МИНИСТЕРСТВО ЭНЕРГЕТИКИ И ЭЛЕКТРИФИКАЦИИ СССР
ГЛАВНОЕ ТЕХНИЧЕСКОЕ УПРАВЛЕНИЕ ПО ЭКСПЛУАТАЦИИ ЭНЕРГОСИСТЕМ
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
ПО МОНТАЖУ КАМНЕЛИТЫХ ВТУЛОК
В ТРУБОПРОВОДЫ
ЗОЛОШЛАКОУДАЛЕНИЯ
МУ 34-70-097-85
РД 34.27.203

СОЮЗТЕХЭНЕРГО
Москва 1985
РАЗРАБОТАНО предприятием «Южтехэнерго» Производственного объединения по наладке, совершенствованию технологии и эксплуатации электростанций и сетей «Союзтехэнерго»
ИСПОЛНИТЕЛИ Е.И. ГУБИЦКИЙ, Ю.Г. ПОСЛЕДНИЧЕНКО
УТВЕРЖДЕНО Главным техническим управлением по эксплуатации энергосистем 14.06.85 г.
Заместитель начальника Д.Я. ШАМАРАКОВ
|
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
|
МУ 34-70-097-85 |
Срок действия установлен
с 01.01.86 г.
до 01.01.96 г.
Указания разработаны применительно к камнелитым втулкам, изготавливаемым по ГОСТ 22620-83 и используемым для защиты от абразивного износа золошлакопроводов из стальных труб Dу 300 - 700 мм. Настоящие Методические указания разработаны в качестве нормативно-технического документа по футеровке золошлакопроводов систем гидрозолоудаления.
Указания предназначены для ремонтных участков тепловых электростанций, обслуживающих золошлакопроводы, а также могут быть полезны монтажным и проектным организациям.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Длины футеруемых втулками участков и диаметры труб новых золошлакопроводов должны приниматься в соответствии с проектной документацией, а для золошлакопроводов, находящихся в эксплуатации, должны быть обоснованы гидравлическими расчетами.
1.2. При футеровке действующих золошлакопроводов с заменой или без замены труб следует учитывать увеличение нагрузок на опоры вследствие утяжеления золошлакопроводов. Необходимость и способы усиления опор или установка дополнительных опор должны быть согласованы с проектной организацией заблаговременно.
1.3. Масса единицы длины зафутерованного втулками золошлакопровода определяется по формуле
g = gтр + gвт + (π/4)(D12 - d22 + d12)ρп,
где gтр - масса 1 м стальной трубы, кг;
gвт - масса камнелитой втулки длиной 1 м, кг;
D1 - внутренний диаметр стальной трубы, м;
d1 и d2 - соответственно внутренний и наружный диаметр камнелитой втулки, м;
ρп - максимально возможная плотность золошлаковой пульпы, кг/м3.
1.4. При стандартной номинальной длине камнелитых втулок по ГОСТ 22620-83, равной 1 м, теоретически необходимое количество втулок равно общей длине футеруемых участков золошлакопровода, выраженной в метрах.
Втулки следует заказывать в количестве, на 15 - 20 % большем теоретически необходимого, поскольку часть втулок повреждается при транспортировке и в процессе монтажа.
1.5. Вследствие большой массы втулок (до 160 кг) их подъем и размещение должны осуществляться с применением грузоподъемных механизмов и транспортных средств.
При перевозке камнелитых втулок и зафутерованных втулками стальных труб грузовыми автомобилями скорость последних по плохим дорогам должна быть ограничена (в пределах 15 - 30 км/ч в зависимости от состояния дороги). Кузовы автомобилей и прицепов должны быть оборудованы деревянными прикрепленными к полу брусьями с ячейками (гнездами) для втулок. При этом между втулками, уложенными в ячейки, должны сохраняться зазоры. Зазоры между торцами втулок должны быть не менее 100 мм.
1.6. При прокладке золошлакопроводов из новых труб сначала производится футеровка труб, затем они монтируются на опоры без предварительной сварки в плети.
1.7. При сварке стыков или других швов на трубах, в которых находятся камнелитые втулки, следует избегать интенсивного нагрева труб. Для этого швы необходимо заваривать с перерывами на охлаждение и рассредоточенно: после проварки 15 - 20 мм шва следует перейти в противоположную зону шва и возвращаться в первую по истечении не менее 5 - 7 мин.
