2.6.1.
Для определения ударной вязкости металла испытанию должны быть подвергнуты
образцы с V-образным надрезом, ось надреза которых должна быть
перпендикулярной к поверхности листа. Для листов толщиной 10 мм и более
применяются образцы типа 11, для листов толщиной от 7,5 до 10 мм - образцы типа
12, для листов толщиной от 5 до 7,5 мм - образцы типа 13.
2.6.2.
Определение ударной вязкости проводят на поперечных образцах, у которых длинная
сторона ориентирована поперек главному направлению прокатки листов.
2.6.3.
Испытанию при заданной температуре подвергаются три образца от партии (листа).
Определяется среднее значение ударной вязкости, которое должно быть не ниже
нормированной величины. Для одного из трех образцов допускается значение
ударной вязкости ниже нормированной величины, но не ниже 70 % от нее.
2.6.4.
Выбор температуры испытания зависит от гарантированного минимального предела
текучести стали.
Для
листов с гарантированным минимальным пределом текучести 390 МПа и ниже
температура испытания определяется по графику (рис. 2.1). При этом учитывают гарантированный минимальный
предел текучести, расчетную температуру металла, толщину листа.
Для
листов с гарантированным минимальным пределом текучести выше 390 МПа
температура испытаний должна быть не выше расчетной температуры металла.
Гарантированный
минимальный предел текучести для выбираемого варианта стали и толщины листа
может быть взят по табл. 2.6.
2.6.5.
Нормированная величина ударной вязкости зависит от гарантированного
минимального предела текучести и направления вырезки образцов (поперечных или
продольных). На поперечных образцах для листов с пределом текучести 345 МПа и
ниже она равна 35 Дж/см2, для листов с более высоким гарантированным
пределом текучести она составляет не менее 50 Дж/см2.
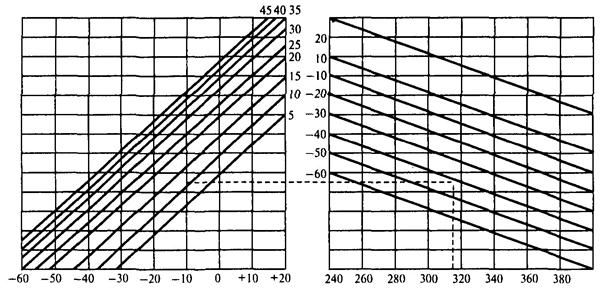
Рис. 2.1. График определения температуры испытания
с учетом предела текучести, расчетной температуры металла и толщины листов
(штриховой линией показан порядок действий)
2.6.6. Для стали с пределом
текучести 315 МПа и ниже допускается (в интервале температур, ограничиваемых
сверху нормируемым уровнем ударной вязкости 35 Дж/см2) снижение нормируемого
значения ударной вязкости на поперечных образцах до 30 Дж/см2 при
условии, что для одного из трех образцов разрешается снижение значения ударной
вязкости на 5 % ниже нормированной величины.
2.6.7. Для фасонного проката определение
ударной вязкости производится на продольных образцах, длинная сторона которых
совпадаете
длиной проката, при этом нормируемое значение
ударной вязкости марки стали повышается по сравнению с листовым прокатом
аналогичной толщины на 20 Дж/см2.
2.6.8. Для сталей, у которых
в нормативных документах отсутствуют требования по ударной вязкости на образцах
типа Шарпи,
допускается оценку качества стали проводить на образцах типа Менаже. При этом
уровень ударной вязкости и температура испытания образцов назначаются на
основании нормативных документов.
2.7.1. Листовая сталь для
основных элементов конструкций должна поставляться металлургическим
организациям партиями. Партию составляют листы одной марки стали, одной плавки
- ковша, одной толщины, изготовленные по одинаковой технологии, включая режимы
прокатки и термической обработки. Масса поставляемой партии проката из
углеродистой стали не должна превышать норм, установленных стандартом.
2.7.2. Листы каждой партии
должны сопровождаться документом о качестве. В документе о качестве кроме
характеристик, предусмотренных требованиями стандарта, должны быть указаны
характеристики, предусмотренные дополнительными требованиями настоящих Правил.
2.8.1. В
заказе на изготовление проката для основных элементов конструкций резервуаров
наряду с наименованием марки стали, номером стандарта, геометрических размеров
листов (толщины, ширины, длины) и их массы указываются следующие дополнительные
требования:
симметричное расположение
поля допуска по толщине или поле допуска с постоянным предельным нижним
отклонением, равным 0,3 мм;
точность изготовления по
толщине (ВТ или AT), по ширине (АШ или БШ), по плоскостности
(ПО или ПВ), по серповидности (СП);
масса партии (40 т);
ограничение углеродного
эквивалента для стали класса прочности 390 и ниже (Сэкв 0,43 %);
требования к ударной
вязкости: тип образца (11, 12 или 13 согласно действующему стандарту, поперечные или
продольные); температура испытания, °С; нормированная величина ударной вязкости
(30, 35, 50, 60 или 70 Дж/см2).
Качество поверхности листов
должно удовлетворять требованиям стандарта.
2.8.2. При заказе
металлопроката по п. 2.3.3
требования к прокату по размерам, толщине, ширине, точности проката по толщине,
плоскостности и серповидности характера кромки указываются в соответствии с
установленными требованиями.
2.8.3. По требованию
заказчика листы стали для основных элементов конструкций должны применяться с
гарантией сплошности после ультразвукового контроля в соответствии со
стандартом. Класс сплошности - 0; 1. Неконтролируемые зоны листа не должны превышать: у
продольной кромки - 5 мм, у поперечной кромки - 10 мм.
Фасонный прокат, входящий в
состав основных элементов конструкций резервуаров (элементы каркаса
стационарных крыш, опорные кольца резервуаров с плавающей крышей, подкосы,
кольца жесткости стенки и др.), также должен удовлетворять требованиям к
материалу, предусмотренным п. 2.2 и 2.6. Это оговаривается в соглашении
изготовителя конструкций резервуара с поставщиком фасонного проката.
Требования к материалу
вспомогательных конструкций должны соответствовать строительным нормам и
правилам для строительных стальных конструкций с учетом условий эксплуатации,
действующих нагрузок и климатических воздействий.
Сварочные материалы
(электроды, сварочная проволока, флюсы, защитные газы) должны выбираться в
соответствии с требованиями технологического процесса изготовления и монтажа
конструкций и выбранных марок стали. При этом применяемые сварочные материалы и
технология сварки должны обеспечивать механические свойства сварного шва не
ниже свойств, установленных требованиями для рекомендуемых в настоящих Правилах
выбранных сталей.
2.12.1. Материалом монтажных
болтов и гаек, временно используемых при сборке элементов вспомогательных
конструкций (лестниц, площадок, ограждений), а также крыш, опорных колец и
т.п., допускается сталь марок 20пс или 20.
2.12.2. При выборе материала
болтов и гаек для
фланцевых присоединений трубопроводов к патрубкам следует учитывать расчетную температуру металла. При расчетной
температуре до -40 °С включительно для болтов и гаек рекомендуется сталь марки
Ст3сп5, при расчетной температуре от -40 до -50 °С включительно - сталь марки 09Г2С категории 12, при расчетной температуре ниже -50 °С - сталь марки 09Г2С
категории 13.
2.12.3. Выбор марок стали для
фундаментных болтов рекомендуется производить согласно действующему стандарту.
III.
КОНСТРУКЦИЯ РЕЗЕРВУАРОВ
3.1.1. Термины и определения
сварных соединений принимать в соответствии с нормативными документами на
сварку.
3.1.1.1. Стыковое соединение
- сварное соединение двух элементов, примыкающих друг к другу торцевыми
поверхностями.
3.1.1.2. Угловое соединение
- сварное соединение двух элементов, расположенных под углом и сваренных в
месте их примыкания.
3.1.1.3. Нахлесточное соединение - сварное соединение двух элементов, расположенных
параллельно и частично перекрывающих друг друга.
3.1.1.4. Тавровое соединение
- сварное соединение, в котором торец одного элемента приварен под
прямым углом к боковой поверхности другого элемента.
3.1.2. Термины и определения сварных швов
3.1.2.1. Стыковой шов
- сварной шов стыкового соединения с различной разделкой кромок:
прямоугольной, Х-образной, К-образной, V-образной.
3.1.2.2. Угловой шов
- сварной шов углового, нахлесточного или таврового соединения.
3.1.2.3. Типы сварных швов:
непрерывный шов - сварной шов без
промежутков по длине;
прерывистый шов - сварной шов с
промежутками по длине, участки шва должны быть не менее 50 мм;
прихватки, выполняемые для
фиксации взаимного расположения свариваемых элементов.
3.1.3. Конструктивные
элементы сварных соединений и швов, как правило, должны соответствовать
требованиям стандартов на применяемый вид сварки:
для ручной дуговой сварки;
для автоматической и
полуавтоматической сварки под флюсом;
для дуговой сварки в среде
защитных газов.
3.1.4. Общие требования к сварным
соединениям
3.1.4.1. Сварные швы
соединений должны быть плотнопрочными и соответствовать основному металлу по
показателям стандартных механических свойств металла шва: пределу текучести,
временному сопротивлению, относительному удлинению, ударной вязкости, углу загиба.
3.1.4.2. Для улучшения
коррозионной стойкости металл шва и основной металл по химическому составу
должны быть близки друг к другу.
3.1.4.3. Технологию сварки
следует выбирать таким образом, чтобы избежать возникновения значительных
сварочных деформаций и перемещений элементов конструкций.
3.1.5. Ограничения на сварные соединения
и швы
3.1.5.1. Прихватки не
рассчитываются на силовые воздействия.
3.1.5.2. Стыковые соединения
деталей неодинаковой толщины при разнице, не превышающей значений, указанных в
табл. 3.1, могут выполняться так
же, как и деталей одинаковой толщины; конструктивные элементы разделки кромок и
размеры сварочного шва следует выбирать по большей толщине.
Таблица 3.1
При разности в толщине свариваемых деталей выше
значений, указанных в табл. 3.1,
на детали, имеющей большую толщину, должен быть сделан скос под углом 15° с
одной или с двух сторон до толщины тонкой детали. При этом конструкцию разделки
кромок и размеры сварного шва следует выбирать по меньшей толщине.
3.1.5.3. Не допускается смещение свариваемых кромок
более:
а) 1,0 мм - для деталей толщиной t
= 4 - 10 мм;
б) 0,1t - для деталей толщиной t = 10 - 40
мм, но не более 3 мм.
3.1.5.4. Максимальные катеты угловых сварных швов не
должны превышать 1,2 толщины более тонкой детали в соединении.
3.1.5.5. Для деталей толщиной 4 - 5 мм катет углового
сварного шва должен быть равен 4 мм.
Для деталей большей толщины катет углового шва
определяется расчетом или конструктивно, но должен быть не менее 5 мм.
3.1.5.6. Заводские сварные соединения рулонных заготовок
выполняются встык.
3.1.5.7. Нахлесточное соединение со сваркой с одной
стороны допускается при сборке днища и крыши из рулонных заготовок с величиной
нахлестки не менее 30 мм. При полистовой сборке днищ и крыш допускаются сварные
соединения листов встык на подкладке и нахлесточные соединения с величиной
нахлестки 5t, но не менее 30 мм.
3.2.1. Вертикальные соединения стенки
Вертикальные соединения
стенки должны быть стыковыми с полным проплавлением по толщине листов (рис. 3.1).
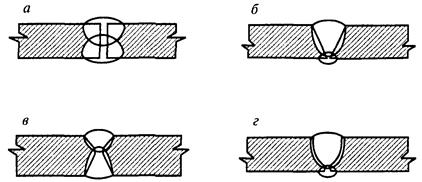
Рис. 3.1. Вертикальные стыковые соединения стенки:
а - без разделки кромок; б - со скосом двух
кромок; в - с двумя скосами кромок; г - с криволинейным
скосом кромок
Вертикальные соединения листов
в прилегающих поясах стенки должны быть смещены относительно друг друга на
расстояние не менее 8t, где t - наибольшая из толщин листов прилегающих поясов.
Для резервуаров II и III класса при изготовлении стенки из рулонных полотнищ
допускаются вертикальные заводские и монтажные стыковые соединения без
смещения.
Расстояния между швами
патрубков, усиливающих листов и швами стенки должны быть не менее: до
вертикальных швов - 250 мм, до горизонтальных швов - 100 мм.
Вертикальные соединения
первого пояса стенки должны располагаться на расстоянии не менее 100 мм от
стыков окраек днища.
3.2.2. Горизонтальные соединения стенки
Горизонтальные соединения
листов должны
выполняться двусторонними стыковыми швами с полным проплавлением (рис. 3.2).
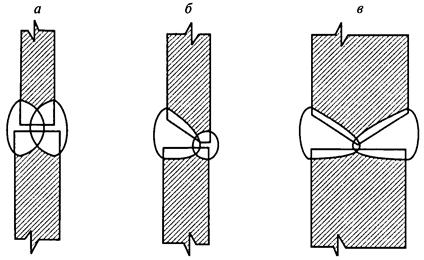
Рис. 3.2. Горизонтальные стыковые соединения
стенки:
а - без разделки
кромок; б - с криволинейным скосом одной кромки верхнего листа; в
- с двумя скосами одной кромки верхнего листа
Листы вышележащего пояса
должны располагаться в пределах толщины листа нижележащего пояса. Взаимное расположение листов
соседних поясов устанавливается проектом.
3.2.3. Соединения днища
3.2.3.1. Стыковые соединения
применяются при заводском изготовлении рулонируемых полотнищ днищ. Стыковые
соединения на остающейся подкладке применяются для сварки кольцевых окраек, а
также при полистовой сборке центральной части днищ.
3.2.3.2. Нахлесточные
соединения днища применяются для соединения между собой рулонируемых полотнищ
днищ, листов центральной части днищ при их полистовой сборке, а также для
соединения центральной части днищ с кольцевыми окрайками (рис. 3.3, 3.4, 3.5).
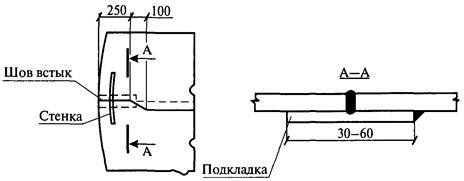
Рис. 3.3. Соединения полотнищ днища
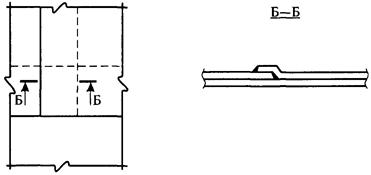
Рис. 3.4. Соединение листов центральной части днища
3.2.4. Соединение днища со стенкой
Для. соединения днища со стенкой применяется тавровое соединение. Для
резервуаров с толщиной листов нижнего пояса стенки 20 мм и менее рекомендуется
тавровое сварное соединение без разделки кромок (рис 3.6, а). Размер катета каждого углового шва
должен быть не более 12 мм и не менее номинальной толщины окрайки.
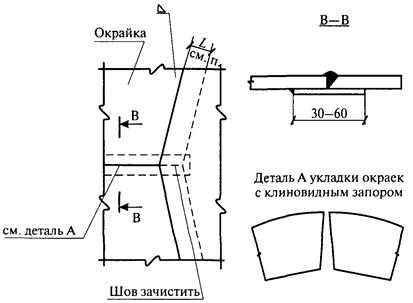
Рис. 3.5. Соединение центральной части с окрайками днища
Для резервуаров с толщиной
листов нижнего пояса стенки более 20 мм должно применяться тавровое сварное
соединение с разделкой кромок, представленное на рис. 3.6, б. Сварные швы должны выполняться, как
минимум, в два прохода.
3.2.5. Соединение листов крыши
Для соединения листов крыши
применяются стыковые и нахлесточные соединения.
3.2.6. Соединения
стационарной крыши со стенкой резервуара (см. п. 3.7).
3.3.1. Общие положения:
расположение резервуаров - наземное на
специально устроенном основании, выполненном по заданию заказчика;
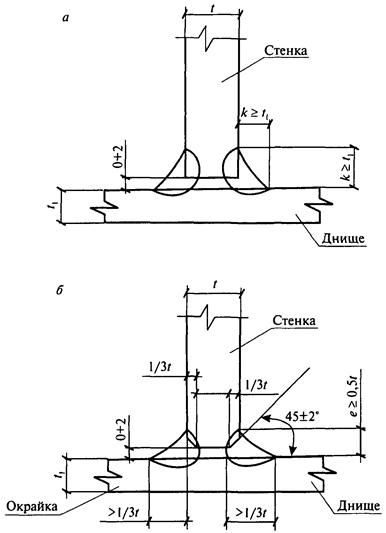
Рис. 3.6. Соединение днища со стенкой
геометрические параметры - с учетом строительных норм и правил,
требований противопожарных норм и с учетом геологических изысканий площадки строительства (в приложении 1 приведены
основные параметры резервуаров объемом от 100
до 50000 м3, которые предпочтительно применять в соответствии с требованиями настоящего
документа);
метод изготовления (полистовое или рулонное исполнение) - задает заказчик.
3.3.2. Данные, представляемые заказчиком:
геометрические параметры или
объем резервуара;
тип резервуара: со
стационарной крышей (с понтоном или без понтона), с плавающей крышей и другие
конструктивные особенности;
район строительства;
наименование хранимого
продукта с указанием наличия вредных примесей в продукте (содержание серы,
сульфидов водорода и т.д.) для обеспечения необходимых мероприятий;
удельный вес продукта;
максимальная и минимальная
температура продукта;
избыточное давление и относительное
разрежение;
нагрузка от теплоизоляции;
схема расположения и нагрузки
от технологического
оборудования;
потребность в зачистных люках
и зумпфах;
оборачиваемость продукта
(изменение уровня налива продукта во времени);
уровень подтоварной воды;
срок службы резервуара;
припуск на коррозию элементов
резервуара.
Данные должны быть
согласованы заказчиком и проектировщиком.
3.3.3. При отсутствии полного
задания следует руководствоваться п. 1.4 настоящих Правил.
3.4.1. Днища резервуаров
могут быть плоскими или коническими с уклоном от центра или к центру
(рекомендуемая величина уклона 1:100).
3.4.2. Все листы днища
резервуаров объемом 1000 м3 и менее должны иметь номинальную толщину
не менее 4 мм, исключая припуск на коррозию.
Днища резервуаров объемом от 2000 м3 и более
должны иметь центральную часть и утолщенные кольцевые окрайки. Все листы
центральной части днища указанных резервуаров должны иметь номинальную толщину
не менее 4 мм, исключая припуск на коррозию.
3.4.3. Кольцо из листов
окраек должно
быть круговой формы с внешней стороны, внутренняя граница окраек может иметь
форму правильного многоугольника с числом сторон, равным числу листов окрайки.
Радиальная ширина окрайки должна обеспечивать расстояние между внутренней поверхностью
стенки и швом приварки центральной части днища не менее 300 мм.
Толщина кольцевых окраек
должна быть не менее величин, приведенных в табл. 3.2.
Таблица 3.2
3.4.4. Кольцевые окрайки собираются между собой с
клиновидным зазором и свариваются между собой односторонними стыковыми швами на
остающейся подкладке (см. рис. 3.5).
3.4.5. Центральная часть днища может быть выполнена
как в полистовом, так и в рулонном исполнении. Рулонные полотнища изготовляются
на заводе из листов, сваренных встык.
При монтаже центральной части днища полистовым методом
применяются нахлесточные и стыковые соединения на остающейся подкладке (см.
рис. 3.4).
Нахлесточные соединения днищ свариваются угловым швом
только с верхней стороны (см. рис. 3.3).
В зоне пересечения нахлесточного соединения днища с
нижним поясом стенки должна быть образована ровная поверхность (см. рис. 3.5).
3.5.1. Расчетные значения
толщины листов стенки определяются исходя из проектного уровня налива продукта или
воды при гидроиспытаниях. Номинальные толщины листов стенки резервуара
назначаются с учетом минусового допуска на прокат и могут включать припуск на
коррозию.
3.5.2. Номинальные толщины
стенок резервуара определяются в три этапа:
предварительный выбор толщин
поясов;
корректировка толщин при
поверочном расчете на прочность, включая и расчет на сейсмическое воздействие
для сейсмоопасных районов;
корректировка толщин при
проведении расчета на устойчивость.
3.5.3. Предварительный выбор
номинальных толщин поясов производится с помощью расчета на эксплуатационные
нагрузки, на нагрузку гидроиспытаний и по конструктивным требованиям.
3.5.3.1. Минимальная расчетная
толщина стенки tc
в каждом поясе для условий эксплуатации рассчитывается по формуле
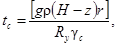
где g - ускорение свободного падения в районе
строительства;
ρ - плотность продукта;
Н - высота налива продукта;
z - расстояние от
дна до нижней кромки пояса;
r - радиус срединной поверхности пояса
стенки резервуара;
Ry - расчетное сопротивление материала;
γс - коэффициент условий работы, равный 0,7 для нижнего пояса,
равный 0,8 для всех остальных поясов.
3.5.3.2. Минимальная
расчетная толщина стенки в каждом поясе для условий гидравлических испытаний
рассчитывается по формуле
где ρв - плотность
используемой при гидроиспытаниях воды;
Hg - высота налива воды при гидроиспытаниях;
γс = 0,9 -
коэффициент условий работы при гидроиспытаниях для всех поясов одинаков (в
дополнение к обозначениям п. 3.5.3.1).
