РОССИЙСКОЕ АКЦИОНЕРНОЕ
ОБЩЕСТВО
«ЕДИНЫЕ ЭНЕРГЕТИЧЕСКИЕ СИСТЕМЫ РОССИИ»
(РАО «ЕЭС России»)
ГОСУДАРСТВЕННЫЙ
КОМИТЕТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ПО НАДЗОРУ ЗА БЕЗОПАСНЫМ ВЕДЕНИЕМ РАБОТ
В ПРОМЫШЛЕННОСТИ И ГОРНОМУ НАДЗОРУ
(Госгортехнадзор России)
КОТЛЫ ПАРОВЫЕ И
ВОДОГРЕЙНЫЕ.
ТРУБОПРОВОДЫ ПАРА И ГОРЯЧЕЙ ВОДЫ, СОСУДЫ.
СВАРНЫЕ СОЕДИНЕНИЯ. КОНТРОЛЬ КАЧЕСТВА.
УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ. ОСНОВНЫЕ ПОЛОЖЕНИЯ
Steam
boilers and water heating boilers. Steam piping and hot water piping, vessels.
Weld joints. Quality inspection. Ultrasonic testing. Basic regulations.
РД 34.17.302-97
(ОП 501 ЦД-97)
Введены
в действие
1 марта 1997 года.
РАЗРАБОТЧИКИ: Департамент науки и техники РАО «ЕЭС России»;
Управление по котлонадзору и надзору за подъемными сооружениями Госгортехнадзора России;
Государственный научный центр «НПО ЦНИИТМАШ»;
Акционерное общество «Фирма ОРГРЭС»;
Акционерное общество ВТИ;
Акционерное общество «ЭНЕРГОМОНТАЖПРОЕКТ»;
Акционерное общество Уралтехэнерго.
РЕДАКЦИОННАЯ КОЛЛЕГИЯ: В.Е. Белый (зам. председателя - руководитель работы), А.П. Берсенев, В.В. Гусев (председатель), В.Ф. Злепко, А.П. Кижватов (зам. председателя), С.П. Перевалов, В.А. Феоктистов, Н.А. Хапонен, Ю.Ю. Штромберг.
ИСПОЛНИТЕЛИ: А.А. Шельпяков (Госгортехнадзор);
И.Н. Ермолов, В.А. Воронков, Л.В. Басацкая, К.В. Белый, Н.П. Разыграев, Н.С. Урман, В.М. Ушаков, И.Ф. Щедрин, А.А. Щербаков, В.Т. Щербинский (ЦНИИТМАШ);
В.С. Алтухов, В.А. Купченко (ОРГРЭС);
В.С. Гребенник, В.М. Лантух (ВТИ);
Н.А. Кеслер, (Энергомонтажпроект);
Б.В. Бархатов (Уралтехэнерго);
И.А. Заплотинский (ПО «Киевэнергоналадка»);
Л.Ю. Могильнер (НПП «Политест»);
В.И. Бармин (Центр технической диагностики «Магистр»);
Е.Ф. Кретов (Ижорский завод);
Л.Д. Веселова (Бийский котельный завод).
СОГЛАСОВАНО: Госгортехнадзором Российской Федерации
Заместитель председателя Н.Н. Карнаух: 14 января 1997 г.
УТВЕРЖДЕНО: Российским Акционерным обществом «ЕЭС России»
Первый вице-президент О.В. Бритвин: 12 декабря 1996 г.
ВНЕСЕНО Изменение № 1
Обязателен для всех министерств, ведомств, предприятий, организаций.
Настоящий руководящий документ заменяет ранее выпущенный документ ОП № 501 ЦД-75 «Основные положения по ультразвуковой дефектоскопии сварных соединений, котлоагрегатов и трубопроводов тепловых электростанций».
Руководящий документ определяет технологию ультразвукового контроля сварных соединений, выполненных при изготовлении, монтаже и ремонте оборудования и трубопроводов тепловых электростанций и отопительных котельных.
Руководящий документ предназначен для персонала, проводящего ультразвуковой контроль на объектах котлонадзора.
СПИСОК СОКРАЩЕНИЙ ПРИНЯТЫХ В ТЕКСТЕ
УЗК - ультразвуковой контроль;
СО - стандартный образец;
СОП - стандартный образец предприятия;
ОСО - отраслевой стандартный образец;
ПЭП - пьезоэлектрический преобразователь;
PC ПЭП - раздельно-совмещенный ПЭП;
ДШВ - датчик шероховатости и волнистости;
ЭЛТ - электронно-лучевая трубка;
АРД - зависимость «амплитуда эхосигнала - расстояние до дефекта - эквивалентный диаметр (площадь) дефекта»;
ВРЧ - временная регулировка чувствительности;
БЦО - блок цифровой обработки данных;
МД (МПД) - магнитная (магнитопорошковая) дефектоскопия;
КД (ЦД) - капиллярная (цветная) дефектоскопия;
ЭЛС - электроннолучевая сварка;
ЭШС - электрошлаковая сварка;
НТД - нормативно-техническая документация (документ);
ПТД - производственно-технологическая документация;
ПКД - проектно-конструкторская документация;
ТУ - технические условия;
ПК - правила контроля.
НАК - национальный аттестационный комитет по неразрушающему контролю;
ВТИ - Всесоюзный теплотехнический институт;
ЭМП - институт «Энергомонтажпроект»;
ЦНИИТМАШ - Центральный научно-исследовательский институт по технологии машиностроения.
МИС - Международный институт сварки.
ТЭС - тепловая электростанция.
ВВЕДЕНИЕ
РД 34.17.302-97 является нормативно-техническим и производственно-технологическим документом. РД согласован с требованиями Правил Госгортехнадзора России, стандартов, касающихся сборки, сварки, термообработки и контроля качества сварных соединений сосудов, трубопроводов и трубных систем котлов.
РД учитывает требования новых «Правил устройства и безопасной эксплуатации паровых и водогрейных котлов», «Правил устройства и безопасной эксплуатации трубопроводов пара и горячей воды» и «Правил устройства и безопасной эксплуатации сосудов, работающих под давлением». В РД учтены требования новых стандартов, включая зарубежные, опыт энергомашиностроительных заводов, монтажных и ремонтных организаций и результаты научно-исследовательских работ, выполненных в последние годы в России и за рубежом.
Согласно письму Госгортехнадзора России № 12-1/94 от 04.02.97 РД подлежит применению на предприятиях и в организациях, осуществляющих проектирование, изготовление, монтаж, ремонт, эксплуатацию и техническое диагностирование котлов, сосудов, работающих под давлением, трубопроводов пара и горячей воды, на которые распространяются требования Правил Госгортехнадзора России.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. ОБЛАСТЬ ПРИМЕНЕНИЯ
1.1.1. Настоящий НТД распространяется на сварные соединения, выполненные в соответствии с требованиями РД 2730.940.102-92 «Котлы паровые и водогрейные, трубопроводы пара и горячей воды. Сварные соединения. Общие требования.», РД 34.15.027-93 «Сварка, термообработка и контроль трубных систем и трубопроводов при монтаже и ремонте оборудования электростанций (РТМ-1С-93)», РД 24.030.101-88 «Методические указания. Общие требования к изготовлению стальных сварных сосудов».
1.1.2. Настоящий НТД предназначен для персонала, выполняющего работы по неразрушающему контролю сварных соединений при проектировании, изготовлении (монтаже), ремонте и эксплуатации элементов и изделий теплотехнического оборудования, на которые распространяются требования Госгортехнадзора России.
1.1.3. Настоящий НТД регламентирует технологию ручного ультразвукового контроля (УЗК) сварных соединений:
- трубопроводов, коллекторов, сосудов и трубных систем из сталей перлитных классов и мартенситно-ферритных классов кроме литых деталей;
- труб поверхностей нагрева из сталей аустенитного класса;
- труб поверхностей нагрева из сталей различных структурных классов, выполненных дуговой сваркой.
Основные конструктивные данные сварных соединений трубопроводов, подлежащих УЗК, приведены в Приложении 1.
Примечание:
Под определением «сосуды» следует понимать сосуды (в том числе барабаны котлов, деаэраторные баки и т.д.), правила устройства которых регламентируются «Правилами устройства и безопасной эксплуатации паровых и водогрейных котлов» и «Правилами устройства и безопасной эксплуатации сосудов, работающих под давлением.»
(Измененная редакция, Изм. № 1)
1.1.4. Настоящий НТД включает методики контроля:
- Кольцевых стыковых соединений трубопроводов и сосудов наружным диаметром 10 мм и более с толщиной стенки от 2 до 125 мм и более;
- Продольных и спиральных стыковых сварных соединений трубопроводов и сосудов с толщиной стенки 6 мм и более;
- Кольцевых угловых сварных соединений с внутренним диаметром более 100 мм с толщиной стенки 4,5 мм и более.
1.1.5. Контроль по настоящим ОП распространяется на сварные соединения, выполненные с полным проплавлением сварного шва (без конструктивного непровара).
1.1.6. Контроль по методикам настоящих ОП обеспечивает обнаружение и оценку допустимости несплошностей с эквивалентной площадью не менее чем предусмотрено нормами, регламентированными Госгортехнадзором России и изложенными в РД 34.15.207-93 (РТМ-1С-93), РД 2730.940.103-92 «Котлы паровые и водогрейные, трубопроводы пара и горячей воды. Сварные соединения. Контроль качества.», РД 24.030.101-88.
1.1.7. С введением в действие настоящих ОП отменяются «Основные положения по ультразвуковой дефектоскопии сварных соединений котлоагрегатов и трубопроводов тепловых электростанций (ОП № 501 ЦД-75)» и специальные методики, разработанные в развитие ОП № 501 ЦД-75.
1.2. ОБЩИЕ ТРЕБОВАНИЯ
1.2.1. В сварных соединениях контролю и одинаковой оценке качества подлежат металл сварного шва и околошовной зоны за исключением таковых зон со стороны литых деталей и переходных поверхностей. Ширина контролируемой околошовной зоны основного металла определяется в соответствии с требованиями табл. 1.
1.2.1.1. Ширина контролируемых участков околошовной зоны определяется от граничной поверхности его разделки, указанной в КД.
1.2.1.2. В сварных соединениях деталей различной толщины ширина указанной зоны определяется отдельно для каждой из сваренных деталей.
1.2.2. Ультразвуковой контроль проводят после исправления дефектов, обнаруженных при визуальном и измерительном контроле, КД (ЦД) и МД (МПД), если они предусмотрены ПТД.
Таблица 1
Размер околошовной зоны основного металла, оцениваемой по нормам для сварных соединений
|
Тип соединения |
Номинальная толщина сваренных элементов - Н, мм |
Ширина контролируемой околошовной зоны (В), не менее, мм |
|
|
Дуговая и элс |
Стыковое |
до 5 вкл. |
5 |
|
св. 5 до 20 вкл. |
номинальная толщина |
||
|
св. 20 |
20 |
||
|
эшс |
Стыковое |
независимо |
50 |
|
Независимо |
Угловое |
основной элемент |
3 |
|
притыкаемый элемент |
как для дуговой сварки, так и для ЭЛС |
Примечание к табл. 1:
Номинальная толщина сваренных, элементов - указанная в чертеже (без учета допуска) толщина основного металла в зоне, примыкающей к сварному шву.
1.2.3. Приемо-сдаточный контроль проводят после окончательной термообработки сварного соединения, если таковая предусмотрена технологическим процессом изготовления или эксплуатации. Результаты контроля, проведенного до термообработки или в интервале между ее этапами, в качестве приемо-сдаточных не рассматриваются.
В случае невозможности проведения УЗК после окончательной термообработки в полном объеме требований руководящих НТД, приемо-сдаточными следует считать результаты следующего комплекса контроля: УЗК в полном объеме до термообработки, УЗК в доступном объеме после последней термообработки и МД (МПД) или КД (ЦД) в местах, недоступных УЗК.
1.2.4. Документация для проведения входного контроля изделий должна содержать сведения о контроле, выполненном изготовителем, включая сведения об используемых для контроля средствах, способе настройки дефектоскопа и нормах оценки дефектов, а также допущенных отступлениях от требований настоящих ОП.
1.2.5. Новые методики, а также новые методические решения, содержащие отклонения от требований, регламентируемых настоящим НТД, должны быть согласованы с Госгортехнадзором России и утверждены Департаментом науки и техники РАО «ЕЭС России» после предварительного согласования с ВТИ, ОРГРЭС, ЦНИИТМАШ, ЭНЕРГОМОНТАЖПРОЕКТ на основе результатов экспертных испытаний методик.