2. ПОДГОТОВИТЕЛЬНЫЕ МЕРОПРИЯТИЯ
2.1. Состав рабочей бригады и техническое оснащение ее при укладке втулок назначаются в зависимости от места работ (на монтажной площадке или на трассе золошлакопроводов).
2.2. Для работ на монтажной площадке необходимо подготовить:
- подъемный кран (или автокран) грузоподъемностью 5 т;
- электросварочный пост;
- газосварочный пост (газовая резка);
- специальную подставку, на которую устанавливается труба при набивке ее втулками (рис. 1);
- специальную съемную лебедку, которая крепится на конце трубы и используется для втягивания втулок в трубу (рис. 2);
- оперативный запас из 10 - 15 труб и 100 - 150 втулок.
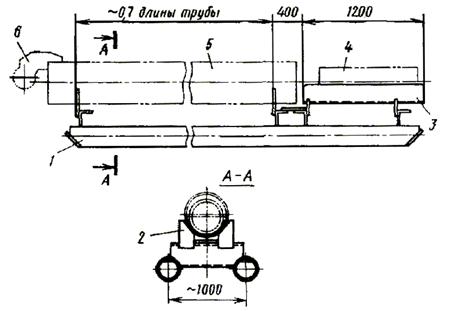
Рис. 1. Подставка для установки труб при футеровке их втулками:
1 - рама; 2 - боковые центрирующие упоры; 3 - лоток для установки втулок; 4 - исходное положение втулки; 5 - положение трубы; 6 - положение лебедки
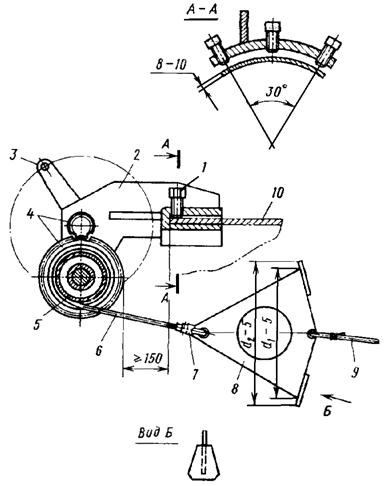
Рис. 2. Схема съемной лебедки:
1 - стопорный болт; 2 - корпус лебедки; 3 - рукоятка; 4 - зубчатая пара; 5 - барабан; 6 - канат диаметром 4 - 6 мм; 7 - крюк-карабин; 8 - захват; 9 - холостой канат; 10 - труба, на которой закрепляется лебедка
В состав рабочей бригады включаются: крановщик, электрогазосварщик 4 - 5-го разрядов, слесарь 4-го разряда, разнорабочий и бригадир. Должен быть также организован подвоз на площадку труб и втулок и вывоз на трассу золошлакопроводов зафутерованных труб. Рабочая бригада, транспорт и грузоподъемные механизмы для этих целей выделяются в соответствии с местными условиями.
2.3. При футеровке труб непосредственно на трассе золошлакопроводов туда должны быть заблаговременно доставлены и рассредоточены вдоль футеруемых участков стальные трубы и камнелитые втулки или только втулки, если футеруется уже смонтированный золошлакопровод. Трубы следует доставлять с запасом 5 - 7 %, а втулки - 10 - 15 %.
Рабочая бригада должна иметь:
- грузовой автомобиль;
- автокран грузоподъемностью 5 т;
- передвижной электросварочный агрегат;
- аппаратуру газовой резки;
- подставку для установки труб (см. рис. 1);
- съемную лебедку (см. рис. 2).
При футеровке уже смонтированного золошлакопровода подставка для труб не требуется, однако дополнительно к вышеуказанному нужно подготовить:
- шаблон для вырезки окон в золошлакопроводе (рис. 3);
- специальные ребра в количестве 10 - 15 шт., которые временно привариваются к вырезаемым на окнах частям трубы, чтобы эти части под действием остаточных напряжений не разгибались и при заварке окон хорошо стыковались с трубой (рис. 4);
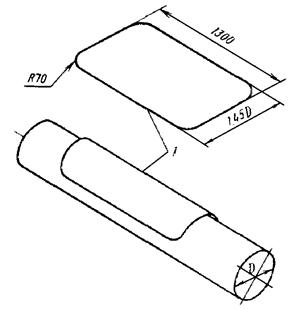
Рис. 3. Шаблон для разметки окна на трубопроводе:
1 - шаблон из гибкого листа (картон, паронит); 2 - труба
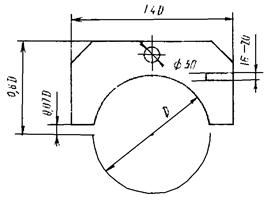
Рис. 4. Ребро жесткости крышки окна
- передвижные настилы с перилами, подвесные площадки и переносные лестницы с опорными крюками в случае футеровки золошлакопроводов на высоте более 1 м от земли (всего по 3 шт.).