3.5.3.3. Номинальная толщина t каждого пояса стенки выбирается из сортаментного ряда таким
образом, чтобы разность t
и минусового допуска Δ на прокат была не меньше максимума из
трех величин:
t - Δ ≥ max{tc + с; tg; tk},
где с - припуск
на коррозию;
tk - минимальная конструктивно необходимая толщина, определяется по
табл. 3.3.
Таблица 3.3
|
Диаметр резервуара D, м
|
Толщина стенки tk, мм
|
|
Рулонное исполнение
|
Полистовое исполнение
|
|
Стационарная крыша
|
Плавающая крыша
|
|
D < 16
|
4
|
4
|
5
|
|
16 ≤ D < 25
|
6
|
5
|
7
|
|
25 ≤ D < 35
|
8
|
6
|
9
|
|
D ≥ 35
|
10
|
8
|
10
|
3.5.4. Поверочный расчет на
прочность и расчет на устойчивость проводится для расчетной толщины tр поясов, которая определяется
как разность номинальной толщины t, минусового допуска на
прокат и припуска на коррозию:
tp = t - Δ - c.
Поверочный расчет на
прочность для каждого пояса стенки резервуара проводится по формуле
или по формуле

где σ1 -
меридиональное напряжение;
σ2 - кольцевое напряжение;
γс - коэффициент условий
работы, принимается по п. 3.5.3.1;
γn - коэффициент надежности по назначению,
для резервуаров:
γn = 1,1 - I класса,
γn = 1,05 - II класса,
γn = 1,0 - III класса.
Расчетные формулы приведены для
резервуара со стационарной крышей. При расчете резервуара с плавающей крышей
нагрузки в формулах пп. 3.5.4.1,
3.5.4.2, обязанные своим
происхождением стационарной крыше, не учитываются.
3.5.4.1. Кольцевое напряжение σ2 вычисляется
для нижней точки каждого пояса:

где Ри - избыточное давление в резервуаре (в
дополнение к обозначениям п. 3.5.3.1).
В формуле учтен коэффициент
надежности по нагрузке для избыточного давления в резервуаре.
3.5.4.2.
Меридиональное напряжение σ1 с учетом коэффициентов надежности по
нагрузке и коэффициентов для основного сочетания нагрузок вычисляется для
нижней точки пояса по формуле

где Gм - масса
металлоконструкций выше расчетной точки;
Go - масса стационарного оборудования выше расчетной точки;
Gy - масса утеплителя выше расчетной точки;
s - полное нормативное значение снеговой нагрузки.
3.5.4.3. Расчет на сейсмическое
воздействие выполняется специализированной организацией.
3.5.4.4. При невыполнении
условия п. 3.5.4 следует увеличить
толщину соответствующего пояса.
3.5.5. В
качестве альтернативного варианта по согласованию с заказчиком минимальные
расчетные толщины tc каждого пояса стенки для условий эксплуатации и минимальные
расчетные толщины tg для условий гидравлических испытаний могут назначаться на
основе расчета наибольших мембранных кольцевых напряжений σ2 в каждом
поясе стенки, рассматриваемой как составная цилиндрическая оболочка переменной
толщины. Граничные условия в месте сопряжения стенки с днищем задаются в виде
нулевых радиальных перемещений и изгибающего момента, равного пластическому
моменту в листе окрайки. Подбор толщин производится итерационным методом,
уменьшая начальную толщину, определенную по п. 3.5.3.1, пока выполняется условие п. 3.5.4.
Назначение минимальной
толщины по описанной методике в резервуарах большого объема может уменьшить
расчетную толщину поясов.
3.5.6.
Расчет стенки резервуара на устойчивость выполняется с помощью проверки
соотношения

где σcr1 - первое (меридиональное) критическое
напряжение;
σcr2 - второе (кольцевое)
критическое напряжение.
3.5.6.1. Первое критическое
напряжение вычисляется по формуле

где tpmin - расчетная толщина самого тонкого пояса стенки (обычно
верхний пояс).
Коэффициент С может
быть вычислен по формулам:
 при
при 
 при
при 
3.5.6.2.
Второе критическое напряжение вычисляется по формуле
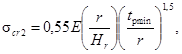
где Hr - редуцированная высота резервуара, а при постоянной
толщине стенки для резервуара со стационарной крышей Hr равно полной высоте стенки резервуара H0.
3.5.6.3.
Редуцированная высота резервуара вычисляется по формуле
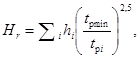
где tрi - расчетная толщина листа i-го пояса,
hi - высота i-го пояса.
В резервуарах с плавающей
крышей для верхнего пояса в качестве hi берется расстояние от нижней кромки пояса до ветрового кольца.
3.5.6.4. Меридиональное
напряжение вычисляется для нижней кромки участка стенки постоянной толщины по
формуле

где Рвак - величина
относительного разрежения в резервуаре (вакуум).
Знак напряжения сжатия σ1 условно заменен на положительный.
3.5.6.5. При расчете на
устойчивость кольцевое напряжение σ2
в резервуарах со стационарной крышей зависит от Рвак и эквивалентного
ветрового внешнего давления Рвет

где Рвет - значение
ветрового давления на уровне верха резервуара Н0 (в соответствии
со строительными нормами и правилами).
Для резервуаров с плавающей
крышей вместо Рвак учитывается разрежение от ветра

где сi - аэродинамический коэффициент, определяемый
в зависимости от отношения высоты резервуара Н0 к его диаметру (в соответствии со строительными нормами и
правилами).
Знак напряжения сжатия σ2 условно
заменен на положительный.
3.5.6.6. При невыполнении
условия п. 3.5.6 для обеспечения
устойчивости стенки можно увеличить толщину верхних поясов, или установить
промежуточные кольца жесткости, или то и другое вместе.
3.5.7.
Расчет положения промежуточных колец жесткости производится следующим образом.
Обеспечить устойчивость стенки с помощью промежуточных колец жесткости возможно
только при выполнении условия σ1/σcr1 < 1. В этом случае из соотношения п. 3.5.6 при известных σ1, σcr1, σ2 вычисляется величина второго критического напряжения σcr2, затем из соотношения п. 3.5.6.2 находится значение редуцированной высоты Hrmax, при котором условие п. 3.5.6 будет выполнено.
3.5.7.1.
Место установки первого промежуточного кольца жесткости определяется по следующему
алгоритму. Последовательно суммируются
приведенные высоты поясов по формуле п. 3.5.6.3, начиная с верхнего пояса вниз. Высота
верхнего пояса для резервуара с плавающей крышей по-прежнему отсчитывается от уровня
ветрового кольца. В процессе суммирования находится номеру-го пояса, в котором
приведенная высота переходит через значение Hrmax, а также приведенная
высота Нj1, соответствующая
нижней кромке этого пояса. Высота установки кольца над нижней кромкой j-го пояса hj1 вычисляется
по формуле
Если расчетное место
установки кольца
попадает ближе 150 мм к горизонтальному
сварному шву ил и есть конструктивные
препятствия по установке кольца, место установки переносится выше.
Параметры кольца жесткости
находятся по методике п. 3.6.4 в зависимости
от диаметра резервуара.
3.5.7.2. После назначения
места установки первого кольца жесткости продолжается расчет места установки
второго (третьего, ...) кольца жесткости по алгоритму п. 3.5.7.1, полагая, что место стационарной крыши
(ветрового кольца открытого резервуара) занимает предыдущее кольцо жесткости.
3.5.7.3.
Если приведенная высота последнего участка между нижним кольцом жесткости и
днищем окажется существенно меньше допустимой Hrmax, следует распределить общее количество колец по стенке таким
образом, чтобы приведенные высоты всех участков были по возможности
одинаковыми.
3.5.7.4. В качестве
альтернативного варианта по согласованию с заказчиком расчет на устойчивость и
определение положения промежуточных колец жесткости могут быть проведены методом конечного
элемента с учетом различных толщин поясов оболочки. С помощью такого расчета
могут быть уточнены количество и расположение колец жесткости, а также
расчетные толщины поясов оболочки. Граничные условия для расчета задаются, как
описано в п. 3.5.5.
3.6.1. Резервуары с плавающей
крышей должны иметь верхнее кольцо жесткости, устанавливаемое на верхнем поясе
стенки. В соответствии с расчетом на устойчивость стенки в резервуаре могут
устанавливаться промежуточные кольца жесткости, количество которых и положение
на стенке определены в пп. 3.5.7.1 - 3.5.7.3.
3.6.2. Верхнее кольцо
жесткости резервуара без стационарной крыши, используемое в качестве
обслуживающей площадки, должно иметь ширину не менее 800 мм и иметь ограждения
по внешней стороне. Кольцо жесткости должно оборудоваться опорами в виде
подкосов, прикрепляемых к стенке резервуара.
3.6.3. Сечение верхнего
кольца жесткости подбирается из условия действия в нем максимального
изгибающего момента М, который вычисляется по формуле
М = 0,0186×1,4Pветr2H0.
В формуле коэффициент
надежности по ветровой нагрузке принят равным 1,4.
3.6.3.1. Если верхнее кольцо
жесткости выполнено из листа и приварено к стенке сплошным угловым швом, в
момент инерции кольца включаются части оболочки стенки шириной до 15 расчетных толщин листа
пояса вверх и вниз от места сварки.
3.6.4. В
случае необходимости установки промежуточных колец жесткости, место
расположения которых рассчитано по методике п. 3.5.7.1, необходимое сечение подбирается из
условия восприятия изгибающего момента
М = 0,0186×1,4Pветr2Hrmax,
где Нrmax - значение редуцированной высоты стенки, определяемое по методике
п. 3.5.7.
3.6.4.1. В момент инерции промежуточного
кольца жесткости можно включить части оболочки шириной 2(rtpi)0,5 выше и ниже места приварки кольца или вычислять его относительно
наружной поверхности стенки.
3.6.5. Сечение подкосов
верхнего кольца жесткости и расстояние между ними определяются расчетом.
3.6.6. Кольца жесткости
располагаются на стенке на расстоянии не менее 150 мм от горизонтальных швов
стенки.
3.6.7. Конструкция крепления
элементов колец жесткости к стенке резервуара указывается в проекте. Сварные
соединения секций колец между собой должны выполняться стыковыми швами с полным
проваром или на накладках.
3.6.8. При наличии на
резервуаре пожарной системы орошения конструкция колец жесткости должна
обеспечивать орошение стенки ниже уровня кольца.
3.7.1. В настоящем
разделе устанавливаются общие требования к конструкциям стационарных крыш.
Конструкции подразделяются на
следующие типы:
самонесущая коническая крыша,
несущая способность которой обеспечивается конической оболочкой настила;
каркасная коническая крыша,
состоящая из элементов каркаса и настила;
купольная крыша, поверхность
которой близка к сферической и образуется изогнутыми элементами каркаса и
укрупненными элементами настила.
Разрешается применение крыш
других конструкций при условии выполнения общих требований настоящих Правил.
3.7.2. Все крыши по периметру
опираются на стенку резервуара с использованием кольцевого элемента жесткости.
Минимальный размер кольцевого уголка должен быть не менее 63×5 мм.
3.7.3.
Минимальная номинальная толщина элементов принимается равной 4 мм. Величина
прибавки для компенсации коррозии принимается с учетом условий эксплуатации,
срока службы и скорости коррозии.
3.7.4. Все элементы и узлы
крыши проектируются таким образом, чтобы максимальные напряжения в них не
превышали расчетных (без учета припуска на коррозию).
3.7.5. Самонесущая коническая крыша
3.7.5.1. Рекомендуемые требования
к геометрическим параметрам самонесущей конической крыши:
максимальный и минимальный углы
наклона образующей крыши к горизонтальной плоскости должны составлять 30 и 15° соответственно.
3.7.5.2.
Минимальная расчетная толщина полотна tk конической
крыши по условию устойчивости без припуска на коррозию определяется по формуле
где Р - расчетная
нагрузка;

здесь gм - вес 1 м2 листа крыши;
gy - вес 1 м2 утеплителя;
s - полное нормативное значение снеговой нагрузки;
Рвак - величина относительного разрежения в резервуаре под крышей;
Е - модуль упругости стали;
θ - угол крыши с
горизонтальной плоскостью.
Формула применима для углов
θ < 30°
и при выполнении условия r/(tksinθ) > 274, которое следует проверить после вычисления первого
приближения для tk. Поскольку Р,
в свою очередь, зависит от предварительно неизвестной толщины tk, для расчета
потребуется несколько последовательных приближений, в качестве начального
приближения может быть принята минимальная номинальная толщина по п. 3.7.3.
3.7.5.3. Оболочка крыши может
быть изготовлена в виде рулонируемого полотнища (из одной или нескольких
частей) или полистовым методом на монтаже.
3.7.5.4. Узел крепления крыши
к верху стенки может выполняться по одному из вариантов, представленному на
рис. 3.7. Узел должен быть
рассчитан на кольцевое
растягивающее усилие Nk под углом 9 к горизонту по формуле

где Р - расчетная
нагрузка, определенная в п. 3.7.5.2.
3.7.5.5. В
резервуарах, работающих с избыточным внутренним давлением, узел крепления крыши
к верху стенки рассчитывается на кольцевое сжимающее усилие
где Pi - максимальное избыточное давление;
gmin - минимальная вертикальная расчетная
нагрузка от веса
крыши, gmin = 0,9 (gм + gy).
Узел должен быть рассчитан на
устойчивость при действии погонного усилия Nk.
3.7.5.6. На рис. 3.7 заштрихована площадь поперечного
сечения узла, которую можно использовать для восприятия усилий Nk. Расчетную
площадь составляют участок крыши шириной lk, вычисляемой по формуле
участок стенки резервуара
шириной lс
lc
= 0,6(rtp)0,5
и подкрепляющие узел
элементы.
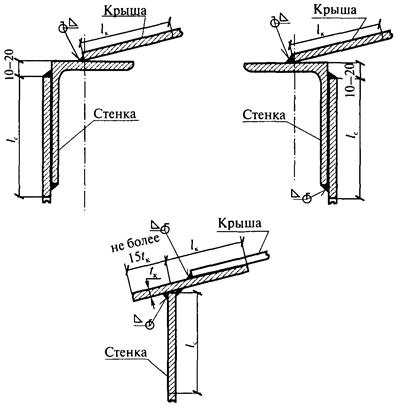
Рис. 3.7.
Соединения конической крыши со стенкой
3.7.6. Каркасная коническая крыша
3.7.6.1. Угол наклона образующей
крыши к горизонтальной поверхности принимается от ≈4,7° (уклон 1:12) до ≈9,5° (уклон 1:6).
3.7.6.2. Рекомендуется
применять каркасные конические крыши двух типов:
сборные щитовые, состоящие из
соединенных между собой элементов каркаса и настила;
с настилом, не приваренным к
несущим элементам (каркасу). Щиты и стропила крыш крепятся к стенке резервуара
и центральному кольцу.
3.7.6.3. Щиты крыш или
полотнища настила свариваются между собой внахлестку сверху непрерывным угловым
швом. При хранении агрессивных продуктов сварка листов (полотнищ) настила
крыши, а также приварка их к каркасу производятся как сверху, так и снизу
сплошным угловым швом.
3.7.6.4. Крепление настила
крыши к верху стенки осуществляется, как правило, через кольцевой уголок
жесткости с минимальным размером 63×5 мм.
3.7.7. Каркасная купольная
крыша
3.7.7.1. Самонесущие
купольные (сферические) крыши должны отвечать следующим требованиям:
минимальный радиус
сферической поверхности равен 0,8D;
максимальный радиус - 1,5D, где D - диаметр резервуара;
минимальная толщина настила -
5 мм.
3.7.7.2. Каркасные купольные
крыши могут изготовляться в виде щитов или раздельно из элементов каркаса и
листов настила.
3.7.8. Для конической и
купольной крыш каркас и узел крепления к стенке резервуара рассчитываются на
прочность от воздействия расчетной нагрузки Р, определенной по п. 3.7.5.2, и устойчивость (для
резервуаров, работающих с избыточным давлением) от нагрузки Pi - gmin, определенной
по п. 3.7.5.5.
3.8.1. Плавающие крыши
применяются в резервуарах без стационарной крыши в районах с нормативным весом
снегового покрова на 1 м2 горизонтальной поверхности земли до 1,5
кПа включительно.
3.8.2. Плавающие крыши могут
быть следующих типов:
плавающая крыша однодечной
конструкции с герметичными коробами, расположенными по периметру;
плавающая крыша двухдечной
конструкции, состоящая из герметичных коробов, образующих всю поверхность
крыши;
плавающая крыша поплавкового
типа.
3.8.3. Плавающие крыши
проектируются таким образом, чтобы при заполнении и опорожнении резервуара не
происходило потопление крыши или повреждение ее конструктивных элементов, а
также технологических элементов и приспособлений, находящихся на днище и стенке
резервуара.
3.8.4. Расчетные требования
3.8.4.1. Независимо от
плотности хранимого в резервуаре продукта плавучесть плавающих крыш
рассчитывается на плотность хранимого продукта, равную 0,7 т/м3.
3.8.4.2. Плавучесть однодечной
плавающей крыши должна быть обеспечена при потере герметичности центральной
части и двух смежных коробов.
Плавучесть двухдечной крыши
должна быть обеспечена при потере герметичности двух соседних коробов.
По согласованию с заказчиком
плавающие крыши могут иметь аварийные водоспуски дождевой воды непосредственно
в хранимый продукт.
Конструкция плавающей крыши
обеспечивается достаточной прочностью, позволяющей при нахождении на стойках в
опорожненном резервуаре выдерживать временную нормативную распределенную
нагрузку, равную 1,5 кПа.
3.8.5. Конструктивные требования
3.8.5.1. Плавающая крыша
должна контактировать с продуктом, чтобы исключить наличие паровоздушной смеси
под ней.
3.8.5.2. Центральная часть и
каждый короб плавающей крыши должны быть герметичны и соответствующим образом
испытаны (вакуум-камерой или проникающей жидкостью).
В верхней части короба
устанавливается смотровой люк для контроля герметичности. Конструкция крышки и
обечайки люка должны исключать попадание осадков внутрь короба.
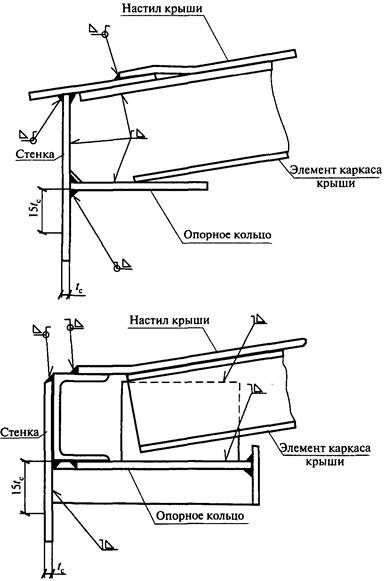
Рис. 3.8. Соединение сферической крыши со стенкой
3.8.5.3. Конструкция
плавающих крыш должна обеспечивать сток ливневых вод с поверхности к водозабору
с их отводом за пределы резервуара. Водозаборное устройство однодечной
плавающей крыши должно иметь обратный клапан, исключающий попадание хранимого
продукта на плавающую крышу при нарушении герметичности трубопроводов
водоспуска.
Номинальный диаметр основного
водоспуска должен быть:
для резервуаров диаметром до
30 м - 75 мм;
для резервуаров диаметром от
30 до 60 м - 100
мм;
для резервуаров диаметром
свыше 60 м - 150
мм.
Доступ на плавающую крышу
обеспечивается лестницей, которая автоматически следует любому положению крыши
по высоте. Одним из рекомендуемых типов применяемых лестниц является катучая
лестница, которая имеет верхнее шарнирное крепление к стенке резервуара и
нижние ролики, перемещающиеся по направляющим, установленным на плавающей
крыше. Катучая лестница должна иметь ограждения с двух сторон и
самовыравнивающиеся ступени и должна быть рассчитана на вертикальную нагрузку 5 кН, приложенную в
средней точке лестницы при нахождении ее в любом рабочем положении.
3.8.5.4. Зазор между внешним краем
крыши и стенкой резервуара, а также между патрубками в крыше и направляющими обеспечивается
уплотнением с помощью специальных устройств (затворов).
Материал затворов должен
выбираться с учетом совместимости с хранимым продуктом, газоплотности, старения,
прочности на истирание, температуры и других факторов.
3.8.5.5. Плавающие крыши
должны иметь опорные стойки, позволяющие фиксировать крышу в положении, при
котором возможен свободный проход человека по днищу резервуара под плавающей
крышей, - около 1800 мм.
По требованию заказчика
плавающие крыши могут иметь опорные стойки, позволяющие фиксировать крышу в
двух нижних положениях - рабочем и ремонтном.
Опорные стойки, изготовленные
из трубы или другого замкнутого профиля, должны иметь отверстия для обеспечения
дренажа.
Для распределения
динамических нагрузок, передаваемых плавающей крышей на днище резервуара, под
опорными стойками плавающей крыши должны быть установлены стальные подкладки,
приваренные к днищу резервуара сплошным швом.
3.8.5.6. Плавающие крыши
должны иметь минимум один люк-лаз (световой люк) номинальным диаметром не менее
600 мм, позволяющий осуществлять вентиляцию и вход обслуживающего персонала под
плавающую крышу, когда из резервуара удален продукт.
3.8.5.7. Для исключения
вращения плавающей крыши должны использоваться направляющие в виде
перфорированных в нижней части труб, которые одновременно могут выполнять и
технологические функции, - в них может располагаться устройство для отбора проб
или измерения уровня продукта.
3.8.5.8. Все части плавающей
крыши, включая катучую лестницу, должны быть электрически взаимосвязаны и
соединены со стенкой.