(Измененная редакция, Изм. № 1)
1.3. ТРЕБОВАНИЯ К СВАРНОМУ СОЕДИНЕНИЮ
1.3.1. Объем сканирования (в процентах) каждого отдельного сварного соединения определяют как суммарную протяженность контролируемой части соединения вдоль его периметра, отнесенную к полной протяженности сварного соединения.
1.3.2. В зависимости от возможности контроля всего объема наплавленного металла шва и околошовной зоны в его поперечном сечении сварные соединения подразделяют по степени контроледоступности.
1.3.2.1. Степень контроледоступности сварного соединения обозначают в ПКД и/или ПТД для каждого сварного соединения, подлежащего контролю цифрой и буквами ДК (доступность контролю): 1ДК, 2ДК, 3ДК.
Степень контроледоступности определяет представитель службы неразрушающего контроля организации, проводящей контроль, в зависимости от ограничений, налагаемых конструкцией контролируемого изделия на возможность установки и пределы перемещения ПЭП.
1.3.2.2. При проектировании (конструировании) оборудования и трубопроводов должна быть обеспечена максимально возможная контроледоступность сварного соединения по всей его протяженности, в том числе выбором соответствующей конструкции контролируемого узла или путем удаления полностью или частично усиления шва.
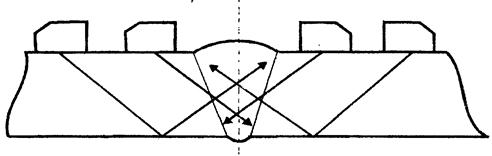
1ДК - Центральный луч УЗ пучка пересекает каждый элемент (точку) контролируемого сечения как минимум с двух направлений.
2ДК - Центральный луч УЗ пучка пересекает каждый элемент (точку) контролируемого сечения хотя бы с одного направления.
3ДК - имеются элементы контролируемого сечения, не пересекаемые центральным лучом УЗ пучка при регламентированной схеме контроля ни по одному из направлений. При этом площадь непрозвучиваемых участков не превышает 20 % от общей площади контролируемого сечения и они находятся только в подповерхностной части сварного соединения.
Сварное соединение считают неконтроледоступным, если центральный луч УЗ пучка не пересекает все элементы контролируемого сечения ни по одному из направлений прозвучивания кроме подповерхностного слоя или площадь непрозвучиваемых участков превышает 20 % от общей площади контролируемого сечения.
Направления считаются разными, если угол между центральными лучами УЗ пучков волн одного типа отличаются не менее чем на 35°.
1.3.2.4. Ограниченная возможность контроля на выявление поперечных дефектов не изменяет степень контроледоступности сварного соединения; определенную в п. 1.3.2.3.
- места пересечения швов с неудаленным валиком усиления;
- краевые участки незамкнутых сварных соединений в пределах ширины L зоны, определяемой большей из величин:
![]()
![]()
где Н - номинальная толщина сваренных элементов; Dп - диаметр или ширина пьезоэлемента; l - длина волны.
- сварные соединения труб с внутренней расточкой, если длина Lp цилиндрической части расточки менее
![]()
где a - угол ввода; е - ширина усиления шва; В - ширина околошовной зоны, подлежащей контролю по нормам оценки сварных соединений (см. табл. 1).
- сварные соединения с конструктивным непроваром за исключением случаев, если размеры исключаемого из контроля сечения не превышают 3 % от общей площади контролируемого сечения.
1.3.2.6. Степень контроледоступности может быть повышена путем изменения конструкции соединения или сварного узла, снятия усиления, расширения зоны перемещения преобразователя, обеспечения дополнительного доступа преобразователя к сварному шву, изменения схемы прозвучивания.
1.3.4. Ширина подготовленной под контроль зоны должна быть не менее:
![]() -
при контроле совмещенным ПЭП прямым лучом;
-
при контроле совмещенным ПЭП прямым лучом;
![]() -
при контроле однажды отраженным лучом и по схеме «тандем»;
-
при контроле однажды отраженным лучом и по схеме «тандем»;
![]() -
при контроле PC ПЭП хордового типа;
-
при контроле PC ПЭП хордового типа;
где А - длина контактной поверхности ПЭП (ширина для PC ПЭП).
1.3.5. При подготовке поверхности сканирования ее шероховатость должна быть не хуже Rz = 40 мкм.
Определение поправок чувствительности на шероховатость, подготовленной под контроль поверхности, может быть произведено оперативно с помощью одной из методик, указанных в приложении 2 поз. 1, либо поз. 14.
(Измененная редакция, Изм. № 1)
1.4. ОРГАНИЗАЦИЯ РАБОТ
1.4.1. Предприятия, лаборатории (службы) металлов ТЭС для проведения работ по ультразвуковому контролю сварных соединений котлов, турбин, трубопроводов и сосудов должны иметь разрешение (лицензию) Госгортехнадзора России и РАО «ЕЭС России» (для электростанций и котельных отрасли «электроэнергетика»), в соответствии с требованиями «Методических указаний по выдаче специальных разрешений (лицензий) на виды деятельности связанные с обеспечением безопасности при эксплуатации объектов котлонадзора» и «Дополнительными условиями реализации в электроэнергетике Методических указаний по выдаче лицензий».
1.4.2. Для технологической подготовки, настройки, проверки аппаратуры, учебно-методической работы, хранения аппаратуры, преобразователей, образцов, отчетной и нормативной документации, вспомогательных приспособлений и расходных дефектоскопических материалов должны быть организованы подразделения УЗК (лаборатории, участки, группы).
Структура, оснащение оборудованием, обеспечение помещениями таких подразделений определяются Положениями о лаборатории, группе, участке, утвержденными руководством предприятия.
(Измененная редакция, Изм. № 1)
1.4.3. Лаборатория УЗК должна быть оснащена УЗ - дефектоскопами, ПЭП, высокочастотными кабелями и разъемами для подключения ПЭП, комплектами СО и СОП, комплектами номограмм (АРД - шкалы), нормативно-технической документацией, слесарными и измерительными инструментами, емкостями для контактной жидкости (смазки), лабораторными столами, стеллажами, шкафами для хранения аппаратуры, образцов, запасных частей, документации и другим оборудованием и материалами, необходимыми в конкретных условиях проведения контроля.
Помещения для подразделений УЗК должны быть обеспечены энергоснабжением от незагруженной (осветительной) сети переменного тока 50 Гц, подводкой горячей и холодной воды, отоплением, естественным и искусственным освещением в соответствии с санитарными нормами. Участки контроля в цехе, на монтажной площадке рекомендуется оснащать роликоопорами, кантователями, тележками и другими подъемно-транспортными механизмами.
1.4.4. При контроле должны быть обеспечены следующие условия выполнения работ:
- леса и подмостки должны обеспечивать удобное расположение дефектоскописта относительно аппаратуры, образцов и контролируемого изделия;
- яркие источники света (посты электросварки, резки металлов, прямой солнечный свет) должны быть экранированы;
- работы, вызывающие вибрацию и загрязнение абразивной пылью дефектоскописта и контролируемого изделия не должны совпадать по времени и совмещаться с местом проведения контроля.
1.4.5. Контроль проводят при температурах окружающего воздуха и поверхности изделия в месте проведения контроля от +5 до +40 °C.
В отдельных случаях допускается проведение контроля при более низких или высоких температурах, при условии их соответствия указанному в паспорте средств контроля температурному интервалу, по специальным методикам, согласованным с одной из организаций - разработчиков настоящих ОП. При этом методика должна обеспечивать требуемую чувствительность и точность измерения координат несплошностей.
(Измененная редакция, Изм. № 1)
1.4.6. Подготовленную для контроля поверхность сварного соединения необходимо проверить на соответствие требованиям п. п. 1.3.3. - 1.3.5. и непосредственно перед контролем тщательно протереть ветошью и покрыть слоем контактной смазки.
1.4.6.1. Контактная жидкость (смазка) должна быть безвредной для дефектоскописта. Прежде всего должна быть исключена возможность кожных раздражений. Рекомендуемые составы контактных жидкостей приведены в Приложении 3.
1.4.6.2.При большой кривизне поверхности контролируемого изделия и повышенной температуре окружающего воздуха следует применять смазку более густой консистенции.
Не допускать применения смазки более густой консистенции, чем глицерин, например, солидола.
(Измененная редакция, Изм. № 1)
1.4.9. Подготовка сварного соединения под контроль и удаление контактной смазки после окончания контроля, как правило, в обязанности дефектоскописта не входит и выполняется специально выделенным персоналом.
1.5. ТРЕБОВАНИЯ К ПЕРСОНАЛУ
К руководству и проведению работ по контролю привлекаются специалисты, аттестованные в соответствии с действующими Правилами аттестации специалистов неразрушающего контроля Госгортехнадзора России. Перечень аттестационных центров, специализирующихся на подготовке специалистов по неразрушающему контролю энергооборудования приведен в Приложении 4.
2. СРЕДСТВА КОНТРОЛЯ
2.1. Для проведения контроля в соответствии с методиками настоящих ОП необходимо использовать:
- импульсные ультразвуковые дефектоскопы и толщиномеры с комплектами преобразователей и соединительными высокочастотными кабелями, при этом дефектоскопы, толщиномеры и преобразователи импортного производства должны быть сертифицированы в установленном порядке и занесены в Реестр; на этапе испытаний экспериментально апробируются и утверждаются методики поверки;
- СО, ОСО, СОП, вспомогательные устройства, включая средства определения поправок на шероховатость, должны иметь паспорт (этикетку), методику поверки и свидетельство о поверке, выданное аккредитованной Организацией (Метрологической службой Юридического лица);
- АРД-диаграммы и таблицы, номограммы, заверенные изготовителем ПЭП или приборов, на применение которых они рассчитаны, либо аккредитованной Организацией;
- вспомогательные приспособления, материалы и инструменты.
Примечание:
Допускается использовать для определения основных параметров контроля импортные дефектоскопы и образцы V-1 и V-2 по стандартам МИС «ISO 2400» u «ISO 7963».
(Измененная редакция, Изм. № 1)
2.2. Дефектоскопы, применяемые для контроля, должны удовлетворять следующим требованиям:
2.2.1. Диапазон частот - согласно табл. 2 и 3 с учетом толщины контролируемого сварного соединения.
2.2.2. Диапазон регулировки измерительного аттенюатора не менее 60 дБ с шагом ступени не более 2 дБ. Общее усиление приемника не менее 90 дБ.
(Измененная редакция, Изм. № 1)
2.2.3. Диапазон скоростей распространения ультразвука в материалах: для продольных волн (2500 - 6500) м/с, для поперечных (1200 - 3300) м/с.
(Измененная редакция, Изм. № 1)
2.2.4. Диапазон прозвучивания по стали при работе с прямым совмещенным ПЭП в эхо-импульсном режиме - не менее 3000 мм, а при работе наклонным ПЭП - не менее 200 мм (по лучу).
(Измененная редакция, Изм. № 1)
2.2.5. Динамический диапазон экрана дефектоскопа - не менее 20 дБ.
2.2.6. Диапазон измерений глубин залегания дефектов по глубиномерному устройству в эхо-импульсном режиме не менее 1000 мм по стали при работе прямым ПЭП, и не менее 100 мм по обеим координатам при работе с наклонным ПЭП.
(Измененная редакция, Изм. № 1)
2.3. Все преобразователи должны иметь паспорт с указанием технических характеристик, методику поверки, свидетельство о поверке и четко различимые обозначения:
- маркировку в соответствии со стандартом страны изготовителя, для стран СНГ по ГОСТ 26266-90;
- заводской номер;
- точку выхода.
Маркировка и покрытие ПЭП должны быть стойкими к износу и воздействию контактных жидкостей.
(Измененная редакция, Изм. № 1)
2.3.1. Расчетная характеристика направленности поля излучения-приема fa должна быть в пределах 12 - 30 МГц×мм, где f - частота, а - радиус (полуширина) пьезоэлемента.
2.3.2. Амплитуда эхо-сигнала от несплошности должна превышать уровень шумов в зоне появления эхо-сигналов не менее чем на + 6 дБ при контрольной чувствительности.
(Измененная редакция, Изм. № 1)
2.3.3. Поверку наклонных PC ПЭП хордового типа проводят согласно Методики, указанной в Приложении 2, поз. 9.
2.3.4. До работы по АРД-диаграммам допускаются только преобразователи для дефектоскопов группы 2 по ГОСТ 26266-90, с дополнительными требованиями в Таблице 1:
- отношение сигнал/шум
на частоте 4 и более Мгц - не хуже 20 дБ в зоне контроля;
на частоте менее 4 Мгц - не хуже 16 дБ в зоне контроля;
- отклонение уровня эхо-сигнала от дефекта (C1, С2, С3 по ГОСТ 26266-90) от номинального значения - не более ± 2 дБ;
- отклонение импульсного коэффициента преобразования от номинального значения - не более ± 4 дБ;
- запас чувствительности не менее 8 дБ в зоне контроля.
