нормативным требованиям.
Разрешается
(не разрешается) сварка собранных стыков.
Представитель
службы технического надзора _________________________________
|
(справочное)
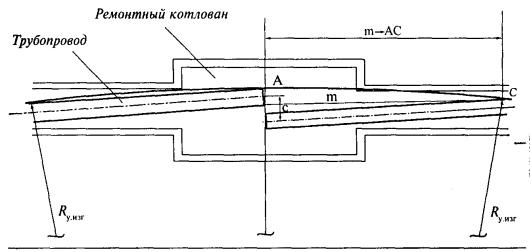
Длина
откапываемого участка определяется из условия:
 ,
,
где
Ас, m - длина
откапываемого трубопровода, м.
Rу.изг. - минимальный
радиус упругого изгиба, м;
с - величина
несоосности, м.
Таблица Е.1
Длина откапываемого (или незасыпанного) участка трубопровода в
зависимости от диаметра трубопровода, минимального допустимого радиуса упругого
изгиба и величины несоосности стыкуемых концов трубопровода при выполнении
технологического захлеста
|
Величина несоосности (с) стыкуемых концов
трубопровода, м
|
Условный диаметр трубопровода, мм
|
|
500
|
700
|
800
|
1000
|
1200
|
|
Rу.изг.
|
m
|
Rу.изг.
|
m
|
Rу.изг.
|
m
|
Rу.изг.
|
m
|
Rу.изг.
|
m
|
|
0,5
|
500
|
22
|
700
|
26
|
800
|
28
|
1000
|
31
|
1200
|
35
|
|
1,0
|
32
|
37
|
40
|
44
|
49
|
|
2,0
|
45
|
49
|
57
|
63
|
69
|
|
3,0
|
55
|
65
|
69
|
77
|
85
|
|
4,0
|
63
|
75
|
80
|
89
|
98
|
|
4,5
|
67
|
79
|
85
|
94
|
103
|
Таблица Е.2
Значения длины вскрываемого участка трубопровода в зависимости от
величины необходимого концов захлеста и расстановки трубоукладчиков
|
Условный диаметр трубопровода, мм
|
Возможное смешение, м
|
Длина вскрываемого участка, м
|
Трубоукладчики
|
Расстояние, м
|
|
Грузоподъемность, тн
|
Кол-во, шт.
|
От торца до трубоукладчика, L1
|
Между трубоукладчиками, L2
|
От трубоукладчика до места защемления, L3
|
|
500
|
0,2
|
62,0
|
ТО-12-24Г
ТГ-124
(г/п 12 т)
|
2
|
3,5
|
20,0
|
40,0
|
|
0,5
|
91,5
|
-«-
|
3
|
3,5
|
22,0
|
45,0
|
|
1,0
|
108,0
|
Т-15-30,
ТГ-126
(г/п 15 т)
|
2
|
3,5
|
25,0
|
55,0
|
|
700
|
0,5
|
72,5
|
-«-
|
2
|
4,0
|
25,0
|
45,0
|
|
1,0
|
114,0
|
-«-
|
3
|
4,0
|
28,0
|
55,0
|
|
1,5
|
98,5
|
Т-35-60
(г/п 35 т)
ТГ-321
(г/п 32 т)
|
2
|
4,0
|
30,0
|
65,0
|
|
800
|
0,5
|
103,0
|
-«-
|
2
|
4,0
|
25,0
|
50,0
|
|
1,0
|
119,5
|
-«-
|
2
|
4,0
|
28,0
|
60,0
|
|
1,5
|
134,0
|
-«-
|
3
|
4,0
|
30,0
|
70,0
|
|
1000
|
0,5
|
123,5
|
-«-
|
2
|
4,5
|
30,0
|
60,0
|
|
1,0
|
138,0
|
-«-
|
3
|
4,5
|
32,0
|
70,0
|
|
1,5
|
154,5
|
-«-
|
3
|
4,5
|
35,0
|
80,0
|
|
2,0
|
135,0
|
Komatsu-D85C
(г/п 70 т)
Cat-572G
|
2
|
5,0
|
40,0
|
90,0
|
|
1200
|
0,5
|
134,0
|
Т-35-60,
ТГ-321
|
3
|
5,0
|
30,0
|
70,0
|
|
1,0
|
189,5
|
-«-
|
4
|
5,0
|
35,0
|
80,0
|
|
1,5
|
215,0
|
-«-
|
4
|
5,0
|
40,0
|
90,0
|
|
2,0
|
195,5
|
Komatsu-D155C
(г/п 90 т)
|
3
|
5,5
|
45,0
|
100,0
|
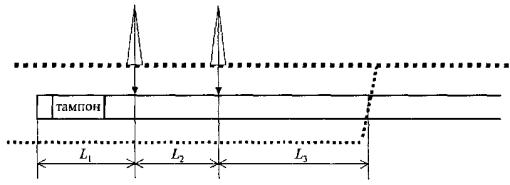
Схема раскрываемого участка и расстановки трубоукладчиков
(рекомендуемое)
Операционная технологическая карта сборки и ручной дуговой сварки
стыков при замене дефектного участка (вварка «катушки»)
1.
Объект сварки: магистральный нефтепровод
2.
Характеристика труб нефтепровода и «катушки»
Характеристика
металла труб нефтепровода
|
Элемент
|
Диаметр,
мм
|
Толщина
стенки, мм
|
Класс
прочности стали
|
Нормативный
предел прочности, МПа
|
Эквивалент
углерода, %
|
|
Труба нефтепровода
|
От 530 до 1220
|
До 16
|
К50
|
490
|
0,42 ÷ 0,46
|
|
К52
|
510
|
|
К54
|
530
|
Величина зазора
|
Диаметр
электрода, мм
|
Величина
зазора, а
|
|
2,5/2,6
|
2,0-3,0
|
|
3,0/3,2
|
2,5-3,5
|
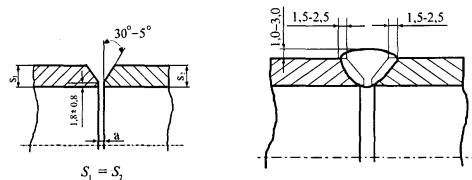
Схема разделки кромок и сварных швов «катушки» и труб нефтепровода
Сварочные материалы, режимы сварки
|
Сварочные
слои
|
Марка
электродов
|
Диаметр
электрода, мм
|
Полярность
|
Сварочный
ток, А
|
|
Корневой
|
УОНИ 13/55
Фокс ЕВ50
ЛБ-52У
ОК 48.04
Линкольн 16П
|
2,5*
3,0-3,2
|
Прямая/обратная
|
70-90
80-120
|
|
Заполняющие
|
3,0-3,2
4,0
|
Обратная
|
90-130
140-170
|
|
Облицовочный**
|
3,0-3,2
4,0
|
Обратная
|
90-120
135-160
|
Примечания:
* Электроды диаметром 2,5 мм
рекомендуется использовать для сварки корневого слоя шва стыков труб с толщиной
стенки не более 12 мм.
** Облицовочный слой
шва стыков с толщиной стенки 10,0...11,8 мм выполняется электродами диаметром 3,0...3,2 мм; с толщиной стенки 12,0...15,0 мм - электродами диаметром 4,0 мм или 3,0...3,2 мм.
Перечень операций
сборки и сварки
|
№
п/п
|
Наименование
операции
|
Содержание
операций и основные требования
|
Оборудование
и инструмент
|
|
1
|
2
|
3
|
4
|
|
1
|
Подготовка трубопровода и
«катушки» к сборке
|
Внутренние и наружные
поверхности торцов труб очистить от земли, следов парафина и других
загрязнений. Удалить изоляционное покрытие в местах выполнения сварных швов и
прилегающих поверхностей, на ширину 150 мм. Осмотреть кромки труб. Концы труб
с забоинами, задирами фасок, глубиной более 5 мм или с вмятинами более 3,5 %
от диаметра труб и другими недопустимыми дефектами следует обрезать под
шаблон,
образовавшуюся кромку обработать шлифмашинкой с восстановлением заводской
формы разделки кромок. На торцах трубопровода и отрезке трубы для
изготовления «катушки» произвести замер
периметров наружной поверхности, толщины стенок и овальности концов.
Определить длину ввариваемой
«катушки», длина которой должна быть не менее диаметра трубы. Монтаж
«катушки» в дальнейшем вести с максимальным совмещением овальностей трубопровода и ввариваемой «катушки» для уменьшения
смещений кромок
|
Щетка, скребок, шлифовальная
машинка, рулетка, толщиномер
|
|
2
|
Подготовка кромок «катушки» и
трубопровода
|
Устранить царапины, риски,
задиры на теле трубы глубиной от 0,2 мм до 0,5 % от толщины стенки
шлифованием.
Забоины и задиры фасок глубиной
до 5 мм заварить электродами с основным видом покрытия типа Э50А (Е7016) диаметром 2,5
мм с предварительным подогревом до 100+30 С.
Зачистить отремонтированные
участки поверхности и кромки шлифованием с сохранением минимально допустимой
толщины стенки. Вмятины на торцах труб глубиной до 3,5 % от диаметра трубы
выправить безударным разжимным устройством с местным подогревом до 100...150 °С независимо от
температуры окружающего воздуха. Подготовить «катушку» с разделкой кромок,
соответствующей разделке кромок труб для ручной дуговой сварки.
Кромки и прилегающие к ним
внутренние
и наружные поверхности «катушки» и трубопровода, шириной не менее 10 мм,
зачистить до металлического блеска
|
Щетка, скребок, шлифовальная
машинка, металлическая линейка, штангенциркуль, грузоподъемный механизм
|
|
3а
|
Сборка стыков с овальностью
концов труб до 1 % от номинального значения диаметра
|
Сборку выполнять на наружном
центраторе и с выполнением прихваток. Величина зазора между кромками
стыкуемых элементов должна составлять в потолочной части стыка 1,5...2,5 мм, на
остальной части периметра 2,5...3,5 мм. Смещение кромок в потолочной части стыка - не более
1 мм. На остальной части смещение должно быть равномерно распределено по
периметру стыка. Максимальная величина распределенного смещения (с):
для труб с толщиной стенки 7,0...10,3 мм с = 2 мм;
для труб с толщиной стенки 10,8...11,4 мм с =
2,2 мм;
для труб с толщиной стенки 11,8...12,2 мм с = 2,4 мм
для труб с толщиной стенки 12,8...13,2 мм с = 2,6 мм
для труб с толщиной стенки 14,0...14,2 мм с = 2,8 мм
для труб с толщиной стенки 15,0 мм с = 3,0
мм.
Выполнить подогрев, прихватки и
сварку корневого слоя шва в соответствии с п. 4
|
Наружный центратор, шаблон
сварщика, грузоподъемный кран
|
|
3б
|
Сборка стыков при наличии
овальности концов труб до 5 % от номинального диаметра с помощью специальных
центраторов и сварка корневого слоя шва
|
Установить центраторы
специальной конструкции с регулирующими прижимами на каждый стык соединяемых
элементов. Выполнить предварительный подогрев концов труб и
"катушки" в соответствии с п. 4.
Регулировку смещения следует
вести начиная с потолочной части стыка одновременно с обеих сторон, с местным
подогревом регулируемых участков по всему периметру, выполняя сварку
корневого слоя шва, соблюдая максимально допустимую величину распределенного
смещения в соответствии с п. 3а, температуру местного
подогрева в соответствии с п. 4.
Произвести аналогичным
образом регулировку смещения кромок второго стыка и сварку корневого слоя шва.
Снять центраторы, зачистить
шлифмашинкой корневой слой шва от шлака и брызг
|
Подогреватель, контактный
термометр или термокарандаш. Сварочный пост, специальный центратор - 2 шт.,
шлифовальная машинка
|
|
3в
|
Сборка стыков при наличии
овальностей концов труб до 5 % от номинального диаметра с помощью струбцин и
сварка корневого слоя шва
|
Выполнить предварительную сборку
стыков в соответствии с п. 3а, подогрев концов
труб, "катушки" и выполнение прихваток в соответствии с п. 4.
Начиная с потолочной части стыка
приваривать к стыкуемым элементам, имеющим внутреннее смещение, струбцины на
расстоянии 150...200 мм друг от
друга.
Регулировку смещения следует
вести начиная с потолочной части стыка одновременно с обеих сторон, с местным
подогревом регулируемых участков по всему периметру, выполняя сварку
корневого слоя шва, соблюдая максимально допустимую величину распределенного
смещения в соответствии с п. 3а, температуру
местного подогрева в соответствии с п. 4.