3.9. Понтоны
3.9.1. Понтоны применяются в
резервуарах со стационарной крышей и предназначены для сокращения потерь
продукта от испарения. Резервуары с понтоном должны эксплуатироваться без
внутреннего давления и вакуума.
3.9.2.
Основные типы понтонов:
мембранные с открытыми или
закрытыми коробами, расположенными по периметру;
двухдечной конструкции из
герметичных коробов, расположенных по всей площади понтона;
поплавковые с герметичным
настилом;
многослойные с применением
пенополиуретана с поверхностным покрытием.
3.9.3. Конструкция понтона должна обеспечивать его
работоспособность по всей высоте резервуара без
перекосов и вращения.
3.9.4. Периферийная стенка
(бортик) понтона с учетом его притопления должна превышать уровень продукта не
менее чем на 150
мм. Аналогичное превышение должны иметь патрубки понтона.
3.9.5. Пространство между
стенкой резервуара и понтоном, а также между патрубками понтона и проходящими
сквозь патрубки элементами должно быть уплотнено с помощью специальных
устройств (затворов).
3.9.6. Величина зазора между
стенкой резервуара и понтоном должна соответствовать принятой конструкции
затвора.
3.9.7. Материал затворов
должен выбираться после рассмотрения таких параметров, как температура района
строительства резервуара, температура хранимого продукта, проницаемость парами
хранимого продукта, прочность на истирание, старение, хрупкость,
воспламеняемость, и других факторов совместимости с хранимым продуктом.
3.9.8. Конструкция понтона
должна обеспечивать расчетный запас плавучести с учетом плотности хранимого
продукта. Расчет плавучести понтона при наличии пустотелых коробов (поплавков)
должен производиться для случая, если два любых короба и центральная часть
понтона потеряют герметичность.
3.9.9. Толщина элементов
понтона из стали или алюминиевых сплавов определяется на основании прочностных
и деформационных расчетов, а также с учетом их коррозионной стойкости в
конкретных условиях эксплуатации.
3.9.10. Все соединения
понтона, подверженные непосредственному воздействию продукта или его паров,
должны быть плотными и проконтролированы на герметичность. Любой уплотняющий
соединение материал должен быть совместим с хранимым продуктом.
3.9.11. Понтон обеспечивается
фиксированными либо регулируемыми опорами. Нижнее рабочее положение
определяется минимальной высотой, при которой конструкции понтона оказываются
выше различных устройств, находящихся на стенке или днище резервуара и
препятствующих опусканию понтона.
Опоры, изготовленные из
замкнутого профиля, должны иметь отверстия в нижней и верхней части для
обеспечения дренажа и зачистки.
Во избежание разрушения и
нарушения плотности особое внимание должно быть уделено креплению опор к
элементам понтона.
3.9.12. Для распределения
динамических нагрузок на днище резервуара, передаваемых понтоном первых двух
типов (п. 3.9.2), под опорами
понтона устанавливаются стальные подкладки, приваренные к днищу резервуара
сплошным швом.
3.9.13. Понтон должен быть
рассчитан таким образом, чтобы в состоянии на плаву или на опорных стойках он
мог безопасно удерживать по крайней мере двух
человек (2 кН), которые перемещаются в любом направлении; при этом понтон не
должен разрушаться, а продукт не должен поступать на поверхность понтона.
3.9.14. Для исключения
вращения понтона должны использоваться направляющие в виде труб, которые одновременно
могут выполнять технологические функции, - в них располагаются измерительное
устройство и устройство для отбора проб продукта.
Для исключения вращения
понтона могут также использоваться тросовые либо другие конструкции.
3.9.15. Понтоны могут иметь
патрубки для установки вентиляционных устройств, которые исключали бы
возникновение перегрузок на настил понтона. Вентиляционные устройства должны
быть достаточными для циркуляции воздуха и газов из-под понтона в то время,
когда понтон находится на опорах в нижнем рабочем положении в процессе
заполнения и опорожнения резервуара. В любом случае (при наличии или отсутствии
вентиляционных устройств) скорость заполнения и опорожнения резервуара в режиме
нахождения понтона на стойках должна быть минимально возможной для конкретного
резервуара.
3.9.16. В
стационарной крыше или стенке резервуара с понтоном предусматриваются
вентиляционные патрубки (отверстия), равномерно расположенные по периметру на
расстоянии не более 10 м друг от друга (но не менее двух), и один патрубок в
центре. Общая открытая площадь этих патрубков (отверстий) должна быть больше
или равна 0,06 м2 на 1 м диаметра резервуара. При эксплуатации
резервуара отверстия вентиляционных патрубков должны быть закрыты сеткой из
нержавеющей стали с ячейками 10×10 мм и предохранительными кожухами для
защиты от атмосферных осадков.
3.9.17. Для доступа на понтон
в резервуаре должен быть предусмотрен по меньшей мере один люк-лаз в стенке,
расположенный таким образом, чтобы через него можно было попасть на понтон,
находящийся на опорных стойках.
3.9.18. В стационарной крыше
резервуара с понтоном должны быть установлены смотровые люки в количестве не
менее двух для осуществления визуального контроля уплотнения по периметру
понтона. Расстояние между люками должно быть не более 20 м.
3.9.19. Все токопроводящие
части понтона должны быть электрически взаимосвязаны и соединены с внешней
конструкцией резервуара. Это может быть достигнуто с помощью гибких кабелей,
идущих от стационарной крыши резервуара к понтону (минимум два, равномерно
распределенные). При выборе кабелей следует учитывать их прочность,
коррозионную стойкость, электрическое сопротивление, надежность соединений,
гибкость и срок службы.
3.9.20. Закрытые короба
понтона, требующие визуального контроля и имеющие доступ с верхней части
понтона, должны быть снабжены люками с крышками или иными устройствами для
контроля за возможной потерей герметичности.
3.10.1. Резервуары с защитной
стенкой должны проектироваться, изготовляться и монтироваться в соответствии с
требованиями настоящих Правил и дополнительными указаниями настоящего пункта (3.10).
3.10.2. Резервуары с защитной
стенкой состоят из основного - внутреннего резервуара, предназначенного для
хранения продукта, и защитного - наружного резервуара, предназначенного для
удержания продукта в случае аварии или нарушения герметичности основного
резервуара.
Основной резервуар может
выполняться со стационарной крышей или с плавающей крышей.
Защитный резервуар
выполняется в виде открытого «стакана», в котором установлен основной
резервуар. При наличии на защитном резервуаре атмосферного козырька,
перекрывающего межстенное пространство между наружной и внутренней стенками,
должна быть обеспечена вентиляция межстенного пространства путем установки
вентиляционных патрубков, равномерно расположенных по периметру на расстоянии
не более 10 м
друг от друга.
3.10.3. Высота стенки
защитного резервуара должна составлять не менее 80 % от высоты стенки основного
резервуара.
Диаметр защитного резервуара
должен назначаться таким образом, чтобы в случае повреждения внутреннего
резервуара и перетекания части продукта в защитный резервуар уровень продукта
был на 1 м ниже верха стенки защитного резервуара. При этом ширина межстенного
пространства должна быть не менее 1,5 м.
3.10.4. Днище основного
резервуара может опираться непосредственно на днище защитного резервуара ил
и для лучшего контроля возможных протечек продукта на
разделяющие днища решетки, арматурные сетки или иные прокладки.
Уклон днищ резервуаров с
защитной стенкой должен быть только наружу.
3.10.5. При размещении
резервуаров с защитной стенкой в составе резервуарных парков следует
руководствоваться требованиями строительных норм и правил и противопожарными
требованиями, утвержденными в установленном порядке, при этом за диаметр
резервуара с защитной стенкой следует принимать диаметр основного резервуара.
Резервуары с защитной стенкой
не требуют обвалования.
3.10.6. Испытания резервуаров
с защитной стенкой должны выполняться в два этапа:
первый - испытание основного
резервуара;
второй - испытание защитного
резервуара.
Гидравлическое испытание
защитного резервуара следует проводить при заполнении основного резервуара на
высоту стенки защитного резервуара путем подачи воды в межстенное пространство
до проектного уровня.
По результатам испытаний
должны составляться раздельные акты испытаний основного резервуара и акт
гидравлического испытания защитного резервуара.
3.10.7. При оформлении бланка
заказа на резервуар с защитной стенкой по форме приложения А заказчик должен дать приложение к бланку заказа, где
в произвольной форме должен указать основные параметры защитного резервуара.
3.11.1. Общие требования
3.11.1.1. Необходимо применять
такие конструкции патрубков и люков-лазов, которые обеспечивают прочность и
герметичность врезок, эквивалентные стенке резервуара.
3.11.1.2. Зоны врезок патрубков
и люков, расположенных в нижних поясах резервуара, подвергаются воздействию
усилий и изгибающих моментов от гидростатического нагружения, нагрузок от
трубопроводов, осадок резервуара. Внешние нагрузки от присоединяемых
трубопроводов желательно минимизировать с помощью компенсационных устройств.
3.11.1.3. Края отверстий,
вырезанных в стенке резервуара, для установки патрубков и люков должны быть
очищены и не иметь шероховатостей, превышающих 1 мм, а для конструкций,
возводимых или эксплуатируемых в районах с расчетной температурой ниже -40 °С,
- 0,5 мм.
3.11.1.4. Все отверстия в стенке для установки патрубков и люков
должны быть усилены накладками (воротниками), располагаемыми по периметру
отверстий. Допускается установка патрубков с условным проходом до 50 мм без
усиливающих накладок.
Минимальная площадь
поперечного сечения накладки (в вертикальном направлении, совпадающем с
диаметром отверстия) должна быть не менее произведения величины диаметра
отверстия на толщину листа стенки резервуара. Рекомендуется выбирать толщину
насадки, равную толщине стенки.
Усиление стенки в зонах
врезок может не производиться в случае применения в данной зоне стенки вставок
- листов большей толщины, которая определяется соответствующим расчетом.
3.11.1.5. Прочность материала
накладок предпочтительно должна быть такой же, как и у материала стенки.
Допускается применение материала накладок с характеристиками прочности до 80 %
основного металла стенки при условии сохранения эффективности усиления.
Использование материала для накладок с прочностью большей, чем у материала
стенки, не должно учитываться в запас прочности.
3.11.1.6. Патрубки в стенку
резервуара должны ввариваться сплошным швом с полным проплавлением стенки.
Катет (К) сплошных угловых швов крепления накладки к стенке резервуара в
зоне патрубка должен быть равен толщине стенки при t = 4
- 6 мм; k = t - 1 мм при t = 7 - 10 мм; k = t - 2 мм при t
= 11 - 15 мм; k = t - 3 мм при t = 16 - 22 мм; k = t - 4 мм при t
≥ 23 мм.
3.11.1.7. Усиливающие накладки
должны быть снабжены контрольными отверстиями М10,
располагаемыми на горизонтальной оси патрубка или люка. В случае изготовления
усиливающей накладки из двух частей, сваренных горизонтальным швом, контрольные
отверстия (по одному в каждой части накладки) располагаются в средней части по
высоте полунакладки.
3.11.2. Конструкция патрубков и
люков-лазов
3.11.2.1. Рекомендуемые значения условных проходов патрубков
составляют: 80, 100, 150, 200, 250, 300, 350, 400, 500, 600, 700 мм.
Конструктивное исполнение патрубков
должно соответствовать табл. 3.4, 3.5 и рис. 3.9.
Таблица 3.4
|
Условный проход патрубка, мм
|
Минимальная толщина обечайки патрубка, To, мм
|
Минимальное расстояние от
стенки до фасадной поверхности фланца, L, мм
|
Диаметр усиливающей накладки, Dh, мм
|
Минимальное расстояние от днища до оси патрубка, Н,
мм
|
|
с усиливающей кольцевой накладкой
|
с П-образной усиливающей накладкой
|
|
80
|
5
|
200
|
180
|
200
|
150
|
|
100
|
5
|
200
|
220
|
250
|
150
|
|
150
|
6
|
200
|
320
|
300
|
200
|
|
200
|
6
|
250
|
440
|
340
|
240
|
|
250
|
8
|
250
|
550
|
390
|
290
|
|
300
|
8
|
250
|
650
|
450
|
340
|
|
350
|
10
|
300
|
760
|
500
|
390
|
|
400
|
10
|
300
|
860
|
550
|
430
|
|
500
|
12
|
350
|
1060
|
650
|
530
|
|
600
|
12
|
350
|
-
|
-
|
600
|
|
700
|
12
|
350
|
-
|
-
|
600
|
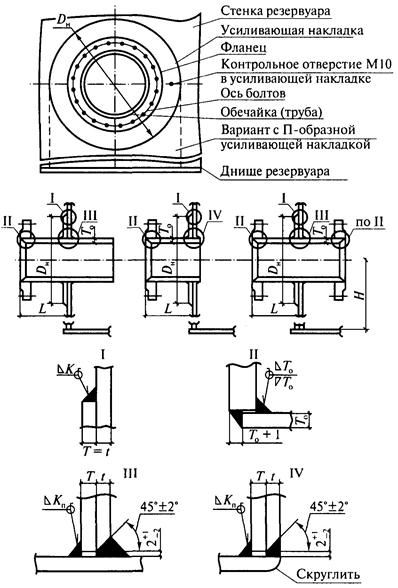
Рис. 3.9. Общий вид патрубка в стенке резервуара
Таблица 3.5
|
Параметры
|
Обозначения
|
Размеры
|
|
Толщина накладки
|
Т
|
4 - 6
|
7 - 10
|
11 - 15
|
16 - 22
|
≥ 23
|
|
Катет углового шва
|
Kп
|
4
|
8
|
10
|
12
|
14
|
3.11.2.2. Для расчета
патрубков и фланцев условное давление определяется в техническом задании на
проектирование. Фланцы патрубков должны соответствовать стандартам, если иное
не оговорено заказом.
3.11.2.3. Для проникновения
внутрь резервуара при его монтаже, осмотре и проведении ремонтных работ каждый
резервуар должен иметь не менее двух люков в I поясе стенки, а резервуары с понтоном (плавающей крышей) кроме
того должны иметь не менее одного люка, расположенного на высоте,
обеспечивающей выход на понтон (или плавающую крышу).
3.11.2.4. Люки-лазы должны
иметь условный проход не менее 600 мм. Основные параметры и конструкции
люков-лазов представлены в табл. 3.6
и на рис. 3.10, 3.11, 3.12,
3.13.
Таблица 3.6
Основные
параметры люков-лазов
|
Наименование
|
Обозначение
|
Размер люка
|
|
Dy
600
|
Dy 800
|
|
1
|
2
|
3
|
4
|
|
Наружный диаметр крышки и фланца, мм
|
D
|
755
|
975
|
|
Диаметр расположения болтов, мм
|
Dб
|
705
|
920
|
|
Количество болтов, шт.
|
п
|
20
|
24
|
|
Номинальный диаметр резьбы болтов, мм
|
Мб
|
24
|
27
|
|
Диаметр отверстий под болты, мм
|
do
|
26
|
30
|
|
Минимальная толщина крышки, мм
|
Тк
|
16
|
21
|
|
Диаметр утолщенной части крышки, мм
|
Dут
|
670
|
880
|
|
Диаметр выступа крышки, мм
|
Dв
|
590
|
780
|
|
Наружный диаметр обечайки, мм
|
Do
|
630
|
820
|
|
Минимальная толщина обечайки, мм
|
То
|
|
|
При толщине стенки резервуара:
|
|
|
до 6 мм
|
6
|
|
св. 6 до 10
мм
|
8
|
|
св. 10 до
15 мм
|
10
|
|
св. 15 до
22 мм
|
12
|
|
св. 22 до 26 мм
|
14
|
|
св. 26 до 32 мм
|
16
|
|
св. 32 до 38 мм
|
20
|
|
Наружный диаметр усиливающей накладки, мм
|
Dн
|
1260
|
1640
|
|
Катет шва приварки усиливающей накладки к обечайке, мм
|
Ko
|
|
|
|
При толщине стенки резервуара:
|
|
|
|
до 10 мм
|
6
|
|
|
св. 10 до
15 мм
|
8
|
|
|
св. 15 до 22 мм
|
10
|
|
|
св. 22 до 26 мм
|
12
|
|
|
св. 26 до 32 мм
|
14
|
|
|
св. 32 до
38 мм
|
16
|
|
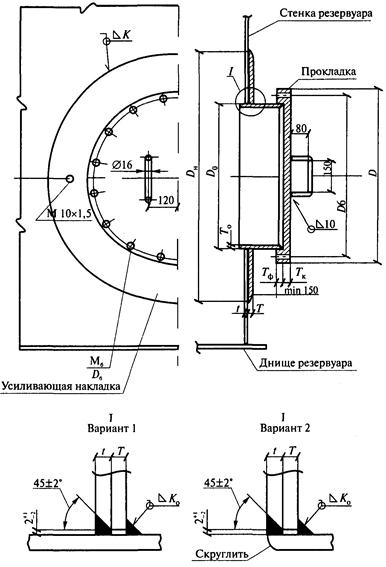
Рис. 3.10. Люк-лаз круглый в I поясе стенки
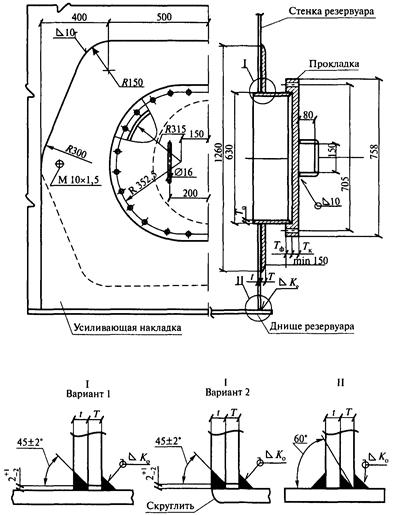
Рис. 3.11. Люк-лаз овальный 600×900 мм в I поясе стенки
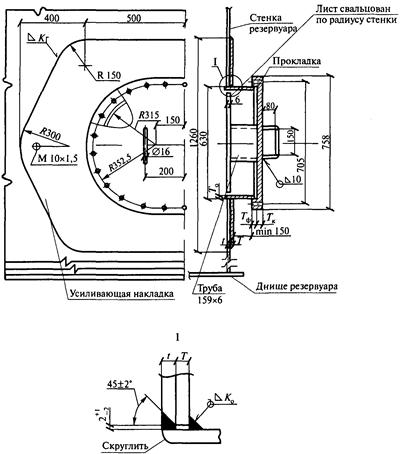
Рис. 3.12. Люк-лаз овальный в III поясе стенки (резервуар с понтоном)
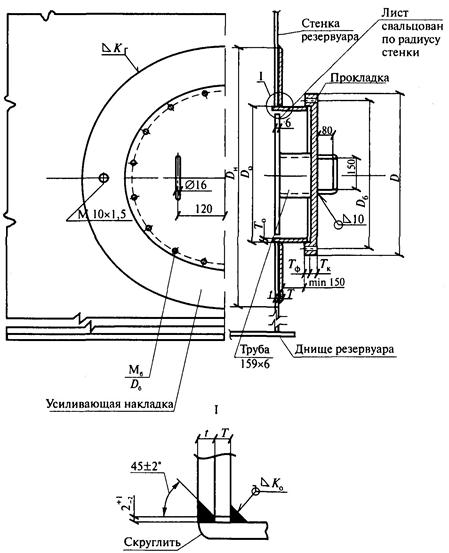
Рис. 3.13. Люк-лаз круглый в III поясе стенки (резервуар с понтоном)
Параметры фланцев люков в
табл. 3.6 принимаются в
соответствии со стандартом на условное давление Ру = 0,25
МПа.
Конструктивное исполнение
овального люка-лаза размером 600×900 мм должно соответствовать рис. 3.11, 3.12 и табл. 3.6
(для толщин обечайки То и катета шва Kо, принимаемых по
люкам с условным проходом Dу 600 и Dу 800).
Для овального люка-лаза (см. рис. 3.11) с усиливающей накладкой до
днища резервуара катет углового шва Kf приварки
накладки к днищу принимается по табл. 3.7.
Возможны два варианта
усиливающей накладки люка-лаза овального в I поясе:
до днища (см. рис. 3.11);
аналогично люку-лазу
овальному в III поясе (рис. 3.12).
3.11.2.5. Крышки люков
оборудуются поворотным устройством для облегчения открывания и закрывания.
Таблица 3.7
3.12.1. Номенклатура и
количество патрубков, предназначенных для установки различного оборудования на
крыше резервуара, зависят от назначения и объема резервуара и определяются в задании
на проектирование.
3.12.2. Рекомендуемые значения
условных проходов патрубков составляют 100, 150, 200, 250, 300, 350, 400 и 500 мм. Конструктивное исполнение должно
соответствовать рис. 3.14 и табл.
3.8.
3.12.3. Фланцы патрубков
должны, как правило, соответствовать государственным стандартам, утвержденным в
установленном порядке, и рассчитываться на условное давление Ру
= 0,25 - 1,6 МПа.
3.12.4. Все патрубки в крыше
резервуара, эксплуатируемые при избыточном давлении, должны иметь временные
заглушки, которые предназначены для герметизации резервуара при проведении
испытаний.