(Введен дополнительно, Изм. № 1)
2.4. Образцы должны удовлетворять следующим общим требованиям:
2.4.1. Стандартные образцы (СО, ОСО, СОП) должны быть аттестованы по соответствующим методикам поверки, составленным на основе требований стандартов и ТУ на эти образцы.
Стандартные Образцы Предприятия (СОП) аттестуются по геометрическим размерам, скорости и затуханию продольных и поперечных волн, амплитуде эхо-сигнала от искусственного отражателя, на соответствие эталонному СО, хранящемуся в базовой отраслевой метрологической организации по измерениям (ВТИ).
Отклонение амплитуды эхо-сигнала от номинального (соответствующего значения эталонного образца) не должно превышать ± 1 дБ.
(Измененная редакция, Изм. № 1)
В случаях, когда имеется металл необходимого сортамента, рекомендуется для исключения операций, связанных с измерением и последующим учетом затухания и скорости ультразвука, изготавливать стандартные образцы из того же материала, что и материал контролируемого изделия.
Для каждого образца измеряют затухание поперечных волн на частоте 2,5 и 5,0 МГц по методике, указанной в Приложении 2, поз. 2 или путем сопоставления с измерениями в образцах с известным затуханием. Измеренное значение затухания вносят в паспорт образца
(Измененная редакция, Изм. № 1)
2.4.3. СОП изготавливают в соответствии с требованиями методических разделов настоящего РД, из материала контролируемого изделия. Термообработка и качество поверхности СОП должны быть как у объекта контроля.
(Измененная редакция, Изм. № 1)
2.5. К проведению контроля допускаются дефектоскопы, толщиномеры и преобразователи, поверенные в установленном порядке.
Средства контроля импортного производства могут применяться при контроле только в том случае, если они прошли испытания с целью утверждения типа, занесены в Реестр средств измерений и имеют методики поверки отечественными средствами измерений.
(Измененная редакция, Изм. № 1)
- погрешность ступеней аттенюатора;
- погрешность измерений глубин залегания дефектов и их координат;
- динамический диапазон ВРЧ и неравномерность выравнивания амплитуд в зоне ВРЧ;
- зоны нечувствительности пороговых устройств;
- частоту дефектоскопа;
- запас чувствительности в диапазоне зоны контроля;
- диапазон измерения отношения амплитуд сигналов на входе приемника (при наличии БЦО);
- частоту следования импульсов генератора возбуждения;
- параметры импульса генератора возбуждения;
- отклонение точки выхода от номинальной;
- угла ввода;
- фокусное расстояние для PC ПЭП;
- размер мертвой зоны;
- условную разрешающую способность по дальности (лучу).
(Измененная редакция, Изм. № 1)
2.6.1. Допуск на измерение амплитуды сигналов:
- дискретность измерения, дБ - не более 2;
- погрешность измерения, дБ - ±(0,03N + 0,2), где N - номинальное значение измеряемого отношения амплитуд, дБ.
2.6.2. Допуск на измерение расстояния вдоль луча или координаты - не более ± 2,5 % на базе 50 мм.
± 1,5 град. для номинальных углов ввода до 60 град. вкл.,
± 2,0 град. для номинальных углов более 60 град.
2.9. СО, ОСО и СОП должны удовлетворять требованиям соответствующих стандартов, ТУ, РД и настоящих ОП (раздел Б Приложения 2).
2.10. Все средства контроля подлежат первичной и периодическим поверкам, в подтверждение чего выдается соответствующее свидетельство с указанием:
- полного наименования организации, производившей поверку, и номера лицензии;
- типа средства контроля;
- его владельца;
- изготовителя;
- заводского номера;
- номера паспорта либо ТУ;
- шифра методики поверки, по которой производились измерения.
Допускается выдача одного свидетельства на несколько средств контроля с указанием перечисленных сведений для каждого из них.
Допускается отметку о проведенной аттестации ставить в паспорте на средство контроля, если предусмотрена соответствующая графа. При этом должны быть разборчиво указаны наименование организации-поверителя и номер лицензии.
Преобразователи аттестуются отдельно от дефектоскопа. В свидетельстве о поверке дефектоскопа должны быть указаны тип и заводские номера ПЭП, использованных при измерении его параметров.
Допускается оформление одного паспорта на группу ПЭП с идентичными номинальными параметрами при условии их изготовления одним и тем же производителем.
(Измененная редакция, Изм. № 1)
Периодическая поверка дефектоскопов, толщиномеров и преобразователей проводится не реже одного раза в год организациями, имеющими аккредитацию и соответствующие лицензии.
Поверка всех средств измерений производится по методикам изготовителей. Средства измерения, выпущенные до 1988 г. либо не имеющие собственных методик поверки, должны поверяться по НТД, указанным в разделе Б приложения 2.
(Измененная редакция, Изм. № 1)
2.11.1, 2.11.2. (Исключены, Изм. № 1)
2.12. СО, ОСО и СОП подлежат первичной аттестации изготовителем и периодической аттестации (проверке) не реже 1 раза в 3 года. При этом образцы подлежат визуальному осмотру один раз в квартал на предмет отсутствия забоин и других дефектов поверхности, исключающих возможность их использования в качестве СО, ОСО и СОП.
2.13. Средства контроля с недопустимыми отклонениями параметров от номинальных до эксплуатации не допускаются.
(Измененная редакция, Изм. № 1)
2.14. Проверку исправности дефектоскопов и преобразователей с определением угла ввода, точки выхода стрелы, мертвой зоны дефектоскопист должен проводить перед началом контроля. Чувствительность дефектоскопа с преобразователем проверяется перед началом контроля, после перерывов в работе и после окончания контроля, а также периодически через каждые 60 мин в процессе контроля и каждый раз при обнаружении дефекта.
2.15. Образцы с плоской поверхностью применяют при контроле швов плоских изделий и швов (продольных и кольцевых) труб и сосудов, если наружный диаметр последних ³ 500 мм. При меньших диаметрах необходимо использовать АРД-диаграммы с поправками чувствительности на кривизну поверхности контроля и внутренней поверхности отражения, для ПЭП с плоской контактной поверхностью по РД поз. 14 приложения 2.
Допускается применять притертые ПЭП с настройкой по СОП с радиусом кривизны 0,9-1,1 от радиуса кривизны контролируемого изделия.
При контроле кольцевых сварных соединений на поперечные трещины следует обеспечить условие:
![]()
где Dп - диаметр пьезопластины;
Rн - наружный диаметр трубы;
l - длина волны в контактной жидкости.
(Измененная редакция, Изм. № 1)
2.16. Дефектоскопы общего назначения (в том числе импортные), включая ПЭП, а также специализированные дефектоскопы подлежат периодической поверке не реже одного раза в год.
2.17. Лаборатории металлов (специализированные организации), осуществляющие эксплуатационный контроль, должны хранить паспорта вышедших из употребления ПЭП в течение срока службы сварного соединения с целью обеспечения возможности сопоставления результатов контроля другими ПЭП.
2.18. Лаборатории металлов (специализированные организации), осуществляющие эксплуатационный контроль энергооборудования, имеющих наработку 100 и более тыс. часов, должны иметь СОП, в том числе СО-2А изготовленные из металла с наработкой, отличающейся не более, чем на 20 тыс. часов.
2.19. Приказом по предприятию (подразделению) должны быть выделены лица, ответственные за состояние аппаратуры и оборудования.
3. ПОДГОТОВКА К КОНТРОЛЮ
3.1. ОБЩИЕ ТРЕБОВАНИЯ
3.1.1. Контроль проводят по технологическим картам контроля (технологическим процессам).
3.1.2. Карты контроля должны соответствовать требованиям настоящих ОП, иметь номер и детально отражать процедуру прозвучивания конкретного сварного соединения.
Карта контроля должна содержать информацию о конструкции объекта контроля (номер чертежа и перечень конструктивных отклонений, влияющих на контроледоступность соединения, технологический процесс и особенности выполнения сварных соединений, а также допущенные отклонения от установленной технологии сборки и сварки), степени контроледоступности, разметке изделия под контроль, схеме и направления прозвучивания, ширине зоны зачистки, конкретных параметрах контроля, параметрах сканирования, аппаратуре и преобразователях, способах настройки скорости развертки и чувствительности, правилах и нормах оценки результатов контроля.
3.1.3. Карты контроля разрабатывает специалист не ниже 2-го уровня. Каждая карта контроля (техпроцесс) должны быть подписаны ее разработчиком и руководителем службы контроля с указанием даты подписания.
При изготовлении в заводских условиях партии однотипных соединений, а также при укрупнении узлов и перед монтажом допускается использование типовых технологических карт (процессов), согласованных с заказчиком и, при необходимости (несогласованные отступления, возражения надзорных органов и т. п.) с организацией-разработчиком настоящих ОП.
При отсутствии полных данных о конструкции сварного соединения в условиях эксплуатационного контроля, необходимо карту контроля составлять с учетом определения фактической геометрии сварного соединения, например, ультразвуковым методом.
Допускается разработка карт (технологических процессов) силами специалистов привлеченных организаций (см., например, Приложение 2, поз. 16).
3.1.4. Разметка сварного соединения под контроль должна быть предусмотрена технологическим процессом изготовления. Должно быть обеспечено воспроизведение разметки на всех стадиях проведения УЗК данного сварного соединения. Начало и направление отсчета участков должно быть замаркировано постоянным клеймом на изделии и отмечено в карте контроля. При эксплуатационном контроле разметка должна быть связана с направлением рабочей среды или с постоянными опорами оборудования.
Разметка включает отметку границ шва, разбиение на участки длиной до 500 мм и их маркировку. Разметка должна соответствовать разметке для радиографического контроля, если таковой предусмотрен ПТД.
Кольцевые сварные соединения трубопроводов рекомендуется разбивать на участки по аналогии с часовым циферблатом с привязкой к направлению хода рабочей среды.
Сварные соединения труб поверхностей теплообмена допускается не размечать.
3.2. ОЗНАКОМЛЕНИЕ С ОБЪЕКТОМ КОНТРОЛЯ
Перед проведением контроля дефектоскопист обязан:
3.2.1. получить задание (заявку) на контроль с указанием типа и номера сварного соединения и его расположения на контролируемом объекте (узле, трубопроводе), объема контроля, номинальной толщины и диаметра сварных элементов. Заявка должна быть подписана лицами, отвечающими за послеоперационный контроль и внешний контроль сварного соединения;
3.2.2. ознакомиться с картой контроля и результатами предшествующего контроля;
3.2.3. убедиться в отсутствии недопустимых наружных дефектов;
3.2.4. убедиться, что ширина усиления шва соответствует требованиям НТД, указанным в п. 1.1.1., а ширина и качество подготовленной под контроль зоны - требованиям п. 1.3.3. - 1.3.5.
3.2.5. убедиться что сварное соединение соответствует степени контроледоступности, указанной в заявке на контроль.
3.3. ВЫБОР ПАРАМЕТРОВ И СРЕДСТВ КОНТРОЛЯ
В п.п. 3.3.1. - 3.3.8. настоящего подраздела рассматриваются методики контроля совмещенными ПЭП, а в п.п. 3.3.9. - 3.3.12. - методики контроля специализированными раздельно - совмещенными ПЭП.
3.3.1. Основные схемы контроля, направления прозвучивания, характеристики преобразователей при контроле совмещенными ПЭП стыковых и угловых сварных соединений выбирают по таблицам 2 и 3 и рис. 1 и 2, стремясь к обеспечению прозвучивания центральным лучом всего сечения сварного соединения.
Таблица 2
Выбор наклонных совмещенных преобразователей
(номинальные параметры)
|
Частота, МГц |
Угол ввода, град, при контроле лучом |
||
|
прямым |
отраженным |
||
|
от 2 до 8 вкл. |
4,0 - 10 |
70 - 75 |
70 - 75 |
|
св. 8 до 12 вкл. |
2,5 - 5,0 |
65 - 70 |
65 - 70 |
|
св. 12 до 20 вкл. |
2,5 - 5,0 |
65 - 70 |
60 - 70 |
|
св. 20 до 40 вкл. |
1,8 - 4,0 |
60 - 65 |
45 - 65 |
|
св. 40 до 70 вкл. |
1,25 - 2,5 |
50 - 65 |
40 - 50 |
|
св. 70 до 125 вкл. |
1,25 - 2,0 |
45 - 65 |
Контроль не проводится |
Таблица 3
Выбор прямых преобразователей
(номинальные параметры)
|
Тип ПЭП |
Частота, МГц |
|
|
до 20 вкл. |
PC или совмещенный |
4 - 6 |
|
св. 20 до 40 вкл. |
PC или совмещенный |
2,5 - 5,0 |
|
св. 40 до 60 вкл. |
PC или совмещенный |
1,8 - 5,0 |
|
св. 60 |
совмещенный |
1,25 - 2,5 |
1. В рабочих документах УЗК (карта контроля, техпроцесс) параметры контроля должны быть указаны однозначно (дискретными значениями) - указание диапазонов значений параметров не допускается. На различных стадиях контроля (в изготовлении, на монтаже, при входном и эксплуатационном контроле) параметры контроля могут различаться в пределах диапазонов, укачанных в табл. 2 и 3.