В состав рабочей бригады включаются: шофер-крановщик, электрогазосварщик 4 - 5-го разрядов, слесарь 4-го разряда, разнорабочий и бригадир. При футеровке золошлакопроводов на высоких опорах в состав бригады следует дополнительно включить 1 - 2 разнорабочих.
2.4. Необходимо заготовить (нарезать на механических ножницах) пластины из полосовой низкоуглеродистой стали, которые привариваются на концах зафутерованных труб для страховки втулок от выпадения при их транспортировке и монтаже. Для каждой трубы требуется 6 - 8 пластин следующих размеров:
- толщина - 4 - 5 мм;
- ширина равна толщине стенки камнелитой втулки с допуском ±2 мм;
- длина - 50 - 100 мм.
Более длинные пластины заготавливаются для труб большего диаметра.
2.5. Производительность одной бригады при хорошей организации работ может достигать 100 - 170 м футеровки за смену. При этом большая производительность относится к случаям футеровки труб меньшего диаметра.
2.6. Не следует производить сварку отдельных труб в плети, поскольку при транспортировке и монтаже зафутерованных плетей трудно избежать больших прогибов труб, приводящих к сильному сдавливанию и повреждению втулок.
2.7. Новые трубы для футеруемых золошлакопроводов необходимо заказывать с номинальной длиной, кратной 1 м, и с толщиной стенки, указанной в ГОСТ 22620-83. В случае поставки труб некратной длины их в дальнейшем требуется укорачивать или наращивать до длин, кратных 1 м. Наращивание труб рекомендуется на длину, обеспечивающую дополнительную установку 2 - 3 втулок.
2.8. Подлежащие футеровке трубы следует осмотреть, необходимо проверить отсутствие у них погнутых кромок, вмятин, а также дефектов проката внутри труб в виде отогнутых слоев металла, которые могут препятствовать проходу втулок. Обнаруженные дефектные места надо вырезать и заделать заплатами. Кромки труб после газовой резки необходимо зачистить. Предельно изношенные участки труб на эксплуатировавшемся золошлакопроводе следует заменить.
2.9. Для футеровки золошлакопроводов рекомендуется заказывать армированные камнелитые втулки.
2.10. Камнелитые втулки нужно очистить от рыхлых пригаров формовочной земли, примерзшего грунта, льда и снега, используя скребки и проволочные щетки. Поврежденные втулки с отбитыми кромками, трещинами и другими недопустимыми дефектами, оговоренными техническими условиями, отбраковываются.