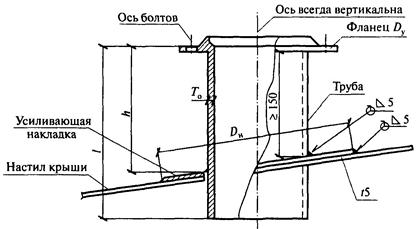
Рис. 3.14. Патрубки на крыше
Таблица 3.8
|
Условный проход патрубка Dу, мм
|
Толщина обечайки патрубка То, мм
|
Диаметр усиливающего листа Dн, мм
|
|
100
|
5
|
220
|
|
150
|
5
|
320
|
|
200
|
5
|
440
|
|
250
|
6
|
550
|
|
300
|
6
|
650
|
|
350
|
6
|
760
|
|
400
|
6
|
860
|
|
500
|
6
|
1060
|
3.12.5. Для
осмотра внутреннего пространства резервуара, а также для его вентиляции при
проведении работ внутри резервуара каждый резервуар должен быть снабжен не
менее чем двумя люками, установленными на крыше резервуара (световые люки).
Конструктивное исполнение и схема установки люков должны соответствовать рис. 3.15.
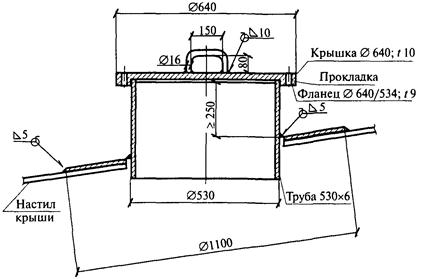
Рис. 3.15.
Люк световой Dy 500
3.13.1. Лестницы для подъема на резервуар могут
выполняться отдельно стоящими, с опиранием на собственный фундамент, или
кольцевыми - полностью опирающимися на стенку резервуара. Крепление отдельно
стоящих лестниц к резервуару должно выполняться в уровне верхнего пояса стенки
или к верхнему элементу жесткости и средних поясов и должно учитывать
перемещение конструкций при возможной осадке оснований. Шахтные лестницы
крепятся к фундаментам с помощью анкерных болтов.
Группы соседних резервуаров могут быть соединены между
собой переходами. На каждую группу резервуаров должно быть по крайней мере две
лестницы (по одной с противоположных сторон группы).
3.13.2. Лестницы должны соответствовать следующим
требованиям:
ступени должны выполняться из перфорированного или
рифленого металла, препятствующего скольжению, и иметь бортовую обшивку высотой
150 мм, препятствующую проскальзыванию ноги;
минимальная ширина лестницы - 650 мм;
максимальный угол по отношению к горизонтальной
поверхности - 50°;
минимальная ширина ступеней - 200 мм;
высота ступеней по всей высоте лестницы должна быть
одинаковой и не превышать 250 мм; ступени должны иметь уклон вовнутрь 2 - 5°;
поручень лестницы должен соединяться с поручнем
переходов и площадок без смещения; конструкция поручня должна выдерживать
нагрузку 0,9 кН, приложенную в верхней точке ограждения; высота поручня - 1 м;
конструкция лестницы должна выдерживать
сосредоточенный груз 4,5 кН;
максимальное расстояние между стойками ограждения,
измеренное вдоль поручня, - 2,5 м;
поручни должны располагаться с обеих сторон кольцевой
лестницы, если зазор между стенкой резервуара и лестницей превышает 200 мм, при
этом зазор между настилом промежуточной площадки лестницы и стенкой резервуара
не должен превышать 150 мм;
кольцевые лестницы должны полностью закрепляться на
стенке резервуара, а нижний марш не должен доходить до земли на 250 мм;
при полной высоте лестницы более 9 м конструкция
лестницы должна включать промежуточные площадки, разница вертикальных отметок
которых не должна превышать 6 м.
Вертикальные стремянки обычно не рекомендуются, но
если они используются, то должны иметь безопасную клетку (ограждение) при
высоте стремянки более 3 м.
3.13.3. Площадки, переходы и ограждения должны
выполняться с учетом следующих требований:
переходы должны быть снабжены перилами с открытых
сторон;
на резервуарах со стационарной крышей должны быть
установлены площадки обслуживания для обеспечения доступа к местам, где
расположено оборудование, требующее регулярной проверки или использования;
ограждение должно устанавливаться по всему периметру
крыши, а также по наружной (от центра резервуара) стороне площадок;
переходы, соединяющие любую часть резервуара с любой
частью соседнего резервуара либо другой отдельно стоящей конструкцией, должны
иметь опорные устройства, допускающие свободное перемещение соединяемых
конструкций;
настил площадок и переходов должен изготовляться из
перфорированного металла, препятствующего скольжению;
минимальная ширина площадок и переходов на уровне
настила - 700 мм;
высота верхнего поручня ограждения над уровнем настила
должна быть не менее 1,25 м;
расстояние между продольными планками должно быть не
более 400 мм;
минимальная высота бортовой (нижней) полосы ограждения
- 80 мм;
площадки, расположенные на высоте, должны иметь бортик
высотой не менее 150 мм с зазором 10 мм для стока воды;
максимальный зазор между бортовой полосой и уровнем
настила - 20 мм;
высота от уровня настила до средней полосы ограждения
- около 0,5 м;
максимальное расстояние между стойками ограждения -
2,5 м;
конструкция площадок и переходов должна выдерживать
сосредоточенный груз 4,5 кН;
ограждение должно выдерживать нагрузку 0,90 кН,
приложенную в любом направлении к любой точке поручня.
3.14.1. Конструктивные элементы, присоединяемые к
стенке резервуара, подразделяются на временные (технологические приспособления)
и постоянные.
3.14.2. Временные конструктивные элементы должны быть
удалены до гидравлических испытаний, а возникающие при этом повреждения или
неровности поверхности должны быть устранены зачисткой абразивным инструментом.
Зачистка поверхности допускается на глубину, не
выводящую толщину проката за пределы минусовых допусков.
3.14.3. Постоянные конструктивные элементы не должны
препятствовать перемещению стенки (особенно в зоне нижних поясов) при
эксплуатации.
3.14.4. Присоединение конструктивных элементов к
стенке должно удовлетворять следующим требованиям:
катет угловых швов крепления конструктивных элементов
определяется толщиной стенки и привариваемых элементов и не должен превышать 12
мм;
постоянные конструктивные элементы располагаются не
ближе пяти номинальных толщин стенки от оси горизонтальных швов стенки и днища
резервуара и не ближе десяти номинальных толщин стенки от оси вертикальных швов
стенки, а также от края любого другого постоянного конструктивного элемента на
стенке;
приварка постоянных конструктивных элементов должна производиться
через листовые накладки со скругленными углами, которые привариваются сплошным
швом по всему контуру;
временные конструктивные элементы привариваются на
расстоянии более 50 мм от сварных швов стенки.
3.15.1. Анкерное крепление стенки резервуаров производится: если
максимальное избыточное давление превышает суммарный вес стенки резервуара и
крыши; если момент опрокидывания резервуара относительно наружного контура
стенки от воздействия расчетной ветровой нагрузки при совместном воздействии
внутреннего избыточного давления превышает восстанавливающий момент от веса
стенки и крыши, а также при сейсмических воздействиях.
3.15.2. Возможные конструкции
анкерного крепления представлены на рис. 3.16.
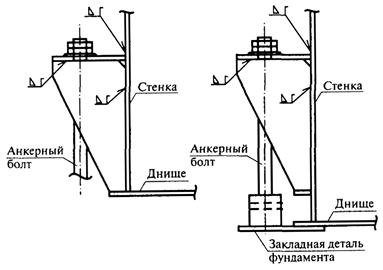
Рис. 3.16. Анкерное крепление стенки
3.15.3. Анкерные болты должны
быть равномерно затянуты по окончании выдержки под нагрузкой при полном заливе
резервуара водой в процессе гидравлических испытаний, а также предусматриваются
средства для предотвращения отвинчивания гаек, например установка контргаек.
Минимальный диаметр анкерных
болтов - 24 мм.
3.15.4. Напряжение в анкерных
болтах не должно превышать 1/2 предела
текучести и принимается по нормативным документам на сталь, из которой
изготовлены анкерные болты.
3.15.5. Количество анкерных
болтов и расстояние между ними определяются расчетом.
IV.
ИЗГОТОВЛЕНИЕ КОНСТРУКЦИЙ РЕЗЕРВУАРОВ
4.1.1. Заводское изготовление конструкций резервуаров по
настоящим Правилам должно производиться на основании:
рабочих (деталировочных)
чертежей комплекта монтажной документации (далее - КМД) конструкций
резервуаров, разработанных в соответствии с проектом комплекта монтажного
(далее - КМ);
утвержденного в установленном
порядке технологического процесса, обеспечивающего выполнение требований
настоящих Правил.
4.1.2. Настоящие Правила
предусматривают заводское изготовление и последующий монтаж листовых конструкций
резервуаров с использованием следующих технологических методов:
метода рулонирования;
метода полистовой сборки;
комбинированного метода.
4.1.3.
Методом рулонирования могут изготовляться листовые конструкции стенки, днища
резервуара, днища плавающей крыши, днища понтона, настила стационарной крыши.
Изготовление этих конструкций осуществляется в виде рулонируемых полотнищ,
свернутых в габаритные для транспортирования рулоны.
4.1.4.
Методом полистовой сборки изготовляются листовые конструкции, указанные в п. 4.1.3, если они имеют толщины, превышающие
предельные значения по п. 4.5.1 для применения метода рулонирования, а также по специальному
требованию покупателя.
Комбинированный метод
совмещает изготовление листовых конструкций по пп. 4.1.3, 4.1.4.
Конструкции резервуаров, не
указанные в п. 4.1.3
(нерулонируемые конструкции), изготовляются в виде габаритных отправочных марок
- сборочных единиц и деталей.
4.2.1. Весь металлопрокат,
поступивший изготовителю, должен подвергаться входному контролю на его
соответствие требованиям проектной, нормативной и товаросопроводительной
документации.
4.2.2. Металлопрокат должен
быть рассортирован, замаркирован, сложен по профилям, маркам стали и плавкам.
При последующей обработке номер плавки должен быть нанесен клеймением на всех
листовых деталях стенок и днищ резервуаров.
4.2.3. Перед подачей в
производство металлопрокат должен быть очищен от легкоотслаивающейся окалины и
ржавчины, влаги, снега, льда и загрязнений.
4.2.4. Металлопрокат должен
храниться в устойчивых штабелях. При хранении на открытом воздухе следует
создавать уклон, обеспечивающий сток воды. Не допускается соприкосновение
металлопроката с полом или грунтом.
4.2.5. При хранении и
выполнении транспортных операций необходимо исключать повреждение кромок и
возникновение остаточных деформаций металлопроката.
4.2.6. При невыполнении
требования по плоскостности листового металлопроката в состоянии поставки лист
должен подвергаться правке на многовалковых листоправильных машинах.
4.2.7. Состояние поверхности
и кромок листового и фасонного проката должно соответствовать требованиям
стандарта.
4.3.1. Разметку следует
производить с помощью рулеток, соответствующих 2-му классу точности,
измерительных линеек, а также других измерительных инструментов и шаблонов.
4.3.2. Правка металлопроката
должна проводиться способами, исключающими образование вмятин, забоин и других
повреждений поверхности. Правка металлопроката в горячем состоянии не
допускается, если материал не нагрет до температуры ковки.
4.3.3. Гибка деталей должна
проводиться, как правило, на прессах, листогибочных и профилегибочных машинах. Радиусы
кривизны деталей устанавливаются проектом КМ с
учетом гибки в холодном состоянии.
4.3.4. При гибке деталей на
кромкогибочных прессах внутренние радиусы закругления должны быть не менее 1,2
толщины деталей из углеродистой стали и 1,8 толщины деталей из низколегированной стали.
4.3.5. Для деталей из
низколегированной стали, а также деталей толщиной более 6 мм до гибки следует
зачистить механическим способом кромки, пересекающие линии гиба. Высота
неровностей по этим кромкам допускается не более 0,3 мм.
4.3.6. Образование монтажных
отверстий производится способами продавливания или сверления.
Отклонение диаметра отверстий
или их овальность не должны превышать +1,5 мм.
Завалы размером более 1 мм и
трещины в краях отверстий не допускаются.
4.3.7. Продольные и
поперечные кромки листовых деталей, предназначенных для изготовления
рулонируемых полотнищ, а также стенок резервуаров при полистовой сборке должны
подвергаться обработке строганием или фрезерованием.
Листовые детали толщиной до
16 мм допускается резать на гильотинных ножницах без последующей обработки кромок
строганием или фрезерованием.
4.3.8. Кромки деталей после
механической, кислородной или плазменно-дуговой резки не должны иметь
неровностей, заусенцев и завалов, превышающих 1 мм.
4.3.9. Кромки деталей перед
сваркой должны быть очищены от скоплений окалины, шлака и других загрязнений в
соответствии с требованиями технологического процесса.
4.3.10. Линейные размеры и форма
деталей должны обеспечивать собираемость конструкций с учетом заданных размеров
и предельных отклонений, а также свободное прилегание деталей или совмещение их
кромок для выполнения предусмотренных проектом сварных соединений.
Особое внимание должно
уделяться обработке листовых деталей стенок резервуаров (рулонируемых или полистовых) и листовых деталей рулонируемых полотнищ
днищ и крыш резервуаров. Параметры деталей должны удовлетворять требованиям
табл. 4.1.
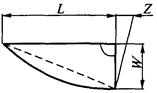
Таблица 4.1
|
Тип детали
|
Наименование параметра
|
Предельное отклонение, мм
|
|
Деталь с четырьмя ортогональными сторонами
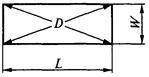
|
Ширина детали W
|
±0,5
|
|
Длина детали L
|
±1,0
|
|
Длины диагоналей D
|
±2,0
|
|
Разность длин диагоналей
|
±3,0
|
|
Серповидность по длине и ширине листа
|
±2,0
|
|
Деталь с тремя ортогональными сторонами
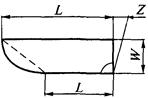
|
Ширина детали W
|
±0,5
|
|
Длина детали L
|
±2,0
|
|
Отклонение от перпендикулярности продольной и поперечной
кромок Z
|
±1,0
|
|
Деталь с двумя ортогональными сторонами
|
Ширина детали W
|
±2,0
|
|
Длина детали L
|
±2,0
|
|
Отклонение от перпендикулярности продольной и поперечной
кромок Z
|
±1,0
|
4.4.1. Изготовление
нерулонируемых конструкций, включая сборку, сварку и контроль, должно
выполняться в соответствии с требованиями настоящих Правил и указаниями проекта
КМ.
4.4.2. Предельные отклонения
линейных размеров и формы нерулонируемых конструкций, обеспечивающие
собираемость конструкций на монтаже, должны быть указаны в рабочих чертежах.
Предельные отклонения нерулонируемых конструкций резервуаров должны назначаться
в соответствии с табл. 4.2.
Таблица 4.2
|
Тип детали или конструкции
|
Наименование параметра
|
Предельное отклонение
|
|
1
|
2
|
3
|
|
Листовые детали стенок (при полистовой сборке)
|
Ширина
|
±0,5 мм
|
|
Просвет между шаблоном (длиной 1,5 м по дуге) и гнутой поверхностью
|
3,0 мм
|
|
Радиальные щиты конических крыш
|
Расстояние от обушка гнутого уголка до оси отверстия
радиальной балки
|
±7,0 мм
±5,0 мм
|
|
Прямолинейность радиальной балки
|
15,0 мм
|
|
Стрелка кривизны гнутого уголка
|
±10,0 мм
|
|
Радиальные щиты сферических крыш
|
Стрелка прогиба радиальной балки
|
±15,0 мм
|
|
Просвет между шаблоном (длиной 1,5 м по дуге) и гнутой поверхностью
|
3,0 мм
|
|
Секции опорных колец
|
Стрелка кривизны гнутого швеллера
|
±10,0 мм
|
|
Просвет между шаблоном (длиной 1,5 м по дуге) и
поверхностью гнутого швеллера
|
3,0 мм
|
|
Элементы промежуточных колец жесткости
|
Стрелка кривизны криволинейной кромки
|
±10,0 мм
|
|
Элементы для наворачивания полотнищ
|
Наружный диаметр колец
|
±20,0 мм
|
|
Отклонение от цилиндрической поверхности на всей длине
(между торцевыми кольцами)
|
±30,0 мм
|
|
Конструкции (детали) с криволинейной кромкой,
присоединяемые встык
|
Просвет между криволинейной кромкой и шаблоном (длиной
1,5 м)
|
3,0 мм
|
|
Конструкции (детали) с криволинейной кромкой,
присоединяемые внахлест
|
Просвет между криволинейной кромкой и шаблоном (длиной
1,5 м)
|
5,0 мм
|
|
Конструкции (детали) с криволинейной свободной кромкой
|
Просвет между криволинейной кромкой и шаблоном (длиной
1,5 м)
|
10,0 мм
|
|
Конструкции (детали), присоединяемые по одной стороне или
по двум смежным
сторонам
|
Габаритные размеры (длина и ширина)
|
±10,0 мм
|
|
Конструкции (детали), присоединяемые по двум
противоположным сторонам или по периметру внахлест
|
Расстояние между присоединяемыми сторонами
|
±5,0 мм
|
|
Конструкции (детали), присоединяемые по двум
противоположным сторонам (кромкам, поверхностям) или по периметру встык
|
Расстояние между присоединяемыми сторонами (кромкам,
сторонам)
|
± 2,0 мм
|
4.4.3. При сборке нерулонируемых конструкций не
должно допускаться изменение их формы, не предусмотренное технологическим процессом,
а при кантовке и транспортировании - их остаточное деформирование.
Сборка конструкций, как правило, производится в
кондукторах.
4.4.4. При сборке нерулонируемых конструкций в новых,
ранее не использовавшихся кондукторах изготовитель должен произвести
контрольную сборку следующих конструкций резервуара (в объеме, не менее
указанного в проекте КМ):
центрального щита, радиальных и опорных элементов
стационарных крыш;
коробов понтонов и плавающих крыш.
4.5.1. Полотнища должны
собираться, свариваться, контролироваться и сворачиваться в рулоны на
специальных установках для рулонирования, действующих по двум основным схемам
(с нижним и верхним сворачиванием), показанным на рис. 4.1.
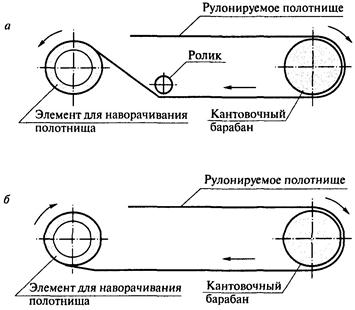
Рис. 4.1. Схема установки с верхним сворачиванием (а) и схема установки с нижним сворачиванием (б)
На установках с нижним
сворачиванием могут изготавливаться полотнища стенок резервуаров толщиной до 18
мм, на установках с верхним сворачиванием - полотнища стенок
тол щи ной до
16 мм. Максимальная толщина полотнищ днищ резервуаров, днищ понтонов и
плавающих крыш, настила стационарных крыш составляет 7 мм.
4.5.2. Предельные отклонения
ширины полотнища от проектного размера не должны превышать:
при ширине полотнища до 9 м -
11 мм;
при ширине полотнища от 9 до
15 м - ±16 мм;
при ширине полотнища свыше 15
м - ±19 мм.
4.5.3. Для полотнищ стенок выступы
отдельных деталей на нижней кромке не должны быть более 1 мм, на верхней кромке
- 3 мм.
Для прочих полотнищ выступы
деталей, выходящих на свободные (несвариваемые) кромки и выступы деталей,
выходящих на кромки, подлежащие сварке внахлест, не должны быть более 5 мм;
выступы деталей, выходящих на кромки, подлежащие сварке встык, не должны быть
более 1 мм.
4.5.4. Полотнища не должны
иметь угловых деформаций стыков более 20 мм на длине 1000 мм (рис. 4.2).
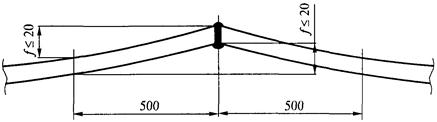
Рис. 4.2.
Угловые деформации стыков,
выходящих на свободные кромки полотнищ, не должны превышать 30 мм.
4.5.5. Рулоны должны иметь правильную
круговую форму, которая обеспечивается жесткостью элементов, на которые
наворачиваются полотнища.
4.5.6. Наибольшая масса и
габариты рулонов определяются условиями перевозки, если иное не согласовано
покупателем с изготовителем.
4.5.7. Наружный диаметр колец
элементов для наворачивания полотнищ должен быть не менее 2,6 м. Расстояние
между кольцами должно быть не более 3 м.
Если расстояние между
кольцами превышает 2 м, то между ними рекомендуется устанавливать полукольца,
устраняющие западания начальной кромки внутрь рулона.
4.5.8.
Рулонируемые полотнища стенок резервуаров должны иметь технологический припуск
по длине, обеспечивающий сборку монтажных стыков стенки и выполнение требований
по предельным отклонениям диаметра стенки, указанным в табл. 4.3.
Таблица 4.3
|
Вид рулона
|
Наименование параметра
|
Величина параметра, мм
|
|
Рулон полотнища стенки толщиной 4 мм
|
Зазоры между витками, не более
|
50
|
|
Рулон полотнища стенки толщиной 5 мм и более
|
То же
|
30
|
|
Рулон полотнища стенки
|
Смещение торцевой кромки
каждого последующего витка относительно предыдущего, не более
|
30
|
|
Общее смещение торцевой кромки, не более
|
80
|
|
Рулон полотнищ днищ, днищ понтонов и плавающих крыш, настила стационарных
крыш
|
Зазоры между витками, не более
|
80
|
4.5.9. Крепление начальной кромки полотнищ стенок
резервуаров должно обеспечивать ее плотное прилегание к кольцам элемента для
наворачивания (с зазором не более 15 мм) и отсутствие перегибов витков рулона,
связанных с выпучиванием начальной кромки.
