РОССИЙСКОЕ
АКЦИОНЕРНОЕ ОБЩЕСТВО ЭНЕРГЕТИКИ И ЭЛЕКТРИФИКАЦИИ
«ЕЭС РОССИИ»
ДЕПАРТАМЕНТ НАУКИ И ТЕХНИКИ
ИНСТРУКЦИЯ
ПО УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ МЕТАЛЛА
КАМЕР ПАРООХЛАДИТЕЛЕЙ
В МЕСТАХ ПОДВОДА ВПРЫСКИВАЕМОЙ ВОДЫ
РД 34.17.403-96
ОРГРЭС
Москва 1998
|
Разработано |
АО "Фирма ОРГРЭС", ЦРМЗ Мосэнерго |
|
Исполнители |
А.П. КИЖВАТОВ, А.А. ВЕЛЬСКОВ (АО "Фирма ОРГРЭС"); И.П. ЛЯМО, В.К. БАРМИН (ЦРМЗ Мосэнерго) |
|
Утверждено |
Департаментом науки и техники РАО "ЕЭС России" 20.03.96 г. |
|
|
Начальник А.П. БЕРСЕНЕВ |
|
Согласовано |
с АО "Фирма ОРГРЭС" 14.03.96 г. |
|
|
Генеральный директор В.Е. ДЕНИСОВ |
|
ИНСТРУКЦИЯ
ПО УЛЬТРАЗВУКОВОЙ |
РД 34.17.403-96 |
Вводится в действие
с 01.01.98 г.
Настоящая Инструкция разработана в соответствии с требованиями "Типовой инструкция по контролю и продлению срока службы металла основных элементов котлов, турбин и трубопроводов тепловых электростанций: РД 34.17.421-92" (М.: СПО ОРГРЭС, 1992), распространяется на паровые котлы с впрыскивающими пароохладителями и определяет методику ультразвуковой дефектоскопии (УЗД) металла камер пароохладителей в местах подвода впрыскиваемой воды.
Инструкция обязательна для применения на предприятиях электроэнергетической отрасли и может быть использована расположенными на территории Российской Федерации предприятиями и объединениями предприятий в составе (структуре) которых независимо от форм собственности и подчинения находятся тепловые электростанции.
С выходом настоящей Инструкции утрачивает силу "Инструкция по ультразвуковой дефектоскопии металла камер пароохладителей в местах подвода впрыскиваемой воды" (М.: СПО Союзтехэнерго, 1979).
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Настоящая Инструкция распространяется на УЗД впрыскивающих пароохладителей котлов с давлением 10 MПа (100 кгс/см2) и выше.
1.2. На рис. 1 приведены наиболее распространенные варианты конструкций впрыскивающих пароохладителей.
1.3. К руководству и проведению работ по УЗД допускаются лица, аттестованные в соответствии с Правилами аттестации специалистов неразрушающего контроля Госгортехнадзора России и имеющие удостоверение соответствующего образца не ниже 2-го уровня квалификации.
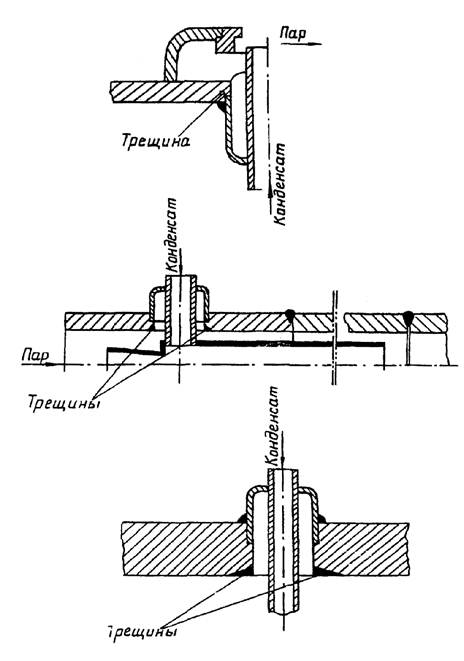
Рис. 1. Конструкции впрыскивающих пароохладителей
2. СРЕДСТВА КОНТРОЛЯ
2.1. Для УЗД металла впрыскивающих пароохладителей в местах подвода впрыскиваемой воды применяют стандартные пьезоэлектрические преобразователи (ПЭП) с углом наклона призмы 30 и 40° на рабочую частоту 2,5 МГц.