2. Контроль ПЭП с углом ввода 60 град. и более проводят на глубину не более 80 мм.
3. С целью повышения достоверности и информативности контроля, а также при пониженной контроледоступности допускается применять дополнительные ПЭП и схемы контроля, о чем должна быть сделана отметка в карте контроля и отчетной документации.
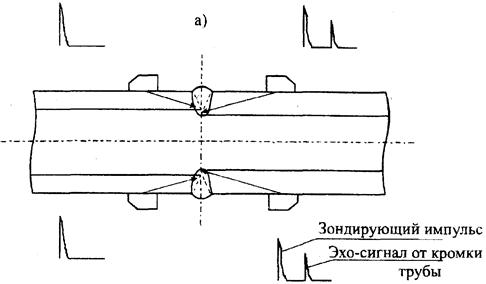
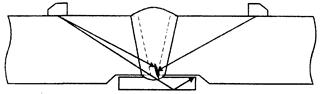
3.3.2. Стыковые кольцевые сварные соединения трубопроводов, коллекторов и сосудов с внутренним диаметром менее 800 мм контролируют наклонным ПЭП с наружной поверхности:
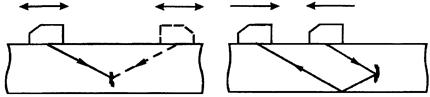
- прямым и однократно отраженными лучами с обеих сторон шва при толщине стенки менее 60 мм, как показано на рис. 1а;
- прямым лучом с обеих сторон шва при толщине стенки 60 и более мм, как показано на рис. 1б. Удаление усиления шва в этом случае обязательно.
3.3.3. Стыковые сварные соединения сосудов с внутренним диаметром 800 мм и более контролируют наклонным ПЭП с обеих сторон шва, как правило, с наружной и внутренней поверхностей прямым лучом.
3.3.5. Стыковые продольные сварные соединения контролируют прямым лучом с учетом кривизны поверхности сканирования по методике, указанной в Приложении 2, поз. 20.
3.3.6. Стыковые сварные соединения секторных отводов контролируют также, как и сварные соединения трубопроводов.
3.3.7. Стыковые сварные соединения сферических корпусов задвижек трубопроводов контролируют по методике, указанной в Приложении 2, поз 3.
3.3.9. Угловые сварные соединения контролируют наклонным ПЭП с наружной поверхности:
3.3.9.l. co стороны привариваемого элемента прямым и однократно отраженным лучами при толщине привариваемого элемента до 60 мм (рис. 2б);
3.3.9.2. со стороны привариваемого элемента прямым лучом при толщине привариваемого элемента 60 и более мм;
3.3.9.3. со стороны основного элемента прямым лучом при толщине стенки сосуда или основного элемента листовых конструкций более 12 мм, а также при приварке штуцера толщиной более 60 мм.
3.3.10. На угловых швах приварки патрубков внутренним диаметром 300 мм и более с возможностью доступа внутрь патрубка обязателен контроль с его внутренней поверхности прямым ПЭП. Рекомендуется также контроль изнутри наклонным ПЭП. Параметры ПЭП определяют по табл. 3 и 4.
3.3.11. Контроль с целью выявления поперечных трещин проводят в случаях, если имеется соответствующее требование в руководящих НТД (ПК, ПКД, ТУ). При этом:
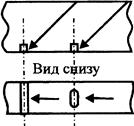
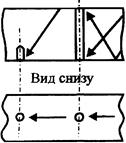
3.3.11.1. Контроль стыковых сварных соединений с удаленным усилением проводят в двух встречных направлениях совмещенным ПЭП или по схеме «тандем». Преобразователи ориентируются вдоль продольной оси шва в пределах всей контролируемой зоны. В процессе контроля совмещенный ПЭП поворачивают в секторе от 0 до 10 град. в обе стороны от продольной оси соединения (рис. 3а).
3.3.11.2. Контроль соединений с неудаленным усилением шва проводят сплошным сканированием наклонным совмещенным ПЭП в двух встречных направлениях в околошовной зоне в секторе от 10 до 40 град. относительно продольной оси шва (рис. 3б слева) или по схеме «Стредл»1 (рис. 3б, справа).
1 Разработчик ЦНИИ КМ «Прометей» (С.-Петербург).
3.3.12. С целью повышения надежности выявления подповерхностных дефектов рекомендуется проводить дополнительно к схемам контроля по пунктам подраздела 3.3.4-3.3.8. на сварных соединениях толщиной 30 мм и более контроль головными волнами (рис. 4) по методике, указанной в Приложении 2, поз. 4.
3.3.13. С целью повышения надежности выявления корневых дефектов в сварных соединениях толщиной более 20 мм, выполненных односторонней сваркой с длиной внутренней расточки не менее указанной в п. 1.3.2.5, рекомендуется дополнительно использовать методику контроля по схеме «корневого тандема» (рис. 5), указанную в Приложении 2, поз. 5.
3.3.14. С целью выявления внутренних вертикально ориентированных трещин с гладкой поверхностью и несплавлений по кромкам в сварных соединениях, сваренных в узкую разделку (до 7°), рекомендуется проводить контроль методом «тандем» (рис. 6) по методике, указанной в Приложении 2, поз. 6.
3.3.15. При контроле сварных соединений труб поверхностей нагрева и трубопроводов толщиной до 10 мм допускается вместо контроля совмещенными ПЭП проводить контроль PC ПЭП хордового типа (рис. 7), по методике, указанной в Приложении 2, поз. 8, 9.
3.3.16. Контроль сварных соединений притертыми ПЭП рекомендуется проводить по образцам, идентичным по кривизне контролируемому узлу.
(Измененная редакция, Изм. № 1)
3.3.17. При контроле кольцевых сварных соединений с литыми элементами толщиной 18 - 24 мм в эксплуатационных условиях допускается использовать методику, указанную в Приложении 2. поз.7.
ОСНОВНЫЕ СХЕМЫ ПРОЗВУЧИВАНИЯ СТЫКОВЫХ СВАРНЫХ СОЕДИНЕНИЙ ПРИ КОНТРОЛЕ НА ПРОДОЛЬНЫЕ ДЕФЕКТЫ
а)
б)

РИС. 1
а) усиление шва не удалено.
б) усиление шва удалено.
СХЕМА ПОИСКА ПРОДОЛЬНЫХ ДЕФЕКТОВ В УГЛОВЫХ СВАРНЫХ СОЕДИНЕНИЯХ «ТРУБА-ТРУБА», ВЫПОЛНЯЕМЫХ НА УДАЛЯЕМЫХ ПОДКЛАДНЫХ КОЛЬЦАХ
|
а) |
б) |
|
|
|
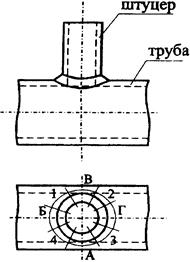
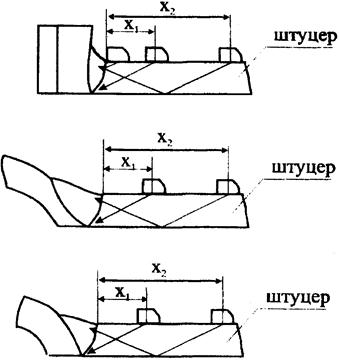
РИС. 2.
а) - схема разметки на секторы;
б) - схемы контроля по секторам:
Б и Г - вверху; А и В - в середине; 1, 3 и 2, 4 - внизу.
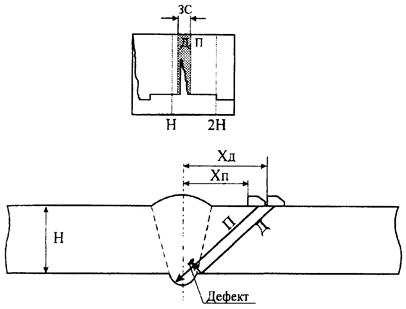
СХЕМЫ ПРОЗВУЧИВАНИЯ СТЫКОВЫХ СВАРНЫХ СОЕДИНЕНИЙ ПРИ КОНТРОЛЕ НА ПОПЕРЕЧНЫЕ ТРЕЩИНЫ
а)
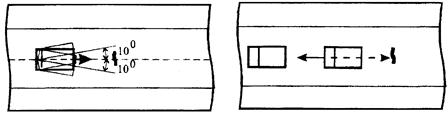
б)
Вид в плане
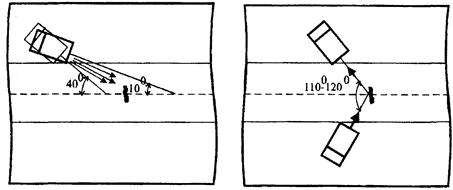
РИС. 3
а) соединения с удаленным усилением
б) соединения с неудаленным усилением
СХЕМА КОНТРОЛЯ ГОЛОВНЫМИ ВОЛНАМИ
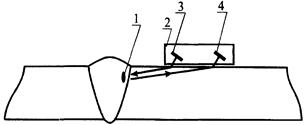
РИС. 4
1. Дефект под усилением шва
2. PC ПЭП головных волн типа ИЦ-61
3. Излучающий пьезоэлемент
4. Приемный пьезоэлемент
СХЕМА КОНТРОЛЯ МЕТОДОМ «КОРНЕВОЙ ТАНДЕМ»
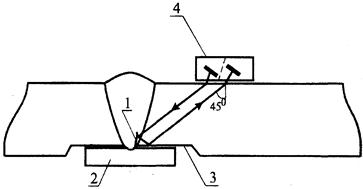
РИС. 5
1. Корневая трещина
2. Подкладное кольцо
3. Внутренняя расточка
4. PC ПЭП типа ПЦ-45-1,2КТ (угол ввода 45°, частота 1,2 МГц)
СХЕМА КОНТРОЛЯ МЕТОДОМ «ТАНДЕМ»
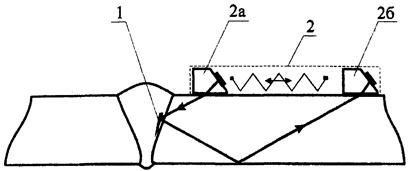
РИС. 6
1. Трещина
2. Сканирующее устройство типа ИЦТ с непрерывно изменяемой габаритной длиной 2а, 2б. Излучающий и приемный ПЭП
СХЕМА КОНТРОЛЯ РС-ПРЕОБРАЗОВАТЕЛЯМИ ХОРДОВОГО ТИПА
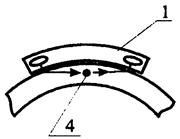
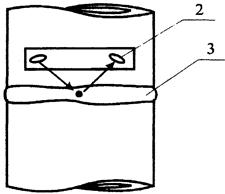
РИС. 7
1. PC ПЭП хордового типа
2. Пьезопластина
3. Сварной шов
4. Дефект
Стрелками показан ход УЗ лучей
4. ПРОВЕДЕНИЕ КОНТРОЛЯ
4.1. ОБЩИЕ ПОЛОЖЕНИЯ
4.1.1. При контроле соблюдают следующую последовательность операций:
- настраивают скорость развертки и глубиномер дефектоскопа;
- устанавливают поисковый, контрольный и браковочный уровни чувствительности, при необходимости настраивают систему ВРЧ;
- выполняют сканирование;
- при появлении эхо-сигнала от возможной несплошности определяют его максимум и производят идентификацию несплошности (выделение полезного сигнала на фоне ложных сигналов);
- определяют предельные значения характеристик несплошностей и сравнивают их с нормативными;
- продолжают сканирование, если эквивалентная площадь несплошности не превышает контрольный уровень, и измеряют и регистрируют характеристики несплошности, если ее эквивалентная площадь равна или превышает контрольный уровень;
- оформляют документацию по результатам контроля.
4.1.2. Настройку дефектоскопа производят совместно с преобразователем, предназначенным для контроля и выбираемым в соответствии с требованиями раздела 3 настоящих ОП.
4.1.3. Если переключатель рабочей частоты дефектоскопа не имеет положения «1,8» и «2,5», то при подключении к такому дефектоскопу преобразователей на указанные частоты выбирают режим максимального согласования, добиваясь максимального эхо-сигнала от любого отражателя варьированием положения переключателя частоты.