Предварительно выполненные
прихватки должны быть выпилены шлифмашинкой и переварены корневым слоем.
Произвести аналогичным образом
регулировку смещения кромок и сварку корневого слоя шва второго стыка.
Удалить струбцины путем выпиливания шва.
Зачистить шлифмашинкой корневой
слой шва от шлака и брызг и обработать места приварки струбцин с обеспечением
сохранения нормативной толщины стенки
|
Подогреватель, контактный
термометр или термокарандаш.
Сварочный пост, шлифовальная
машинка, струбцины 10...15 шт.
|
|
4
|
Подогрев торцов трубопровода и
"катушки", сварка корневого слоя шва стыков с овальностью концов
труб до 1 % диаметра труб
|
Для марок стали с эквивалентом
углерода - Сэ ≤ 0,41 и толщиной стенки
трубы:
до 14 мм подогрев не требуется.
14,1...16,0 мм при температуре окружающего
воздуха ниже минус 35 °С выполнить подогрев
до 100+30 °С;
16,1...18 мм при температуре окружающего воздуха ниже минус 20 °С
выполнить подогрев до 100+30
°С;
18,1...20,0 мм при
температуре окружающего воздуха ниже минус 5 °С выполнить подогрев до
100+30 °С;
Более 20 мм при любой
температуре окружающего воздуха выполнить подогрев до 100+30 °С.
Для марок стали с эквивалентом
углерода - Сэ = 0,42...0,46 и толщиной стенки трубы:
до 12 мм подогрев не требуется;
12,1...14 мм и температуре окружающего воздуха ниже минус 15 °С выполнить подогрев до 100+30 °С;
14,1...16 мм и температуре окружающего воздуха ниже плюс 5 °С
выполнить подогрев до 100+30
°С;
Более 16 мм при любой
температуре окружающего воздуха выполнить подогрев до 100+30 °С.
Если подогрев не требуется, при
необходимости, просушить концы трубопровода и "катушки" подогревом
до температуры 20...50 °С на расстояние 10...15
мм от кромок. Снять подогреватель.
Выполнить прихватки равномерно
по всему периметру обоих стыков. Прихватки и сварной шов выполнять не менее
двух сварщиков одновременно без перерывов в работе.
Количество и длина
прихваток определяются в зависимости от диаметра сварного соединения.
|
Диаметр
стыка, мм
|
Количество прихваток, не
менее, шт.
|
Длина прихваток не менее, мм
|
|
до
400
|
3
|
40-50
|
|
400-700
|
3
|
60-100
|
|
700-1020
|
4
|
100-150
|
|
1220
|
4
|
150-200
|
Зачистить
прихватки, обработать шлифмашинкой начальный и конечный участок каждой
прихватки.
Равномерно по периметру стыка в
"окнах" центратора выполнить сварку не менее 60 % длины корневого
слоя шва электродами с основным видом покрытия. Снять центратор, выполнить
сварку оставшегося периметра корневого слоя шва. Обработать шлифмашинкой
корневой слой шва от шлака и брызг
|
Кольцевой подогреватель,
контактный термометр или термокарандаш.
Сварочный пост, наружный
центратор, шлифовальная машинка
|
|
5
|
Сварка заполняющих и
облицовочного слоев сварного шва № 1, № 2
|
Выполнить сварку заполняющих и
облицовочного слоев шва с зачисткой каждого слоя от шлака и брызг металла.
Минимальное число слоев сварного
шва
|
Толщина стенки трубы, мм
|
Минимальное число слоев шва
|
|
7...11,8
|
3
|
|
12...15,3
|
4
|
|
15,7...18,7
|
5
|
|
19...20
|
6
|
Выровнять
шлифмашинкой или напильником видимые грубые участки поверхности облицовочного
слоя сварного шва. Зачистить прилегающую к шву поверхность трубы от шлака и
металлических брызг.
Нанести на тело
трубы клейма сварщиков на расстоянии 100...150 мм от стыка в верхней полуокружности
|
Сварочный пост, шлифовальная
машинка
|
|
6
|
Контроль качества сварного
соединения
|
Провести операционный контроль
при сборке и сварке, контроль режимов сварки
Провести визуально-измерительный
контроль, радиографический контроль сварного соединения.
Провести ультразвуковой контроль
сварного соединения, стенки труб и околошовной зоны на длине 40 мм от
сварного стыка с каждой стороны
|
Визуально, шаблон.
По КИП на сварочном агрегате
(амперметр, вольтметр)
Шаблон
Гамма-рентгенографический
аппарат, прибор УЗК
Аттестованный специалист
неразрушающего контроля
|
Дополнительные
требования и примечания:
1.
В том случае, когда концы соединяемых труб имеют овальность, превышающую
нормируемую величину, и с помощью наружных центраторов недопустимые смещения
кромок не устраняются, следует использовать специальные центраторы с винтовыми
регулирующими прижимами.
2.
Сборка стыков выполняется в следующем порядке:
-
подгонка «катушки» выполняется с обеспечением необходимых зазоров
кромок, при этом величина зазора в потолочной части должна составлять 1,5...2,5 мм, на остальной части по периметру 2,5...3,5 мм;
-
установка центраторов специальной конструкции на каждый конец
стыкуемых элементов;
-
регулировка смещения кромок должна проводиться начиная с
потолочной части стыка одновременно с обеих сторон, с местным подогревом
регулируемого участка со сваркой корневого слоя шва по всему периметру.
3.
При отсутствии специальных центраторов для обеспечения требуемой допустимой
величины смещения кромок, как исключение, допускается применение струбцин,
привариваемых к стыкуемым концам соединяемых элементов.
Регулировка
смещения кромок производится с помощью регулирующих прижимных винтов. После
предварительной сборки стыков на наружных центраторах, с предварительным
подогревом и выполнением прихваток, на торец стыкуемого элемента, имеющего
недопустимую величину внутреннего смещения, привариваются струбцины, с шагом
150-200 мм. Регулировка смещения кромок должна проводиться
начиная с потолочной части стыка одновременно с обеих сторон, с местным
подогревом и со сваркой корневого слоя шва.
4.
Направление сварки всех слоев шва - «на подъем». Температура на торцах труб
перед сборкой корневого слоя шва (выполнение прихваток) должна быть не ниже
установленного для каждой толщины стенки трубы номинального значения.
Температура предыдущего слоя перед наложением последующего должна быть не ниже
плюс 50 °С и не выше плюс 250 °С.
5.
Сварочные электроды должны быть прокалены при температуре 300...350
°С в течение 1 часа.
6.
Запрещается оставлять сварные швы незаконченными.
7.
При выпадении атмосферных осадков и ветре свыше 10 м/с, выполнение сварочных
работ без инвентарных укрытий запрещается.
8.
В случае применения предварительного подогрева просушка стыка необязательна.
9.
Марки аттестованных в установленном порядке электродов следует выбирать в
соответствии с Инструкцией по технологии сварки при строительстве и капитальном
ремонте магистральных нефтепроводов.
10.
После окончания сварки стыки следует накрыть термоизолирующим поясом до полного
остывания.
11. При производстве работ должны выполняться требования по
охране труда, технике безопасности.
(рекомендуемое)
1.
Объект сварки: магистральный нефтепровод
2.
Характеристика труб нефтепровода
Характеристика
металла труб нефтепровода
|
Элемент
|
Диаметр,
мм
|
Толщина
стенки, мм
|
Класс
прочности стали
|
Нормативный
предел прочности, МПа
|
Эквивалент
углерода,
%
|
|
Труба нефтепровода
|
От 530 до 1220
|
До 16
|
К50
К52
К54
|
490
510
530
|
0,42 ÷ 0,46
|
Величина зазора
|
Диаметр
электрода, мм
|
Величина
зазора, а
|
|
2,5/2,6
|
2,0-3,0
|
|
3,0/3,2
|
2,5-3,5
|
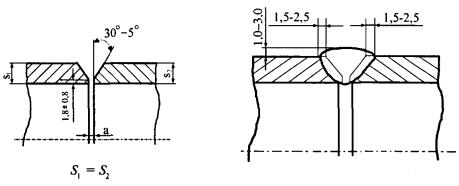
Конструктивные элементы подготовленных кромок и сварного шва
нефтепровода
Сварочные материалы, режимы сварки
|
Сварочные
слои
|
Марка
электродов
|
Диаметр
электрода, мм
|
Полярность
|
Сварочный
ток, А
|
|
Корневой
|
УОНИ 13/55
Фокс ЕВ50
ЛБ-52У
ОК 48.04
Линкольн 16П
|
2,5*
3,0-3,2
|
Прямая/обратная
|
70-90
80-120
|
|
Заполняющие
|
3,0-3,2
4,0
|
Обратная
|
90-130
140-170
|
|
Облицовочный**
|
3,0-3,2
4,0
|
Обратная
|
90-120
135-160
|
Примечания:
* Электроды диаметром 2,5 мм
рекомендуется использовать для сварки корневого слоя шва стыков труб с толщиной
стенки не более 12 мм.
** Облицовочный слой
шва стыков с толщиной стенки 10,0-11,8 мм выполняется электродами диаметром 3,0-3,2 мм; с толщиной стенки 12,0-15,0 мм - электродами диаметром 4,0 мм или 3,0-3,2 мм.
Таблица
Перечень операций сборки и сварки
|
№
п/п
|
Наименование
операции
|
Содержание
операций и основные требования
|
Оборудование
и инструмент
|
|
1
|
2
|
3
|
4
|
|
1
|
Подготовка и очистка
трубопровода
|
Очистить трубы от земли, снега, масел, ржавчины
и других загрязнений. Удалить изоляционное покрытие в местах выполнения
сварного шва и прилегающих участках на ширину 150 мм.
Осмотреть кромки труб и
прилегающие поверхности. С учетом оценки состояния и геометрических
параметров торцов и заводских фасок труб определить место выполнения реза.
Освободить от грунта участки
трубопровода в траншее на длине, необходимой для манипулирования плетями при
сборке стыка захлеста.
|
Щетка, скребок, рулетка
|
|
2
|
Подготовка кромок
|
Устранить царапины, риски,
задиры на теле трубы глубиной от 0,2 мм до 0,5 % от толщины стенки
шлифованием. Забоины и задиры фасок глубиной до 5 мм заварить электродами с
основным видом покрытия типа Э50А (Е7016) диаметром 2,5 мм.
Зачистить отремонтированные
участки поверхности и кромки шлифованием с сохранением минимально допустимой
толщины стенки. Вмятины на торцах труб глубиной до 3,5 % от диаметра трубы
выправить безударным разжимным устройством с местным подогревом до 100-150 °С независимо от температуры окружающего воздуха.
Концы труб с забоинами, задирами
фасок глубиной более 5 мм или с вмятинами более 3,5 % диаметра труб следует
обрезать под шаблон, образовавшуюся кромку обработать шлифмашинкой с
восстановлением заводской формы разделок кромок.
Кромки и прилегающие к ним
внутренние и наружные поверхности трубопровода, шириной не менее 10 мм,
зачистить до металлического блеска
|
Щетка, скребок, шлифовальная
машинка, металлическая линейка, штангенциркуль
|
|
3
|
Разметка и резка трубы
|
Вывесить трубоукладчиком одну из
плетей и разметить место реза с помощью шаблона по периметру трубопровода.
Зачистить участок трубы по периметру шириной 50-100 мм. Обрезать конец трубы. Выполнить
разделку кромки трубы под сварку. Кромки и прилегающие к ним внутренние и
наружные поверхности трубы на ширину 10 мм зачистить до металлического блеска
|
Шаблон сварщика УШС-3, рулетка, газовый резак, шлифовальная машинка
|
|
4
|
Подогрев торцов трубопровода
|
Для марок стали с эквивалентом
углерода - Сэ ≤ 0,41 и толщиной стенки трубы:
до 14 мм подогрев не требуется;
14,1...16,0 мм при температуре окружающего воздуха ниже минус 35
°С выполнить подогрев до 100+30 °С;
16,1...18 мм при температуре окружающего воздуха ниже минус 20 °С
выполнить подогрев до 100+30 °С;
18,1...20,0 мм при
температуре окружающего воздуха ниже минус 5 °С выполнить подогрев до
100+30 °С;
более 20 мм при любой
температуре окружающего воздуха подогрев до 100+30 °С.
