МИНИСТЕРСТВО ЭНЕРГЕТИКИ И ЭЛЕКТРИФИКАЦИИ СССР
ОТДЕЛ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ И ПРОМЫШЛЕННОЙ САНИТАРИИ
ИНСТРУКЦИЯ ПО СМАЗКЕ
ГРОЗОЗАЩИТНЫХ
ТРОСОВ,
ОТТЯЖЕК ОПОР,
ПРОВОДОВ,
И ОБОРУДОВАНИЯ ВЛ
НАПРЯЖЕНИЕМ 35 - 750 кВ
ПР 34.20.666-70
Москва 1970
СогласованоЗаместитель заведующего Отделом Охраны труда ПК профсоюза рабочих электростанций и электротехнической промышленности 4 мая 1970 г. Н.А. ФЕДОРОВ |
Утверждено Начальник отдела по технике безопасности Минэнерго СССР и промышленной санитарии Минэнерго СССР 29 апреля 1970 г. Р.А. ГАДЖИЕВ |
1. ОБЩИЕ ПОЛОЖЕНИЯ
1. Настоящая Инструкция определяет порядок работы по покрытию антикоррозийной защитной смазкой ЗЭС (защитная электротехническая смазка) грозозащитных тросов, проводов1 и оттяжек опор на воздушных линиях электропередачи напряжением 35 - 750 кВ.
_____________
1 Защитная смазка проводов выполняется в районах, атмосферный воздух которых загрязнен химическими уносами производств и содовыми уносами.
3. Смазка грозозащитных тросов на ВЛ напряжением до 220 кВ может производиться без снятия напряжения, а на ВЛ напряжением выше 220 кВ - со снятием напряжения и заземлением линии. Смазка проводов на ВЛ всех напряжений производится только при снятии напряжения и заземлении линии.
4. Запрещается производить смазку грозозащитных тросов, оттяжек опор и проводов ВЛ 35 - 750 кВ, находящихся под напряжением, при тумане и температуре окружающего воздуха около нуля.
6. Смазка оттяжек транспозиционных опор, проводов и оборудования ВЛ всех классов напряжений должна производиться только на отключенных и заземленных линиях.
7. Антикоррозийная смазка наносится на грозозащитные тросы и провода ВЛ напряжением 35 - 750 кВ без опускания их на землю с помощью специальных аппаратов, разработанных ЦВЛ Мосэнерго.
8. Основные характеристики смазки.
Смазка ЗЭС защищает черные и цветные металлы от коррозии в атмосферной среде, а также при воздействии соленой воды и сернистого газа.
Смазка ЗЭС изготавливается заводами Министерства нефтеперерабатывающей и нефтехимической промышленности СССР и имеет следующий состав: алюминиевое мыло синтетических жирных кислот фракций С10 - С16 - 7 ± 2 %; петролатум (по ГОСТ 4096-62) - 12 ± 2 %; масло цилиндровое 52 (вапор по ГОСТ 6411-52) - 81 ± 2 %.
Смазка представляет собой мазь темного цвета с пенетрацией (число проницаемости), характеризующей степень мягкости консистентных смазок при 25 °С в пределах 250 - 325 делений пенетрометра (каждое деление соответствует глубине проникновения иглы в испытуемый образец на 0,1 мм), и имеет температуру каплепадения не ниже 107 °С. Смазка обладает высокими водоупорными свойствами - не смывается под воздействием дождя и снега, обладает адгезией к металлам в интервале температур от -45 до +100 °С, достаточно устойчива к воздействию песчаных бурь и цементных уносов.
9. При пользовании смазкой в нее добавляют растворитель - уайт-спирит, сальвент-нафта, Р-4 или бензин - в следующих частях:
а) для грозозащитных тросов и проводов - 1 часть смазки и 0,6 части растворителя;
б) для оттяжек опор - 1 часть смазки и 0,4 части растворителя.
2. ТИПЫ АППАРАТОВ И ОБЛАСТЬ ИХ ИСПОЛЬЗОВАНИЯ
10. Для нанесения смазки используются следующие типы аппаратов: АСТ-3 - для нанесения смазки на грозозащитные тросы и провода при отсутствии соединителей в пролете; АСТ-4 - при наличии соединителей в пролете; АСТО для смазки оттяжек диаметром от 15 до 50 мм (одинарных или двойных) с шагом скрутки 700 - 1500 мм.
Конструкция аппаратов и принцип их работы приведены в приложении 1.
3. ПОРЯДОК НАНЕСЕНИЯ СМАЗКИ
11. Тщательно проверяется подготовка ВЛ в соответствии с пп. 2 - 5.