3. ПОРЯДОК МОНТАЖА КАМНЕЛИТЫХ ВТУЛОК
3.1. Футеровка втулками отдельных стальных труб производится следующим образом:
- труба краном устанавливается на подставку, как показано на рис. 1;
- проверяется отсутствие в трубе земли, снега и других посторонних предметов, при необходимости труба очищается;
- в конце трубы, куда будут подтягиваться втулки, привариваются упорные пластины на расстоянии 4 - 5 мм от кромки трубы; пластины привариваются с внешней стороны по всей их длине сплошным усиленным швом с катетом, равным толщине пластины; по окружности с равными интервалами привариваются 3 пластины, а если труба готовится для участка золошлакопровода с повышенным наклоном (более 15° к горизонту), то приваривается 6 упорных пластин;
- к тому же концу трубы стопорными болтами крепится лебедка;
- с помощью длинной проволоки диаметром 5 - 6 мм с крючком канат лебедки протягивается через трубу;
- краном втулка укладывается на лоток подставки, на котором не должно быть каната лебедки, чтобы не придавить его втулкой; край втулки должен отстоять от края трубы на 100 - 200 мм;
- втулка освобождается от стропы; через втулку пропускается канат лебедки с крюком-карабином, канат присоединяется к захвату; захват вводится во втулку сзади таким образом, чтобы его лапы уперлись в торец втулки; сзади захвата остается холостая часть каната, за которую потом производится обратная вытяжка захвата и каната из трубы;
- лебедкой втулка стягивается из лотка в трубу и перемещается в ней до упора в пластины;
- аналогичным порядком заводятся в трубу последующие втулки до упора одна в другую, кроме двух-трех последних, между торцами которых остаются зазоры по 3 - 10 мм в качестве температурных швов; для получения гарантированных зазоров используется металлическая прокладка-пластина, приваренная к торцу трубки-держака; после подтягивания втулки пластина убирается из трубы; за последней втулкой должно оставаться 8 - 10 мм трубы;
- после установки последней втулки за ней привариваются упорные пластины, как указано выше; в связи с примыканием пластин к втулке, которая может растрескаться от нагрева, приварка пластин производится с перерывами на охлаждение (см. п. 1.7);
- лебедка снимается с трубы;
- зафутерованная труба убирается краном из подставки;
- подставка передвигается на новый участок краном или волоком.
3.2. Футеровка втулками смонтированного золошлакопровода производится в следующем порядке:
- с помощью шаблона (см. рис. 3) на трубах золошлакопровода (сверху труб) мелом размечаются под вырезку 2 окна на расстоянии порядка 12 - 16 м одно от другого; при этом расстояние между окнами должно быть кратным 1 м; окна намечаются на расстоянии от опор, равном 0,15 - 0,25 пролета трубы, где изгибающие напряжения в трубах минимальны; при необходимости предварительно устраиваются настилы и подвешиваются площадки (если золошлакопровод проложен на высоте);
- до вырезки окон на удаляемые элементы трубы приваривается по 3 ребра жесткости, как показано на рис. 4; каждое ребро приваривается только по концам и в центре односторонними швами-прихватками длиной по 15 - 20 мм;
- производится вырезка окон по разметке и зачистка кромок реза;
- у одного окна к трубе крепится лебедка;
- с противоположного окна в трубу заводится проволока с загнутым концом (диаметр 6 - 8 мм), с помощью которой канат лебедки протягивается по трубе и выводится наружу через окно;
- в удаленное от лебедки окно краном подается втулка, которая после установки на дно трубы освобождается от стропы;
- через втулку продевается канат лебедки, который соединяется крюком-карабином с захватом; захват вставляется во втулку, за захватом находится холостая часть каната для обратной вытяжки;
- лебедкой втулка подтягивается к ее окну; при этом втулка не полностью втягивается в окно с тем, чтобы перед заваркой окна туда уложить замыкающую втулку с зазорами по торцам 10 - 15 мм;
- у торцов первой втянутой втулки привариваются две упорные пластины;
- аналогичным образом в золошлакопровод затягиваются последующие втулки; последняя втулка должна выходить из обреза окна на 100 - 150 мм;
- лебедка снимается с трубы и переносится к окну, в которое до этого производилась подача втулок, там лебедка закрепляется;
- в окно, к которому втулки подтягивались, устанавливается замыкающая втулка; при этом упорные пластины, приваренные к трубе, не удаляются;
- производится заварка этого окна, после чего с крышки окна срезаются ребра жесткости;
- вырезается следующее окно и производится дальнейшая футеровка золошлакопровода описанным порядком;
- повороты золошлакопровода демонтируются и заменяются предварительно зафутерованными.
3.3. Футеровка поворотов (колен) для золошлакопроводов производится прямыми втулками без обивки их краев для получения косых торцов. Изготовление колен ведется следующим образом:
- из стальной трубы заготавливаются элементы с торцами, скошенными на 7°30', и элементы с одним прямым и одним косым торцом (рис. 5);
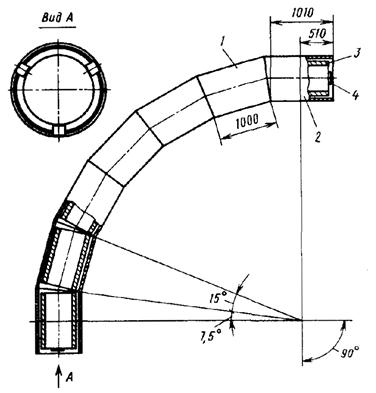
Рис. 5. Колено золошлакопровода с футеровкой:
1 - элемент трубы с двумя косыми торцами; 2 - элемент трубы с прямым торцом; 3 - камнелитая втулка; 4 - упорная пластина
- в элементы вставляются втулки, после чего зафутерованные элементы свариваются;
- в торцах колена приваривается по 3 упорные пластины (см. рис. 5), как указано в п. 3.1.