4.2. НАСТРОЙКА СКОРОСТИ РАЗВЕРТКИ И ГЛУБИНОМЕРА
4.2.1. Настройка скорости развертки заключается в выборе оптимального масштаба видимой на экране части временной оси (развертки) ЭЛТ. Масштаб должен обеспечивать появление сигналов от возможных дефектов в пределах экрана дефектоскопа (рис. 8). Скорость развертки устанавливают такой, чтобы рабочий участок развертки ЭЛТ занимал большую часть экрана. Горизонтальная ось экрана после настройки является, по существу, выпрямленной траекторией УЗ луча.
ПРИНЦИП НАСТРОЙКИ СКОРОСТИ РАЗВЕРТКИ ДЕФЕКТОСКОПА
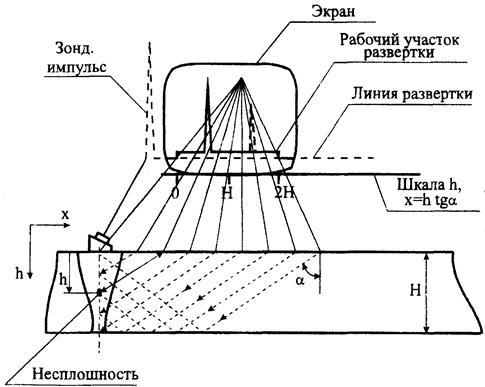
РИС. 8
4.2.2. При работе с дефектоскопом УД2-12 настройку скорости развертки и глубиномера рекомендуется проводить с использованием блока цифровой обработки данных (БЦО). Особенности работы с дефектоскопом УД2-12 изложены в методиках, указанных в Приложении 2, поз. 17.
4.2.3. Настройку скорости развертки без настройки глубиномера производят по отражателям в СОП в тех случаях, когда методикой не предусмотрено измерение координат несплошностей и использование АРД-диаграмм или таблиц поправочных коэффициентов для оценки ее эквивалентной площади. В таких случаях СОП должен иметь отражатели, располагающиеся на расстояниях, равных расстояниям до минимально и максимально удаленных возможных несплошностей.
4.2.4. Для настройки скорости развертки допускается использовать СО или СОП с плоскими угловыми, цилиндрическими отражателями и отверстиями с плоским дном (рис. 9).
4.2.5. С целью исключения ошибок в настройке скорости развертки дефектоскопа, связанных с различием толщины (даже в пределах допуска на изготовление) и скорости ультразвука в образце и сварном соединении, а также в случаях, когда толщина сварного соединения точно не известна, рекомендуется проводить настройку без использования образцов непосредственно на контролируемом сварном соединении. Для этого рекомендуются методические приемы, показанные на рис. 10.
4.2.5.1. Левую границу рабочего участка развертки (глубина залегания дефекта h = 0 мм) устанавливают по положению на экране максимального сигнала, прошедшего через сдвоенные призмы двух идентичных ПЭП, одним из которых будут производить контроль. При этом ПЭП должны подключаться к дефектоскопу по раздельной схеме (рис. 10а, слева). Можно подключить к дефектоскопу только один ПЭП из пары. В этом случае, началу рабочего участка h = 0 соответствует точка на развертке, лежащая строго посередине между зондирующим и отраженным сигналами (рис. 10а, справа).
Левую границу рабочего участка развертки можно установить по максимальному эхо-сигналу от ребра двугранного угла любого образца (пластины), как показано на рис. 10б. При этом ребро должно быть ориентировано перпендикулярно длинной стороне контактной поверхности ПЭП;
4.2.5.2. Для установления правой границы рабочего участка те же ПЭП нужно подключить по раздельной схеме, развернуть навстречу друг другу, установить в одной плоскости на контролируемом изделии в околошовной зоне и разводить до момента получения максимального сигнала. Сигналы А1 и А2 (рис. 10в) соответствуют правой границе рабочего участка развертки при контроле прямым и однажды отраженными лучами соответственно.
ОТРАЖАТЕЛИ В СОП, ДОПУСКАЕМЫЕ К ПРИМЕНЕНИЮ ПРИ КОНТРОЛЕ ПО НАСТОЯЩЕМУ НТД
|
а-1). |
а-2). |
а-3). |
в). |
|
|
|
б-1).
|
|
|
г). |
д). |
б-2). |
Типы отражателей. |
|
|
|
|
а). Плоские угловые: 1 - зарубка; 2 - паз; 3 - двугранный угол. б). Дисковый (плоскодонное отверстие). 1 - для наклонных ПЭП; 2 - для прямых ПЭП. в). Цилиндрический боковой. г). Цилиндрический угловой. д). Вогнутая цилиндри-ческая поверхность. |




Стрелками показано направление УЗ луча.
МЕТОДИЧЕСКИЕ ПРИМЕРЫ НАСТРОЙКИ ЛЕВОЙ (а, б) И ПРАВОЙ (в) ГРАНИЦ РАБОЧЕГО УЧАСТКА РАЗВЕРТКИ БЕЗ ИСПОЛЬЗОВАНИЯ ОБРАЗЦОВ НА КОНТРОЛИРУЕМОМ СВАРНОМ СОЕДИНЕНИИ
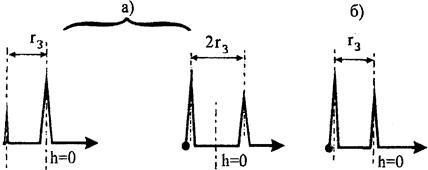
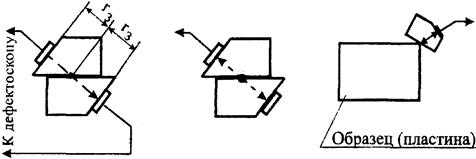
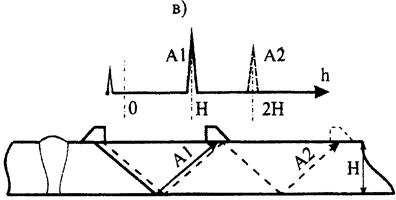
РИС. 10
h - глубина залегания отражателя;
r3 - длина акустической задержки (средний путь ультразвука в призме ПЭП);
А - амплитуда сигнала.
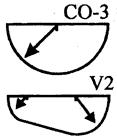
4.2.6. Допускается производить настройку скорости развертки по СО-3, V-1 или V-2, используя серию донных сигналов от вогнутой цилиндрической поверхности образца, если скорости поперечных волн в металле образца и сварного соединения отличаются не более чем на 1,0 %.
4.2.7. Допускается настраивать скорость развертки и глубиномер способом совмещения координатных шкал наклонных и прямых преобразователей2. Методика настройки этим способом состоит в следующем:
- прямым ПЭП получают серию донных сигналов в околошовной зоне;
- по совмещенным шкалам определяют порядковый номер донного сигнала, соответствующего левой и правой границам рабочего участка развертки для наклонного ПЭП.
Этот способ реализуется, в методике, указанной в Приложении 2, поз. 10.
2 Способ основан на однозначной и стабильной связи между скоростями поперечных и продольных волн для стали.
4.2.8. При работе с АРД-диаграммами или АРД-шкалами настройку дефектоскопа производят в соответствии с РД 34.10.133-97 (поз. 14 Приложения 2).
(Измененная редакция, Изм. № 1)
4.2.9. При контроле сварных соединений толщиной более 100 мм настройку глубиномера следует проводить с учетом затухания ультразвука по образцам из контролируемого материала или на самом контролируемом изделии.
4.2.10. Для преобразователей с углом ввода более 60 град. настройку дефектоскопа и измерение фактического угла ввода следует проводить при температуре окружающей среды на месте контроля. При различии температур следует учитывать поправку, которую для призмы из оргстекла определяют по графику на рис. 11.
4.2.11. При настройке и измерении фактического угла ввода по СО-2 следует иметь ввиду следующее. При приближении ПЭП к отверстию диаметром 6 мм в СО-2 в огибающий эхо-сигналов наблюдаются два максимума.
Во избежание ошибок, измерение угла ввода по СО-2, измерение координат несплошностей и амплитуды эхо-сигнала от него (при работе с АРД-диаграммами) следует производить при положении ПЭП, соответствующему первому максимуму эхо-сигнала.
ЗАВИСИМОСТЬ ФАКТИЧЕСКОГО УГЛА ВВОДА ОТ ТЕМПЕРАТУРЫ ДЛЯ ПРЕОБРАЗОВАТЕЛЕЙ С ПРИЗМОЙ ИЗ ПЛЕКСИГЛАСА

РИС. 11
Номинальные углы ввода:
a = 50° - 51° - кривая 1;
a = 60° - кривая 2;
a = 65° - кривая 3;
a = 70° - кривая 4.
4.3. НАСТРОЙКА ЧУВСТВИТЕЛЬНОСТИ
4.3.1. Настройку чувствительности проводят с целью обеспечения надежной фиксации сигналов от несплошностей, подлежащих регистрации в данном сварном соединении по амплитуде эхо-сигналов (эквивалентной площади).
4.3.2. При настройке устанавливают следующие уровни чувствительности (типовая схема настройки показана на рис. 12):
4.3.2.1. Браковочный - уровень чувствительности, на котором проводится оценка допустимости обнаруженной несплошности по амплитуде отраженного сигнала. Браковочный уровень (максимально допустимая эквивалентная площадь) определяется действующими правилами контроля.
4.3.2.2. Контрольный (уровень фиксации) - уровень чувствительности, на котором проводят фиксацию несплошностей, подлежащих регистрации и дальнейшей оценке по протяженности, высоте, удельному количеству, форме и ориентации.
Контрольный уровень ниже браковочного на 6 дБ, если руководящими НТД не оговорено иное.
4.3.2.3. Поисковый - уровень чувствительности, на котором проводят поиск дефектов путем сканирования сварного соединения по заданной траектории.
Поисковый уровень ниже браковочного минимум на 12 дБ.
В процессе поиска дефектов браковочный и контрольный уровни чувствительности имеют одно значение, устанавливаемое для максимально возможной глубины залегания несплошностей. При оценке обнаруженной несплошности браковочный и контрольный уровни устанавливают для каждой несплошности в отдельности в зависимости от глубины ее залегания, если контроль производится без использования ВРЧ. Поисковый уровень допускается устанавливать единым для всего контролируемого объема по максимальной глубине залегания возможной несплошности.
4.3.2.4. Опорный - уровень чувствительности, устанавливаемый по сигналу от выбранного отражателя в СО или СОП.
ТИПОВАЯ СХЕМА УСТАНОВКИ УРОВНЕЙ ЧУВСТВИТЕЛЬНОСТИ НА ЭКРАНЕ ДЕФЕКТОСКОПА
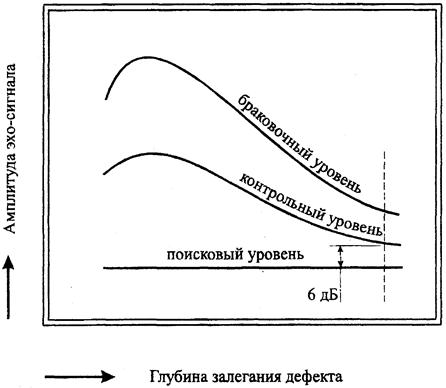
РИС. 12
Пунктирной линией обозначена максимально возможная глубина залегания дефектов
4.3.3. Установить в качестве основного метод настройки чувствительности по АРД-диаграммам (шкалам, таблицам), независимо от толщины изделия, с опорным сигналом от вогнутой цилиндрической поверхности. АРД-диаграммы для конкретного типа ПЭП должны обеспечивать точность настройки чувствительности не хуже ±2 дБ от номинального значения, что гарантируется изготовителем ПЭП либо метрологическими службами. Качество АРД-диаграмм удостоверяется подлинной печатью предприятия-гаранта на контрольном экземпляре либо содержащем их документе.
Использование АРД-диаграмм, контрольный экземпляр которых (документ) не удостоверен подлинной печатью предприятия-гаранта, не допускается.
4.3.4. Настройка чувствительности при контроле сварных соединений.
(Измененная редакция, Изм. № 1)
4.3.4.1. Основной метод настройки - по эхо-сигналу от вогнутой цилиндрической поверхности образца V-2 (V-1, СО-3) и АРД-диаграммам по РД 34.10.133-97 (поз. 14 Приложения 2). Допускается настройка по специальной методике Приложения 2, поз. 12б.