При креплении начальной кромки с помощью планок
сварные швы приварки планок располагаются за пределами технологического
припуска по п. 4.5.8 и на
расстоянии не менее 50 мм от швов стенки и ее кромок.
При креплении начальной кромки при толщине более 8 мм
непосредственно к кольцам элемента для наворачивания начальная кромка должна
иметь технологическую надставку. Рекомендуемые варианты представлены на рис. 4.3. Толщина надставки не должна
отличаться от толщины поясов стенки, к которым она приварена, более чем на 2
мм.
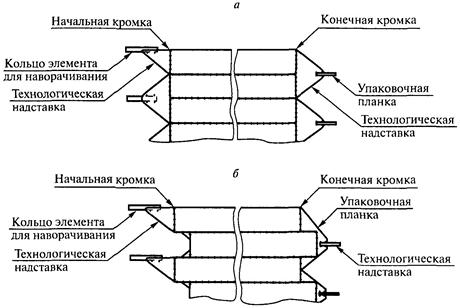
Рис. 4.3. Технологические надставки на
прямолинейных кромках полотнища стенки (а) и
технологические надставки на зубчатых кромках полотнища стенки (б)
Толщина планок крепления начальной
кромки, сварные швы, которыми планки привариваются к полотнищу и к кольцам
элемента для наворачивания, а также швы, которыми начальная кромка
(технологическая надставка) приваривается непосредственно к кольцам,
рассчитываются на тяговые усилия, возникающие при сворачивании полотнища.
4.5.10. Конечная кромка каждого
свернутого в рулон полотнища должна крепиться с помощью привариваемых
упаковочных планок шириной не менее 100 мм, толщиной 4 - 10 мм в зависимости от толщины деталей полотнища.
Упаковочные планки должны
ставиться в количестве не менее трех на расстоянии не более 3 м друг от друга и привариваться к полотнищу за пределами
технологического припуска по п. 4.5.8
и на расстоянии не менее 50 мм от сварных швов полотнища и его кромок.
Упаковочные планки
привариваются к полотнищу сварными швами катетом, равным толщине планок, длиной
не менее 150 мм с каждой стороны.
Упакованная конечная кромка
полотнища не должна отходить от рулона более чем на 100 мм. Величина зазора
между конечной кромкой и рулоном, измеренная в середине свободного участка
кромки между упаковочными гранками, не должна превышать более чем на 50 мм
величин зазора в местах установки упаковочных планок.
Для обеспечения плотного
прилегания конечной кромки к рулону может применяться технологическая
надставка. Рекомендуемые варианты представлены на рис. 4.3.
4.5.11. Для обеспечения качественного
формообразования конечной кромки полотнищ стенок резервуаров все пояса толщиной
более 8 мм должны оснащаться технологическими надставками.
4.5.12. Витки рулона должны
плотно навиваться друг на друга, а кромки на торцах рулона - располагаться на
одном уровне.
4.5.13. Допускается сворачивание
в один рулон нескольких полотнищ. При этом конечная кромка каждого полотнища
должна быть прикреплена к его предыдущему витку с помощью упаковочных планок.
4.5.14. Последовательность
сворачивания в один рулон полотнищ различных конструкций резервуара должна
назначаться исходя из обратной последовательности разворачивания этих
конструкций при монтаже.
4.5.15. Полотнища стенок
резервуаров должны сворачиваться в рулон с учетом их разворачивания на монтаже
в направлении по ходу часовой стрелки.
4.5.16. При изготовлении
полотнищ на установках для рулонирования смежные полотнища следует соединять сплошным швом,
прерывистыми швами или тяговыми лентами в количестве не менее двух штук.
Прерывистые швы должны иметь
длину не менее 200 мм и располагаться симметрично относительно осей продольных
стыков и по краям полотнищ.
Тяговые ленты привариваются
на расстоянии не более 3,5 м друг от друга и на расстоянии не менее 200 мм от сварных
швов полотнищ. Толщина, количество и расположение лент назначается в
зависимости от характеристик соединяемых полотнищ (размеров, толщины,
конфигурации) и тяговых усилий, возникающих в процессе продвижения полотнища по
установке для рулонирования.
При сворачивании полотнищ
стенок допускается для уменьшения величины телескопичности рулона устанавливать
в процессе рулонирования между витками деревянные технологические прокладки
толщиной не более 20 мм. Установка прокладок должна осуществляться по
технологическому процессу изготовителя, утвержденному в установленном порядке.
4.6.1. Монтажная маркировка
конструкций должна содержать номер заводского заказа и условное обозначение
монтажного элемента в соответствии с монтажной схемой в рабочих чертежах.
4.6.2. Монтажная маркировка
должна наноситься на монтажные элементы в местах, указанных в рабочих чертежах.
Монтажная маркировка
рулонируемых элементов должна наноситься на ярлыке, прикрепляемом на торце
рулона к элементу для наворачивания, или наноситься несмываемой краской в двух диаметрально
противоположных
местах на внутренней или наружной поверхности рулона на расстоянии не более 500
мм от торца рулона.
Монтажную маркировку
элементов одной марки, скрепленных в пакет, допускается наносить только на
крайних элементах, при этом должно быть указано количество элементов в пакете.
4.6.3. Транспортная
маркировка должна наноситься на каждом грузовом месте в соответствии с
действующими стандартами и должна содержать манипуляционные знаки, а также
основные, дополнительные и информационные надписи.
4.6.4. Манипуляционные знаки номеров 9 и 12
согласно стандартам должны ставиться на всех грузовых местах, а знаки номеров 11 и 14 - на пакетах щитов или каркасов стационарных крыш.
4.6.5. Основные надписи
наносятся согласно стандарту. В случае отсутствия пункта перевалки груза
основные надписи допускается не наносить.
4.6.6. Дополнительные надписи
должны содержать:
товарный знак или краткое
наименование изготовителя;
условное обозначение
резервуара в соответствии с рабочими чертежами;
номер заводского заказа.
4.6.7. Информационная надпись
должна содержать массу брутто грузового места в килограммах.
4.6.8. Место и способы
нанесения транспортной маркировки, форма и размеры манипуляционных знаков и
надписей определяются согласно государственным стандартам.
4.6.9. Материалы для
нанесения монтажной и транспортной маркировки должны выбираться с учетом
соответствующего стандарта.
4.7.1. Конструкции следует
упаковывать с помощью специальных стальных приспособлений, формируя грузовые места, рассчитанные на перевозку любым
видом транспорта в соответствии с действующими правилами и нормами на данном
транспорте.
4.7.2. Полотнища должны
упаковываться в соответствии с разделом 4.5
настоящих Правил.
4.7.3. Крупногабаритные
нерулонируемые конструкции (щиты или каркасы стационарных крыш, секции опорных
колец, короба понтонов или плавающих крыш и т.п.) должны соединяться в пакеты с
помощью привариваемых деталей крепления или деталей крепления с винтовыми
соединениями (с обязательной установкой на них контргаек). Привариваемые детали
крепления должны располагаться вне мест монтажной сварки конструкций.
4.7.4. Листы стенки
резервуаров при полистовом методе монтажа упаковываются в контейнеры с
опиранием на вальцованные по радиусу стенки продольные элементы. Приварка
деталей крепления к листам стенки допускается на расстоянии более 50 мм от
кромок листов.
4.7.5. Мелкие конструкции и
детали должны упаковываться в стальные контейнеры.
4.7.6. Пакеты и контейнеры
должны иметь приспособления для строповки (проушины, скобы и т.п.) или
обозначенные места для строповки.
4.7.7. Нерулонируемые
конструкции резервуаров, а также наружные поверхности рулонов подлежат
временной защите от коррозии изготовителем на время транспортирования и
хранения (не менее 6 мес.) путем нанесения в один слой грунта ГФ-021, ФЛ-03К или равнозначных.
По согласованию с заказчиком грунтование металлоконструкций может не производиться.
4.7.8. Возможные изменения
условий упаковки согласовываются с покупателем.
4.8.1. Требования настоящего
раздела являются общими для изготовления и
монтажа.
Условия транспортирования и
хранения устанавливаются соответствующим стандартом.
4.8.2. При хранении и
производстве транспортных операций должна быть исключена возможность
возникновения деформаций конструкций (искривление, смятие поверхностей,
повреждение кромок и т.п.).
4.8.3. При хранении на
открытом воздухе конструкции не должны соприкасаться с грунтом и на них не
должна застаиваться вода.
4.8.4. Конструкции должны
отгружаться транспортом в соответствии с реквизитами, указанными в договоре на
поставку.
4.8.5. Размещение грузов на
подвижном железнодорожном составе следует назначать таким образом, чтобы
обеспечить наибольшую загрузку подвижного состава как по объему, так и по
массе. В целях увеличения загрузки подвижного состава допускается по
согласованию с покупателем комплектование в одно грузовое место (рулон, пакет,
контейнер) конструкций нескольких резервуаров.
4.8.6. В случае необходимости
ограничения массы или габаритов грузовых мест (рулонов, пакетов, контейнеров)
покупатель должен согласовывать вопросы отгрузки с изготовителем.
4.8.7. При отгрузке
конструкций транспортом покупателя все вопросы перевозки (погрузка,
согласование с соответствующими службами движения и т.п.) решает покупатель и
согласовывает с изготовителем.
4.8.8. Разгрузка рулонов с
железнодорожных платформ должна осуществляться на специально подготовленных площадках в
соответствии с проектом производства погрузочно-разгрузочных работ. Сбрасывание
рулонов при разгрузке запрещается.
Разгрузку рулонов в зависимости от их массы, а
также наличия грузоподъемных средств производят одним из следующих способов:
а) подъем рулона с помощью
грузоподъемного крана (кранов) и двух стропов, охватывающих рулон и
располагаемых на равном расстоянии от центра тяжести рулона (расстояние между
стропами должно быть не менее половины длины рулона). Данный способ применяется
при наличии двух грузоподъемных кранов или одного крана с траверсой;
б) скатывание рулона по двум
разгрузочным балкам с помощью лебедок или тракторов. При этом способе
железнодорожная платформа должна быть заторможена башмаками, а под ее край со
стороны скатывания должны быть установлены опорные стойки. Целесообразно
площадку разгрузки и хранения рулонов устраивать на одном уровне с
железнодорожной платформой. Скатывание рулонов осуществляется с помощью каната, охватывающего
рулон минимум в два витка. Концы каната, тяговый и удерживающий, закрепляются
на лебедках или тракторах.
4.8.9. Конструкции
резервуаров от железной дороги к месту монтажа должны транспортироваться в соответствии
с действующими инструкциями по перевозке крупногабаритных и тяжеловесных грузов
автомобильным транспортом и правилами дорожного движения, утвержденными в
установленном порядке.
4.8.10. Допускается перекатывать рулоны по выровненной грунтовой поверхности с песчаной
подсыпкой. Перекатывание должно производиться по ходу витков рулона.
4.9.1. Изготовитель
гарантирует соответствие конструктивных решений, принятых при разработке
рабочих чертежей, требованиям настоящих Правил и проекту КМ. Согласованные изменения
проектов хранятся у изготовителя.
4.9.2. Конструкции, имеющие
брак, допущенный изготовителем, подлежат ремонту или замене за счет
изготовителя независимо от того, на каком этапе был выявлен брак.
V.
МОНТАЖ МЕТАЛЛОКОНСТРУКЦИЙ
5.1.1. Конструкции, поступившие на монтаж, должны
иметь маркировку изготовителя и сертификат качества на конструкции.
5.1.2. Перед началом монтажа производитель работ
(монтажник) должен иметь следующую нормативную и проектную документацию:
настоящие Правила;
рабочую документацию (КМ) проектировщика;
рабочие чертежи (КМД) изготовителя;
проект плана производства работ (далее - ППР) на
сборку и сварку металлоконструкции резервуара проектировщика.
5.1.3. При отсутствии в документации специальных
требований предельные отклонения геометрических параметров конструкций,
поступивших на монтаж, должны соответствовать 4-му классу точности.
5.1.4. Монтаж резервуаров должен производиться в
соответствии с проектом и требованиями настоящих Правил, строительных норм и
правил, разработанного ППР.
5.1.5. ППР разрабатывается проектной организацией и
утверждается заказчиком.
В ППР предусматриваются:
обустройство монтажной площадки;
технологическая последовательность монтажа и сварки
металлоконструкций;
грузоподъемные, тяговые механизмы;
приспособления и такелажная оснастка для монтажа
металлоконструкций резервуара;
оборудование, инструменты и материалы для производства
монтажно-сварочных работ;
виды и объемы контроля;
мероприятия, обеспечивающие требуемую точность сборки
элементов, пространственную неизменяемость конструкций в процессе их
укрупнительной сборки и установки в проектное положение;
требования к качеству сборочно-сварочных работ для
каждой операции в процессе монтажа;
прочность и устойчивость конструкций в процессе
монтажа;
степень укрупнения конструкций;
последовательность проведения прочностных (приемочных)
испытаний резервуара;
безопасные условия труда.
Предусмотренная ППР технология сборки и сварки
металлоконструкций должна обеспечивать заданную геометрическую форму
смонтированного резервуара. Отклонения от геометрической формы не должны
превышать предельно допустимых значений, предусмотренных настоящими Правилами в
табл. 5.2.
5.1.6. Монтажники обеспечиваются инструментами,
сварочным оборудованием, грузоподъемными механизмами и прочими материалами,
необходимыми для производства монтажа резервуара.
5.1.7. Контроль качества
монтажно-сварочных работ обеспечивается пооперационным контролем с ведением
журнала установленной формы.
Журнал пооперационного контроля монтажно-сварочных
работ является документом, определяющим объем и последовательность выполнения
основных контрольных операций при проведении монтажных работ и оформления
сдачи-приемки их представителями монтажника и заказчика по каждому резервуару
на объекте сборки. Образец рекомендуемой формы журнала представлен в приложении
В настоящих Правил.
Журнал пооперационного контроля разрабатывается
специализированной организацией, автором ППР и является основным документом,
подтверждающим качественное выполнение работ с соблюдением требований настоящих
Правил, и устанавливает персональную ответственность должностных лиц монтажника
и заказчика за пооперационную сдачу и приемку строительно-монтажных работ.
5.1.8. В процессе монтажа конструкций резервуара
организации, разработавшие проектную документацию, в установленном порядке
осуществляют авторский надзор с ведением журнала авторского надзора.
5.1.9. Детали, приваренные к поверхности резервуара,
необходимые только для проведения монтажа, должны быть удалены после окончания
работ без повреждения основных металлоконструкций.
5.1.10. В процессе работ по монтажу конструкций
резервуаров должна оформляться исполнительная документация в соответствии с
приложениями Д1 - Д10.
5.2.1. До начала монтажа
резервуаров должны быть выполнены все работы по устройству основания
(фундамента).
Проектную отмостку основания
(фундамента), фундамент под шахтную лестницу и опоры под подводящие
трубопроводы рекомендуется выполнять после монтажа металлоконструкций
резервуара.
5.2.2. Зона монтажной площадки должна быть
спланирована с обеспечением отвода поверхностных вод.
Требования к планировке
монтажной площадки, к площадкам складирования, площадкам работы и перемещения
кранов, к временным дорогам, помещениям и другим необходимым благоустройствам
определяются ППР. План монтажной площадки в обязательном порядке должен
быть согласован монтажником с заказчиком.
Граница зоны монтажной
площадки должна иметь ограждение по всему периметру и должна быть обозначена
предупредительными знаками. Зона монтажной площадки должна иметь не менее двух
въездов (выездов).
5.2.3. Монтажная площадка
должна быть обустроена временными дорогами для транспортирования и площадками
для монтажа металлоконструкции резервуара. Площадки для работы грузоподъемных
кранов должны иметь поверхность с соответствующей несущей способностью.
5.2.4. Монтажная площадка
должна быть обеспечена: средствами связи и пожаротушения; технической водой;
электроэнергией для работы кранов, механизмов, сварочного и другого
оборудования, а также для освещения зоны монтажа, временных бытовых и других
помещений.
5.3.1. Приемка основания и
фундаментов производится в установленном порядке с обязательным участием
представителя монтажника (производителя работ). Приемка оформляется актом по
форме, рекомендуемой приложением Д1.
5.3.2. Принимаемое основание
и фундаменты должны соответствовать требованиям рабочих чертежей проекта.
Предельные отклонения
размеров и формы основания и фундаментов от проектных не должны превышать
величин, указанных в табл. 5.1.
Таблица 5.1
|
№ п/п
|
Наименование параметров
|
Предельное отклонение при диаметре резервуара, мм
|
|
до 12 м
|
св. 12 м до 25 м
|
св. 25 м
|
|
1
|
2
|
3
|
4
|
5
|
|
1
|
Отметка центра основания при:
|
|
|
|
|
плоском
|
0; +10
|
0; +20
|
0; +30
|
|
с подъемом к центру
|
0; +20
|
0; +30
|
0; +40
|
|
с уклоном от центра
|
0; -20
|
0; -30
|
0; -40
|
|
2
|
Отметки поверхности периметра грунтового основания,
определяемые в зоне расположения стенки:
|
|
|
|
|
разность отметок смежных точек, через каждые
6 м
|
±6
|
±8
|
-
|
|
разность отметок любых других точек
|
12
|
16
|
-
|
|
3
|
Отметки поверхности кольцевого фундамента
(гидроизолирующего слоя), определяемые в зоне расположения стенки:
|
|
|
|
|
разность отметок смежных точек, через каждые
6 м
|
±8
|
±8
|
±8
|
|
разность отметок любых других точек
|
±12
|
±12
|
±12
|
|
4
|
Ширина кольцевого фундамента, через каждые 6 м
|
0; +50
|
0; +50
|
0; +50
|
|
5
|
Наружный диаметр кольцевого фундамента, четыре измерения
(под углом 45°)
|
±20
|
От +40 до -30
|
От +60 до -40
|
|
6
|
Толщина гидроизолирующего слоя на поверхности кольцевого
фундамента
|
±5
|
±5
|
±5
|
5.4.1. Приемка
металлоконструкций резервуара в монтаж производится монтажником в присутствии
представителя заказчика.
5.4.2. Контроль качества
поставляемых металлоконструкций производится на соответствие их рабочей
документации КМ,
КМД и требованиям настоящих Правил. Контроль производится внешним осмотром и
измерениями. Проверяют: комплектность поставки согласно отправочным ведомостям;
соответствие данных сертификатов на металл и сварочные материалы проектным;
наличие карты контроля сварных соединений с указанием ремонтных мест дефектов;
заключение на качество сварных швов.
5.4.3. Приемка
металлоконструкций резервуара в монтаж оформляется актом приемки по форме,
рекомендуемой приложением Д9.
Отмеченные дефекты
оформляются актом с приложением дефектной ведомости. Дефектная ведомость
передается изготовителю для устранения обнаруженных дефектов.
5.4.4. К акту приемки
металлоконструкций в монтаж должны быть приложены:
рабочие чертежи КМД изготовителя;
комплектовочные (отправочные)
ведомости;
протокол качества на
конструкции резервуара (приложение Д2).
5.4.5. Внешним осмотром и
измерениями контролируют качество поверхностей проката, узлов и деталей металлоконструкций,
поверхности сварных швов. Измерения производятся рулеткой, соответствующей 2-му классу точности,
измерительной линейкой и штангенциркулем, а также другими измерительными инструментами и шаблонами. Контроль
кривизны деталей, угловых деформаций и смещений кромок в стыковых сварных
соединениях, катетов швов и т.п. производят шаблонами.
5.5.1. При сборке элементов
металлоконструкций следует обеспечить требуемые геометрические параметры.
Предельные отклонения этих параметров должны быть указаны в ППР.
Цель ограничений на
отклонения геометрических параметров - получить надежный резервуар, близкий к
проектной форме.
Предельно допустимые
отклонения размеров и форма смонтированного резервуара не должны превышать
значений, указанных в табл. 5.2.
Таблица 5.2
|
№ п/п
|
Наименование параметров
|
Предельное отклонение при диаметре резервуара, мм
|
Контроль (метод, вид
регистрации)
|
|
до 12 м
|
св. 12 м до 25 м
|
св. 25 м
|
|
1
|
2
|
3
|
4
|
5
|
6
|
|
1
|
Днище резервуара
|
|
|
|
|
|
1. Высота местных
неровностей (хлопунов), при площади неровности до 5 м2
|
60
|
70
|
80
|
Измерительный. Геодезическая исполнительная схема
|
|
2. Местные отклонения от проектной формы в зонах
радиальных монтажных сварных швов кольца окраек (угловатость)
|
|
±3
|
|
Измерительный, каждый сварной шов. Исполнительная схема
|
|
3. Подъем окраек в зоне сопряжения с центральной частью
днища
|
60
|
70
|
80
|
Измерительный. Геодезическая исполнительная схема
|
|
4. Отметка наружного контура днища
|
|
|
|
|
|
При пустом резервуаре:
|
|
|
|
Измерительный.
|
|
разность отметок соседних точек на
расстоянии 6 м по периметру
|
10
|
15
|
15
|
Геодезическая исполнительная схема
|
|
разность отметок любых других точек
|
20
|
25
|
30
|
|
|
5. При залитом резервуаре:
|
|
|
|
|
|
разность отметок соседних точек на
расстоянии 6 м по периметру
|
20
|
25
|
30
|
|
|
разность отметок любых других точек
|
30
|
35
|
40
|
|
|
2
|
Стенка
|
|
|
|
|
|
1. Внутренний диаметр на уровне 300 мм от днища.