А. Смазка грозозащитных тросов и проводов с помощью аппаратов АСТ-3 и АСТ-4
12. Один из электромонтеров при работах на ВЛ 35 - 110 кВ (или два электромонтера при работах на ВЛ 220 - 750 кВ) поднимается на опору с блоком (верхним) бесконечного каната, закрепляется предохранительным поясом и подвешивает блок на вершине тросостойки при помощи хомута-петли.
Второй электромонтер при этом поднимается на вторую опору и закрепляется предохранительным поясом.
Электромонтеры должны иметь при себе бадейку, наполненную смазкой, и кисть.
13. Зацепив аппарат фигурным крюком бесконечного хлопчатобумажного каната, его поднимают на верх опоры и подвешивают на грозозащитном тросе или проводе при помощи крюков 12 (рис. 1 и 2).
Кроме того, во избежание самопроизвольного скольжения аппарата по грозозащитному тросу или проводу, аппарат дополнительно крепится хлопчатобумажным канатом диаметром 6 - 8 мм, длиной 1 м к тросостойке и крюку 12.

Рис. 1. Внешний вид аппарата АСТ-3

Рис. 2. Внешний вид аппарата АСТ-4
14. На опору с помощью крюка бесконечного каната подает две изолирующие тяги.
17. Производитель работ дает команду электромонтеру, стоящему внизу, приступить к смазке.
18. Электромонтер, взяв изолирующие тяги, идет к следующей опоре вдоль трассы посредине между крайней и средней фазами при горизонтальном расположении проводов или вдоль оси трассы - при двухцепной линии с вертикальным расположением проводов.
19. Одновременно электромонтер, находящийся на верху первой опоры, смазывает кистью шлейф и концы грозозащитного троса, так как их нельзя смазать при помощи аппарата.
Затем электромонтер снимает хомут-петлю, удерживающую бесконечный канат, спускается с ним вниз и переходит к следующей опоре.
20. После проведения электромонтером, находящимся внизу, аппарата ко второй опоре, второй электромонтер, стоящий на верху этой опоры и закрепленный предохранительным поясом, подтягивает аппарат к тросостойке, цепляет оба крюка 12 за грозозащитный трос или провод, а затем укрепляет аппарат, привязав его одним концом хлопчатобумажного каната длиной 1 м к верху тросостойки, а другим к крюку. Отсоединив концы изолирующих тяг от аппарата и сняв противовес, электромонтер прикрепляет тяги и противовес к опоре.
21. Электромонтер, находящийся на второй опоре, отпирает замок 2, открывает крышку аппарата 10, выводит грозозащитный трос или провод из втулок, закрывает крышку и запирает замок.
22. После этого электромонтер переносит аппарат на другую сторону опоры, подвешивает за крюк к грозозащитному тросу или проводу и выполняет работы по пп. 15, 16.
23. Затем второй электромонтер дает команду электромонтеру, находящемуся внизу, перейти к следующей опоре, а сам выполняет работу и действия по п. 19.
24. Установка аппарата на грозозащитный трос или провод в рабочее положение производится, как указано в п. 15.
25. Работы продолжаются в последовательности, указанной в пп. 12 - 24.
26. При наличии в пролете соединителя используются аппараты АСТ-4 (см. рис. 2), для чего необходимо половинки 7 и 11 втулок освободить, отвинтив винты 16. Затем повернуть планку 12 на 90 и укрепить ее в этом положении винтом 15. При этом пружина 13 свободно поднимает вверх ролик 6 одновременно с половинками 11 втулок в момент прохождения аппарата через соединитель.
27. Аппарат АСТ-4 может быть использован вместо аппарата АСТ-3. В этом случае нижняя 7 и верхняя 11 половинки втулок плотно сжимаются и фиксируются в этом положении винтом 16. Ролик 6 возвращается в нормальное положение. Планка 14 с крепящим ее винтом 15 устанавливается на ось ролика и затягивается этим винтом.
Длина каждой изолирующей тяги должна быть не менее 40 м. При необходимости изолирующие тяги наращиваются капроновым шнуром диаметром 6 - 8 мм.
Если при работе вся длина изолирующих тяг не будет использована, тяга разматывается на нужную длину, а остаток в бухте завязывается.
28. Нанесение смазки ЗЭС на провода производится только при заземлении и снятии напряжения с ВЛ всех классов напряжений.
30. При смазке проводов с использованием аппарата АСТ-4 необходимо выполнять требования пп. 26 или 27 и 29.
Б. Смазка тяжек опор с помощью аппарата АСТО
Электромонтеры должны иметь при себе бадейку, наполненную смазкой, и кисть.