(Измененная редакция, Изм. № 1)
4.3.4.2. Допускается настраивать чувствительность по двугранному углу, цилиндрическому боковому отверстию, угловым отражателям, сегменту, вогнутой цилиндрической поверхности при условии воспроизведения нормативного уровня чувствительности контроля с погрешностью не более ±1 дБ. Разница между сигналом от используемого отражателя и нормативным уровнем чувствительности должна быть указана в ПТД.
(Измененная редакция, Изм. № 1)
4.3.4.3. Чувствительность контроля PC ПЭП хордового типа настраивают в соответствии с методикой, указанной в Приложении 2, поз. 8, 9.
(Измененная редакция, Изм. № 1)
4.3.4.4. При настройке чувствительности следует учитывать разницу в шероховатости и волнистости поверхности образца и поверхности зоны сканирования сварного соединения путем введения поправки к установленному по образцу уровню чувствительности. Величины поправок для основных используемых в настоящих ОП ПЭП приведены в таблице 4. Измерение фактической шероховатости и волнистости проводят по Методике, указанной в Приложении 2, поз. 1.
(Измененная редакция, Изм. № 1)
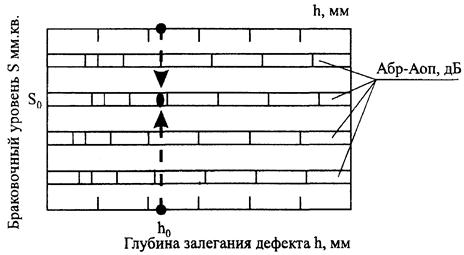
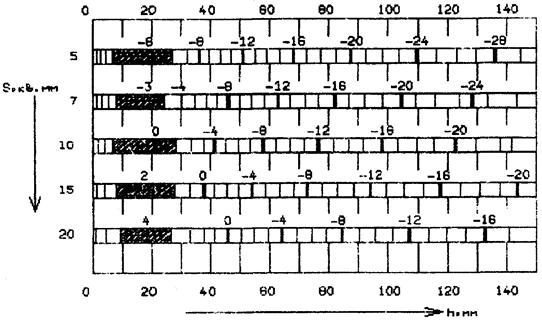
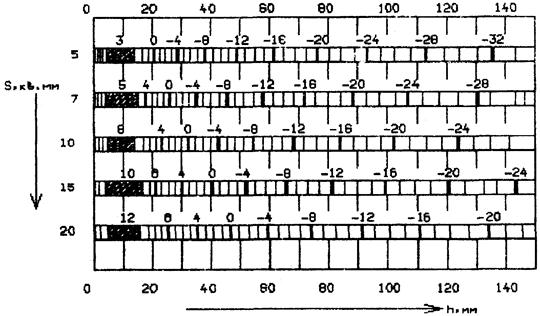
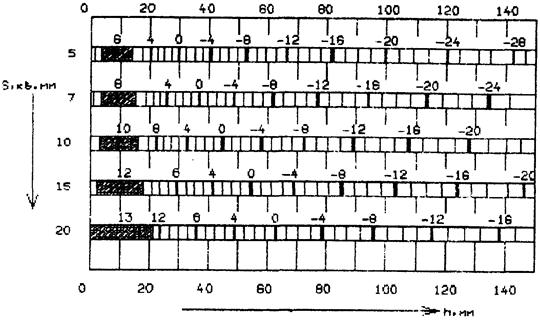
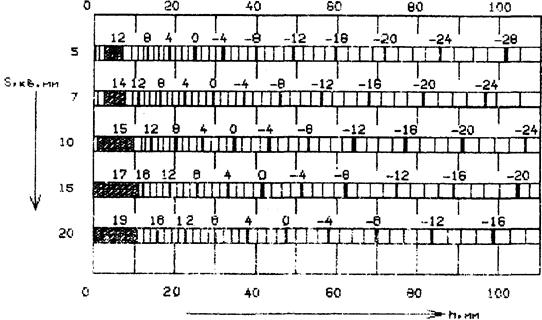
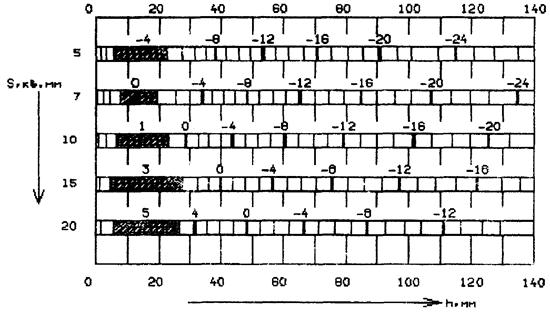
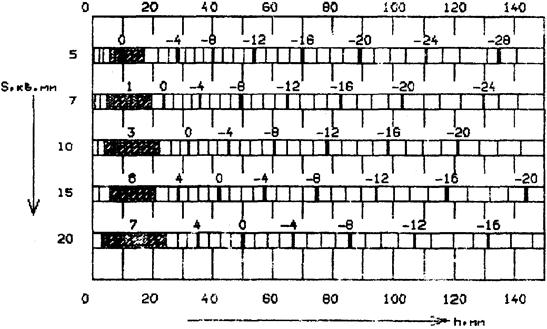
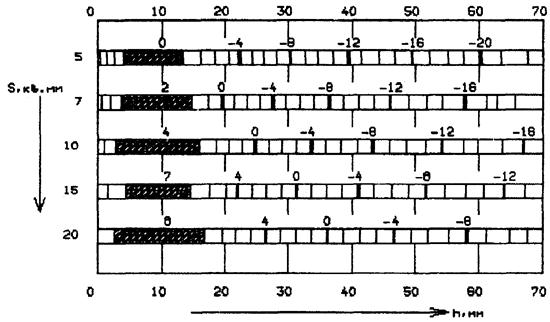
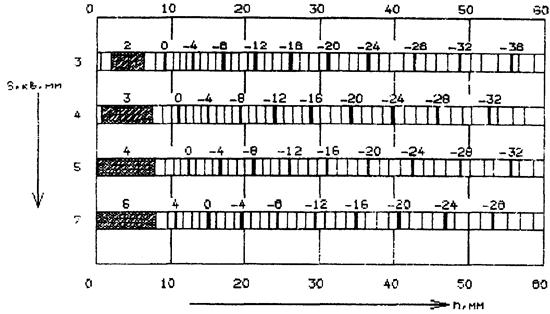
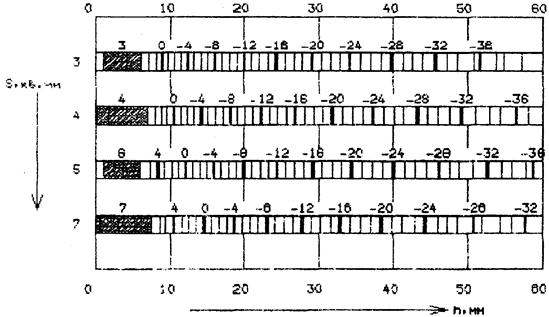
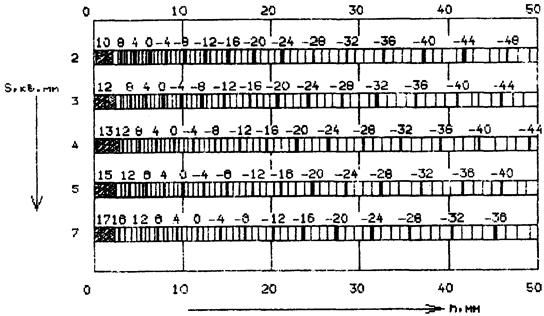
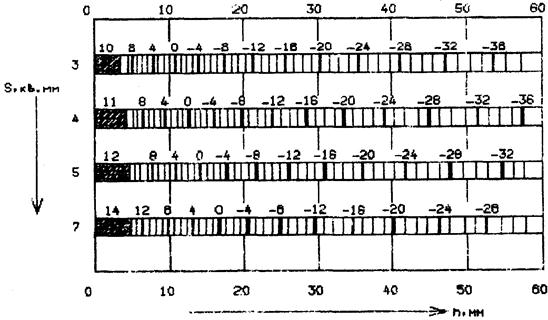
4.3.4.5. Значения разности (в децибелах) между браковочным уровнем чувствительности S и опорным сигналом, полученным на образце СО-2, представлены в Приложении 5 в виде графических таблиц (АРД-шкал) для ПЭП типов ИЦ, ПНЦ, ПРИЗ-Д5 и ПРИЗ-Д6.
При работе с АРД-шкалами по Приложению 5 с использованием образцов СО-3, V-1, V-2, чувствительность относительно установленной по образцу СО-2 корректируют на величину DА, указанную в табл. 16, Приложения 5.
(Измененная редакция, Изм. № 1)
4.3.4.6. Допускается настройку и контроль проводить по накладываемым на экран АРД-диаграммам (накладные АРД-шкалы). Пример такой шкалы показан на рис. 15. Настройка скорости развертки и чувствительности производится одновременно по образцу с вогнутой цилиндрической поверхностью (типа СО-3) путем установки 1 и 2 донных эхо-сигналов под реперные риски 4 и реперную точку 2 и увеличение чувствительности на число децибел по табл. 3 на рис. 15.
Полная Методика указана в Приложении 2, поз. 13.
(Измененная редакция, Изм. № 1)
4.3.4.7. При контроле сварных соединений по схеме «тандем» установление браковочного уровня и оценку эквивалентного диаметра (площади) обнаруженной несплошности производят с помощью специальной АРДТ-диаграммы относительно опорного сигнала, получаемого непосредственно на изделии развернутыми навстречу преобразователями. Рабочую зону развертки устанавливают путем стробирования опорного сигнала, поскольку положение на развертке сигнала от несплошности соответствует положению опорного сигнала независимо от глубины залегания несплошности. Контроль проводят по методике, указанной в Приложении 2, поз. 6.
4.3.5. (Исключен, Изм. № 1)
4.3.6. Допускается проводить настройку чувствительности по СОП (а не по СО) в случаях при контроле в ближней зоне преобразователя и при контроле притертыми преобразователями.
(Измененная редакция, Изм. № 1)
4.3.7. Настройку чувствительности проводят в следующей последовательности:
4.3.7.1. Устанавливают опорный уровень чувствительности по заданному в ПТД (карте контроля, техпроцессу) отражателю и образцу (СО или СОП).
4.3.7.2. Устанавливают браковочный и контрольный уровни чувствительности для максимально удаленной от преобразователя одиночной несплошности с максимально допустимой эквивалентной площадью.
4.3.7.3. Оценивают и вводят поправку на шероховатость и волнистость поверхности контролируемого изделия.
4.3.7.4. (Исключен, Изм. № 1)
4.3.7.5. Устанавливают поисковый уровень чувствительности.
4.3.8. Настройка чувствительности с использованием ВРЧ.
4.3.8.1. Контроль с использованием ВРЧ допускается для дефектоскопов, обеспечивающих выравнивание эхо-сигналов от равновеликих отражателей в зоне контроля с точностью ±2,0 дБ.
(Измененная редакция, Изм. № 1)
4.3.8.2. Для установки браковочного уровня чувствительности:
- настраивают систему ВРЧ по специальным Методикам (поз. 14, 17, 24, Приложение 2);
- устанавливают преобразователь на СО-2 и находят максимум амплитуды эхо-сигнала от отверстия Æ 6 мм - опорный уровень;
- подводят вершину эхо-сигнала под среднюю горизонтальную линию экрана - стандартный уровень;
- увеличивают чувствительность дефектоскопа на величину DА, указанную в табл. 5 для выбранного преобразователя и максимально допустимой эквивалентной площади S дефекта. Для нормативных значений S и преобразователей, не указанных в табл. 5 величину DА определяют экспериментально или по АРД-диаграммам.
(Измененная редакция, Изм. № 1)
Таблица 5
Разность DА между браковочным S и опорным (по СО-2) уровнями чувствительности при контроле с использованием ВРЧ
|
Номинальные параметры ПЭП |
DА (дБ) при S (мм2) |
||||||
|
Частота, МГц |
Угол ввода, град. |
3,5 |
5 |
7 |
10 |
15 |
|
|
ПРИЗ-Д5 |
1,8 |
40 |
- |
14 |
11 |
8 |
5 |
|
ПРИЗ-Д5 |
1,8 |
50 |
- |
16 |
13 |
10 |
7 |
|
ПРИЗ-Д5 |
1,8 |
65 |
- |
17 |
14 |
11 |
8 |
|
ПРИЗ-Д5 |
2,5 |
50 |
14 |
11 |
8 |
5 |
- |
|
ПРИЗ-Д5 |
2,5 |
65 |
15 |
12 |
9 |
6 |
- |
|
ИЦ, ПНЦ |
1,8 |
40 |
- |
17 |
14 |
10 |
8 |
|
ИЦ, ПНЦ |
1,8 |
50 |
- |
16 |
13 |
10 |
7 |
|
ИЦ, ПНЦ |
1,8 |
65 |
- |
14 |
10 |
7 |
4 |
|
ИЦ, ПНЦ |
2,5 |
50 |
15 |
12 |
9 |
7 |
- |
|
иц, пнц |
2,5 |
65 |
16 |
13 |
10 |
8 |
- |
4.3.8.3. При контроле с использованием ВРЧ следует учитывать влияние шероховатости и волнистости поверхности сканирования, как указано в п. 4.3.5.3.