Для марок стали с эквивалентом
углерода - Сэ = 0,42...0,46 и толщиной стенки трубы:
до 12 мм подогрев не требуется;
12,1...14 мм и температуре окружающего воздуха ниже минус 15 °С выполнить подогрев до 100+30 °С;
14,1...16 мм и температуре
окружающего воздуха ниже плюс 5 °С выполнить подогрев до 100+30 °С;
более 16 мм при любой
температуре окружающего воздуха выполнить подогрев до 100+30 °С.
Если подогрев не требуется, при
необходимости, просушить концы трубопровода нагревом до температуры 20...50 °С на
расстояние 10...15 мм от свариваемых кромок
|
Кольцевой подогреватель,
контактный термометр или термокарандаш.
Сварочный пост, наружный
центратор, шлифовальная машинка
|
|
5
|
Сборка и прихватка стыка
|
Поднять вторую плеть на высоту
не более 1 м на расстоянии 40...50 м от свариваемого торца, совместить его с
подготовленным торцом первой плети трубопровода. При необходимости обеспечить
поддерживание поднятого конца трубопровода вторым краном (трубоукладчиком)
вблизи зоны сварки.
Величина зазора между стыкуемыми
кромками труб потолочной части стыка должна составлять 1,5...2,5 мм, на остальном периметре - 2,5...3,5 мм. Выставлять зазор рекомендуется начиная с потолочной
части стыка, фиксируя его выполнением прихваток длиной 100...150 мм. Температура кромок перед прихваткой должна быть
не ниже указанной в п. 4. При
необходимости подогреть зону выполнения прихватки одноплеменной газовой горелкой.
Установить наружный центратор и
завершить выполнение прихваток. Их общее количество должно быть не менее
пяти.
Смещение кромок потолочной части
стыка на длине, равной 1,6 периметра стыка должно быть не более 1 мм. На остальной части стыка максимальная
величина распределенного смещения:
С = 2,0 мм - для труб с толщиной
стенки 10...10,3 мм; С = 2,2 мм -
для труб с толщиной стенки 10,8...11,4
мм; С = 2,4 мм - для
труб с толщиной стенки 11,8 и 12,2 мм; С = 2,6 мм - для труб с толщиной стенки 12,8...13,2 мм; С = 2,8 мм - для труб с толщиной стенки
14,0 и 14,2 мм; С = 3,0 мм - для труб с толщиной стенки 15,0 мм
|
Наружный центратор, шаблон
сварщика, линейка
|
|
6
|
Сварка стыка
|
Равномерно по периметру стыка в «окнах» центратора выполнить сварку не менее 60 % корневого слоя
сварного шва электродами с основным покрытием. Прихватки, выполненные до
установки наружного центратора должны быть выпилены шлифкругом и переварены
корневым слоем.
После снятия центратора
выполнить сварку оставшейся части периметра корневого слоя шва электродами с
основным видом покрытия.
Зашлифовать абразивным кругом
корневой слой шва.
Выполнить сварку заполняющих и
облицовочного слоев шва электродами с основным видом покрытия.
Производить послойную зачистку
слоев от шлака и брызг.
Выровнять шлифкругом или напильником
видимые грубые участки поверхности облицовочного слоя шва. Зачистить
прилегающую поверхность труб от брызг.
Нанести на тело трубы клейма
сварщиков на расстоянии 100...150 мм от стыка в верхней полуокружности
|
Сварочный пост, шлифмашинка,
контактный термометр, термокарандаш, шаблон сварщика, металлическая щетка,
молоток, зубило, напильник
|
|
7
|
Контроль качества сварного
соединения
|
Провести операционный контроль
при сборке и сварке, контроль режимов сварки.
Провести визуально-измерительный
контроль, радиографический контроль.
Провести ультразвуковой контроль
|
Визуально, шаблон
По КИП на сварочном агрегате
(амперметр, вольтметр)
Шаблон
Гамма-рентгенграфический аппарат
и УЗК
|
Дополнительные
требования и рекомендации:
1. Не допускается монтаж захлестов
из труб с различной толщиной стенки.
2.
Снимать центратор допускается после сварки не менее 60 % периметра корневого
слоя шва.
3.
Направление сварки всех слоев шва - «на подъем». Температура на торцах труб
перед сборкой корневого слоя шва (выполнение прихваток) должна быть не ниже
установленного для каждой толщины стенки трубы номинального значения.
Температура предыдущего слоя перед наложением последующего должна быть не ниже
плюс 50 °С и не выше плюс 250 °С.
4.
Сварку каждого слоя стыка выполнять одновременно двумя сварщиками.
5.
Не допускается перемещение плети до окончания сварки.
6.
После окончания сварки стыки следует накрыть термоизолирующим поясом до полного
остывания.
7.
Сварочные электроды необходимо прокалить при температуре 300-350
°С в течение 1 часа.
8.
Запрещается оставлять сварные соединения незаконченными.
9.
При проведении работ не должна нарушаться целостность изоляции. При проведении
газопламенного нагрева следует использовать защитные экраны или термостойкие
пояса.
10. При
выпадении атмосферных осадков и ветре свыше 10 м/с выполнение сварочных работ
без инвентарных укрытий запрещается.
11. В
случае применения предварительного подогрева просушка стыка необязательна.
12.
Марки аттестованных в установленном порядке электродов следует выбирать в соответствии
с Инструкцией по технологии сварки при строительстве и капитальном ремонте
магистральных нефтепроводов.
13.
При производстве работ должны выполняться требования по охране труда, технике
безопасности.
(рекомендуемое)
1. Объект сварки: магистральный нефтепровод
2.
Характеристика труб нефтепровода и «катушки»
Характеристика
металла труб нефтепровода
|
Элемент
|
Диаметр,
мм
|
Толщина
стенки, мм
|
Класс
прочности стали
|
Нормативный
предел прочности, МПа
|
Эквивалент
углерода, %
|
|
Труба нефтепровода
|
От 530 до 1220
|
До 16
|
К50
К52
К54
|
490
510
530
|
0,42 ÷ 0,46
|
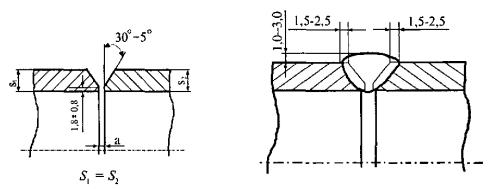
Схема разделки кромок и сварных швов «катушки» и труб нефтепровода
Величина зазора
|
Диаметр
электрода, мм
|
Величина
зазора, а
|
|
2,5/2,6
|
2,0-3,0
|
|
3,0/3,2
|
2,5-3,5
|
Таблица
Перечень операций сборки и сварки
|
№
п/п
|
Наименование
операции
|
Содержание
операций и основные требования
|
Оборудование
и инструмент
|
|
1
|
2
|
3
|
4
|
|
1
|
Подготовка и очистка
трубопровода и "катушки"
|
Внутренние и наружные
поверхности концов труб очистить от земли и других загрязнений. Удалить
изоляционное покрытие в местах выполнения сварных швов и прилегающие к ним
поверхности на ширину 150 мм. Осмотреть поверхность и кромки труб. Определить
длину ввариваемой "катушки" таким образом, чтобы после монтажа
захлеста её длина была не менее диаметра
трубы. Ввариваемая "катушка" должна быть изготовлена из трубы с тем
же диаметром, с толщиной стенки, маркой
стали и с разделкой кромок, что и ремонтируемый нефтепровод.
Освободить от грунта
незащемленный участок трубопровода на длину, необходимую для манипулирования
плетью при сборке стыка захлеста
|
Щетка, скребок, шлифовальная
машинка, рулетка
|
|
2
|
Подготовка кромок трубопровода и
"катушки"
|
Устранить царапины, риски,
задиры на теле трубы глубиной от 0,2 мм до 0,5 % от толщины стенки
шлифованием.
Забоины и задиры фасок глубиной
до 5 мм заварить электродами с основным видом покрытия типа Э50А (Е7016), диаметром 2,5
мм.
Зачистить отремонтированные
участки поверхности и кромок труб шлифованием с сохранением минимально
допустимой толщины стенки. Плавные вмятины на торцах труб, глубиной до 3,5 %
от диаметра трубы, выправить безударным разжимным устройством с местным
подогревом до 100-150 °С независимо от
температуры окружающего воздуха.
Концы труб с забоинами, задирами
фасок глубиной более 5 мм или с вмятинами более 3,5 % от диаметра труб
следует обрезать под шаблон, образовавшуюся кромку обработать шлифмашинкой с
восстановлением заводской формы разделок кромок.
Подготовить под сварку
защемленную плеть трубопровода.
Кромки и прилегающие к ним
внутренние и наружные поверхности трубопровода и "катушки", шириной
не менее 10 мм, зачистить до металлического блеска.
|
Щетка, скребок, шлифовальная
машинка, металлическая линейка, штангенциркуль
|
|
3
|
Сборка стыкового сварного
соединения № 1
|
Вывесить кранами незащемленную
плеть трубопровода и "катушку". Сборку стыка выполнять на наружном
центраторе с выполнением прихваток. Величина зазора между кромками стыкуемых
элементов должна составлять от 2,0...3,0 мм в случае применения электродов 2,5
мм и - 2,5...3,5 мм в случае применения электродов диаметром 3,0...3,2 мм. Смещение кромок
должно быть равномерно распределено по периметру стыка. Максимальная величина
распределенного смещения (С):
для труб с толщиной стенки 7,0...10,3 мм С = 2 мм;
для труб с толщиной стенки
10,8...11,4 мм С = 2,2 мм;
для труб с толщиной стенки 11,8...12,2 мм С =
2,4 мм;
для труб с толщиной стенки
12,8...13,2 мм С = 2,6 мм;
для труб с толщиной стенки
14,0...14,2 мм С = 2,8 мм;
для труб с толщиной стенки 15 мм С = 3,0 мм
|
Наружный центратор, шаблон
сварщика
|
|
4
|
Подогрев концов труб и
"катушки" стыка № 1
|
Для марок стали с эквивалентом
углерода - Сэ ≤ 0,41 и толщиной стенки
трубы:
до 14 мм подогрев не требуется.
14,1...16,0 мм при температуре окружающего
воздуха ниже минус 35 °С выполнить подогрев
до 100+30 °С;
16,1...18 мм при
температуре окружающего воздуха ниже минус 20 °С выполнить подогрев до 100+30 °С;
18,1...20,0 мм при температуре окружающего
воздуха ниже минус 5 °С выполнить подогрев
до 100+30 °C;
более 20 мм при любой
температуре окружающего воздуха подогрев до 100+30 °С.
Для марок стали с эквивалентом
углерода - Сэ = 0,42...0,46 и толщиной стенки трубы:
до 12 мм подогрев не
требуется;
12,1...14 мм и температуре
окружающего воздуха ниже минус 15 °С выполнить подогрев до 100+30 °С;
14,1...16 мм и
температуре окружающего воздуха ниже плюс 5 °С
выполнить подогрев до 100+30 °С;
более 16 мм при любой
температуре окружающего воздуха выполнить подогрев до 100+30
°С.
Если подогрев не требуется, при
необходимости, просушить концы трубопровода и "катушки" подогревом
до температуры 20...50 °С на расстояние 10...15
мм от кромок. Снять подогреватель
|
Кольцевой подогреватель,
контактный термометр или термокарандаш.
|
|
5
|
Сварка стыка № 1 (незащемленная
плеть + «катушка»)
|
Выполнить прихватки. Прихватки и
сварной шов должны выполнять не менее двух сварщиков одновременно без
перерывов в работе.
Количество и длина
прихваток в зависимости от диаметра сварного соединения.
|
Диаметр стыка, мм
|
Количество прихваток, не
менее, шт.
|
Длина прихваток, не менее, мм
|
|
до 400
|
3
|
40-50
|
|
400-700
|
3
|
60-100
|
|
700-1020
|
4
|
100-150
|
|
1220
|
4
|
150-200
|
Зачистить и
обработать шлифмашинкой начальный и конечный участок каждой прихватки.
Равномерно по периметру стыка в
«окнах» центратора выполнить сварку не менее 60 % длины
корневого слоя электродами с основным покрытием. Снять центратор и завершить
сварку корневого слоя шва. Обработать шлифмашинкой корневой слой. Произвести
очистку и осмотр корневого слоя изнутри трубы. Выполнить подварочный слой электродами типа Э50А (Е7016) диаметром 3,0-3,2 мм. Ширина подварочного слоя - 8...10 мм, высота усиления
1...3 мм.