Измерение в четырех диаметрах под углом 45°
|
±30
|
±40
|
±50
|
Измерительный. Геодезическая исполнительная схема
|
|
2. Высота стенки:
|
|
Измерительный.
|
|
до 12 м
вкл.
|
±20
|
Геодезическая исполнительная схема
|
|
св. 12 м до
18 м
|
±30
|
|
3. Отклонение от вертикали верха стенки (Hст)
Измерение в четырех диаметрах под углом 45°
|
1/200Hст
|
Измерительный. Геодезическая исполнительная схема
|
|
4. Отклонение по вертикали образующих на высоте каждого
пояса (Hп)
|
±1/200Hп
+ 10
|
Измерительный. Геодезическая исполнительная схема
|
|
5. Измерения через каждые 6 м по всему периметру стенки.
Измерения производить в пределах 50 мм ниже горизонтальных швов
|
|
|
|
|
|
Примечания: 1. Отклонения должны удовлетворять 75 % производимых
замеров по образующим. Для остальных 25 % замеров допускаются предельные
отклонения на 30 % больше с учетом их местного характера. При этом зазор
между стенкой резервуара и понтонов (плавающей крышей) должен находиться в
пределах, обеспечиваемых конструкцией уплотняющего затвора.
2. Не допускается наличие
предельных отклонений разных знаков на уровне одного пояса для двух смежных
образующих стенки по всей высоте
|
|
6. Местные отклонения от проектной формы (на длине 1 м):
|
|
|
|
листов толщиной
до 6 мм
|
±16
|
Измерительный.
|
|
св. 6 мм до
12 мм
|
±14
|
Геодезическая исполнительная схема
|
|
св. 12 мм
|
±12
|
|
|
Измерения производить вертикальной рейкой и
горизонтальным шаблоном, выполненным по проектному радиусу стенки
|
|
|
|
7. Местные отклонения от проектной формы в зонах
монтажных сварных швов (угловатость)
|
В соответствии с требованиями проекта КМ
|
Измерительный, каждый сварной шов.
Исполнительная схема
|
|
3
|
Стационарная крыша
Разность отметок смежных узлов верха
радиальных балок и ферм на опорах
|
20
|
Измерительный. Геодезическая исполнительная схема
|
|
4
|
Понтоны или плавающая крыша
|
|
|
|
1. Отметки верхней кромки наружного кольцевого листа:
|
|
Измерительный.
Геодезическая исполнительная схема
|
|
разность отметок соседних точек на
расстоянии 6 м по периметру
|
30
|
|
|
разность отметок любых других точек
|
40
|
|
|
2. Отклонение наружного кольцевого листа от вертикали на
высоту листа. Измерения производить через каждые 6 м по периметру
|
±10
|
Измерительный. Исполнительная схема
|
|
3. Отклонение направляющих от вертикали на всю высоту
направляющих Нн мм. В
радиальном и тангенциальном направлениях
|
1/1000Hн
|
Измерительный, каждая направляющая. Исполнительная схема
|
|
4. Зазор между верхней кромкой наружного кольцевого листа
и стенкой резервуара. Измерения производить через каждые 6 м по периметру (положение
понтона на днище)
|
10
|
Измерительный. Исполнительная схема
|
|
5. Зазор между направляющей и патрубком в понтоне или
коробке плавающей крыши (положение понтона на днище)
|
15
|
Измерительный, каждая направляющая. Исполнительная схема
|
|
6. Отклонение опорных стоек от вертикали при опирании на
них понтона или плавающей крыши
|
30
|
Измерительный, каждая стойка. Исполнительная схема
|
5.5.2. Монтаж люков и патрубков
При разметке мест установки люков
и патрубков в стенке резервуара должны выполняться требования по допускаемым
расстояниям между сварными швами.
До выполнения проектных швов
приварки люков и патрубков должны контролироваться предельные отклонения
расположения их осей и фланцевых поверхностей в соответствии с табл. 5.3.
Таблица 5.3
Предельные
отклонения расположения люков и патрубков в стенке резервуара
|
№ п/п
|
Наименование параметра
|
Предельные отклонения
|
|
для люков
|
для патрубков
|
|
1
|
Отметка высоты установки
|
±10 мм
|
±6 мм
|
|
2
|
Расстояние от наружной поверхности фланца до стенки
резервуара
|
±10 мм
|
±5 мм
|
|
3
|
Отклонение оси патрубка от проектного положения
(поворот), измеренное по наружной поверхности фланца
|
-
|
6 мм
|
|
4
|
Поворот главных осей фланца в вертикальной плоскости
|
±5°
|
±5°
|
5.5.3. Монтаж конструктивных элементов,
присоединяемых к стенке и стационарной крыше, выполняется с учетом следующих
требований:
конструктивные элементы и сварные швы должны иметь
геометрические размеры и форму, соответствующие рабочим чертежам;
при приварке конструктивных элементов к стенке
резервуара должны выполняться требования по допускаемым расстояниям между
сварными швами согласно п. 3.13.
5.5.4. При производстве монтажных работ запрещаются
ударные воздействия на сварные конструкции из сталей с пределом текучести до 39
кг/мм2 и менее при температуре ниже -25 °С, с пределом текучести
свыше 39 кг/мм2 при температуре ниже 0 °С.
5.5.5. Монтаж резервуаров из рулонированных
конструкций
При строительстве резервуаров
из рулонированных конструкций следует соблюдать технологическую
последовательность выполнения монтажно-сварочных работ в соответствии с
требованиями ППР.
5.5.5.1. Монтаж днища.
При сборке днища резервуара
должна быть обеспечена сохранность основания (фундамента) и гидроизолирующего
слоя от воздействия различных монтажных нагрузок.
В ППР при разработке технологии
сборки элементов днища, имеющего кольцо окраек, должно быть предусмотрено
следующее:
стыки между окрайками
собираются с зазором клиновой формы, размеры которого должны соответствовать
приведенным в чертежах КМ, КМД;
сборку днища начинают с раскладки
окраек в проектном положении и сварки стыков между ними на длине 200 - 250 мм в
зоне расположения стенки;
смещение кромок в стыках
окраек не должно превышать 10 % толщины листа при плотности прилегания к
подкладным полосам с зазором не более 0,5 мм. Вмятины на окрайках, в зоне
расположения стенки, не допускаются;
величина усадки кольца окраек
после сварки.
Предельно допустимые
отклонения размеров и формы собираемых под сварку элементов днища должны быть
указаны в ППР и журнале пооперационного контроля (приложение Г).
Для резервуаров с понтоном
(плавающей крышей), имеющих мембрану из рулонных полотнищ, до монтажа последних
должны быть завершены все работы по сварке и контролю сварных швов той части днища, которая
перекрывается мембраной. Сварку остальной части соединений элементов днища
следует производить после приварки стенки к днищу наружным сварным швом.
5.5.5.2. Монтаж стенки.
Подъем рулона стенки.
Подъем рулона стенки в
вертикальное положение производят специальными методами в зависимости от наличия
у монтажника соответствующих грузоподъемных механизмов (кранов), такелажной и
монтажной оснастки.
Технология выполнения работ
при подъеме рулона должна обеспечивать сохранность полотнища стенки от
воздействия монтажных и других нагрузок.
Исходное положение рулона
перед подъемом в плане следует принимать с учетом расположения освобождающегося
концевого участка полотнища на расстоянии, близком к проектному положению оси
монтажного стыка стенки.
Разворачивание полотнища
стенки.
В процессе разворачивания стенки
должна быть обеспечена устойчивость полотнища от воздействия ветровых нагрузок,
собственного веса, массы устанавливаемых щитов крыши и других нагрузок,
возникающих при монтаже.
Раскрепление развернутой
части полотнища и выверку ее в вертикальной плоскости производят с помощью
закрепленных на ней расчалок. Контроль за вертикальностью стенки следует выполнять постоянно.
Формообразование концевых
участков полотнища стенки.
Перед сборкой монтажного
стыка полотнища (полотнищ) стенки должно производиться формообразование
начального и конечного участков, имеющих значительные остаточные деформации от
рулонирования.
Формообразование проводят на
поясах толщиной 8 мм и более. Целью формообразования является придание
начальному и конечному участкам полотнища (полотнищ) стенки перед их сборкой
между собой радиуса кривизны, близкого к проектному.
Сборка вертикального
монтажного стыка стенки.
Сборку вертикального
монтажного стыка осуществляют с помощью технологических приспособлений с соблюдением проектных
зазоров и разделки кромок в соответствии с требованиями ППР.
Предельные отклонения
размеров и формы собранного монтажного стыка стенки не должны превышать
значений, приведенных в ППР. Предельные отклонения размеров и формы смонтированной
стенки после сварки не должны превышать значений табл. 5.2.
5.5.5.3. Монтаж стационарных
крыш.
Предельные отклонения
размеров и формы смонтированной каркасной стационарной крыши не должны
превышать значений, приведенных в табл. 5.2.
При разработке ППР по монтажу
резервуара необходимо учитывать монтажные нагрузки на крышу в целом и ее
конструктивные узлы в процессе сборки.
При необходимости должны
устанавливаться временные распорки, связи и другие устройства, препятствующие
возникновению деформаций. Монтаж стационарной крыши выполняют одним из
следующих способов:
монтаж центральной стойкой;
монтаж сверху без центральной
стойки;
монтаж изнутри без
центральной стойки.
Способ монтажа с центральной
стойкой применяется для каркасных конических и купольных крыш.
Монтаж крыш начинают с
установки центральной монтажной стойки.
Монтажную стойку с
центральным щитом крыши устанавливают в центре днища резервуара, а на резервуарах
с понтонами - в центре днища понтона. Монтажная стойка устанавливается строго в
центре резервуара и раскрепляется расчалками в количестве не менее пяти.
Нижний конец стойки должен
опираться на подкладной лист и исключать его перемещение. Конструктивно узел
опирания должен быть выполнен «шарнирно» - без приварки стойки к подкладному
листу.
Центральный щит крыши,
закрепленный на монтажной стойке, должен находиться в горизонтальной плоскости.
Величина перекоса от
горизонтальной плоскости, на длине диаметра центрального щита, должна
составлять не более ±5 мм.
Отклонение центра щита
относительно центра резервуара в плане должно составлять не более 10 мм.
На резервуарах с купольной
стационарной крышей высотная отметка центрального щита, монтажной стойки должна
определяться с учетом проектной высоты и строительного подъема, предусмотренных
рабочей документацией КМ.
Монтаж сверху без центральной
стойки применяется для самонесущих конических крыш, а также и купольных крыш с
раздельными элементами каркаса и настила.
Монтаж изнутри без
центральной стойки применяется для крыш с раздельными элементами каркаса и
настила.
5.5.5.4. Монтаж понтонов и
плавающих крыш.
Мембрану понтона и плавающей
крыши из рулонированных полотнищ монтируют после сварки днища резервуара и
контроля на герметичность сварных швов.
Сборку и сварку мембраны
плавающей крыши с кольцом коробов следует выполнять после завершения всех работ
по сварке коробов и контролю сварных швов на герметичность.
Кольцо коробов плавающих крыш
монтируют непосредственно на днище резервуара, после контроля внутреннего шва
стенки с днищем на герметичность. Конструкции плавающих крыш, имеющих приварные
опорные стойки к коробам и каркасу мембраны, монтируют на проектной высоте
нижнего положения плавающей крыши.
Предельные отклонения
размеров и формы смонтированного понтона (плавающей крыши) не должны превышать
значений, приведенных в табл. 5.2.
5.5.6. Монтаж резервуаров полистовой сборки
5.5.6.1. Монтаж днищ.
Отличием монтажа днища
резервуара полистовой сборки является сборка его центральной части из отдельных листов на
подкладных полосах или в комбинации сборки
листов по короткой стороне на подкладных полосах, а по длинной внахлест между
собой. Предельные отклонения размеров и формы смонтированного днища не должны
превышать значений, приведенных в табл. 5.2.
5.5.6.2. Монтаж стенки.
При монтаже стенки методом
полистовой сборки заказчик при оформлении заказа (договора) на поставку
конструкций резервуара должен уточнить подготовку кромок листов стенки в
зависимости от принятых способов сварки. Стенка резервуара при полистовой
сборке может монтироваться методом наращивания или методом подращивания.
При монтаже методом наращивания
должна быть обеспечена устойчивость стенки от ветровых нагрузок путем установки
расчалок и секций временных колец жесткости, служащих в качестве подмостей для
сборки и сварки монтажных стыков.
При монтаже методом
подращивания устойчивость конструкции должна обеспечиваться специальной
оснасткой, предусмотренной ППР. Метод подращивания может использоваться самостоятельно
или в качестве комбинированного метода при монтаже верхней части стенки из
рулонов, а нижних поясов - из отдельных листов.
Сборка листов стенки между
собой и с листами днища должна выполняться с применением сборочных
приспособлений, обеспечивающих проектные зазоры и совмещение кромок,
вертикальность образующих поясов стенки после выполнения сварки. Предельные
отклонения размеров и формы смонтированной стенки не должны превышать значений,
приведенных в табл. 5.2.
Требования к угловатости и
смещению кромок в зоне сварных соединений монтажных стыков стенки аналогичны требованиям,
предъявляемым к рулонированным полотнищам.
VI.
СВАРКА РЕЗЕРВУАРОВ
6.1.1. При разработке
конструкции резервуара в рабочей документации КМ должны быть определены требования к механическим
свойствам сварных соединений и дифференцированно, в зависимости от уровня
расчетных напряжений и условий работы соединений, назначен класс сварных швов
(допускаемые размеры, вид и количество допускаемых внешних и внутренних
дефектов). Кроме того, должен быть назначен объем контроля физическими методами
различных сварных соединений резервуара.
Способы сварки,
геометрические параметры кромок соединяемых элементов, сварочные материалы, а
также технология выполнения монтажных сварных соединений резервуара
определяются технологическим проектом сооружения резервуара (ППР) и учитываются
в проекте КМ.
Применительно к соединениям, выполняемым на заводе, указанные вопросы решаются
при разработке технологических карт или технических условий на изготовление
резервуарных конструкций и учитываются в рабочей документации КМД.
6.1.2. Технологические
процессы заводской и монтажной сварки должны обеспечивать получение сварных
соединений, в полной мере удовлетворяющих требованиям проекта КМ по всему комплексу физико-механических характеристик, а
также соответствующих нормам по предельно допустимым размерам и видам дефектов
с учетом коэффициентов концентрации напряжений.
6.1.3. Заводскую сварку
резервуарных конструкций следует выполнять в соответствии с утвержденным технологическим
процессом (процедурами), в котором должны быть предусмотрены:
требования к форме и
подготовке кромок деталей, подлежащих сварке;
способы и режимы сварки,
сварочные материалы, а также последовательность выполнения технологических
операций;
конкретные указания по
закреплению деталей перед сваркой;
мероприятия, исключающие
образование прожогов, смешение шва от его оси и образование других видов
дефектов;
мероприятия, направленные на
снижение сварочных деформаций.
6.1.4. Монтажную сварку
резервуарных конструкций следует выполнять в соответствии с указаниями ППР, в котором должны быть
предусмотрены:
наиболее эффективные способы
сварки монтажных соединений с учетом их пространственного положения;
сварочные материалы,
удовлетворяющие требованиям рабочей документации КМ по уровню механических свойств;
требуемая форма подготовки
кромок монтируемых элементов под сварку;
последовательность сварки и
порядок выполнения каждого шва, обеспечивающие минимальные деформации и
перемещения свариваемых элементов;
режимы и указания по технике
сварки, которые должны обеспечить необходимый уровень механических свойств
сварных соединений, а также получение требуемых структур металла шва и
околошовных зон;
необходимая технологическая
оснастка и оборудование для выполнения сварных соединений.
Кроме того, в ППР должны быть
предусмотрены:
мероприятия по обеспечению требуемого качества
подготовки и сборки под сварку свариваемых кромок, а также схема их закрепления
и необходимая для этого технологическая оснастка;
допускаемая температура
металла, при которой возможна сварка соединений без их подогрева, а также
допускаемая скорость ветра в зоне сварки;
условия обеспечения
требуемого диапазона скоростей охлаждения сварных соединений резервуарных
конструкций при сварке;
указания по технологии
производства сварочных работ в зимних условиях (если это предусматривается в
соответствии с графиком работ).
6.1.5. В ППР должны быть предусмотрены
мероприятия, направленные на обеспечение требуемой геометрической точности
резервуарных конструкций, включая меры по компенсации или подавлению
термодеформационных процессов усадки сварных швов, которые могут привести к
потере устойчивости тонкостенной оболочки корпуса резервуара и образованию
вмятин и выпуклостей его поверхности.
6.1.6. В случаях, когда в
рабочей документации КМ предусмотрена термическая обработка каких-либо сварных
соединений резервуара, в ППР следует разработать технологию ее выполнения,
включая способ, режимы термообработки, указания по контролю качества термообработанных
соединений.
6.1.7. В ППР должна быть разработана
программа контроля качества сварных соединений, включающая способы и объемы
контроля каждого сварного соединения резервуара.
6.2.1.
Выбираемые способы и технология сварки резервуарных конструкций должны
обеспечивать:
высокую производительность и
экономическую эффективность сварочных процессов с учетом объемов выполнения
сварки (массы наплавленного металла), затрат на сварочное оборудование и
организацию технологического процесса;
высокий уровень однородности
и сплошности металла сварных соединений с учетом конкретных условий и
требуемого уровня комплекса механических свойств: прочности, пластичности,
твердости, ударной вязкости и хладостойкости;
минимальный уровень деформаций
свариваемых конструкций.
6.2.2. При заводском
изготовлении резервуарных конструкций основными способами сварки являются
автоматизированная сварка под флюсом для листовых конструкций и
механизированная сварка в углекислом газе или в смеси газов на основе аргона
для решетчатых конструкций и оборудования. При автоматизированной сварке под
флюсом резервуарных полотнищ необходимым является оснащение сварочного
оборудования системами слежения электрода за стыком.
6.2.3. Рекомендуемые способы
сварки для различных типов сварных соединений при сооружении резервуаров из рулонных
заготовок, а также резервуаров, монтируемых полистовым методом, приведены в
табл. 6.1 и 6.2.
Таблица 6.1
Рекомендуемые
способы монтажной сварки резервуаров, сооружаемых из рулонированных полотнищ
|
Сварное соединение
|
Рекомендуемый способ сварки
|
|
1
|
2
|
|
Стыковые соединения окраек днища
|
1. Механизированная сварка в углекислом газе.
2. Механизированная сварка порошковой проволокой
|
|
Соединения элементов центральной части днища
|
1. Автоматизированная сварка под флюсом.
2. Механизированная сварка порошковой проволокой.
3. Механизированная сварка в углекислом газе
|
|
Монтажные стыки стенки
|
Механизированная сварка в углекислом газе
|
|
Уторные швы в сопряжении стенки и днища
|
1. Механизированная сварка в углекислом газе.
2. Механизированная сварка порошковой проволокой.
3. Автоматизированная сварка под флюсом
|
|
Сварные соединения каркаса крыши при укрупнении в блоки
|
Механизированная сварка в углекислом газе
|
|
Соединения люков, патрубков, усиливающих листов на стенке
и на крыше
|
Механизированная сварка в углекислом газе
|
|
Сварные соединения опорных узлов в сопряжении крыши со стенкой и колец
жесткости
|
1. Механизированная сварка в углекислом газе.
2. Ручная дуговая сварка
|
|
Сварные соединения настила крыши
|
1. Механизированная сварка в углекислом газе.
2. Механизированная сварка порошковой проволокой
|
|
Сварные соединения понтонов или плавающих крыш
|
1. Механизированная сварка в углекислом газе.
2. Механизированная сварка порошковой проволокой
|
Таблица 6.2
Рекомендуемые
способы сварки цилиндрических резервуаров, сооружаемых полистовым способом
|
Сварное соединение
|
Рекомендуемый способ сварки
|
|
1
|
2
|
|
Соединения окраек днища
|
1. Механизированная сварка в углекислом газе.
2. Механизированная сварка порошковой проволокой
|
|
Соединения элементов центральной части днища
|
1. Механизированная сварка в углекислом газе.
2. Механизированная сварка порошковой проволокой.
3. Автоматизированная сварка под флюсом
|
|
Уторные швы в сопряжении стенки днища
|
1. Автоматизированная сварка под флюсом.
2. Механизированная сварка порошковой проволокой.
3. Механизированная сварка в углекислом газе
|
|
Вертикальные соединения
стенки
|
1. Автоматизированная сварка с принудительным формированием
шва порошковой или активированной проволокой.
2. Механизированная сварка в углекислом газе
|
|
Горизонтальные соединения стенки
|
1. Автоматизированная сварка под флюсом.
2. Механизированная сварка в углекислом газе.
3. Сварка порошковой проволокой с полупринудительным
формированием шва
|
|
Соединение люков, патрубков и их усиливающих листов на
стенке и на крыше
|
Механизированная сварка в углекислом газе
|
|
Сварные соединения каркаса крыши, опорных колец и колец жесткости
|
1. Механизированная сварка в углекислом газе.
2. Ручная дуговая сварка
|
|
Соединения настила крыши
|
1. Механизированная сварка в углекислом газе.
2. Механизированная сварка порошковой проволокой
|
|
Сварные соединения понтонов или плавающих крыш
|
1. Механизированная сварка в углекислом газе.