4.4. СКАНИРОВАНИЕ
4.4.1. Контроль проводят контактным способом, перемещая преобразователь по поверхности изделия вручную. Допускается использовать сканирующие устройства при условии обеспечения надежного акустического контакта.
4.4.2. Контроль сварных соединений проводят путем сканирования (перемещения) наклонного ПЭП по поверхности сваренных элементов в направлениях и в пределах зон, определяемых номинальной толщиной сваренных элементов и ориентацией предполагаемой несплошности.
4.4.3. Сканирование с целью обнаружения несплошностей, ориентированных вдоль шва (продольных дефектов), проводят путем возвратно-поступательного перемещения наклонного ПЭП в направлении поперек шва от шва и к шву с последовательным смещением вдоль периметра шва на шаг, не превышающий половину диаметра (ширины) пьезоэлемента, как показано на рис. 17.
Максимальное удаление ПЭП от оси шва Хмах определяют по соответствующему СОП или расчетным путем, исходя из максимально удаленной от ПЭП возможной несплошности.
Поперечное сканирование (см. рис. 17) при контроле за один проход выполняют последовательным перемещением ПЭП от ближайшего края усиления или от противоположной границы шва (при удаленном усилении) до точки максимального расчетного удаления и обратно. Каждое перемещение выполняется трижды: один раз при положении ПЭП перпендикулярно шву и два раза - с поворотом (покачиванием) вокруг точки ввода соответственно влево и вправо на 10 - 15 градусов при тщательном соблюдении шага сканирования.
4.4.4. Сканирование с целью обнаружения несплошностей, ориентированных поперек шва (поперечных дефектов), проводят по поверхности наплавленного металла шва при удаленном заподлицо с поверхностью основного металла усилении шва. Сканирование производят в двух взаимно противоположных направлениях вдоль шва со смещением шагами Dп/2 (см. рис. 3).
4.4.5. При контроле по схеме «тандем» (рис. 6) рекомендуется использовать сканирующее устройство, обеспечивающее в любой момент времени соблюдение условия Х1 + Х2 = const, где X1 и Х2 - расстояния переднего и заднего ПЭП от контролируемого сечения. Это условие выполняется в методике, указанной в Приложении 2, поз. 6, с помощью устройства «ИЦТ». Допускается дискретное сканирование с шагами по толщине шва, обеспечивающими «перекрышу» по чувствительности соседних слоев шва не менее 2 дБ.
4.4.6. При контроле ПЭП головных волн (см. рис. 4) сканирование производится в околошовной зоне шириной не более ширины усиления шва.
4.4.7. При контроле ПЭП хордового типа (см. рис. 7) сканирование производится перемещением ПЭП только вдоль шва на фиксированном расстоянии от него.
4.4.8. Контроль прямым ПЭП проводят сплошным сканированием по всей площади наружной поверхности наплавленного металла при удаленном усилении шва.
4.4.9. В процессе сканирования необходимо следить за наличием контактной смазки и сохранением акустического контакта за счет постоянного усилия прижатия ПЭП к поверхности изделия. Допускается применение насадок на ПЭП, стабилизирующих положение преобразователя на изделии.
4.4.10. Скорость линейного перемещения ПЭП при сканировании не должна превышать 100 мм/сек.
СХЕМА ПОПЕРЕЧНОГО СКАНИРОВАНИЯ
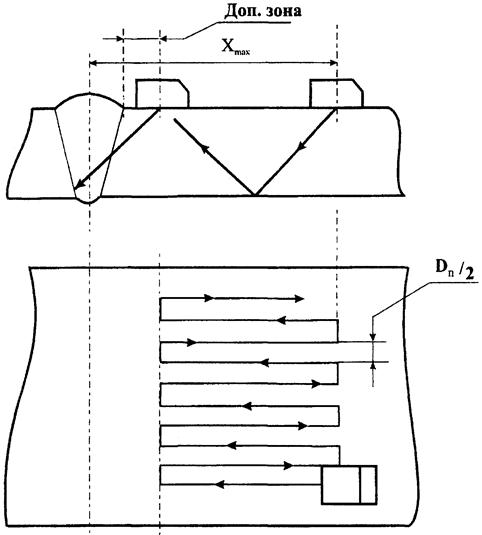
Dп - диаметр (ширина) пьезоэлемента
Доп. зона - околошовная зона основного металла, дефекты в которой оцениваются по нормам для швов. (см. табл.1).
4.5. ОБНАРУЖЕНИЕ И ИЗМЕРЕНИЕ ХАРАКТЕРИСТИК НЕСПЛОШНОСТЕЙ
4.5.1. При появлении на рабочем участке развертки ЭЛТ дефектоскопа общего назначения эхо-сигналов с амплитудой равной или более контрольного уровня следует убедиться, что эхо-сигнал принадлежит несплошности, а не постороннему («ложному») отражателю. Источниками ложных сигналов могут быть неровности усиления (выпуклости) корневой части шва, подкладка, проточка, конструктивный зазор, смещение кромок, реверберационные шумы и другие помехи. Некоторые методики идентификации «ложных» сигналов приведены в Приложении 6.
4.5.2. При обнаружении несплошностей с амплитудой эхо-сигнала равной или большей контрольного уровня, определяют следующие характеристики:
- координаты отражателя;
- максимальную амплитуду эхо-сигнала и/или максимальную эквивалентную площадь;
- условную протяженность вдоль продольной оси сварного шва;
- количество несплошностей на участке шва длиной 100 мм;
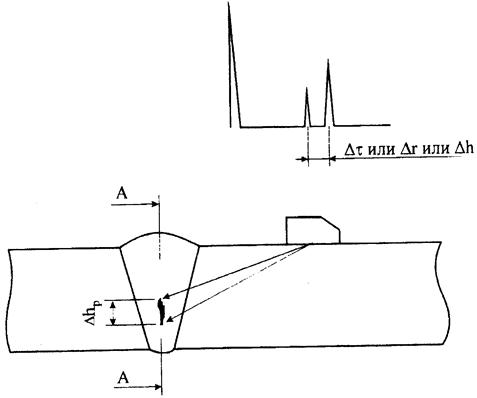
4.5.3. Координаты h и х (рис. 18) определяют прямым отсчетом по глубиномеру или калиброванной шкале развертки дефектоскопа. При контроле сварных соединений толщиной до 10 мм допускается определять координаты, исходя из пропорциональных соотношений с длительностью рабочей зоны (строб-импульса) на экране дефектоскопа.
4.5.4. Координату L (рис. 18) определяют как место расположения несплошности по периметру шва относительно принятого начала отсчета.
Примечание: при контроле прямым лучом глубину залегания несплошности измеряют как расстояние по вертикали от наружной поверхности, а при контроле однократно отраженным лучом - как сумму толщины стенки и расстояния по вертикали от внутренней поверхности соединения до несплошности.
4.5.6. Амплитуду эхо-сигнала измеряют по показаниям аттенюатора дефектоскопа при высоте эхо-сигнала на стандартном уровне шкалы экрана.
4.5.7. Оценку максимальной эквивалентной площади несплошности проводят для максимального эхо-сигнала независимо от направления прозвучивания, при котором он получен, по образцам, АРД- шкалам, или расчетным путем по принятому опорному сигналу.
4.5.8. Условную протяженность DL измеряют (рис. 19) как расстояние между крайними положениями ПЭП при перемещении его вдоль оси шва. Крайними положениями преобразователя считают те, при которых амплитуда эхо-сигнала уменьшается на 6 дБ от браковочного уровня, т.е. измерение производится на контрольном уровне чувствительности.
СХЕМА ИЗМЕРЕНИЯ КООРДИНАТ НЕСПЛОШНОСТИ
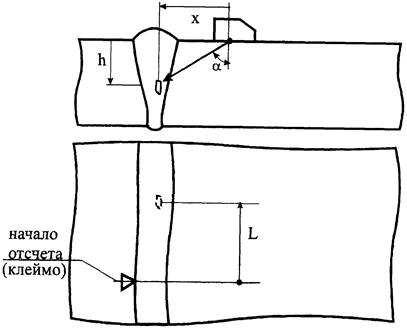
РИС. 18
СХЕМА ИЗМЕРЕНИЯ УСЛОВНОЙ ПРОТЯЖЕННОСТИ
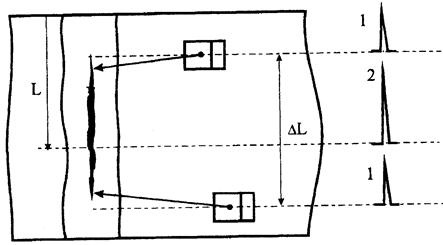
РИС. 19
1 - Контрольный уровень чувствительности
2 - Максимальный сигнал
4.5.9. Если несплошность обнаруживают прямым c однажды отраженным лучом, то оценку DL производят по результатам контроля прямым лучом.
При контроле кольцевых сварных соединений трубных элементов условную протяженность DL определяют по измеренному значению DLизм условной протяженности из формулы:
![]() ,
,
где D - наружный диаметр трубного элемента, h - глубина залегания несплошности.
4.5.10. Несплошности в количестве двух и более учитываются раздельно (разрешаются), если эхо-сигналы от них, наблюдаемые на экране дефектоскопа последовательно при перемещении ПЭП или одновременно, разделяются на линии развертки при контрольном уровне чувствительности. Если это условие не выполняется, считают, что обнаружена одна несплошность.
4.5.11. Расстояние между двумя отдельными залегающими на одной глубине несплошностями определяют как расстояние между двумя ближайшими положениями ПЭП на контрольном уровне чувствительности.
4.5.12. С целью получения дополнительной информации о размере, форме или ориентации дефекта следует использовать:
- условную высоту дефекта, измеряемую на контрольном уровне чувствительности (рис. 20) при перемещении ПЭП поперек шва;
- измеряемые характеристики по ГОСТ 14782-86, п. 4.1.7.;
- идентификационные признаки и методики их измерения, приведенные в Приложении 2, поз. 18, 19 и в Приложении 7;
- методы и приборы визуализации дефектов.
- относительная погрешность (среднее квадратичное отклонение) измерения амплитуд эхо-сигналов ±2 дБ;
- относительная погрешность (среднее квадратичное отклонение) измерения эквивалентной площади ± 20 %,
- абсолютная погрешность (среднее квадратичное отклонение) измерения условной протяженности ±5 мм.
ИЗМЕРЕНИЕ УСЛОВНОЙ ВЫСОТЫ Dh = h2 - h1
а)
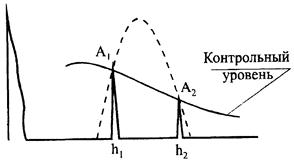
б)
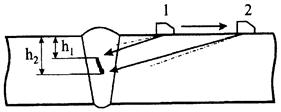
РИС. 20
а - картина на экране.
б - схема измерений.
Al, A2 - амплитуда эхо-сигналов в крайних положениях 1, 2 ПЭП.
Штрих-пунктиром на рис. б показано положение центрального луча УЗ пучка.
5. ОЦЕНКА РЕЗУЛЬТАТОВ КОНТРОЛЯ
5.1. Результаты контроля оценивают с точки зрения соответствия измеренных характеристик максимально допустимым значениям тех же характеристик по действующим для контролируемого сварного соединения нормам. По тем же нормам оценивают качество околошовной зоны, размеры которой указаны в табл. 1
5.2. Нормативы качества по результатам УЗК определяются действующей на момент проведения контроля руководящей нормативно-технической документацией (РД, ПКД, ТУ, ПК).
Если специальные нормативы для конкретного контролируемого сварного узла отсутствуют, допускается руководствоваться нормами РД 34.15.027-93 (PTM-lc-93), приведенными в Приложении 8.
5.3. Качество сварных соединений оценивают по двухбалльной системе:
- балл 1 - неудовлетворительное качество:
- балл 2 - удовлетворительное качество:
5.3.1. Баллом 1 оценивают сварные соединения с несплошностями, измеренные характеристики или количество которых превышают максимально допустимые значения по действующим нормам.