Выполнить сварку заполняющих и
облицовочного слоев шва электродами с основным видом покрытия.
Производить послойную зачистку
сварных слоев от шлака и брызг.
Выровнять шлифкругом или
напильником видимые грубые участки поверхности облицовочного слоя шва.
Зачистить прилегающую поверхность труб от брызг.
Накрыть сваренный стык
термоизолирующим поясом до полного остывания
|
Сварочный пост, шлифмашинка,
контактный термометр, термокарандаш, шаблон сварщика, металлическая щетка,
молоток, зубило, напильник
|
|
6
|
Разметка и резка стыка № 2
|
Зачистить участок шириной 50...100 мм по
периметру трубы. Вывесить грузоподъемным механизмом незащемленную плеть с
приваренной «катушкой» и разметить место резки с помощью шаблона. Обрезать
конец трубы. Выполнить разделку кромки трубы под сварку. Кромку и прилегающие
к ней внутреннюю и наружную поверхности трубы на ширину 10 мм зачистить до металлического блеска.
|
Шаблон сварщика, рулетка,
газовый резак, шлифовальная машинка
|
|
7
|
Подогрев стыка № 2
|
Осуществить предварительный
подогрев свариваемых торцов до температуры, указанной в пункте 4. В случае, если подогрев не требуется, просушить
свариваемые торцы нагревом до 20...50 °С.
Температура торцов замеряется не
менее, чем в трех точках периметра стыка на расстоянии 10...15 мм от
торцов труб
|
Кольцевой подогреватель,
контактный термометр, термокарандаш
|
|
8
|
Сборка и прихватка стыка № 2
|
Поднять грузоподъемным
механизмом плеть с приваренной "катушкой" на высоту, необходимую
для совмещения ее торца с торцом защемленной плети трубопровода. Величина
зазора между стыкуемыми кромками трубопровода и "катушки" в
потолочной части стыка должна составлять 1,5-2,5 мм, по остальному периметру
- 2,5...3,5 мм. Выставлять зазор рекомендуется начиная с потолочной части
стыка, фиксируя его выполнением прихваток длиной 100-150 мм. Температура
кромок труб перед выполнением прихваток должна соответствовать требованиям
п.4.
Установить наружный центратор и
завершить выполнение прихваток.
Смещение кромок в потолочной
части стыка на длине равной 1/6 периметра стыка должно быть не более 1 мм. На
остальной части стыка максимальная величина распределенного смещения кромок
(С) в зависимости от толщины стенки труб не должна превышать значений: С = 2,0 мм - для
труб с толщиной стенки 10...10,3 мм; С = 2,2
мм - для труб с толщиной стенки 10,8...11,4
мм; С = 2,4
мм - для труб с толщиной стенки 11,8 и 12,2 мм; С = 2,6 мм - для труб с
толщиной стенки 12,8...13,2 мм; С = 2,8
мм - для труб с толщиной стенки 14,0 и 14,2 мм; С =
3,0 мм - для труб с толщиной стенки 15,0 мм
|
Наружный центратор, шаблон
сварщика, линейка, сварочный пост, шлифовальная машинка, контактный термометр, термокарандаш
|
|
9
|
Сварка корневого, заполняющих и
облицовочного слоев сварного шва № 2
|
Равномерно по периметру стыка
через "окна" центратора выполнить сварку не менее 60 % длины
корневого слоя электродами с основным покрытием. Прихватки, выполненные до
установки наружного центратора, должны быть выпилены шлифкругом и переварены
корневым слоем.
После снятия центратора
выполнить сварку оставшейся части периметра корневого слоя шва электродами с
основным видом покрытия. Тщательно зашлифовать абразивным кругом корневой
слой шва.
Выполнить сварку заполняющих и
облицовочного слоев шва с зачисткой каждого слоя от шлака и брызг металла.
Число слоев шва определяется толщиной стенки трубы:
|
Толщина стенки трубы, мм
|
Минимальное число слоев шва
|
|
7-11,8
|
3
|
|
12-15,3
|
4
|
|
15,7-18,7
|
5
|
|
19-20
|
6
|
Выровнять шлифмашинкой или
напильником видимые грубые участки поверхности облицовочного слоя шва.
Зачистить прилегающую к сварному шву поверхность трубы от шлака и
металлических брызг.
Нанести на тело трубы клейма
сварщиков на расстоянии 100-150 мм от стыка в верхней полуокружности
|
Сварочный пост, наружный
центратор, шлифовальная машинка, контактный термометр, термокарандаш,
металлическая щетка, зубило, напильник, коврик
|
|
10
|
Контроль качества сварного
соединения
|
Выполнять операционный контроль
при сборке и сварке.
Выполнять контроль режимов
сварки.
Провести визуально-измерительный
контроль сварного соединения, радиографический контроль стыка.
Провести ультразвуковой контроль
|
Визуально, шаблон.
По КИП на сварочном
агрегате (амперметр, вольтметр)
Шаблон
Гамма-рентгенографический
аппарат
Аттестованный
специалист неразрушающего контроля, оборудование для неразрушающего контроля
|
Сварочные
материалы, режимы сварки
|
Сварочные
слои
|
Марка
электродов
|
Диаметр
электрода, мм
|
Полярность
|
Сварочный
ток, А
|
|
Корневой
|
УОНИ 13/55
Фокс ЕВ50
ЛБ-52У
ОК 48.04
Линкольн 16П
|
2,5*
3,0-3,2
|
Прямая/обратная
|
70-90
80-120
|
|
Подваренный
|
3,0-3,2
4,0
|
Обратная
|
90-120
130-150
|
|
Заполняющие
|
3,0-3,2
4,0
|
Обратная
|
90-130
140-170
|
|
Облицовочный**
|
3,0-3,2
4,0
|
Обратная
|
90-120
135-160
|
|
* - электроды
диаметром 2,5 мм рекомендуется использовать для сварки корневого слоя шва
стыков труб с толщиной стенки не более 12 мм;
** - облицовочный
слой шва стыков с толщиной стенки 10,0-11,8 мм выполняется электродами диаметром
3,0-3,2 мм; с толщиной стенки 12,0-15,0 мм - электродами диаметром 4,0 мм или
3,0-3,2 мм.
|
Дополнительные
требования и рекомендации:
1. Не допускается монтаж захлестов
из труб с различной толщиной стенки.
2.
Снимать центратор допускается после сварки не менее 60 % периметра корневого
слоя шва.
3.
Направление сварки всех слоев шва - «на подъем». Температура на торцах труб
перед сборкой корневого слоя шва (выполнение прихваток) должна быть не ниже
установленного для каждой толщины стенки трубы номинального значения.
Температура предыдущего слоя перед наложением последующего должна быть не ниже
плюс 50 °С и не выше плюс 250 °С.
4.
Сварку каждого слоя стыка выполнять одновременно двумя сварщиками.
5.
Не допускается перемещение плети трубопровода до окончания сварки.
6.
После окончания сварки стыки следует накрывать термоизолирующим поясом до
полного остывания.
7.
Сварочные электроды необходимо прокаливать при температуре 300-350
°С в течение 1 часа.
8.
Запрещается оставлять сварные швы незаконченными.
9.
При выпадении атмосферных осадков и ветре свыше 10 м/с выполнять сварочные
работы без инвентарных укрытий запрещается.
10. В
случае применения предварительного подогрева просушка стыка необязательна.
11. Марки аттестованных в установленном порядке электродов
следует выбирать в соответствии с Инструкцией по технологии сварки при
строительстве и капитальном ремонте магистральных нефтепроводов.
12.
При производстве работ должны выполняться требования по охране труда, технике
безопасности.
(рекомендуемое)
1.
Объект сварки: магистральный нефтепровод
2.
Характеристика труб нефтепровода
Характеристика
металла труб нефтепровода
|
Элемент
|
Диаметр,
мм
|
Толщина
стенки, мм
|
Класс
прочности стали
|
Нормативный
предел прочности, МПа
|
Эквивалент
углерода, %
|
|
Труба нефтепровода
|
От 530 до 1220
|
До 16
|
К50
К52
К54
|
490
510
530
|
0,42 ÷ 0,46
|
|
Запорная арматура, соединительная
деталь
|
|
|
|
|
|
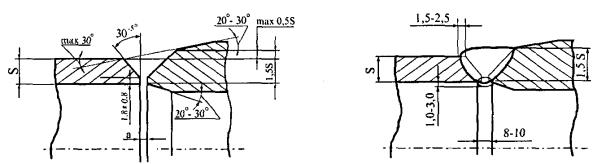
Конструктивные размеры кромок и сварных швов
Величина зазора
|
Диаметр
электрода, мм
|
Величина
зазора, а
|
|
2,5/2,6
|
2,0-3,0
|
|
3,0/3,2
|
2,5-3,5
|
Таблица
Перечень операций сборки и сварки
|
№
п/п
|
Наименование
операции
|
Содержание
операций и основные требования
|
Оборудование
и инструмент
|
|
1
|
2
|
3
|
4
|
|
1
|
Очистка переходных колец, соединительных деталей и задвижки
|
Работы по сборке и сварке осуществляется в
стационарных условиях.
Очистить полости переходных
колец, соединяемых элементов от земли, снега и других загрязнений
|
Скребок
|
|
2
|
Подготовка кромок и поверхностей
под сварку
|
Осмотреть поверхность и кромки
соединяемых элементов. Устранить царапины, риски, задиры на теле трубы
глубиной от 0,2 мм до 0,5 % от толщины стенки шлифованием. Забоины и задиры
фасок глубиной до 5 мм заварить электродами с основным видом покрытия типа
Э50А (Е7016) диаметром 2,5 мм с предварительным подогревом до 100+30
°С.
Зачистить отремонтированные
участки поверхности и кромки труб шлифованием с сохранением минимально
допустимой толщины стенки. Вмятины на торцах труб глубиной до 3,5 % от
диаметра трубы выправить безударным разжимным устройством с местным
подогревом до 100-150 °С независимо от
температуры окружающего воздуха.
Монтаж соединительных элементов
и задвижек, имеющих на торцах забоины и задиры фасок глубиной более 5 мм или
вмятины более 3,5 % диаметра труб не допускается.
Зачистить до металлического
блеска прилегающие к кромкам внутреннюю и наружную поверхности на ширину не
менее 10 мм.
|
Ультразвуковой толщинометр,
шаблон сварщика, металлическая линейка, штангенциркуль, сварочный пост,
станок типа СПК, разжимное приспособление, газовая горелка, контактный
термометр, термокарандаш
|
|
3
|
Сборка переходного кольца с
задвижкой, соединительными деталями
|
Сборку выполнять на наружном
центраторе и на прихватках. Величина зазора между кромками стыкуемых
элементом должна составлять от 2,0... 3,0 мм в
случае применения электродов диаметром 2,5
мм и -2,5...3,5 мм в случае применения электродов диаметром 3,0...3,2 мм. Смещение кромок должно быть равномерно
распределено по периметру стыка и не превышать 20 % от нормативной толщины
стенки. Максимальная величина распределенного смещения (С) составляет:
для труб с толщиной стенки 7,0...10,3 мм С = 2
мм;
для труб с толщиной стенки
10,8...11,4 мм С = 2,2 мм;
для труб с толщиной стенки 11,8..12,2 мм С = 2,4 мм;
для труб с толщиной стенки 12,8...13,2 мм С = 2,6 мм;
для труб с толщиной стенки 14,0...14,2 мм С = 2,8 мм;
для труб с толщиной стенки 15 мм С = 3,0 мм
|
Наружный центратор, шаблон
сварщика, линейка
|
|
4.1
|
Подогрев торцов переходного
кольца и соединительных деталей
|
Для марок стали с эквивалентом
углерода - Сэ ≤ 0,41 и толщиной
стенки трубы:
до 14 мм подогрев не
требуется.
14,1...16,0 мм при температуре окружающего
воздуха ниже минус 35 °С выполнить подогрев до 100+30 °С;
16,1...18 мм при
температуре окружающего воздуха ниже минус 20 °С выполнить подогрев до 100+30
°С;
18,1...20,0 мм при температуре окружающего воздуха ниже минус 5 °С
выполнить подогрев до 100+30
°С;
более 20 мм при любой
температуре окружающего воздуха подогрев до 100+30 °С.