2. Механизированная сварка порошковой проволокой
|
6.2.4. Учитывая, что ручная дуговая сварка
характеризуется относительно высоким уровнем удельного тепловложения,
приводящего к повышенным сварочным деформациям, а также сравнительно низкой
производительностью, применение этого способа сварки при сооружении резервуаров
должно быть ограничено.
При сварке в углекислом газе в условиях ветра
необходимо применять технологию, обеспечивающую повышение устойчивости защитной
струи газа и стойкости к порообразованию, или применять заграждения от ветра.
Для всех типов сварных соединений возможно
использование ручной дуговой сварки с учетом п. 6.3.3.
6.3.1. До начала сварочных
работ любые соединения резервуаров должны быть проконтролированы и приняты под
сварку по следующим конструктивным и технологическим критериям:
геометрические параметры кромок
элементов, подготовленных под сварку (величина угла скоса кромок, зазор в
стыке, величина притупления, смещение кромок), должны укладываться в поле
допусков, предусмотренных проектом;
поверхность кромок, а также
прилегающие к ним зоны шириной 20 мм должны быть зачищены от любых загрязнений;
сборочные приспособления,
закрепляющие кромки свариваемых элементов, должны обеспечивать достаточную
прочность и жесткость, чтобы исключить чрезмерные усадку швов и перемещения
свариваемых элементов.
6.3.2. Закрепление кромок
свариваемых элементов должно выполняться преимущественно с помощью сборочных
приспособлений.
При необходимости постановки
электроприхваток на монтажных стыках стенки их рекомендуется располагать с
противоположной стороны от части сечения шва, выполняемой первой. Размер
прихваток должен быть минимально необходимым. При выполнении зачистки корня шва
такие прихватки удаляются.
Прихватки, выполняемые в
угловых и нахлесточных соединениях, можно переплавлять только после их
зашлифовки и визуального контроля качества, при этом такие прихватки должны
выполняться квалифицированными сварщиками.
6.3.3.
Приемку сварных стыков под сварку осуществляет руководитель сварочных работ, о
чем делается соответствующая запись в журнале контроля качества монтажно-сварочных работ.
6.4.1. Способы, режимы и
техника сварки резервуарных конструкций должны обеспечивать:
требуемый уровень
механических свойств сварных соединений, предусмотренный проектом;
необходимую однородность и
сплошность металла сварных соединений;
оптимальную скорость
охлаждения выполняемых сварных соединений, которая зависит от марки стали,
углеродного эквивалента, толщины металла, режима сварки (погонной энергии),
конструкции сварного соединения, а также температуры окружающей среды;
минимальный коэффициент
концентрации напряжений;
минимальную величину
сварочных деформаций и перемещений свариваемых элементов;
коэффициент формы каждого наплавленного
шва (прохода) в пределах от 1,3 до 2,0 (при сварке со свободным формированием
шва).
6.4.2. При сварке
резервуарных конструкций в зимнее время необходимо систематически
контролировать температуру металла и, если расчетная скорость осаждения металла
шва превышает допускаемое значение для данной марки стали, необходимо
организовать предварительный, сопутствующий или послесварочный подогрев
свариваемых кромок. Требуемая температура и схема подогрева должны быть
определены в ППР. Рабочие диапазоны скоростей охлаждения сталей, а также
минимальные температуры, не требующие подогрева кромок при сварке, которые
зависят от углеродного эквивалента, толщины металла, способа сварки и погонной
энергии, также должны указываться в технологических проектах. Как правило, при
осуществлении подогрева кромок следует нагревать металл на всю толщину в обе
стороны от стыка на ширину 100 мм.
При сварке в зимнее время, независимо от температуры воздуха и марки стали, свариваемые кромки необходимо
просушивать от влаги.
6.4.3. При использовании
способов сварки с открытой дугой в зоне производства сварочных работ следует
систематически контролировать скорость ветра. Допускаемая скорость ветра в зоне
сварки должна указываться в ППР в зависимости от применяемых способов сварки и
марок сварочных материалов. При превышении допускаемой скорости ветра сварка
должна быть прекращена или должны быть устроены соответствующие защитные
укрытия.
6.4.4. Сварка должна
производиться при стабильном режиме. Колебания величины сварочного тока и
напряжения в сети, к которой подключается сварочное оборудование, не должны
превышать ±5 %.
6.4.5. Последовательность
выполнения всех сварных соединений резервуара и схема выполнения каждого
сварного шва в отдельности должны соблюдаться в соответствии с указаниями ППР, исходя из условий
обеспечения минимальных сварочных деформаций и перемещений элементов
конструкций. При выполнении монтажных стыков стенки первыми, как правило,
должны выполняться швы изнутри резервуара.
6.4.6. Не допускается
выполнение сварочных работ на резервуаре при дожде, снеге, если кромки
элементов, подлежащих сварке, не защищены от попадания влаги в зону сварки.
6.4.7. Все сварные соединения
на днище и стенке резервуаров при ручной или механизированной сварке должны
выполняться, как правило, не менее чем в два слоя. Каждый слой сварных швов должен проходить
визуальный контроль, а обнаруженные дефекты должны устраняться.
6.4.8. Удаление дефектных
участков сварных швов производится механическим методом (шлифмашинками или
пневмозубилом) или воздушно-дуговой строжкой с последующей зашлифовкой
поверхности реза.
6.4.9. Заварку дефектных участков сварных швов
следует выполнять способами и материалами, предусмотренными технологией.
Исправленные участки сварного шва должны быть подвергнуты повторному контролю
физическими методами. Если в исправленном участке вновь будут обнаружены
дефекты, ремонт сварного шва должен выполняться при обязательном контроле всех
технологических операций руководителем сварочных работ.
Информация о выполненных
ремонтных работах сварных соединений должна быть занесена в журнал контроля
качества монтажно-сварочных работ.
Выполнение троекратного ремонта
сварных соединений в одной и той же зоне должно согласовываться с разработчиком
технологического проекта.
6.4.10. Удаление технологических
приспособлений, за крепленных сваркой к корпусу резервуара, должно производиться, как
правило, механическим способом или кислородной резкой с последующей зачисткой
мест их приварки заподлицо с основным металлом и контролем качества поверхности
в этих зонах. Вырывы основного металла или подрезы в указанных местах
недопустимы.
6.4.11. После сварки швы и
прилегающие зоны должны быть очищены от шлака и брызг металла.
VII.
КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ
7.1.1. Контроль качества
работ по изготовлению и монтажу конструкций резервуаров должен осуществляться
заказчиком, изготовителем и монтажником (производителем работ).
7.1.2. Проектировщик
осуществляет авторский надзор за сооружением резервуаров. Представителям
заказчика, а также представителям проектной организации, выполняющим авторский
надзор, представляются свободный доступ ко всем рабочим местам, где выполняются
работы по изготовлению и монтажу конструкций резервуаров, и рабочая
документация.
7.1.3. При сооружении
резервуаров применяются следующие виды контроля качества сварных соединений:
механические испытания
сварных соединений образцов-свидетелей;
визуальный контроль всех
сварных соединений резервуара;
измерительный контроль с
помощью шаблонов, линеек, отвесов, геодезических приборов и т.д.;
контроль герметичности
(непроницаемости) сварных швов с использованием проб «мел-керосин», вакуумных камер,
избыточного давления воздуха или цветной дефектоскопии;
физические методы - для
выявления наличия внутренних дефектов: радиография или ультразвуковая
дефектоскопия, а для контроля наличия поверхностных дефектов с малым раскрытием
- магнитография или цветная дефектоскопия;
гидравлические и
пневматические прочностные испытания конструкции резервуара.
7.2.1. В проектной
документации (ППР) должны указываться методы и объемы контроля всех сварных
соединений конструкций резервуара, нормативы для оценки дефектности сварных
швов и последовательность работ.
7.2.2. Ответственность за организацию
контроля качества сварных соединений, как правило, возлагается на руководителей
сварочных работ от изготовителя и монтажника.
7.2.3. Контроль качества
сварных соединений резервуаров физическими методами выполняется по заявке, в
которой должны быть указаны характеристики соединения, тип и категория шва,
толщина металла и марка стали, пространственное положение, объем контроля.
7.3.1. Визуальному контролю
должны подвергаться 100 % длины всех сварных соединений резервуара.
7.3.2. По внешнему виду
сварные швы должны удовлетворять следующим требованиям:
по форме и размерам швы
должны соответствовать проекту;
швы должны иметь гладкую или
равномерно чешуйчатую поверхность (высота или глубина впадин не должна
превышать 1 мм);
металл шва должен иметь
плавное сопряжение с основным металлом;
швы не должны иметь
недопустимых внешних дефектов.
7.3.3. К недопустимым внешним
дефектам сварных соединений резервуарных конструкций относятся трещины любых
видов и размеров, несплавления, наплывы, грубая чешуйчатость, наружные поры и
цепочки пор, прожоги и свищи.
Подрезы основного металла
допускаются не более величин, указанных в табл. 7.1.
7.3.4. Выпуклость швов
стыковых соединений не должна превышать значений, указанных в табл. 7.2.
Таблица 7.1
Допускаемая
величина подреза
|
Сварное соединение
|
Класс резервуара по степени опасности
|
|
III
|
II
|
I
|
|
Вертикальные поясные швы и соединение стенки с днищем
|
5 % толщины, но не более 0,5 мм
|
Не более 0,3 мм
|
Не более 0,2 мм
|
|
Горизонтальные соединения стенки
|
5 % толщины, но не более 0,8 мм
|
5 % толщины, но не более 0,6 мм
|
5 % толщины, но не более 0,3 мм
|
|
Прочие соединения
|
5 % толщины, но не более 0,8 мм
|
5 % толщины, но не более 0,6 мм
|
5 % толщины, но не более 0,6 мм
|
Примечание. Длина подреза не
должна превышать 10 % длины шва.
Таблица 7.2
|
Толщина листов, мм
|
Максимальная величина выпуклости, мм
|
|
вертикальных соединений стенки
|
прочих соединений
|
|
До 12
|
1,5
|
2,0
|
|
Св. 12 до 24
|
2,0
|
3,0
|
|
Св. 24
|
3,0
|
4,0
|
7.3.5. Для
стыковых соединений из деталей одной толщины допускается смещение свариваемых
кромок относительно друг друга, не более:
для деталей толщиной до 10 мм
- 1,0 мм;
для деталей толщиной более 10
мм - 10 % толщины, но не более 3 мм.
7.3.6. Выпуклость или вогнутость
углового шва не должна превышать более чем на 20 % величину катета шва.
7.3.7. Уменьшение катета
углового шва допускается не более 1 мм. Увеличение катета углового шва
допускается не более следующих значений:
для катетов до 5 мм - 1,0 мм;
для катетов свыше 5 мм - 2,0
мм.
7.3.8. В местах пересечения
сварных швов и в местах исправления дефектов необходимо обеспечивать
минимальную концентрацию напряжений за счет обеспечения плавного сопряжения шва
с основным металлом.
7.4.1. Контролю на
герметичность подлежат все сварные швы, обеспечивающие герметичность
резервуара, а также плавучесть и герметичность понтона или плавающей крыши.
7.4.2. Контроль герметичности
сварных швов с использованием пробы «мел-керосин» следует производить путем обильного смачивания швов
керосином. На противоположной стороне сварного шва, предварительно покрытой
водной суспензией мела или каолина, не должно появляться пятен.
Продолжительность контроля капиллярным методом зависит от толщины металла, типа
сварного шва и температуры испытания. Заключение о наличии в сварном соединении
сквозных дефектов делается не ранее чем через 1 ч после нанесения на шов
индикатора сквозных и поверхностных дефектов.
7.4.3. При вакуумном способе
контроля герметичности сварных швов вакуум-камеры должны создавать разрежение
над контролируемым участком с перепадом давления не менее 250 мм вод. ст.
Перепад давления должен проверяться вакуумметром. Неплотность сварного шва
обнаруживается по образованию пузырьков в нанесенном на сварное соединение
мыльном или другом пенообразующем растворе.
7.4.4. Допускается не
производить контроль на герметичность стыковых соединений листов стенки
толщиной 12 мм и более.
7.4.5. Контроль давлением
применяется для проверки герметичности сварных швов приварки усиливающих
листовых накладок люков и патрубков на стенке резервуаров. Контроль
производится путем создания избыточного воздушного давления от 400 до 4000 мм
вод. ст. в зазоре между стенкой резервуара и усиливающей накладкой с
использованием для этого контрольного отверстия в усиливающей накладке. При
этом на сварные швы внутри и снаружи резервуара должна быть нанесена мыльная
пленка, пленка льняного масла или другого пенообразующего вещества,
позволяющего обнаружить утечки. После проведения испытаний контрольное
отверстие должно быть заполнено ингибитором коррозии.
7.4.6. Контроль герметичности
сварных соединений настила крыш резервуаров рекомендуется проводить в процессе
гидравлических и пневматических испытаний за счет создания избыточного давления
воздуха внутри резервуара до 150 - 200 мм вод. ст.
7.5.1. Объем контроля сварных
соединений резервуаров физическими методами определяется в рабочей документации
КМ в
зависимости от:
класса резервуара по степени
опасности;
категории сварного шва;
уровня расчетных напряжений в
сварном соединении;
условий и режима эксплуатации
резервуара, включая температуру эксплуатации, цикличность нагружения,
сейсмичность района и т.д.
7.5.2. Контроль радиографический
7.5.2.1. Контроль радиографический
(рентгенографированием или гаммаграфированием) должен производиться в
соответствии с нормативными документами, утвержденными в установленном порядке,
для всех резервуаров объемом 1000 м3 и более.
Наряду с радиографическим
контролем может применяться рентгенотелевизионный контроль согласно
установленным нормативным документам.
Радиографический контроль
выполняется только после приемки сварных соединений по визуальному контролю.
При контроле пересечений швов
рентгеновские пленки должны размещаться Т-образно или крестообразно - по две
пленки на каждое пересечение швов.
Снимки должны иметь длину не
менее 240 мм, а ширину - согласно соответствующим стандартам. Чувствительность
снимков должна соответствовать 3-му классу согласно этому стандарту.
Маркировочные знаки должны
устанавливаться согласно стандарту и содержать идентификационные номера
резервуара и контролируемого конструктивного элемента, а также номер
рентгенограммы, указанный на развертке контролируемого элемента.
Для соединений из деталей
толщиной 8 мм и более допускается вместо радиографического контроля применять
контроль ультразвуковой дефектоскопией.
7.5.2.2. Оценка внутренних
дефектов сварных швов при радиографическом контроле должна производиться по соответствующим стандартам
и должна соответствовать:
для резервуаров III класса - 6-му классу;
для резервуаров II класса - 5-му классу;
для резервуаров I класса - 4-му классу.
Допускаемые виды и размеры дефектов
в сварных соединениях в зависимости от их класса регламентируются соответствующими стандартами.
7.5.2.3. Радиографический
контроль применяется для контроля стыковых сварных швов стенки и стыковых швов
окраек днищ
в зоне сопряжения со стенкой резервуаров.
Количество и размещение
рентгенограмм устанавливается следующим образом:
полотнища стенок резервуаров
должны контролироваться в соответствии с табл. 7.3;
Таблица 7.3
Объем контроля
сварных соединений рулонных полотнищ стенки резервуара физическими методами, %
|
Зона контроля
|
РВС III класса объемом 1000 м3 и более
|
РВС II класса
|
РВС I класса
|
|
Вертикальные сварные соединения в поясах:
|
|
|
|
|
1, 2
|
10
|
25
|
50
|
|
3, 4
|
5
|
10
|
25
|
|
остальных
|
-
|
5
|
10
|
|
Горизонтальные сварные соединения между поясами:
|
|
|
|
|
1 - 3
|
5
|
10
|
15
|
|
3 - 5
|
2
|
5
|
10
|
|
остальными
|
-
|
2
|
5
|
Примечания: 1. Участки всех вертикальных сварных соединений в зонах
примыкания к днищу длиной не менее 240 мм на резервуарах объемом более 1000 м3 подлежат обязательному контролю.
2. При выборе зон контроля
вертикальных и горизонтальных соединений преимущественное внимание следует
уделять проверке качества мест пересечения швов.
монтажные стыки полотнищ
стенок должны контролироваться в объеме 100 % вертикальных швов и всех
пересечений вертикальных и горизонтальных швов;
стенки резервуаров полистовой
сборки должны контролироваться в соответствии с табл. 7.4;
Таблица 7.4
Объем контроля
сварных соединений рулонных полотнищ стенки резервуара физическими методами, %
|
Зона контроля
|
РВС
III класса объемом 1000 м3 и более
|
РВС
II класса
|
РВС
I класса
|
|
Вертикальные соединения стенки по поясам:
|
|
|
|
|
1, 2
|
25
|
50
|
100
|
|
3, 4
|
10
|
25
|
50
|
|
5, 6
|
5
|
10
|
25
|
|
остальные
|
-
|
5
|
10
|
|
Горизонтальные соединения между поясами стенки:
|
|
|
|
|
1 - 2
|
5
|
10
|
20
|
|
2 - 3
|
2
|
5
|
10
|
|
3 - 4
|
-
|
2
|
5
|
|
остальные
|
-
|
1
|
2
|
Примечание. При выборе зон
контроля преимущественное внимание уделять контролю качества мест пересечения
швов.
все радиальные швы кольцевых окраек днищ должны контролироваться в зоне примыкания нижнего пояса
стенки (один снимок на каждый радиальный шов).
7.5.2.4. При обнаружении
недопустимых дефектов сварного шва должны быть определены границы дефектного
участка. Кроме того, должен быть сделан дополнительный снимок (не считая
снимков, необходимых для определения границ дефекта) в любом месте этого же или
другого шва, выполненного тем же сварщиком, который допустил дефект. На схемах
расположения рентгенограмм должны быть указаны места, где были обнаружены
недопустимые дефекты и проводилось исправление. Если в сварном соединении
установлен уровень дефектности более 10 %, то объем контроля таких швов удваивается.
7.5.3. Ультразвуковая дефектоскопия
7.5.3.1. Ультразвуковая
дефектоскопия производится для выявления внутренних дефектов (трещин,
непроваров, шлаковых включений, газовых пор) с указанием количества дефектов,
их эквивалентной площади, условной протяженности и координат расположения.
7.5.3.2. Ультразвуковая
дефектоскопия должна производиться в соответствии со стандартом.
7.5.4. Магнитопорошковая или цветная дефектоскопия
7.5.4.1. Контроль
магнитопорошковой
или цветной дефектоскопией производится в целях выявления поверхностных
дефектов основного металла и сварных швов, невидимых невооруженным глазом.
Магнитопорошковой или цветной дефектоскопии подлежат:
все вертикальные сварные швы
стенки и швы соединения стенки с днищем резервуаров, эксплуатируемых при
температуре хранимого продукта свыше 120 °С;
сварные швы приварки люков и
патрубков к стенке резервуаров после их термической обработки;
места на поверхности листов
стенок резервуаров с пределом текучести свыше 345 МПа, где производилось
удаление технологических приспособлений.
7.5.5. Контроль при гидравлических испытаниях
резервуара
7.5.5.1. При гидравлических
испытаниях резервуара фиксируются и бракуются все места, где появляются течи и
отпотины. После опорожнения резервуара в этих местах производятся необходимый
ремонт и контроль.
7.5.5.2. Дефектные места в
настиле стационарной крыши и в зоне ее примыкания к стенке, выявленные в
процессе пневматических испытаний резервуара, фиксируются по появлению
пузырьков на соединениях, покрытых пенообразующим раствором.
VIII.
ОБОРУДОВАНИЕ ДЛЯ БЕЗОПАСНОЙ ЭКСПЛУАТАЦИИ РЕЗЕРВУАРОВ
Настоящие Правила
предусматривают обязательное оснащение резервуаров следующими устройствами и
оборудованием для безопасной эксплуатации:
дыхательной аппаратурой;
приборами контроля уровня;
устройствами пожарной
безопасности;
устройствами молниезащиты.
Полный комплект устанавливаемых
на резервуаре устройств и оборудования с его привязкой к проекту КМ должен быть разработан в
проекте «Оборудование резервуара», выполненном специализированной
(технологической) проектной организацией.
8.2.1. Дыхательная аппаратура
должна устанавливаться на стационарной крыше резервуаров и должна обеспечивать
проектные величины внутреннего давления и вакуума или их отсутствие (для
атмосферных резервуаров и резервуаров с понтоном). В первом случае дыхательная
аппаратура выполняется в виде совмещенных дыхательных клапанов (клапанов
давления и вакуума) и предохранительных клапанов, во втором случае - в виде
вентиляционных патрубков.
8.2.2. Минимальная пропускная
способность дыхательных клапанов, предохранительных клапанов и вентиляционных
патрубков определяется в зависимости от максимальной производительности
приемораздаточных операций (включая аварийные условия) по следующим формулам:
пропускная способность
клапана по внутреннему давлению, м3/ч,
Q = 2,71M1 +
0,026V;
пропускная способность
клапана по вакууму, м3/ч,
Q = M2 +
0,22V;
пропускная способность
вентиляционного патрубка, м3/ч,
Q = M1 + 0,02V
или
Q = М2 +
0,22V, что больше,
где M1 - производительность залива продукта в резервуар, м3/ч;
М2 - производительность
слива продукта из резервуара, м3/ч;
V - полный объем
резервуара, включая объем газового пространства под стационарной крышей, м3.
Не допускается изменение
производительности приемораздаточных операций после введения резервуара в
эксплуатацию без пересчета пропускной способности дыхательной аппаратуры, а
также увеличение производительности слива продукта в аварийных условиях.