32. Третий электромонтер, находящийся внизу, подготавливает к работе два аппарата, для чего открывает замки 6 (рис. 3) и при помощи ручек 5 раскрывает аппараты. В обойму 2 устанавливает вкладыши 3, соответствующие диаметрам оттяжек, запирает замки аппаратов. Затем открывает крышки 4, заливает смазку в аппараты и закрывает крышки. Аппараты готовы к работе.
33. К пружинам 7 прикрепляют одни концы капронов шнуров диаметром 6-8 мм. Другие концы этих шнуров находятся: один у электромонтера, стоящего внизу, другой у одного из электромонтеров, находящихся на опоре.
34. Электромонтер, стоящий внизу, - производитель работ - подает одному из электромонтеров, находящихся на опоре, команду приступить к смазке оттяжек. Аппарат подтягивается с помощью шнура вверх по оттяжке. После того, как аппарат будет поднят на верх опоры к месту крепления оттяжки, монтер, находящийся наверху, отпирает замок 6, переносит аппарат на следующую стяжку, устанавливает его на оттяжке так, как указано в пп. 31, 32, и дает команду электромонтеру, стоящему внизу, начать смазку оттяжки.
35. Электромонтер, стоящий внизу, тянет шнур и аппарат, смазывая оттяжку, спускается вниз.
36. Работы повторяются на оттяжках следующих опор в последовательности, указанной в пп. 32 - 35.
37. Места крепления оттяжек, которые не могут быть обработаны аппаратом, смазываются кистью.
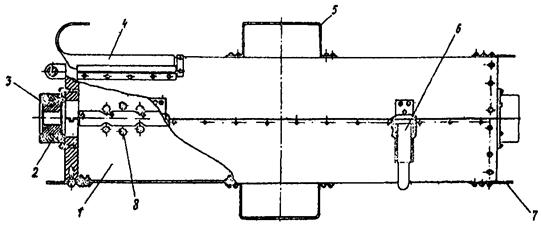
Рис. 3. Внешний вид аппарата АСТО
38. Оборудование ВЛ - поддерживающие и натяжные зажимы, пружины, болты и другое оборудование смазываются смазкой ЗЭС вручную тампонами и кистями.
4. МЕРЫ БЕЗОПАСНОСТИ ПРИ ПРОИЗВОДСТВЕ РАБОТ
39. Работа по смазке грозозащитных тросов, оттяжек опор и проводов на ВЛ 35 - 750 кВ производится в соответствии с Правилами техники безопасности при эксплуатации воздушных линий электропередачи напряжением 35 кВ и выше.
40. Работа по нанесению антикоррозийной смазки на грозозащитные тросы, оттяжки опор и провода должна производиться по наряду бригадой в составе:
а) производителя работ, имеющего квалификационную группу по технике безопасности не ниже IV;
б) членов бригады из 3 чел., имеющих квалификационную группу не ниже III, - при смазке грозозащитных тросов и проводов ВЛ 35 и 110 кВ;
в) членов бригады из 5 чел., имеющих квалификационную группу не ниже III, - при смазке грозозащитных тросов и проводов ВЛ 220 - 750 кВ;
г) членов бригады из 2 чел., имеющих квалификационную группу не ниже III, - при смазке оттяжек опор ВЛ 35 - 750 кВ.
41. Производитель работ смазку грозозащитных тросов и проводов непосредственно не производит, а ведет постоянное наблюдение за работающими электромонтерами. При смазке оттяжек производитель работ выполняет обязанности электромонтера, стоящего внизу.
42. Лица, входящие в состав бригады, выполняющей смазку, допускаются к работе только после проверки комиссией, возглавляемой главным инженером электросети, знания ими данной Инструкции и имеющие практические навыки в работе на отключенных ВЛ.
43. Изолирующие тяги (рис. 4) должны не реже одного раз в месяц испытываться напряжением, принимаемым из расчета 1 кВ на 1 см длины тяги, но не менее трехкратного фазового напряжения.

Рис. 4. Изолирующая тяга:
1 - полиэтиленовая трубка; 2 - коуш; 3 - кольцо; 4 - карабин
44. Изолирующие тяги, которые при эксплуатации загрязняются смазкой, необходимо периодически очищать мягкой чистой ветошью, смоченной растворителем (сальвент-нафта, уайт-спирит, Р-4, бензин), после чего насухо протирать чистой ветошью.
45. Запрещается при работах с изолирующими тягами опускать их на землю или волочить по земле.
46. При транспортировке изолирующие тяги должны быть помещены в водонепроницаемый чехол, а аппарат - в ящик.
Перечень инструмента и приспособлений, необходимых для проведения работ по смазке, приведен в приложении 2.