Углы поворота колен зависят от количества элементов в них и изменяются с интервалом 15°.
4. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ ФУТЕРОВАННЫХ ЗОЛОШЛАКОПРОВОДОВ
4.1. Золошлакопроводы, зафутерованные камнелитыми втулками, должны эксплуатироваться при температурах от минус 50 до плюс 50 °С. В процессе эксплуатации необходимо избегать резких теплосмен золошлакопроводов. В связи с этим в зимнее время при наружных температурах воздуха ниже минус 15 °С не следует без крайней необходимости включать в работу резервные золошлакопроводы, находящиеся в опорожненном состоянии.
4.2. Необходимо систематически контролировать гидравлическое сопротивление золошлакопроводов. Резкое увеличение давления в золошлакопроводе при неизмененном расходе пульпы (при неизменном токе электродвигателя багерного насоса) свидетельствует об образовании в золошлакопроводе пробок из разрушившихся втулок. В этом случае необходимо обойти золошлакопровод, выявить места закупорки по характерному шуму в трубе и отметить эти места.
Нельзя производить удары по стенкам труб для устранения пробок. Закупоренный золошлакопровод нужно вывести в ремонт в кратчайший срок.
4.3. Для устранения пробок и замены поврежденных втулок на золошлакопроводе вырезаются окна. При этом следует руководствоваться пп. 1.7 и 3.2.
4.4. В остальном эксплуатация футерованных золошлакопроводов должна вестись в соответствии с «Типовой инструкцией по эксплуатации систем гидрозолоудаления и золоотвалов тепловых электростанций» (М.: СПО Союзтехэнерго, 1982).
5. УКАЗАНИЯ МЕР БЕЗОПАСНОСТИ
5.1. При производстве работ по футеровке золошлакопроводов камнелитыми втулками необходимо руководствоваться «Правилами техники безопасности при эксплуатации теплосилового оборудования электростанций» (М.: Атомиздат, 1972) и указаниями мер безопасности, оговоренными в инструкциях по обслуживанию используемых механизмов, машин и аппаратов.
5.2. Укладка камнелитых втулок на площадках складирования должна производиться в один слой. Под крайние втулки при их укладке лежа следует подставлять упоры, препятствующие качению втулок.
Укладывать втулки в штабеля или класть их навалом не допускается.
5.3. Стропку втулок нужно производить путем пропуска стропы через втулку. Не допускается обвязка втулки стропами или захват ее крюками за края.
5.4. Не допускается становиться на втулки, а также ходить по втулкам и трубам.
5.5. При очистке втулок от формовочной и примерзшей земли, льда, а также при обивке заусенцев, наплывов и скалывании краев необходимо работать в рукавицах и защитных очках.
5.6. Укладку камнелитых втулок не допускается производить в пожароопасных и взрывоопасных зонах вследствие возможности образования искр при контактах втулок с металлом. Это обстоятельство должно также учитываться при установке в зоне работ ацетиленовых генераторов и газовых баллонов.
5.7. Не допускается подправлять руками втулку в месте ввода ее в трубу во избежание травмирования рук.
5.8. При просмотре труб не допускается подсветка газовой горелкой или факелом. Для подсветки необходимо применять низковольтное электроосвещение с напряжением не выше 12 В.
5.9. Зафутерованные трубы, монтируемые с наклоном к горизонту более 15°, должны иметь на концах не менее чем по 6 упорных пластин, приваренных сплошным усиленным швом. При подъеме краном труб, имеющих по 3 упорные пластины, их наклон к горизонту не должен превышать 15°.
5.10. Запрещается находиться напротив торцов поднимаемых краном зафутерованных труб на расстоянии менее 7 м.
СОДЕРЖАНИЕ
|
2. Подготовительные мероприятия. 2 3. Порядок монтажа камнелитых втулок. 5 4. Указания по эксплуатации футерованных золошлакопроводов. 8 |