5.3.2. Баллом 2 оценивают сварные соединения с несплошностями, измеренные характеристики или количество которых не превышают установленных норм. При этом сварные соединения считают ограниченно годными (балл 2а), если в них обнаружены несплошности с
![]()
![]()
![]()
и абсолютно годными (балл 2б), если в них не обнаружены несплошности с А ³ Ак.
где А - измеренная амплитуда эхо-сигнала от несплошности;
Ак и Абр - амплитуды контрольного и браковочного уровней чувствительности на глубине залегания несплошности (см. рис. 12);
DL и DL0 - измеренная условная протяженность несплошности и ее предельно допустимое значение;
n и n0 -
измеренное количество несплошностей с ![]() и
и ![]() на единицу длины сварного соединения
(удельное количество) и предельно допустимое количество.
на единицу длины сварного соединения
(удельное количество) и предельно допустимое количество.
5.4. В качестве основных браковочных критериев используют амплитуду эхо-сигнала, условную протяженность, удельное (на единицу длины шва) и суммарное количество дефектов.
5.5. Классификацию несплошностей на компактные (точечные) и протяженные производят по Методике, изложенной в Приложении 9.
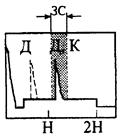
5.6. Несплошность считают поперечной (тип «Т» по ГОСТ 14782), если амплитуда эхо-сигнала от нее при озвучивании наклонным совмещенным ПЭП вдоль шва (независимо от условной протяженности) Aпоп не менее, чем на 9 дБ больше, чем при озвучивании поперек шва Апрод (рис. 21). При этом рассматриваются только эхо-сигналы с амплитудой, равной или большей контрольного уровня чувствительности Ак для глубины залегания данной несплошности.
Если разница амплитуд эхо-сигналов в указанных направлениях озвучивания меньше 9 дБ, несплошность считают продольной.
При измерении ориентации несплошности усиление шва в месте измерений должно быть удалено и заглажено заподлицо с основным металлом.
5.7. Несплошность считают или объемной или плоскостной в зависимости от измеренных значений идентификационных характеристик (признаков) по ГОСТ 14782-86, п. 4.1.7. Идентификационные признаки измеряют по Методикам ручного контроля, указанным в Приложении 2 (поз. 18) и Приложении 7.
Идентификацию формы несплошности допускается проводить с помощью дефектоскопов с визуализацией дефектов.
5.8. (Исключен, Изм. № 1)
5.9. При контроле сварных соединений с проточкой под подкладное кольцо оценку дефектов проводят для номинальной толщины сваренных элементов (в зоне проточки).
5.10. При экспертном или дублирующем контроле результаты контроля двумя дефектоскопистами следует считать сопоставимыми, если эквивалентные площади одной и той же несплошности отличаются не более, чем в 1,4 раза (3 дБ).
К ОПРЕДЕЛЕНИЮ ПОПЕРЕЧНОЙ НЕСПЛОШНОСТИ ПРИ КОНТРОЛЕ СОВМЕЩЕННЫМ ПЭП
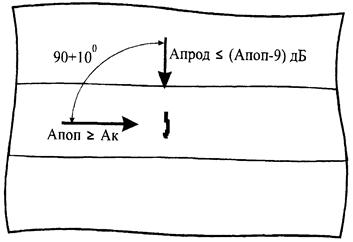
РИС. 21
Ак - амплитуда контрольного уровня чувствительности, соответствующего значению минимально фиксируемой эквивалентной площади по действующим нормам оценки качества.
Стрелками обозначены направления прозвучивания.
5.11. Рекламации предприятия-заказчика должны быть основаны на данных контроля с учетом погрешностей по п. 4.5.13. При этом окончательная оценка эквивалентной площади несплошности проводится по АРД-диаграммам (АРД-шкалам).
6. ОФОРМЛЕНИЕ РЕЗУЛЬТАТОВ КОНТРОЛЯ
6.1. Результаты контроля каждого сварного соединения должны быть зарегистрированы в журналах контроля и заключениях (протоколах).
6.2. Журнал является первичным документом, в котором регистрируют полные данные контроля. Сведения в журнал заносит дефектоскопист, выполнявший контроль.
Заключение является приемо-сдаточным документом. Его составляют как на одно, так и на группу сварных соединений контролируемого объекта.
6.3. В журналах и заключениях фиксируют сведения о всех несплошностях с амплитудой эхо-сигнала равной или большей контрольного уровня чувствительности.
Рекомендуется заносить в журнал также сведения о замеченных индикациях с амплитудой меньше контрольного уровня. Выбор существенных индикаций, их фиксацию и регистрацию дефектоскопист производит по собственному усмотрению.
6.4. В журналах и заключениях должны быть отражены следующие обязательные сведения:
- номер и дата записи в журнале контроля;
- номер и дата заключения;
- индекс (номер) шва по чертежу, формуляру;
- диаметр и толщина сварного соединения;
- тип дефектоскопа и его заводской или инвентарный номер;
- тип ПЭП, частота и угол ввода, учетный номер;
- НТД, регламентирующая нормы оценки качества, и количественные значения норм;
- описание каждой из зафиксированных несплошностей;
- количество несплошностей на любых 100 мм шва;
- оценка результатов контроля;
- сведения о ремонте и повторном контроле (в журнале);
- фамилия и подпись дефектоскописта;
- фамилия и подпись лица, ответственного за оформление документации.
6.5. Если на контролируемое сварное соединение имеется карта контроля, то вместо сведений о сварном соединении и параметрах контроля допускается указывать учетный номер карты контроля.
6.6. В заключениях и журналах оценка результатов контроля (оценка качества) оформляется записью:
- «неудовлетворительно» - при оценке баллом 1.
- «удовлетворительно» - при оценке баллом 2.
При отсутствии несплошностей, подлежащих фиксации (оценка балл 2б), в графе «Сведения о несплошностях» делают отметку «Дефектов не зафиксировано».
6.7. Для сокращенной записи следует использовать буквенно-цифровую форму записи результатов контроля согласно требований Приложения 10.
6.8. Формы журналов и заключений устанавливает предприятие, проводившее контроль.
6.9. Журнал должен быть прошнурован, иметь сквозную нумерацию страниц и скреплен подписью лица, ответственного за оформление документации. Исправления должны быть завизированы лицом, внесшим исправления.
6.10. Правильность оформления журналов и заключений контролирует лицо не ниже II уровня квалификации, ответственное за оформление документации.
6.11. Журналы и карты контроля должны храниться на предприятии, проводившем контроль, не менее 10 лет.
Заключения по результатам периодического контроля в процессе эксплуатации хранят в течении всего срока эксплуатации оборудования.
7. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
7.1. При эксплуатации ультразвуковых дефектоскопов должны выполняться требования безопасности и производственной санитарии Правил технической эксплуатации электроустановок потребителей и Правил техники безопасности при эксплуатации электроустановок потребителей Госгортехнадзора России.
7.2. Организация участка контроля должна отвечать требованиям "Санитарных норм проектирования промышленных предприятий СН 245-71 и ГОСТ 12.1.001.
7.4. Применение эпоксидных смол должно выполняться с соблюдением требований «Санитарных правил при работе с эпоксидными смолами № 348-60» Минздрава СССР.
7.5. При организации и проведении работ по ультразвуковому контролю должны выполняться требования «Типовых правил пожарной безопасности для промышленных предприятий» ГУПО МВД СССР.
7.6. Лица, участвующие в выполнении контроля, должны знать и выполнять общие правила техники безопасности, установленные для работников цехов и участков, в которых проводят контроль.
7.7. Перед допуском к проведению контроля все лица, участвующие в его выполнении, должны пройти соответствующий инструктаж по технике безопасности с регистрацией в специальном журнале.
Инструктаж следует проводить периодически в сроки, установленные приказом по предприятию (организации).
7.8. В случае выполнения контроля на высоте, в стесненных условиях, а также внутри сосудов, дефектоскописты и обслуживающий персонал должны пройти дополнительный инструктаж по технике безопасности согласно положению, действующем на предприятии (организации).
7.9. Дефектоскописты должны быть обеспечены головными уборами и спецодеждой, не стесняющей движения.
7.10. Ультразвуковой контроль, как правило, должен выполняться звеном из двух дефектоскопистов.
7.11. При работе с использованием сети переменного тока рабочие места должны быть обеспечены розетками, а дефектоскопы должны иметь заземление.
Подключение и отключение дефектоскопов к электрической сети при проведении работ на монтаже и при ремонте тепломеханического оборудования должны выполнять дежурные электрики.
7.12. Проведение контроля внутри сосудов допускается только при автономном питании или с использованием сети переменного тока с напряжением не более 12 В.
7.13. При проведении контроля вблизи мест выполнения сварочных работ зона проведения контроля должна быть ограждена светозащитными экранами.
7.14. При проведении поверочных работ должны соблюдаться требования безопасности по ГОСТ 12.3.019. Освещенность рабочего места поверителя должна соответствовать требованиям санитарных норм СН-245-71.
ПРИЛОЖЕНИЕ 1
справочное
Перечень типоразмеров сварных соединений трубопроводов тепломеханического оборудования
|
Наименование |
Диаметр и толщина стенки трубопроводов, мм |
Марка стали |
|
Поверхности нагрева |
16´2, 29´4, 28´4, 38´4, 60´6, 32´4,5 (5), |
20 |
|
32´6, 38´6, 42´4, 76´10 |
12Х1МФ |
|
|
Трубопроводы и коллекторы в пределах котла |
60´6 (5,5), 76´8, 76´10, 108´4,5, 108´10, 108´12, 108´38, 133´10 (13), 133´17, 159´14, 133´16, 159´18, 194´20, 219´18, 219´36, 325´28, 325´36, 273´20, 277´24, 273´36, 377´16, 426´16 |
20 |
|
133´10, 133´15, 133´16, 133´17, 133´25, 159´16, 159´18, 159´22, 159´30, 168´28, 194´22, 219´36, 145´34, 273´11, 377´16, 325´16, 325´38, 426´20, 426´28, 550´95, 465´20 |
12Х1МФ |
|
|
219´30, 273´45, 273´32, 273´50, 273´63, 325´45, 325´50, 325´60, 426´60, 426´50 |
15Х1МФ |
|
|
Станционные трубопроводы высоких и сверхвысоких параметров |
133´11, 194´16, 219´30, 219´50, 273´25, 377´16, 465´16 (20,22) |
20 |
|
133´14, 194´20, 273´32, 325´40, 377´45 |
15ГС |
|
|
465´56, 630´77, 630´80, 820´22 |
16ГС |
|
|
108´4,5, 159´6, 133´10, 133´16 (16,17), 57´11, 108´22, 159´30, 199´30, 159´18 |
12Х1МФ |
|
|
219´26, 273´32, 328´38 |
15Х1М1Ф |
|
|
159´36, 159´32, 219´45, 245´45, 273´63 |
12Х1МФ |
|
|
325´38, 325´60, 325´70 |
15Х1М1Ф |
|
|
277´11, 377´22, 426´10, 377´50, 377´48, 325´43, 273´61, 273´37, 230´30, 219´32 |
12Х1МФ |
|
|
478´16, 465´27, 465´19, 630´25, 980´40 |
15Х1М1Ф |
|
|
630´35, 630´27,5 |
12Х1МФ |
|
|
530´110 |
15Х1М1Ф |
|
|
465´26, 465´20, 465´17,5, 436´55, 426´16, 377´60, 550´25 |
12Х1МФ |
|
|
Трубопроводы КИПиА |
10´2 |
20 |
ПРИЛОЖЕНИЕ 2
справочное
СПЕЦИАЛИЗИРОВАННЫЕ МЕТОДИКИ, АППАРАТУРА И ОБОРУДОВАНИЕ, ИСПОЛЬЗУЕМЫЕ ПРИ КОНТРОЛЕ ПО НАСТОЯЩИМ ОП
1. В нижеследующей таблице приводятся официальные названия методик контроля и его метрологического обеспечения, на которые даны ссылки в тексте основной части настоящих ОП.
Указанные методики имеют самостоятельное значение и могут быть использованы специалистами по УЗК для повышения достоверности, точности и информативности контроля.
Полные методики контроля (раздел А) приведены в отдельном томе, являющемся неотъемлемой частью настоящих ОП. В настоящем первом томе вслед за таблицей даются аннотации методик.
Методики из раздела Б поставляются разработчиками по отдельному запросу. Большая часть этих методик может быть применена самостоятельно потребителем при условии наличия у него специалистов, аттестованных Госстандартом в качестве государственных или ведомственных поверителей (см. п. 2.11. основной части настоящих ОП) и соответствующих средств измерений.
Методики по поз. 21 - 24, 27 - 33 настоящего приложения обязательны к применению в отрасли «Электроэнергетика».
В разделе В приведены сведения по изготовлению СО, ОСО, СОП и преобразователей и их аттестации.