2.2. При УЗД в секторах 1-4, 2-3 (рис. 2) применяют ПЭП (условно назван тип I) со скругленными углами между передней и боковыми гранями (рис. 3, а). Если размеры сварного соединения не позволяют контролировать прямым лучом, точку ввода ПЭП приближают к передней грани, для чего снимают фаску на передней грани призмы. Фаску снимают при включенном дефектоскопе до момента появления на экране небольшого сигнала, отраженного от фаски.
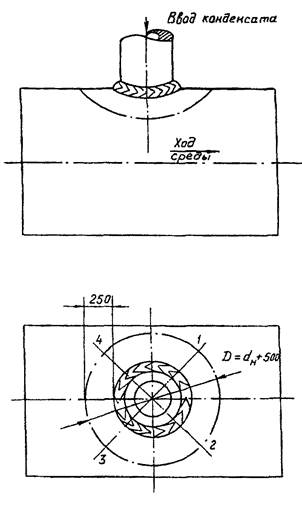
Рис. 2. Схема зачистки поверхности камеры для УЗК и ее разметка на секторы:
Д - диаметр зачищаемой поверхности; dн - наружный диаметр штуцера
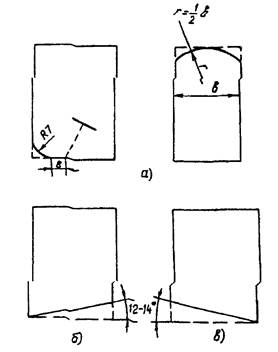
Рис. 3. Пьезоэлектрические преобразователи на рабочую
частоту 2,5 МГц с углом наклона призмы 30 и 40°:
а - тип I
для контроля в секторах 2-3, 1-4;
б - тип II для контроля в секторах 1-2, 3-4 против часовой
стрелки;
в - тип III для контроля в секторах 1-2, 3-4 по часовой стрелке
2.3. При УЗД в секторах 1-2 и 3-4 применяют ПЭП (условно названы типы II и III), контактирующую грань которых притирают под углом 12 - 14° (рис. 3, б, в).
2.4. Для проведения УЗД в соответствии с настоящей Инструкцией используются:
импульсные ультразвуковые дефектоскопы типа УД 2-12, в том числе зарубежного производства, с комплектом ПЭП и соединительными высокочастотными кабелями;
стандартные образцы (СО) по ГОСТ 14782-86.
2.5 Стандартные образцы СО-1, СО-2, СО-3, СО-4 должны быть аттестованы по геометрическим размерам, скорости затухания для продольных и поперечных волн и удовлетворять требованиям ГОСТ 14782-86.
2.6. Отметка о проведении очередной аттестации (поверки) должна производиться в паспорте каждого дефектоскопа и образца.
2.7. Аттестация (поверка) дефектоскопов и ПЭП проводится органами Госстандарта России или ведомственными метрологическими службами не реже одного раза в год. К проведению измерений при поверке и обработке результатов измерений допускаются лица, имеющие квалификацию государственного или ведомственного поверителя. Лаборатории (группы) УЗК могут проводить ведомственную поверку средств контроля по специальной методике. Методика позволяет проводить поверку без использования радиоизмерительной аппаратуры непосредственно в лаборатории УЗК.
3. ПОДГОТОВИТЕЛЬНЫЕ РАБОТЫ
3.1. Перед началом УЗД камеры пароохладителя должны быть тщательно дренированы, причем особое внимание следует обратить на камеры с нижним подводом конденсата для впрыска.
3.2. Перед проведением УЗД оператор должен:
получить монтажную схему или формуляр на контролируемые узлы;
ознакомиться по чертежам или формулярам с заводским исполнением камер, получить данные о фактическом диаметре, измерить фактическую толщину стенки с помощью толщиномера, например "УТ-93п";
провести внешний осмотр (в том числе определение геометрических размеров шва), МПД в соответствии с ГОСТ 21105-87 (или цветную или вихретоковую дефектоскопию) сварных швов приварки штуцеров труб ввода впрыскиваемой воды. При обнаружении дефектов на поверхности шва (трещин, несплавлений, глубоких рисок, подрезов) производится их удаление.
3.3. Перед проведением МПД контролируемые участки могут быть покрыты тонким слоем белой нитроэмали.