Для марок стали с эквивалентом
углерода - Сэ = 0,42...0,46 и толщиной стенки трубы:
до 12 мм подогрев не
требуется;
12,1...14 мм и
температуре окружающего воздуха ниже минус 15 °С выполнить подогрев до 100+30
°С;
14,1...16 мм и температуре окружающего воздуха
ниже плюс 5 °С выполнить подогрев до 100+30
°С;
более 16 мм при любой
температуре окружающего воздуха выполнить подогрев до 100+30
°С.
Если подогрев не
требуется, необходимо просушить торцы трубы и соединительных деталей нагревом
до температуры 20-50 °С на расстояние 10-15 мм от свариваемых кромок. Снять подогреватель. Выполнить
прихватки равномерно по периметру стыка. Зачистить прихватки. Прихватки и
сварной шов выполнять не менее чем двумя сварщиками одновременно без
перерывов в работе. Количество прихваток и их длина определяются диаметром
свариваемого стыка
|
Диаметр
стыка, мм
|
Количество прихваток, не
менее, шт.
|
Длина прихваток не менее, мм
|
|
до
400
|
3
|
40-50
|
|
400-700
|
3
|
60-100
|
|
700-1020
|
4
|
100-150
|
|
1220
|
4
|
150-200
|
Зачистить и
обработать шлифмашинкой начальный и конечный участок каждой прихватки
|
Кольцевой подогреватель,
контактный термометр или термокарандаш.
Сварочный пост, наружный
центратор, шлифовальная машинка
|
|
4.2
|
Подогрев торцов переходного
кольца и арматуры
|
Для марок стали с эквивалентом
углерода - Сэ
≤ 0,41 и
толщиной стенки трубы:
до 14 мм подогрев не требуется.
14,1...16,0
мм при температуре окружающего воздуха ниже минус 25 °С выполнить подогрев до 100+30
°С;
16,1...18 мм
при температуре окружающего воздуха ниже минус 10 °С выполнить подогрев до 100+30 °С;
более 18,1 мм при любой
температуре окружающего воздуха подогрев до 100+30 °С.
Для марок стали с эквивалентом
углерода - Сэ = 0,42...0,46 и толщиной стенки трубы:
до 12 мм подогрев не требуется;
12,1...14 мм и температуре окружающего воздуха ниже 0 °С выполнить подогрев до 100+30 °С;
более 14,1 мм при любой
температуре окружающего воздуха выполнить подогрев до 100+30 °С.
Порядок проведения последующих
операций аналогичен приведенному в п. 4.1
|
Кольцевой подогреватель,
контактный термометр или термокарандаш.
Сварочный пост, наружный
центратор, шлифовальная машинка
|
|
5
|
Сварка корневого, подваренного,
заполняющих и облицовочного слоев сварного шва № 1
|
Выполнить сварку корневого слоя
шва электродами с основным видом покрытия. Удалить центратор после сварки не
менее 60 % периметра корневого слоя. Завершить сварку корневого слоя,
обработать шлифмашинкой корневой слой. Зачистить корневой слой шва от шлака и
брызг металла.
Произвести очистку и осмотр
корневого слоя изнутри трубы. Выполнить подварочный слой шва
электродами типа Э50А (Е7016), диаметром 3,0-3,2 мм. Ширина подварочного слоя
8...10 мм,
высота усиления 1...3 мм. Зачистить подварочный
слой от шлака и брызг металла.
Выполнить сварку
заполняющих и облицовочного слоев шва с зачисткой каждого сварного слоя от
шлака и брызг металла. Количество слоев сварного шва определяется толщиной
стенки трубы:
|
Толщина стенки трубы, мм
|
Минимальное число слоев шва
|
|
7-11,8
|
3
|
|
12-15,3
|
4
|
|
15,7-18,7
|
5
|
|
19-20
|
6
|
Межслойная
температура при сварке стыков должна иметь величину плюс 50...250 °С.
Выровнять шлифмашинкой или
напильником видимые грубые участки поверхности облицовочного слоя шва.
Зачистить прилегающую к сварному шву поверхность трубы от шлака и
металлических брызг.
Нанести на тело трубы клейма
сварщиков на расстоянии 100-150 мм от стыка в верхней полуокружности.
Накрыть сваренный стык
термоизолирующим поясом до полного остывания шва
|
Сварочный пост, наружный
центратор, шлифовальная машинка, металлическая щетка, контактный термометр,
термокарандаш, шаблон сварщика, напильник, молоток, зубило
|
|
6
|
Контроль качества сварки
|
Выполнять операционный контроль
при сборке и сварке соединяемых элементов
|
Визуально, шаблон.
|
|
Выполнять контроль режимов
сварки
|
По КИП на сварочном агрегате
(амперметр, вольтметр)
|
|
Провести визуально-измерительный
контроль сварных соединений, радиографический контроль, ультразвуковой
контроль
|
Шаблон
Гамма-рентгенграфический
аппарат.
Аттестованный специалист
неразрушающего контроля, оборудование для неразрушающего контроля
|
|
7. Сборку, сварку
стыкового соединения № 2 выполнить аналогично стыковому соединению № 1.
Примечание.
Дальнейшая врезка задвижек с переходными кольцами в основной нефтепровод
должна осуществляться согласно технологической карте сборки и ручной сварки
труб и «катушки»
|
Сварочные
материалы, режимы сварки
|
Сварочные
слои
|
Марка
электродов
|
Диаметр
электрода, мм
|
Полярность
|
Сварочный
ток, А
|
|
Корневой
|
УОНИ 13/55
Фокс ЕВ50
ЛБ-52У
ОК 48.04
Линкольн 16П
|
2,5*
3,0-3,2
|
Прямая/обратная
|
70-90
80-120
|
|
Подваренный
|
3,0-3,2
4,0
|
Обратная
|
90-120
130-150
|
|
Заполняющие
|
3,0-3,2
4,0
|
Обратная
|
90-130
140-170
|
|
Облицовочный**
|
3,0-3,2
4,0
|
Обратная
|
90-120
135-160
|
*
Электроды диаметром 2,5 мм рекомендуется использовать для сварки корневого слоя
шва стыков труб с толщиной стенки не более 12 мм.
** Облицовочный слой
шва стыков с толщиной стенки 10,0-11,8 мм выполняется электродами диаметром 3,0-3,2 мм; с толщиной стенки 12,0-15,0 мм - электродами диаметром 4,0 мм или 3,0-3,2 мм.
Дополнительные
требования и рекомендации:
1. Направление сварки всех слоев шва - «на подъем».
Температура на торцах труб перед сборкой корневого слоя шва (выполнение
прихваток) должна быть не ниже установленного для каждой толщины стенки трубы
номинального значения. Температура предыдущего слоя перед наложением
последующего должна быть не ниже плюс 50 °С и не выше плюс 250 °С.
2.
Сборку и сварку стыковых соединений № 1 и 2 выполнять одновременно двумя
сварщиками на каждый сварной шов.
3.
Сварочные электроды прокалить при температуре 300-350 °С в течение 1
часа.
4.
Запрещается оставлять сварные швы незаконченными.
5.
При выпадении атмосферных осадков и ветре свыше 10 м/с выполнять сварочные
работы без инвентарных укрытий запрещается.
6.
В случае применения предварительного подогрева просушка стыка необязательна.
7.
Конкретные марки аттестованных в установленном порядке электродов следует
выбирать в соответствии с Инструкцией по технологии сварки при строительстве и
капитальном ремонте магистральных нефтепроводов.
8.
При производстве работ должны выполняться требования по охране труда, технике
безопасности.
1. Измерительные
инструменты и приспособления:
а) линейка
металлическая длиной 150-300 мм по ГОСТ 427 -
2 шт.;
б) линейка
металлическая длиной 1000 мм по ГОСТ 427 - 2 шт.;
в) рулетка
металлическая Р 20 - 1 шт.;
г) штангенциркуль
с глубиномером ШЦ 0-125-0,1 по ГОСТ 166
д) штангенциркуль
с глубиномером ШЦ 800 (1000, 1300)-0,1 по ГОСТ 166;
е) универсальный
шаблон сварщика УШС-3 - 1 шт.;
ж) измеритель
геометрических параметров сварных швов - 1
шт.;
з) монтажная
струна (капроновая, металлическая) диаметром
0,5-1,0 мм (длиной до 20 м) - 2 шт.;
и) угольник
металлический 400 × 630 по ГОСТ - 1 шт.;
к) термоанемометр
- 1 шт.;
л) термометр
контактный ТК-5 - 1 шт.;
м) адгезиметр СМ-1 или АР-2 (АМЦ 2-20) - 1 шт.;
н) толщиномер
для контроля толщины изоляционного покрытия - 1 шт.;
о) искровой
дефектоскоп «Крона-1М» - 1 шт.;
п) вискозиметр
ВЗ 246 - 1 шт.;
р) ареометр
- 1 шт.
2. Сборочно-сварочное
оборудование и приспособления:
а) устройство
для разметки катушек - 1 шт.;
б) мягкие
шаблоны (жестяные, картонные и др. полосы шириной 200-300 мм и толщиной до 0,5 мм, имеющие ровную боковую кромку;
длина мягкого шаблона должна быть больше периметра трубы на 500-600 мм) - 2 шт.;
г) центратор
наружный (тип определяется по диаметру трубопровода) - 2 шт.;
д) индивидуальный
сварочный пост (комплект) - 2 ед.;
е) машина
механизированной газовой резки (комплект) - 1
шт.;
ж) газорезательный
пост (комплект) - 1 ед.;
з) прибор
для анализа газовоздушной смеси - 1 шт.;
и) строп
или мягкое полотенце (грузоподъемность и длина определяется проектом
производства работ) - 2 шт.;
з) инвентарное
укрытие от осадков (палатка) - 2 шт.;
и) осветительный
комплекс взрывозащитного исполнения - 1 компл.;
к) лестницы
- 4 шт.;
л) электрическая
шлифовальная машинка - 2 шт.;
к) дрель
ручная ДР-5 (или аналог) - 1 шт.;
л) сверло
(для металла) диаметром 8,0 мм - 2 шт.;
м) монтажный
пояс со спасательной веревкой - 2 шт.;
н) печь
для прокалки электродов - 1 шт.;
п) набор
слесарных инструментов (молоток, зубило и т.п.) - 1 комп.;
р) набор
клейм ударных № 6-10 (буквенных и цифровых)
- по 1 комплекту;
с) лежаки
- 2 шт.;
т) запасной
комплект вантуза Ду 150 Ру 6,3 МПа - 2 шт.;
у) термопеналы.
3. Нормативно-техническая
и технологическая документация:
а) СНиП III 42-80* - 1
экз.;
б) ВСН
012-88 (1 и 2 часть) - 1 экз.;
в) РД
39-00147105-015-98 - 1 экз.;
г) РД
153-006-02 - 1 экз.;
д) РД
153-39.4-114-01 - 1 экз.;
е) настоящий
Регламент - 1 экз.;
ж) РД
153-39.4-067-00 - 1 экз.;
з) копии
актов аттестации технологии сварки;
и) копии
технологических карт на сборочно-сварочные
работы;
к) бланки
оперативной и исполнительной документации;
л) производственные
инструкции и инструкции по видам работ для рабочих.
4. Средства связи и
оргтехника:
а) радиостанция переносная «Motorolla
2100» с зарядным устройством - 2 шт.;
б) радиостанция мобильная «Motorolla»
- 1 шт.;
в) телефонный аппарат с
факсимильной связью «Panasonik» - 1 шт.;
г) переносной персональный
компьютер «Nootbuk» - 1 шт.;
д) лазерный
принтер - 1 шт.
5. Материалы (с
сертификатами качества, паспортами, актами входного контроля) для
производства работ:
а) сварочные
электроды (тип, марки, количество указываются в технологических картах);
б) шлифовальные
и отрезные армированные круги (тип, толщина, диаметр и количество оборотов
указываются в проекте производства работ);
в) изоляционные
материалы (тип, марки, количество указываются в спецификации проекта);
г) соединительные
детали и запорная арматура (тип, класс прочности, марка стали, количество
указываются в спецификации проекта);
д) глиняная
смесь или пневматические заглушающие устройства (тип, диаметр и количество
указываются в проекте производства работ);
е) труба
или ремонтная «катушка» (класс прочности, марка стали, количество указывается в
спецификации проекта, требуемый диаметр ремонтной трубы подбирается в процессе
работ);
ж) мел
(тальк);
з) чертилка;
и) технологические
пробки («чопики») - 6 шт.