Минимальное количество
вентиляционных патрубков резервуаров с понтоном указано в п. 3.9.16.
Предохранительные клапаны
должны быть отрегулированы на повышенные (на 5 - 10 %) величины внутреннего давления и
вакуума, чтобы предохранительные клапаны поработали вместе с дыхательными.
8.2.3. Дыхательные и предохранительные
клапаны должны устанавливаться совместно с огневыми предохранителями,
обеспечивающими защиту от проникновения пламени в резервуар в течение заданного
промежутка времени.
8.2.4. Для уменьшения потерь
от испарения продукта под дыхательным клапаном рекомендуется устанавливать диск-отражатель, входящий в
комплект клапана.
8.3.1. Приборы контроля
уровня должны обеспечивать оперативный контроль уровня продукта (местный или
дистанционный). Максимальный уровень продукта должен контролироваться
сигнализаторами уровня (минимум два), передающими сигнал на отключение
насосного оборудования. В резервуарах с плавающей крышей или понтоном следует
устанавливать на равных расстояниях не менее трех сигнализаторов уровня, работающих
параллельно.
8.3.2. При отсутствии
сигнализаторов максимального уровня должны быть предусмотрены переливные
устройства, соединенные с резервной емкостью или сливным трубопроводом,
исключающие превышение уровня залива продукта сверх проектного.
8.4.1. Устройства пожарной
безопасности в соответствии с требованиями
нормативных документов подразделяются на устройства пенного тушения и
устройства охлаждения резервуаров.
8.4.2. Устройства пенного
тушения должны устанавливаться на резервуарах в соответствии со строительными
нормами и правилами в составе стационарных автоматических или передвижных
установок пожаротушения.
Устройства пенного тушения
состоят из генераторов пены, трубопроводов для подачи раствора пенообразователя,
площадок обслуживания генераторов пены. Генераторы пены должны устанавливаться
в верхнем поясе стенки резервуаров со стационарной крышей или на кронштейнах
выше стенки для резервуаров с плавающей крышей.
При креплении трубопроводов к
стенке резервуаров должны учитываться перемещения стенки и конструктивные
требования согласно п. 3.13.
Для удержания гасительной
пены в зоне уплотняющего затвора резервуаров с понтоном или плавающей крыши по
периметру плавающих крыш должен быть установлен кольцевой барьер, верхняя
кромка которого превышает верхнюю отметку уплотняющего затвора минимум на 200
мм.
8.4.3. Устройства охлаждения
(стационарные установки охлаждения) должны устанавливаться на резервуарах
согласно строительным нормам и правилам, а также противопожарным нормам,
утвержденным в установленном порядке.
Устройства охлаждения состоят
из верхнего горизонтального кольца орошения - оросительного трубопровода с
устройствами распыления воды (перфорация, спринклерные или дренчерные головки),
сухих стояков и нижнего кольцевого трубопровода, соединяющих кольцо орошения с
сетью противопожарного водопровода.
Кольцевые трубопроводы должны
опираться на приваренные к стенке резервуара кронштейны. Крепление трубопроводов
осуществляется на хомутах или болтовых скобах.
8.4.4. Предпочтительно
использовать систему подслойного пожаротушения.
8.5.1. Устройства
молниезащиты резервуаров проектируются в соответствии с нормативно-технической
документацией.
8.5.2. По устройству
молниезащиты резервуары относятся ко II категории и должны
быть защищены от прямых ударов молнии, электростатической и электромагнитной
индукции, заноса высоких потенциалов по трубопроводам.
8.5.3. Нижний пояс стенки
резервуаров должен быть присоединен через токоотводы к заземлителям,
установленным на расстоянии не более чем 50 м по периметру стенки, но не менее
чем в двух диаметрально противоположных точках. Соединения токоотводов и
заземлителей должны выполняться на сварке. Допускается присоединение резервуара
к заземлителям производить на латунных болтах и шайбах через медные или
оцинкованные токоотводы и приваренные к стенке резервуара бобышки заземления
диаметром 45 мм с резьбовым отверстием M16. Каждое соединение (стенка - токоотвод - заземлитель)
должно иметь импульсное сопротивление не более 50 Ом.
Токоотводы и заземлители
следует выполнять из стального проката с размерами в сечении, не менее
указанных в табл. 8.1.
Таблица 8.1
Наименьшие
размеры стальных токоотводов и заземлителей
|
Форма сечения токоотводов и
заземлителей
|
Расположение
|
|
снаружи, на воздухе
|
в земле
|
|
Круглые стержни диаметром, мм
|
6
|
10
|
|
Тросы диаметром, мм
|
6
|
-
|
|
Полосовая сталь:
|
|
|
|
сечением, мм2
|
48
|
160
|
|
толщиной, мм
|
4
|
4
|
|
Угловая сталь:
|
|
|
|
сечением, мм2
|
-
|
160
|
|
толщиной, мм
|
-
|
4
|
|
Трубы с толщиной стенки, мм
|
2,5
|
-
|
8.5.4. Защита от прямых ударов молнии должна производиться
отдельно стоящими или установленными на самом резервуаре молниеприемниками
(молниеотводами). В зону защиты молниеприемников должно входить пространство
над каждой единицей дыхательной аппаратуры, ограниченное полушарием радиусом 5
м.
Молниеприемники, устанавливаемые на резервуаре,
изготовляют из круглых стержней или труб с площадью поперечного сечения не
менее 100 мм2. Крепление молниеприемника к резервуару (к верхнему
поясу стенки или к стационарной крыше) должно осуществляться на сварке. Для
защиты от коррозии молниеприемники оцинковывают или красят.
8.5.5. В проекте «Оборудование резервуара» (раздел
«Молниезащита») должны быть разработаны мероприятия по защите резервуара от
электростатической и электромагнитной индукции в зависимости от электрических
характеристик продукта, производительности и условий налива продукта, свойств
материала и защитных покрытий внутренних поверхностей резервуара.
Для обеспечения электростатической безопасности
нефтепродукты должны заливаться в резервуар без разбрызгивания, распыления или
бурного перемешивания (за исключением случаев, когда технологией предусмотрено
перемешивание и обеспечены специальные меры электростатической безопасности).
Нефтепродукты должны поступать в резервуар ниже
находящегося в нем остатка. При заполнении порожнего резервуара нефть
(нефтепродукты) должны подаваться со скоростью не более 1 м/с до момента
заполнения приемного патрубка или до всплытия понтона (плавающей крыши).
Дальнейшее заполнение резервуара должно производиться со скоростью потока
жидкости в падающем трубопроводе, не превышающей следующей величины:

где V - скорость потока, м/с;
d - внутренний диаметр трубопровода, м.
IX.
ИСПЫТАНИЕ И ПРИЕМКА РЕЗЕРВУАРОВ
9.1. Все резервуары со
стационарной и плавающей крышей должны быть подвергнуты гидравлическому
испытанию. Резервуары со стационарной крышей без понтона, эксплуатируемые с установленными
на крыше дыхательными клапанами, должны быть испытаны на внутреннее избыточное
давление и вакуум.
9.2. Испытание резервуаров
проводят после окончания всех работ по монтажу и контролю, перед присоединением
к резервуару трубопроводов (за исключением временных трубопроводов для подачи и слива воды
для испытаний) и после завершения работ по обвалованию.
9.3. До начала испытания
должна быть представлена вся техническая документация, предусмотренная разделами по
изготовлению, монтажу и контролю качества резервуаров в соответствии с
приложением Д10 к настоящим
Правилам.
9.4. Испытание должно
проводиться в соответствии с технологической картой испытаний, которая должна
быть составной частью ППР.
9.5. Гидравлическое испытание
следует проводить наливом воды на проектный уровень залива продукта или до
уровня контрольного отверстия, которое предусмотрено для ограничения высоты
наполнения резервуара. Налив воды следует осуществлять ступенями по поясам с промежутками
времени, необходимыми для выдержки и проведения контрольных осмотров.
9.6. На время испытания
должны быть установлены и обозначены предупредительными знаками границы опасной
зоны с радиусом от центра резервуара, равным не менее двух диаметров резервуара,
в которой не допускается нахождения людей, не связанных с испытаниями.
Все контрольно-измерительные
приборы, задвижки и вентили временных трубопроводов для проведения испытания
должны находиться за пределами обвалования или иного аналогичного защитного
сооружения на расстоянии не менее двух диаметров резервуара.
Лица, производящие испытание,
должны находиться вне границ опасной зоны. Допуск к осмотру резервуара
разрешается не ранее чем через 10 мин после достижения установленных
испытательных нагрузок.
Требования техники
безопасности для назначения границ опасной зоны при проведении гидравлического
испытания резервуаров с защитными стенками разрабатываются с учетом
конструктивных особенностей сооружения в технологической карте испытаний.
9.7. Испытание следует
производить при температуре окружающего воздуха не ниже 5 °С.
При испытаниях резервуаров при температуре ниже 5 °С должна быть разработана программа испытаний,
предусматривающая мероприятия по предотвращению замерзания воды в трубах,
задвижках, а также обмерзания стенки резервуара.
9.8. В течение всего периода
гидравлического испытания все люки и патрубки в стационарной крыше резервуара
должны быть открыты.
9.9. Гидравлическое испытание
резервуаров с понтоном или плавающей крышей необходимо производить без
уплотняющих затворов. Скорость подъема (опускания) понтона (плавающей крыши)
при испытаниях не должна превышать эксплуатационную.
По мере подъема и опускания
понтона в процессе гидравлического испытания производят:
осмотр внутренней поверхности
стенки резервуара для выявления и последующей зачистки брызг наплавленного
металла, заусенцев и других острых выступов, препятствующих работе уплотняющего
затвора;
измерение зазоров между бортиком
или коробом понтона (плавающей крыши) и стенкой резервуара, которые должны
удовлетворять требованиям конструкций уплотняющего затвора, измерение зазоров
между направляющими трубами и патрубками в понтоне (плавающей крыше);
наблюдение за работой катучей
лестницы, водоспуска и других конструкций.
В процессе испытания следует
убедиться в том,
что понтон (плавающая крыша) свободно ходит на всю высоту и что он герметичен.
Появление влажного пятна на поверхности понтона (плавающей крыше) должно
рассматриваться как признак негерметичности.
Уплотняющий затвор следует
устанавливать после окончания всех испытаний резервуара, при положении понтона
(плавающей крыши) на опорных стойках. Допускается монтировать затвор во время
гидравлического испытания на стадии слива воды.
9.10. По мере заполнения
резервуара водой необходимо наблюдать за состоянием конструкций и сварных швов.
При обнаружении течи из-под
края днища или появления мокрых пятен на поверхности отмостки необходимо
прекратить испытание, слить воду, установить и устранить причину течи.
Если в процессе испытания
будут обнаружены свищи, течи или трещины в стенке резервуара (независимо от
величины дефекта), испытание должно быть прекращено и вода должна быть слита до
уровня в случаях:
при обнаружении дефекта в I поясе - полностью;
при обнаружении дефекта во II - VI поясах - на один пояс ниже расположения дефекта;
при обнаружении дефекта в VII поясе и выше - до V пояса.
9.11. Резервуар, залитый водой
до верхней проектной отметки, выдерживается под этой нагрузкой в течение
следующего времени (если в проекте нет других указаний):
резервуар объемом до 20000 м3 - не
менее 24 ч;
резервуар объемом свыше 20000 м3 - не
менее 72 ч.
Резервуар считается выдержавшим
гидравлическое испытание, если в течение указанного времени на поверхности
стенки или по краям днища не появляются течи и если уровень воды не снижается.
После окончания гидравлических испытаний, при залитом до проектной отметки водой резервуаре,
производят замеры отклонений образующих от вертикали, замеры отклонений
наружного контура днища для определения осадки основания (фундамента).
Предельные отклонения должны
соответствовать требованиям табл. 5.2.
Результаты гидравлического
испытания оформляются актом по форме, рекомендуемой приложением Д5.
9.12. Испытание на внутреннее
избыточное давление и вакуум проводят во время гидравлического испытания. Контроль давления и вакуума
осуществляют U-образным манометром, выведенным по
отдельному трубопроводу за обвалование. Избыточное давление принимается на 25
%, а вакуум - на 50 % больше проектной величины, если в проекте нет других
указаний. Продолжительность нагрузки - 30 мин.
В процессе испытания
резервуара на избыточное давление производят 100 %-ный визуальный контроль сварных швов
стационарной крыши резервуара.
Результаты испытания резервуара
на внутреннее избыточное давление и вакуум оформляются актом по форме,
рекомендуемой приложением Д6.
9.13. На резервуар, прошедший
испытания, составляется акт завершения монтажа (сборки) конструкций по форме,
рекомендуемой приложением Д7.
После завершения монтажа не
допускается приварка к резервуару каких-либо деталей и конструкций. На
резервуаре производятся предусмотренные проектом работы по противокоррозионной
защите, устройству теплоизоляции и установке оборудования с оформлением
соответствующих документов. После окончания этих работ на резервуар
составляется паспорт по форме приложения Д8, резервуар вводится в эксплуатацию.
X.
АНТИКОРРОЗИОННАЯ ЗАЩИТА
10.1. Антикоррозионная защита
резервуаров для нефти и нефтепродуктов должна разрабатываться с учетом
требований строительных норм и правил и согласно соответствующим стандартам с
учетом конструктивных особенностей резервуаров, условий их эксплуатации и
требуемого срока службы резервуара.
10.2. Для снижения опасности
коррозионных повреждений металлоконструкций, способных вывести резервуар из строя, должна быть
предусмотрена система мероприятий, включающая нанесение защитных покрытий и
(или) увеличение толщины листов металлоконструкций резервуаров (припуски на
коррозию), учитывающее возможную потерю толщины элементов в результате
коррозии. Кроме того, должно быть предусмотрено периодическое освидетельствование
всей поверхности резервуара не реже одного раза в 5 лет для выявления
коррозионных повреждений и участков поверхности с разрушившимися лакокрасочными
покрытиями и при необходимости восстановление защитных покрытий. При аномально
высоких скоростях коррозии металлоконструкций крыши и верхних поясов стенки
резервуаров можно рекомендовать дополнительно в этой зоне атмосферу инертных
газов.
10.3. При выборе защитных
покрытий и назначении «припусков на коррозию» следует учитывать степень
агрессивного воздействия среды на элементы металлоконструкций внутри резервуара и на его наружные поверхности, находящиеся на открытом воздухе.
Степень агрессивного воздействия среды на элементы металлоконструкций внутри
резервуара приведена в табл. 10.1.
Степень агрессивного воздействия среды на элементы металлоконструкций
резервуара, находящиеся на открытом воздухе, определяется температурно-влажностными характеристиками окружающего
воздуха и концентрацией содержащихся в атмосфере воздуха коррозионно-активных
газов в соответствии со строительными нормами и правилами.
Таблица 10.1
Степень
агрессивного воздействия среды на стальные конструкции внутри резервуаров
|
Элементы конструкций резервуаров
|
Степень агрессивного воздействия на стальные конструкции
резервуаров
|
|
сырой нефти
|
нефтепродуктов
|
|
мазута, дизельного топлива, керосина
|
бензина
|
|
1
|
2
|
3
|
4
|
|
Внутренняя поверхность днища и нижний пояс на высоту 1 м
от днища
|
Среднеагрессивная
|
Среднеагрессивная
|
Слабоагрессивная
|
|
Средние пояса, нижние части понтонов и плавающих крыш
|
Слабоагрессивная
|
Слабоагрессивная
|
Слабоагрессивная
|
|
Верхний пояс (зона периодического смачивания)
|
Среднеагрессивная
|
Слабоагрессивная
|
Среднеагрессивная
|
|
Кровля резервуара, верх и бортовые поверхности понтонов и
плавающих крыш
|
Среднеагрессивная
|
Среднеагрессивная
|
Слабоагрессивная
|
Примечания: 1. Степень
агрессивного воздействия мазута принимается для температуры до 90 °С.
2. При содержании в сырой
нефти сероводорода и концентрации свыше 10 мг/л или сероводорода и углекислого газа в любых соотношениях
степень агрессивного воздействия на внутреннюю поверхность днища, нижний пояс,
кровлю, верх и бортовые поверхности понтонов и плавающих крыш повышается на
одну ступень.
10.4. Сохранение толщины,
обеспечивающей безопасную работу резервуара, достигается на
металлоконструкциях, подвергающихся слабоагрессивному воздействию среды только
за счет припусков на коррозию, а на металлоконструкциях, подвергающихся средне-
и сильноагрессивному воздействию среды, нанесением защитных покрытий и
припусками на коррозию, повышающими надежность резервуара в случае локального
разрушения защитного покрытия до планового освидетельствования коррозионного
состояния резервуара.
10.5. На поверхностях
металлоконструкций, подготовленных к выполнению антикоррозионных работ, должны
отсутствовать:
возникшие при сварке остатки
шлака, сварочные брызги, наплывы, неровности сварных швов;
следы обрезки и газовой
резки;
острые кромки до радиуса
менее 3,0 мм на
внутренней и 1,5 мм на наружной поверхностях корпуса резервуара и плавающей
крыши;
вспомогательные элементы,
использованные при сборке, монтаже, транспортировании, подъемных работах, и
следы, оставшиеся от приварки этих элементов;
химические загрязнения
(остатки флюса, составов, использовавшихся при дефектоскопии сварных швов),
которые находятся на поверхности сварных швов и рядом с ними;
жировые, механические и
другие загрязнения.
Сварные швы должны иметь
плавный переход к основному металлу без подрезов и наплывов. Все элементы
металлоконструкций внутри резервуара, привариваемые к стенке, днищу или крыше,
должны быть обварены по контуру для исключения образования зазоров и щелей. Кроме
того, все элементы металлоконструкций, находящихся на открытом воздухе, при среднеагрессивном
воздействии окружающей среды также должны быть обварены по контуру для
исключения образования зазоров и щелей.
10.6. Перед нанесением
защитных покрытий все поверхности должны быть обезжирены до степени 2, очищены
от окислов до степени 1 под металлизационно-лакокрасочные покрытия или до
степени 1 - 2 под лакокрасочные покрытия в соответствии с подготовкой
металлических поверхностей перед окрашиванием и обеспылены.
10.7. Для защиты от коррозии
элементов металлоконструкций внутри резервуара следует использовать
лакокрасочные или металлизационно-лакокрасочные покрытия; для элементов
металлоконструкций, находящихся на открытом воздухе, - лакокрасочные покрытия.
При этом продолжительность срока службы защитных покрытий должна составлять не
менее 10 лет.
Поверхности металлоконструкций, находящиеся на открытом воздухе, должны быть
окрашены лакокрасочными материалами. Выбор цвета лакокрасочного покрытия
следует производить с учетом коэффициента отражения световых лучей.
10.8. При защите от коррозии
наружной поверхности днищ резервуаров следует руководствоваться следующими
требованиями:
устройство фундаментов и
основания под резервуар должно обеспечивать отвод грунтовых вод и атмосферных
осадков от днища;
при выполнении гидрофобного
слоя из битумно-песчаной смеси (соотношение 1:9 по массе) не требуется
нанесения защитных покрытий на наружную поверхность днища. Применяемые песок и
битум не должны содержать коррозионно-активных агентов.
10.9. При выполнении
антикоррозионных работ должны быть учтены требования по охране окружающей
среды, правил техники безопасности в строительстве и других нормативных
документов, регламентирующих выполнение данной работы.
XI. ТРЕБОВАНИЯ ПО УСТРОЙСТВУ
ТЕПЛОИЗОЛЯЦИИ
11.1.
Устройство теплоизоляции резервуара должно выполняться по проекту, согласованному с разработчиком проекта КМ.
11.2.
Теплоизоляция резервуаров может выполняться только на стенке или на стенке и
стационарной крыше.
11.3. При
разработке проекта теплоизоляции должны приниматься во внимание следующие
аспекты взаимодействия конструкций резервуара и элементов изоляции (утеплителя,
опор под изоляцию, наружной обшивки):
нагрузка на элементы
резервуара от собственного веса теплоизоляции;
ветровая нагрузка и ее
восприятие собственно изоляцией и стенкой резервуара;
разница тепловых перемещений
стенки и наружных элементов изоляции;
нагрузка на элементы изоляции
от радиальных перемещений стенки при гидростатической нагрузке;
нагрузка на элементы стационарной
крыши (не имеющей теплоизоляции) от резкого охлаждения настила, например в
случае дождя.
11.4. В
качестве утеплителя для выполнения теплоизоляции могут применяться плиты из
минеральной ваты плотностью не менее 50 кг/м3 или аналогичные
материалы, отвечающие требованиям пожарной безопасности.
11.5.
Конструкции опор под изоляцию включают:
первичные элементы крепления,
присоединяемые на сварке к резервуару;
вторичные элементы крепления,
соединяемые с первичными.
Материал первичных элементов крепления
должен соответствовать требованиям раздела II настоящих Правил (конструкции II группы). Приварка первичных элементов к резервуару должна
выполняться, как правило, только горизонтальными швами или швами со сваркой по
контуру и должна быть завершена до испытаний резервуара. Вторичные элементы
крепления по требованиям к материалу относятся к конструкциям III группы и могут быть приварены или иным
образом присоединены к первичным элементам после проведения испытаний и
завершения монтажа.
11.6. Наружная
обшивка должна выполняться из алюминиевых или оцинкованных стальных листов.
Минимальная толщина листов обшивки на стенке резервуаров должна составлять:
для алюминиевого листа - 0,9
мм;
для оцинкованного листа - 0,7
мм.
Минимальная толщина листов обшивки на крыше
резервуаров должна составлять для алюминиевого листа 1,2 мм.