3.4. Для обеспечения надежности акустического контакта необходимо зачистить околошовную зону наружной поверхности камеры вокруг штуцера, а также другие участки, подвергаемые контролю. Шероховатость поверхности по ГОСТ 2789-73 должна быть не хуже Rz 40 мкм (4-й класс).
3.5. Перед началом контроля оператор должен разметить камеру пароохладителя согласно рис. 2 и нанести разметку на схему.
3.6. При проведении контроля у оператора должны постоянно находиться испытательные образцы, изготовленные из трубы соответствующей марки стали, толщиной и диаметром, равным номинальной толщине и диаметру контролируемой камеры (рис. 4).
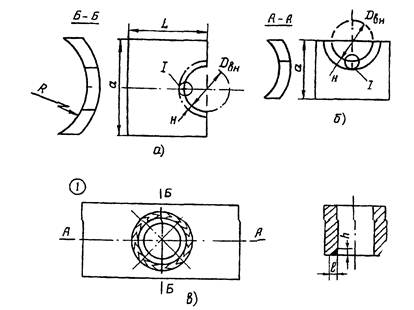
Рис. 4. Испытательные образцы для настройки дефектоскопа:
а - образец № 1; б - образец № 2; в - схема вырезки
образцов из трубы;
R - внутренний радиус камеры; Двн - внутренний диаметр
штуцера;
Н - условная ширина шва; I - искусственный отражатель
"запил"
4. НАСТРОЙКА ДЕФЕКТОСКОПА
4.1. Прозвучивание камеры пароохладителя вокруг штуцера подвода впрыскиваемой воды производится прямым лучом (рис. 5).
4.2. Настойка скорости развертки дефектоскопа производится по углам образца (рис. 6).
4.3. Чувствительность дефектоскопа настраивается по искусственным отражателям типа "запил", выполненным на внутренней поверхности образца (см. рис. 4). Искусственные отражатели должны иметь размеры, указанные для данного типоразмера труб в таблице.
|
Толщина стенки камеры, мм |
Образец № 1 |
Образец № 2 |
Размер искусственного отражателя "запил", мм (l×h) |
|||||
|
Размеры, мм, не менее |
Тип ПЭП, угол наклона, град |
Размеры, мм, не менее |
Тип ПЭП, угол наклона, град |
|||||
|
L |
a |
L |
а |
|||||
|
219 |
15 - 25 |
70 |
125 |
I, II, III, 40 |
120 |
70 |
II, III, 40 |
5×2 |
|
> 25 |
70 |
130 |
I, 30 |
130 |
70 |
II, III, 40 |
6×2 |
|
|
273 |
15 - 25 |
70 |
140 |
I, II, III, 40 |
120 |
70 |
II, III, 40 |
5×2 |
|
> 25 |
70 |
145 |
I, 40 |
140 |
70 |
I, 40 |
6×2 |
|
|
325 |
15 - 25 |
70 |
140 |
I, II, III, 40 |
125 |
70 |
II, III, 40 |
5×2 |
|
> 25 |
70 |
150 |
I, 30 (40) |
140 |
70 |
I, 30 (40) |
6×2 |
|
|
426 |
15 - 25 |
70 |
140 |
I, II, III, 40 |
125 |
70 |
II, III, 40 |
5×2 |
|
> 25 |
70 |
140 |
I, 30 (40) |
145 |
70 |
I, 30 (40) |
6×2 |
|
Искусственные отражатели типа "запил" выполняются с помощью резца или ножовочного полотна.
4.4. Настойка чувствительности дефектоскопа производится в соответствии с инструкцией по эксплуатации прибора.
4.5. В таблице приведены типоразмеры образцов для УЗК камер пароохладителей.
5. ВЫЯВЛЕНИЕ ДЕФЕКТОВ
5.1. Прозвучивание участков камеры пароохладителя вокруг штуцера подвода впрыскиваемой воды осуществляется путем возвратно-поступательного перемещения ПЭП между краем усиления шва и границей зачищенной зоны вокруг штуцера. При этом ПЭП вначале перемещают по направлению к центру отверстия до получения эхо-сигнала прямым лучом от кромки отверстия. Затем, повернув ПЭП влево или вправо, луч направляют по касательной к окружности отверстия и производят возвратно-поступательные движения (см. рис. 5).