Количество
и характеристики материалов определяются:
-
объемом ремонта (количеством ремонтируемых участков МН,
протяженностью ремонтируемых участков);
-
характеристиками ремонтируемого трубопровода (диаметром, толщиной
стенки, классом прочности ремонтируемой трубы);
-
конструкцией изоляционного покрытия (комбинированное, ленточное
и др.);
-
характеристиками применяемого слесарного инструмента (числом
оборотов и мощностью электрошлифовальной машины);
-
погодными условиями при производстве ремонтных работ (зимние или
летние условия).
1.
Подбор трубы, из которой предполагается изготовление «катушки» для ремонта
участка МН, производить двумя методами:
-
подбор по одинаковой длине окружности ремонтной и ремонтируемой
труб;
-
подбор по одинаковому диаметру торца ремонтной и ремонтируемой
труб.
2.
Метод подбора одинаковой длины окружности ремонтной и ремонтируемой трубы
применять в случаях:
-
ремонта участков МН с трубами, имеющими эллипс по диаметру на
торце;
-
ремонта участков МН с трубами, не имеющими эллипса по диаметру на
торце.
Метод
подбора по одинаковому диаметру торца ремонтной и ремонтируемой труб применять
в случае:
-
ремонта участков МН с трубами, не имеющими эллипса по диаметру на
торце.
3.
Подбор трубы по одинаковой длине окружности ремонтной и ремонтируемой
производить в следующей последовательности:
3.1.
Измерить металлической рулеткой длину окружности подготовленных к сварке торцов
ремонтируемой трубы L1 и L2.
Измерение
производить:
-
металлической рулеткой Р10 (Р20);
-
по наружной поверхности трубы;
-
на расстоянии 10-20 мм от края торцов;
-
с точностью до 1 мм.
При
отсутствии эллипсности трубы, допускается измерение диаметра торца трубопровода
штангенциркулем ШЦ 800 (1000, 1300) - III-0,1.
Измерения
производить:
-
по наружной поверхности трубы;
-
на расстоянии до 10 мм от края торцов;
-
во взаимно перпендикулярных положениях штангенциркуля;
-
с точностью до 1 мм.
3.2.
На трубе, из которой предполагается вырезка «катушки», отмерить и отметить
мелом длину ремонтной «катушки»
3.3.
Измерить металлической рулеткой длину окружности по краям ремонтной «катушки» (L3 и L4).
Измерение
производить:
-
металлической рулеткой Р10 (Р20);
-
по наружной поверхности трубы;
-
на отмеченном в п. 2.2
мелом месте трубы;
-
с точностью до 1 мм.
3.4.
По формулам А и Б вычислить разность диаметров, а, следовательно, и
перепад кромок в обоих сварных стыках (Д1 и Д2), получаемых при
использовании данной ремонтной трубы на данном ремонтном участке МН:
A)  (мм) Б)
(мм) Б)  (мм)
(мм)
(Единица
измерения длин окружности L и получаемых
перепадов кромок Д - миллиметр).
3.5.
При получении перепадов кромок Д1 и Д2, удовлетворяющих требованиям п. 9.28 Регламента (п.п.
6.1.19, 6.1.20 РД 153-006-02) из данной трубы
можно вырезать ремонтную «катушку».
3.6.
При получении перепадов кромок Д1 и Д2, не удовлетворяющих требованиям п. 9.28 Регламента (п.п. 6.1.19, 6.1.20
РД 153-006-02) необходимо выполнить одно из условий:
а) По формулам В и Г произвести второй расчет разности диаметров,
а следовательно и перепада кромок в обоих сварных стыках Д3 и Д4 (т.е.
теоретически повернуть «катушку» на 180°):
В)  (мм) Г)
(мм) Г)  (мм)
(мм)
При
получении перепадов кромок Д3 и Д4, удовлетворяющих требованиям п. 9.28 Регламента (п. 6.1.19, 6.1.20 РД
153-006-02), из данной трубы можно вырезать ремонтную «катушку».
б) операции по п.п. 2.1-2.6 необходимо повторить на
другой ремонтной трубе;
в) на трубу с большим диаметром установить переходную
«катушку». Переходная «катушка» должна соответствовать требованиям:
-
по длине п. 9.3;
-
по диаметру п. 9.5.
4.
Подбор труб по одинаковому диаметру торца ремонтной и ремонтируемой труб
выполнять в следующей последовательности:
4.1.
Выполнить замер диаметров ремонтной (Д1) и ремонтируемой (Д2) труб. Методика
замера изложена в п. 3.1.
4.2.
Выполнить расчет разности диаметров Д1 - Д2.
4.3.
Сравнить полученный результат разности диаметров с допустимой величиной
смещения по п. 9.28 Регламента (п.п.
6.1.19, 6.1.20 РД 153-006-02).
При
теоретической величине смещения:
-
удовлетворяющей требованиям п. 9.28 Регламента (п.п. 6.1.19, 6.1.20 РД 153-006-02), из данной трубы можно вырезать
ремонтную «катушку»;
-
не удовлетворяющей требованиям п. 9.28 Регламента (п.п. 6.1.19, 6.1.20 РД
153-006-02), подбирать другую трубу.
Пример 1:
Требуется
отремонтировать дефектный участок МН с трубой 720 × 8 мм.
1. Длина окружности ремонтируемой трубы:
а)
одного торца ремонтируемой трубы L1 = 2260 мм;
б)
второго торца ремонтируемой трубы L2 = 2262 мм.
2.
Длина окружности ремонтной трубы:
а)
одного торца ремонтной трубы L3 = 2258 мм;
б)
второго торца ремонтной трубы L4 = 2255 мм.
3. По формулам (А), (Б), (В), (Г) определяем величину перепада кромок при
сборке труб L1 + L3, L2 + L4:
а)  мм б)
мм б)
 мм
мм
4.
Перепад кромок при сборке труб L1 + L3 находится в допуске, а при сборке труб L2 + L4 не допустим.
5.
Для обеспечения допустимого перепада кромок трубу с диаметрами L3 и L4 развернуть на
180 градусов и произвести сборку L1 + L4, L2 + L3.
6.
По формулам А), Б), В), Г) определяем новую величину перепада кромок при сборке
труб L1 + L4, L2 + L3:
а)  мм б)
мм б)
 мм
мм
7.
Перепад кромок находится в допустимых по п. 9.28 Регламента (п.п. 6.1.19, 6.1.20 РД 153-006-02)
пределах.
8.
Из данной трубы можно вырезать ремонтную «катушку».
Пример 2:
1. Ремонтируемая труба имеет диаметр Д1 = 721 мм и толщину стенки 10 мм.
2.
Ремонтная труба имеет диаметр Д2 = 718 мм и толщину стенки 10 мм.
3.
Разность диаметров Д1 - Д2 = 3 мм.
4.
Перепад кромок труб при сборке труб с диаметрами Д1 и Д2 превышает максимальную
величину смещения 2 мм по требованиям п.п. 9.28 Регламента (п. 6.1.19, 6.1.20 РД 153-006-02).
5.
Трубу с диаметром Д2 использовать для ремонта трубы с диаметром Д1.
1. Измерительные
инструменты и приспособления:
а) линейка
металлическая длиной 150-300 мм по ГОСТ 427 - 2 шт.;
б) линейка
металлическая длиной 1000 мм по ГОСТ 427 - 2 шт.;
в) рулетка
металлическая Р 20 - 1 шт.;
г) штангенциркуль с
глубиномером ШЦ 0-125-0,1 по ГОСТ 166;
г) штангенциркуль с
глубиномером ШЦ 800 (1000, 1300)-0,1 по ГОСТ 166;
д) универсальный
шаблон сварщика УШС-3 - 1 шт.;
е) измеритель
геометрических параметров сварных швов - 1 шт.;
ж) монтажная
струна (капроновая, металлическая) диаметром
0,5-1,0 мм (длиной до 20 м) - 2 шт.;
з) угольник
металлический 400 × 630 по ГОСТ - 1 шт.;
и) термоанемометр
- 1 шт.;
к) термометр
контактный ТК-5 - 1 шт.;
л) микрометры
гладкие (МК 550, МК 650, МК 750, МК 850, МК 1050, МК 1250) - по 1 шт. (номенклатура определяется диаметрами
применяемых труб).
2. Сборочно-сварочное
оборудование и приспособления:
а) стенд
для проведения испытаний труб и соединительных деталей - 1 шт.;
б) камера
для проведения испытаний - 1 шт.;
в) мягкие
шаблоны (жестяные, картонные и др. полосы шириной 200-300 мм и толщиной до 0,5 мм, имеющие ровную боковую кромку;
длина мягкого шаблона должна быть больше периметра трубы на 500-600 мм) - 2 шт.;
г) центратор
наружный (тип определяется по диаметру трубопровода) - 2 шт.;
д) индивидуальный
сварочный пост (комплект) - 2 ед.;
е) машина
механизированной газовой резки (комплект) - 1
шт.;
ж) газорезательный
пост (комплект) - 1 ед.;
з) прибор
для анализа газовоздушной смеси - 1 шт.;
и) строп
или мягкое полотенце (грузоподъемность и длина определяется проектом
производства работ) - 2 шт.;
к) инвентарное
укрытие от осадков (палатка) - 2 шт.;
л) осветительный
комплекс взрывозащитного исполнения - 1 компл.;
м) электрическая
шлифовальная машинка - 2 шт.;
о) печь
для прокалки электродов - 1 шт.;
п) набор
слесарных инструментов (молоток, зубило и т.п.) - 1 компл.;
р) набор
клейм ударных № 6-10 (буквенных и цифровых)
- по 1 комплекту.
с) лежаки
- 2 шт.;
у) кран-балка
(тельфер) грузоподъемностью 5 т - 1 шт.
Примечание.
При отсутствии стенда и камеры, испытания проводить на
открытой площадке с применением опрессовочных агрегатов.
3. Нормативно-техническая и технологическая документация:
а) СНиП
III 42-80* - 1 экз.;
б) ВСН
012-88 (1 и 2 часть) - 1 экз.;
в) РД
39-00147105-015-98 - 1 экз.;
г) РД
153-006-02 - 1 экз.;
д) настоящее
РД - 1 экз.;
е) РД
153-39.4-067-00 - 1 экз.;
ж) технологическая
инструкция по проведению испытаний - 1 экз.;
з) копиями
актов аттестации технологии сварки;
и) копии
технологических карт на сборочно-сварочные
работы;
к) бланки
оперативной и исполнительной документации;
л) ТУ
на испытываемые трубы и соединительные детали - по 1 экз.
4. Средства связи и оргтехника:
а) радиостанция носимая «Motorolla
2100» с зарядным устройством - 1 шт.;
б) телефонный аппарат с
факсимильной связью «Panasonik» - 1 шт.
5. Материалы (с сертификатами качества, паспортами, актами
входного контроля):
а) сварочные
электроды (тип, марки, количество указываются в технологических картах);
б) шлифовальные
и отрезные армированные круги (тип, толщина, диаметр и количество оборотов
указываются в проекте производства работ);
в) соединительные
детали и запорная арматура (тип, класс прочности, марка стали, количество
указываются в спецификации проекта);
г) труба
или ремонтная «катушка» (класс прочности, марка стали, количество указываются в
спецификации проекта, требуемый диаметр ремонтной трубы подбирается в процессе
работ);
д) днища
эллиптические (номенклатура определяется диаметрами испытываемых труб).
Количество
и характеристики материалов определяются:
-
объемом ремонта (количеством испытываемых труб и соединительных
деталей);
-
характеристиками ремонтируемого трубопровода (диаметром, толщиной
стенки, классом прочности ремонтируемой трубы);
-
характеристиками применяемого слесарного инструмента (числом
оборотов и мощностью электрошлифовальной машины).