ПРИЛОЖЕНИЕ 1
УСТРОЙСТВО И ПРИНЦИП РАБОТЫ АППАРАТОВ
Аппараты АСТ-3 (см. рис. 1) и АСТ-4 (см. рис. 2) выполнены в виде каретки с баком 1, который заполняется смазкой. Бак укреплен на коромысле 5 с роликом 6, служащим для удержания аппарата на проводе или грозозащитном тросе и передвижения его. Для транспортировки аппаратов предусмотрены ручки 3. Смазка из бака на трос или провод поступает самотеком.
Для обеспечения необходимой толщины слоя смазки в аппаратах АСТ-3 и АСТ-4 устанавливают втулку, состоящую из нижней 7 и верхней 11 половин. Втулка должна строго соответствовать диаметру троса или провода. Габаритные размеры аппаратов АСТ-3 и АСТ-4 - 400×312×230 мм, все без смазки соответственно 8 и 10 кг, емкость баков аппаратов 20 - 25 кг.
Аппарат АСТО выполнен в виде цилиндра 1, состоящего из двух половинок, скрепленных тремя шарнирными петлями 8. На одной из сторон цилиндра установлены два замка.
В середине цилиндра, сверху и снизу, имеются ручки 5 для транспортировки и открывания его при установке на оттяжке. На торцах цилиндра жестко закреплена обойма 2, состоящая из двух половинок, в которые (в зависимости от диаметра троса) вставляется соответствующего размера вкладыш 3 (двойной или одинарный).
Передвижение аппарата АСТО по оттяжке опоры осуществляется монтером при помощи капронового шнура диаметром 6 - 8 мм, прикрепляемого к проушинам 7.
Габаритные размеры аппарата: длина - 500 мм, диаметр 150 мм. Вес аппарата без смазки 5 кг, емкость бака 8 кг.
Изолирующая тяга
Изолирующая тяга выполнена из гибкой полиэтиленовой трубки диаметром 6 мм с толщиной стенки 1 мм, которую выпускает предприятие в г. Дзержинске Горьковской области. Длина изолирующей тяги должна быть не менее 40 м. Изолирующая тяга крепится с помощью карабина 4 к пружине аппарата.
ПРИЛОЖЕНИЕ 2
ПЕРЕЧЕНЬ ПРИСПОСОБЛЕНИЙ И ИНСТРУМЕНТА, НЕОБХОДИМЫХ ДЛЯ РАБОТЫ ОДНОЙ БРИГАДЫ ПРИ СМАЗКЕ ГРОЗОЗАЩИТНЫХ ТРОСОВ, ПРОВОДОВ И ОТТЯЖЕК ОПОР ВЛ НАПРЯЖЕНИЕМ 35 - 750 кВ
|
№ п.п. |
Наименование |
Количество |
|
1 |
Аппарат для смазки |
1 шт. |
|
2 |
Блок для бесконечного хлопчатобумажного каната диаметром 19 мм |
1 шт. |
|
3 |
Бадейка емкостью 5 - 15 кг |
1 шт. |
|
4 |
Хомут-петля из хлопчатобумажного каната диаметром 19 мм |
2 шт. |
|
5 |
Хомут из стального каната диаметром 12 мм |
2 шт. |
|
6 |
Полувтулки для троса СТ-35 (для аппарата АСТ-3) |
1 комплект |
|
7 |
То же СТ-50 |
То же |
|
8 |
То же ПС-50 |
-"- |
|
9 |
То же СТ-70 и ПС-70 |
-"- |
|
10 |
Полувтулки для троса СТ-70 (для аппарата АСТ-4) |
-"- |
|
11 |
То же СТ-50 и ПС-50 |
-"- |
|
12 |
То же ПС-70 |
-"- |
|
13 |
Вкладыш одинарный для тросовых оттяжек, диаметром 15,5 мм (для аппарата АСТО) |
-"- |
|
14 |
То же диаметром 17 мм (для аппарата АСТО) |
-"- |
|
15 |
Вкладыш для сдвоенных тросовых оттяжек диаметром 15,5 мм (для аппарата АСТО) |
-"- |
|
16 |
То же диаметром 17 мм (для аппарата АСТО) |
-"- |
|
17 |
Изолирующая тяга длиной 40 м (для аппаратов АСТ-3, АСТ-4) |
2 шт. |
|
18 |
Капроновый шнур диаметром 6 - 8 мм длиной 30 м (для аппарата АСТО) |
2 шт. |
СОДЕРЖАНИЕ
|
2. Типы аппаратов и область их использования. 2 3. Порядок нанесения смазки. 2 4. Меры безопасности при производстве работ. 6 |