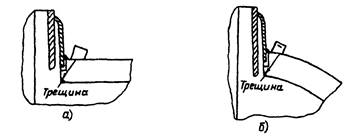
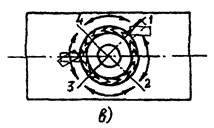
Рис. 5. Контроль камеры пароохладителя:
а - в секторах 1-2, 3-4 (ПЭП типов II, III);
б - в секторах 4-1, 2-3 (ПЭП типа I); в - схема контроля
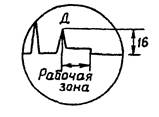
Рис. 6. Настройка скорости развертки дефектоскопа:
Д - дефект
5.2. Признаком дефекта служит появление эхо-сигналов на участке развертки (в рабочей зоне) вблизи переднего края зоны (сигнал Д на рис. 6), Данный сигнал указывает на наличие трещины на нижней кромке отверстия.
6. ОЦЕНКА КАЧЕСТВА МЕТАЛЛА КАМЕР ПАРООХЛАДИТЕЛЕЙ. ОФОРМЛЕНИЕ ТЕХНИЧЕСКОЙ ДОКУМЕНТАЦИИ.
6.1. Качество металла камер пароохладителей оценивают по двухбалльной системе: "удовлетворительно" и "неудовлетворительно".
6.2. Баллом "неудовлетворительно" (брак) оценивают металл камеры пароохладителей, если на экране дефектоскопа появляется эхо-сигнал (или эхо-сигналы), место положения которого соответствует положению эхо-сигнала от отражателя типа "запил". Появление эхо-сигнала означает наличие трещины (трещин) на кромке отверстия на внутренней поверхности камеры.
6.3. Баллом "удовлетворительно" (годен) оценивают металл камеры пароохладителей, если дефектов не обнаружено или обнаружены дефекты типа закатов, расслоений и др.
6.4. Участки металла камер пароохладителей с обнаруженными при УЗД дефектами должны быть отмечены на формулярах и в заключениях.
6.5. По результатам УЗД составляется заключение (см. приложение). Допускается изменение рекомендованной формы заключения при условии, если количество информации, отраженной в ней, не будет уменьшено.
6.6. При составлении заключения на камеры пароохладителей, подвергающиеся исправлению, необходимо ссылаться на первоначальное заключение.
7. МЕРЫ БЕЗОПАСНОСТИ
7.1. К работе по выполнению контроля допускаются лица, прошедшие инструктаж по технике безопасности.
7.2. Лица, участвующие в проведении контроля, должны знать и выполнять требования общих правил техники безопасности, установленных для работников цехов и участков, в которых проводят контроль.
7.3. Дефектоскописты должны работать в головных уборах и спецодежде, не стесняющих движения.
7.4. При работе с использованием сети переменного тока рабочие места должны быть обеспечены розетками, а дефектоскопы должны быть заземлены.
Подключение и отключение дефектоскопов к электрической сети при проведении работ во время ремонта тепломеханического оборудования должны выполнять дежурные электрики.
7.5. Запрещается проводить контроль, если вблизи идет сварка.
7.6. Во избежание самовозгорания масляная ветошь должна храниться в металлическом ящике.
Приложение
ЗАКЛЮЧЕНИЕ ПО РЕЗУЛЬТАТАМ УЗД КАМЕР ПАРООХЛАДИТЕЛЯ
|
Энергопредприятие __________________________________________________________ Контролируемое энергооборудование __________________________________________ Схема (формуляр, чертеж) № _________________________________________________ Заключение
№ "____" __________________ 1999_ г. Проверка __________________________________________________________________ наименование детали, узла оборудования из стали ___________________________________________________________________ в соответствии с ____________________________________________________________ инструкция, ГОСТ, ТУ с применением приборов _____________________________________________________ тип Результаты контроля
Контроль произвели _________________________________________________________ ___________________________________________________________________________ должность, Ф.И.О., подпись Удостоверение № ___________________ Дата выдачи ____________________________ Руководитель группы дефектоскопии __________________________________________ ф.и.о., подпись К заключению должна быть приложена схема (формуляр, чертеж) контролируемого узла и схема расположения дефектов. |
СОДЕРЖАНИЕ
|
3. Подготовительные работы.. 4 6. Оценка качества металла камер пароохладителей. оформление технической документации. 6 Приложение. Заключение по результатам УЗД камер пароохладителя. 7
|