Подрядная
организация: Объект:
_____________________ __________________________
Исполнительная
документация на объект ______________
выполненная по формам РД 39-00147105-015-98 в
составе:
|
№
п/п
|
Наименование
документа
|
№
чертежа, журнала, акта и т.д.
|
Организация,
составившая документ
|
Кол-во
листов
|
Страницы
по списку
|
|
1
|
2
|
3
|
4
|
5
|
6
|
|
1
|
ПСД на участок ремонта
|
|
|
|
|
|
2
|
Акт на закрепление трассы (ф. 2)
|
|
|
|
|
|
3
|
Разрешение на право производства
работ
(ф. 3)
|
|
|
|
|
|
4
|
Ведомость установленной арматуры
и оборудования (ф. 4)
|
|
|
|
|
|
5
|
Справка о проведении
рекультивации (ф. 5)
|
|
|
|
|
|
6
|
Акт приемки узла запорной
арматуры по монтаж и наладку (ф. 6)
|
|
|
|
|
|
7
|
Акт испытания на прочность
трубы, используемой для замены дефектного участка (ф. 8)
|
|
|
|
|
|
8
|
Список сварщиков (ф. 10)
|
|
|
|
|
|
9
|
Копия актов приемки технологий
сварки (ф. 11)
|
|
|
|
|
|
10
|
Журнал входного контроля
качества (ф.12)
|
|
|
|
|
|
11
|
Журнал сварки труб (ф. 15)
|
|
|
|
|
|
12
|
Журнал изоляционно-укладочных работ
(ф. 16)
|
|
|
|
|
|
13
|
Акты на выполнение гарантийного
стыка (ф. 17)
|
|
|
|
|
|
14
|
Акт на заварку технологических
отверстий
(ф. 18)
|
|
|
|
|
|
15
|
Заключение по проверке качества
сварных соединений физическими методами контроля (ф. 25)
|
|
|
|
|
|
16
|
Заключение по ультразвуковому
контролю качества сварных соединений, (ф. 26)
|
|
|
|
|
|
17
|
Акт о контроле сплошности
изоляционного покрытия засыпанного трубопровода, (ф. 28)
|
|
|
|
|
|
18
|
Допускной лист сварщика (ф. 30)
|
|
|
|
|
|
19
|
Журнал проверки сварных
соединений физическими методами контроля (ф. 32)
|
|
|
|
|
|
20
|
Акт на засыпку уложенного
забалластированного, трубопровода (ф. 34)
|
|
|
|
|
|
21
|
Акт приемки в эксплуатацию (ф.
36)
|
|
|
|
|
|
22
|
Сертификаты на материалы
|
|
|
|
|
|
23
|
Копии паспортов на вантузы, детали...
|
|
|
|
|
|
24
|
Копии паспорта и акта ревизии на
установленную арматуру
|
|
|
|
|
|
25
|
Радиографические снимки
|
|
|
|
|
|
26
|
Ведомость изменений проекта
|
|
|
|
|
|
27
|
Прочие
|
|
|
|
|
|
заполнена
в полном объеме.
Листы
исполнительной документации пронумерованы.
Исполнительная
документация прошита, опечатана печатью Исполнителя.
Замечания
по составу и оформлению исполнительной документации
___________________________________________________________________________
Исполнительная
документация проверена ____________________________________
Исполнительную
документацию сдал ________________________________________
Исполнитель:
____________________________________________________________
(подпись, расшифровка подписи,
должность, дата)
Исполнительную
документацию принял ______________________________________
Заказчик:
________________________________________________________________
(подпись, расшифровка подписи,
должность, дата)
|
(рекомендуемое)
1. Объект
сварки: магистральный нефтепровод
2.
Характеристика труб нефтепровода и патрубка
Характеристики
материалов
|
Элемент
|
Диаметр,
мм
|
Толщина
стенки, мм
|
Марка
стали
|
Класс
прочности стали
|
Временное
сопротивление разрыву, МПа
|
Эквивалент
углерода, %
|
|
Труба нефтепровода
|
От 530
до 1220
|
До 16
|
17ГС;
17Г1С;
17Г1С-У;
12ГСБ;
08ГБЮ
|
До К52
|
До 510
|
0,46
0,46
0,46
0,43
0,43
|
|
Патрубок
|
От 89 до 219
|
До 16
|
Ст.10,
Ст.20,
09Г2С
|
К42
|
412
|
0,35
|
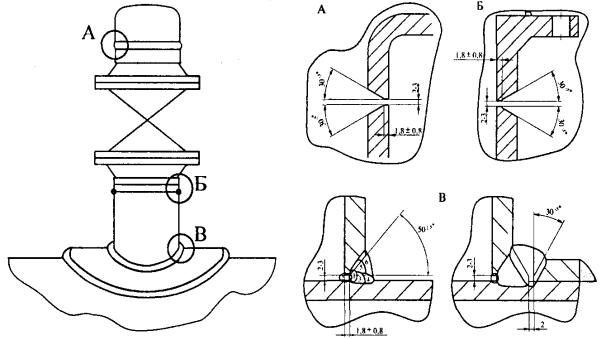
Схема подготовки к сварке элементов вантуза
Таблица Ж. 9.1
Технологическая карта по врезке вантуза.
Перечень операций сборки и сварки вантуза
|
№
п/п
|
Наименование
операции
|
Содержание
операций и основные требования
|
|
1
|
2
|
3
|
|
1.а
|
Сборка и сварка ответных фланцев
задвижки с патрубком и эллиптической заглушкой (выполняются в стационарных
условиях). Контроль качества сварного соединения
|
Подготовить кромки соединяемых
элементов под сварку. Выполнить подогрев торцов стыкуемых элементов в
зависимости от температуры окружающего воздуха и толщины стенки.
Если подогрев не требуется,
торцы просушить нагревом до 50 °С. Сборку фланца задвижки с патрубком осуществлять с
помощью четырех прихваток. Выполнить прихватки, зачистить. Выполнить сварку
корневого слоя шва, зачистить. Выполнить подварочный слой стыка фланец-патрубок. Зачистить. Выполнить сварку
двух заполняющих и облицовочного слоя с зачисткой каждого слоя.
Нанести клейма сварщиков.
Зачистить.
Сборка и сварка фланца задвижки
с эллиптической заглушкой выполняется аналогично сварке фланца задвижки с
патрубком.
Операционный контроль при сборке
и сварке, визуально-измерительный контроль.
Контроль режимов сварки.
Контроль сварных швов
радиографическим, ультразвуковым методами
|
|
1.б
|
Сборка и сварка приварного торца
вантузной задвижки с патрубком и ответного фланца с эллиптической заглушкой
(выполняются в стационарных условиях). Контроль качества сварного соединения
|
Подготовить кромки соединяемых
элементов под сварку. Выполнить подогрев торцов стыкуемых элементов в
зависимости от температуры окружающего воздуха и толщины стенки.
Если подогрев не требуется,
торцы просушить нагревом до 50 "С. Сборку задвижки с патрубком осуществлять с помощью
четырех прихваток. Выполнить прихватки, зачистить. Выполнить сварку корневого
слоя шва, зачистить. Выполнить подварочный слой стыка задвижка-патрубок.
Зачистить. Выполнить сварку двух заполняющих и облицовочного слоев с
зачисткой каждого слоя.
Нанести клейма сварщиков.
Зачистить.
Сборка и сварка фланца задвижки
с эллиптической заглушкой выполняется аналогично п. 1а.
Операционный контроль при сборке
и сварке, визуально-измерительный контроль.
Контроль режимов сварки.
Контроль сварных швов
радиографическим, ультразвуковым методами
|
|
2
|
Сборка вантуза и испытание
конструкции
|
После выполнения операций 1а или 1б провести
сборку конструктивных элементов вантуза и заварку заглушки к вантузу. Провести гидравлическое испытание на прочность и
плотность согласно п. 3.12.
Провести испытание на герметичность затвора задвижки.
Выполнить маркировку вантуза и
оформление паспорта на вантуз по форме приложения В. Осуществить консервацию вантуза
|
|
3
|
Сборка и приварка патрубка к
трубе
|
На подготовленную к сварке трубу
установить патрубок или задвижку с патрубком при использовании приварной
задвижки, выполнить прихватки (не менее четырех на равном удалении друг от
друга).
При эквиваленте углерода металла
Сэ менее 0,41 % и толщине стенки 14,1...16 мм при температуре окружающего воздуха
-35 °С требуется предварительный подогрев патрубка и воротника вантуза до 100 °С.
При эквиваленте углерода металла
Сэ 0,42-0,46 % и толщине стенки 12,1...14,0 мм при температуре окружающего воздуха -15 °С, при толщине стенки 14,1...16,0 мм при температуре
окружающего воздуха +5 °С требуется подогрев
патрубка и воротника вантуза до 100 °С.
Если подогрев не требуется,
торцы кромок просушить нагревом до 50 °С.
Выполнить прихватки длиной 30...50 мм.
Зачистить прихватки. Выполнить корневой слой шва, зачистить. Выполнить
подварочный слой, зачистить.
Выполнить два заполняющих слоя и
облицовочный слой двумя валиками с последующей зачисткой каждого слоя
шлифмашинкой.
Нанести на тело патрубка клейма
сварщиков.
На сварные швы наложить
теплоизолирующие пояса, снять их после полного остывания сварного соединения
|
|
4
|
Контроль качества сварного
соединения
|
Контроль стыка выполнить как со стороны
трубы, так и со стороны патрубка методом ультразвуковой и цветной
дефектоскопии
|
|
5
|
Сборка и сварка усиливающего
воротника
|
На трубу установить усиливающий воротник.
Зазор между трубой и воротником должен быть не более 1,0 мм. Предварительный
подогрев выполняется в соответствии с пунктом 3
настоящей таблицы.
Торцы кромок просушить при 50 °С. Выполнить не
менее четырех прихваток с каждой стороны внутреннего и внешнего диаметров,
прихватки зачистить. Выполнить сварку корневого, заполняющих и облицовочного
слоев шва с последующей зачисткой каждого слоя. Сварку выполнять сначала по
внутреннему периметру воротника, затем по наружному периметру. Нанести клейма
сварщиков несмываемой краской или металлическими клеймами на расстоянии 100...150 мм от сварного шва.
На сварные швы наложить
теплоизолирующие пояса, снять их после полного остывания сварного соединения
|
|
6
|
Контроль качества сварных швов
|
Контроль качества сварных швов выполнить
как со стороны трубы, так и со стороны патрубка методом ультразвуковой и
цветной дефектоскопии
|
Примечание.
* Конструктивные элементы
подбираются по толщине стенки при изготовлении в ЦБПО.
(рекомендуемое)
Величина компенсируемого магнитного поля в зазоре, мТл ................... 170
Величина нескомпенсированного магнитного поля в зазоре, мТл, ........ не более 3
Напряжение питания, В ................................................................................ постоянное 70
Потребляемая мощность, кВт, ..................................................................... не более 3
Максимальный ток компенсации одного канала, А .................................. 20
Ток срабатывания, А ..................................................................................... 25
Время достижения компенсации магнитного поля в зазоре, мин, .......... не более 2
Количество компенсирующих модулей на один сварной шов, шт. .......... 3
Наружный диаметр свариваемого трубопровода, мм
ПКНТ-5/8 ........................................................................................................ 530, 720, 820
ПКНТ-10/12 .................................................................................................... 1020, 1220
Внутренний диаметр компенсирующих модулей, мм
ПКНТ-5/8 ........................................................................................................ 820
ПКНТ-10/12 .................................................................................................... 1220
Масса одного компенсирующего модуля, кг
ПКНТ-5/8 ........................................................................................................ 11
ПКНТ-10/12 .................................................................................................... 15
Масса блока управления, кг ......................................................................... 25
Масса общая, кг, не более
ПКНТ-5/8 ........................................................................................................ 110
ПКНТ-10/12 .................................................................................................... 140
Габаритные размеры блока управления, мм:
высота ............................................................................................................. 360
длина ............................................................................................................... 480
ширина ............................................................................................................ 260
(справочное)
Для
определения диаметра вантуза для впуска воздуха использована формула Сен-Венана
 (К1.1)
(К1.1)
и
соотношения:  ;
;  ,
,
где
V - скорость
поступающего через вантуз воздуха;
к
- постоянная адиабаты воздуха; к = 1,4;
Рн - атмосферное
давление воздуха;
Pв - давление в
полости нефтепровода в месте врезки вантуза;
ρ1
- плотность воздуха при нормальных условиях;
Q - расход воздуха через вантуз;
F - площадь поперечного сечение вантуза;
D - диаметр патрубка.
При
расчете диаметра вантуза для впуска воздуха приняты следующие исходные данные:
Рн - атмосферное
давление воздуха; Рн = 1,013 · 105 Па;
ρ1
- плотность воздуха; ρ1 = 1,293 кг/м3;
R - газовая постоянная для воздуха; R = 287,14 (Н · м)/(кг
· K);
T1 - температура
воздуха, T1 = 273 °К.
Диаметры
вантузов для впуска воздуха определяются по величине давления в полости
нефтепровода Рв (0,501 · 105
Па - 1,008 · 105
Па), отношению внутреннего давления в полости
нефтепровода к атмосферному (0,5 - 0,995) и по
значениям суммарной производительности откачивающих насосных агрегатов (600 м3/ч, 1000 м3/ч и
1250 м3/ч, 2500 м3/ч).
По
вычисленным значениям построен график зависимости диаметра вантуза от давления
в полости нефтепровода при объемном расходе воздуха через вантуз 600 м3/ч, 1000 м3/ч, 1250 м3/ч, 2500 м3/ч.
Необходимая
суммарная производительность откачивающих насосных агрегатов определяется в
соответствии с Регламентом... остановок МН, необходимый диаметр вантуза
выбирается по графику, в зависимости от потребной производительности откачки и
давления в полости нефтепровода.
Значения
диаметров вантузов, определенные при критической скорости истечения воздуха
через отверстие в стенке трубопровода

и отношения диаметра
отверстия в стенке трубопровода к диаметру патрубка вантуза,
равного 0,8, приведены в табл. К1.1.
Таблица К1.1
Минимальный диаметр для впуска воздуха
При выборе диаметра вантуза для впуска воздуха следует учитывать,
что в большинстве случаев этот же вантуз будет использоваться для выпуска
воздуха при заполнении нефтепровода нефтью.
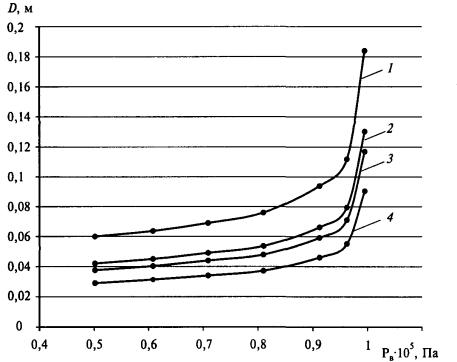
Рис. К1.1. График зависимости диаметра вантуза D для впуска воздуха от давления Pв в полости
нефтепровода:
1 - Q = 2500 м3/ч; 2 - Q = 1250 м/ч; 3 - Q = 1000 м3/ч; 4 - Q = 600 м/ч
(справочное)
Объемный
расход воздуха через вантуз определяется с учетом «эффективной» длины
патрубка L по формуле
 (К2.1)
(К2.1)
где
Q - расход воздуха через вантуз;
D - диаметр патрубка;
ρв - плотность
воздуха в трубопроводе;
F - площадь сечения воздухоспускного патрубка;
g - ускорение свободного падения;
λ - коэффициент гидравлического
сопротивления;
к - показатель
адиабаты, для воздуха, к = 1,4;
Рв - давление
воздуха внутри трубопровода;
Рн - атмосферное
давление воздуха;
Lnp - длина патрубка с учетом местных
сопротивлений;
Плотность
воздуха (ρв) определяется
по формуле
 , (К2.2)
, (К2.2)
где
Рв - давление
воздуха внутри трубопровода;
R - газовая постоянная, R = 287 Дж/кг °К;
Т -
температура в полости нефтепровода, Т =
283 °К.
Проведенные
расчеты показывают, что режим течения газа через вантуз, при его диаметре до 150
мм, соответствует зоне смешанного трения.
В
области режима смешанного трения коэффициент гидравлического сопротивления
определен по формуле
 , (К2.3)
, (К2.3)
где
к - эквивалентная шероховатость, для новых цельнотянутых стальных труб, к
= 0,07 · 10-3
м; D - диаметр патрубка.
Приведенная
длина патрубка определена с учетом влияния местных сопротивлений по формуле
Lnp = L + ΣLэ, (К2.4)
где
L - геометрическая
длина патрубка;
Lэ - эквивалентная
длина местных сопротивлений.
 ,
,
где
ξ - коэффициент местного сопротивления;
D - диаметр патрубка;
λ - коэффициент гидравлического
сопротивления.
Расчеты
проведены для диаметров вантузов в пределах 0,025-0,150
м при изменении давления в полости нефтепровода от 1 · 105 Па до 1,9 · 105
Па.
По
результатам вычислений построен график зависимости диаметра вантуза
от изменения давления в полости нефтепровода при заполнении нефтепровода с
производительностью 1000 м3/ч, 2500
м3/ч и 5000 м3/ч.
Значения
диаметров вантузов, определенные при критической скорости истечения
газовоздушной смеси через вантуз  приведены в табл. К2.1.
приведены в табл. К2.1.
Таблица К2.1
Минимальный диаметр вантуза для выпуска газовоздушной смеси при
заполнении нефтепровода
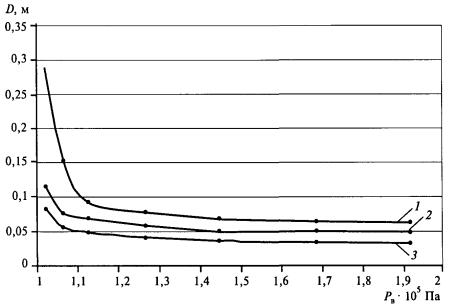
Рис. К2.1. График зависимости диаметра вантуза D для выпуска газовоздушной смеси от давления Pв в полости
нефтепровода:
1 - Q = 5000 м/ч; 2
- Q = 2520 м3/ч; 3 - Q = 1000 м3/ч
(справочное)
|
Материал
|
Нормативный
документ
|
Изготовитель
|
|
Битумно-полимерные грунтовки
|
|
Грунтовка «Транскор»
|
ТУ 5775-003-32989231-00
|
ЗАО «Делан», г. Москва
|
|
Праймер ПЛ-М
|
ТУ 5775-001-01297858-01
|
З-д «Адгезия-ЗИМ», г. Сызрань
|
|
П-001
|
ТУ 102-612-92
|
З-д «Адгезия-ЗИМ», г. Сызрань
|
|
Грунтовка под мастику «Биом»
|
ТУ 2313-002-20994575-01
|
ЗАО «БИОМ», г. Бийск
|
|
Поливинилхлоридные ленты
|
|
Поливинилхлоридные ленты
|
ТУ 2245-007-05801845-00
|
ПО «Трубоизоляция»,
г. Новокуйбышевск
|
|
-«-
|
ТУ 2245-071-43595506-00
|
Комбинат «ИСКОЖ», г. Нальчик
|
|
-«-
|
ТУ 2245-044-00147105-96
ТУ 2245-001-39975404-001
|
Химкомбинат, г. Стерлитамак
ООО «РОНИН» Нефтекамск
|
|
Термоусаживающиеся ленты на
основе радиационно-модифицированного полиэтилена
|
|
ДРЛ-Л
|
ТУ 2245-003-46541379-98
|
«Гефест-Ростов»
|
|
Политерм
|
ТУ 2245-005-05801845-00
|
ПО «Трубоизоляция», г.
Новокуйбышевск
|
|
Битумно-полимерные
мастики
|
|
Транскор
|
ТУ 5775-002-32989231-99
|
ЗАО «Делан», г. Москва
|
|
Битэп
|
ТУ 5775-004-48097807-00
|
з-д «Мастика», г. Сызрань
|
|
Биом-2
|
ТУ 5775-004-20994575-01
|
з-д «БИОМ», г. Бийск
|
|
Изобит
|
ТУ 001-47105026-00
|
НПФ «Ада», г. Уфа
|
|
Защитные обертки
|
|
ПЭКОМ
|
ТУ 2245-006-05801845-00
|
ПО «Трубоизоляция», г.
Новокуйбышевск
|
|
«Полилен-О»
|
ТУ 2245-004-01297858-99
|
ПО «Трубоизоляция», г.
Новокуйбышевск
|
|
«Полилен-ОБ»
|
ТУ 2245-004-01297859-99
|
ПО «Трубоизоляция», г.
Новокуйбышевск
|
|
Полимерно-битумные ленты
|
|
ЛИТКОР-НК
|
ТУ 2245-010-05801845-01
|
|
|
ЛИТКОР
|
ТУ 2245-001-48312016-01
|
|
|
ЛИТЕП
|
ТУ 2245-003-01297858-01
|
|
Нормативная
документация:
-
РД 39-00147105-015-98 Правила капитального ремонта магистральных
нефтепроводов.
-
РД
153-39.4-056-00 Правила технической эксплуатации магистральных
нефтепроводов.
-
ВППБ 01-05-99 Правила пожарной
безопасности при эксплуатации магистральных нефтепроводов.
-
РД 153-39.4-114-01 Правила ликвидации аварий и
повреждений на МН.
-
Регламент оформления нарядов-допусков на огневые, газоопасные и
другие работы повышенной опасности на взрывоопасных и пожароопасных объектах
МН.
-
Регламент организации производства ремонтных и строительных работ
на объектах магистральных нефтепроводов.
-
Регламент по организации и планированию работ по техническому
обслуживанию, ремонту оборудования линейной части магистральных нефтепроводов
ОАО МН.
-
ВСН
012-88 Строительство магистральных и промысловых трубопроводов, часть I, II. Контроль
качества и приемки работ.
-
ВСН
006-89 Строительство магистральных и промысловых трубопроводов. Сварка.
-
СНиП
III-42-80* Магистральные трубопроводы.
Оперативная
документация:
-
Разрешение на производство работ.
-
План производства работ.
-
Заявка ОАО МН на остановку нефтепровода, НПС и разрешение компании
на остановку нефтепровода, НПС.
-
Приказ о назначении ответственных лиц за обеспечение сохранности
нефтепровода при передвижении техники в охранной зоне нефтепровода.
-
Приказ о назначении ответственных за безопасное производство работ
в соответствии с утвержденным планом производства работ, представление в ОАО «АК»
Транснефть»
достоверной информации о ходе производства работ, за обеспечение на месте
производства работ всей необходимой документации.
-
Журнал инструктажей персонала на рабочем месте.
-
Инструкции по охране труда по профессиям и видам работ.
-
Инструкции по пожарной безопасности.
-
Журнал проверок состояния условий труда.
-
Удостоверения о проверке знаний (у каждого работника).
-
Наряды-допуски на газоопасные, огневые и другие работы повышенной
опасности.
-
Табель технического оснащения.
-
Журнал осмотра газорезательного оборудования.
-
Журнал учета и осмотров съемных грузозахватных приспособлений.
-
Паспорта на грузозахватные приспособления.
-
Вахтенный журнал грузоподъемного механизма.
-
Акты и протоколы испытаний машин, механизмов, защитных средств и
электроинструмента.
-
Отчет по результатам внутритрубной диагностики на участок ремонта.
-
Выписка из оперативной части Плана ликвидации возможных аварий.
-
Паспорта-формуляры на оборудование.
-
Технологические карты на земляные, сварочные и изоляционные
работы.
-
Папка предписаний, актов проверок.
Исполнительная
документация:
-
Акт передачи участка нефтепровода. К акту прилагаются:
-
ситуационный план (схема) трассы или участка территории,
-
ведомость глубины заложения действующего трубопровода, его
сооружений и границ ремонтируемого объекта;
-
ведомость установленной арматуры и оборудования;
-
необходимые характеристики, привязки трубопроводов, сооружений,
коммуникаций, вырытых шурфов и установленных закрепительных знаков;
-
технологическая схема участка с указанием сварных присоединений;
-
ведомость пересечений участка нефтепровода и технические условия
от владельцев коммуникаций на производство работ в зоне пересечений;
-
Акт закрепления трассы, площадки;
-
Акт-допуск по форме СНиП 12-03-01;
-
разрешение на производство работ в охранной зоне нефтепровода;
-
схема маршрутов движения и мест, оборудованных переездов техники
через действующий нефтепровод;
-
схема организации связи с местом производства работ;
-
Акт испытания на прочность, проверки на герметичность трубы,
используемой для замены дефектного участка;
-
список сварщиков и приказы о присвоении сварщикам личных клейм;
-
допускные листы сварщиков;
-
копия акта приемки технологии сварки и ремонта;
-
журнал входного контроля качества;
-
сертификаты на трубы, сварочные и изоляционные материалы;
-
журнал сварочных работ;
-
журнал изоляционно-укладочных работ и ремонта изоляции;
-
Акт на заварку гарантийного стыка;
-
Акт на заварку технологических отверстий;
-
заключения по проверке качества сварных соединений физическими
методами контроля;
-
Акт о контроле сплошности изоляционного покрытия засыпанного
трубопровода;
-
журнал проверки сварных соединений физическими методами контроля;
-
паспорта на установленные вантузы, арматуру;
-
проект производства взрывных работ.
СОДЕРЖАНИЕ