ГОСТ Р 50403-92
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ВИНТЫ С ПОТАЙНОЙ ГОЛОВКОЙ
КЛАССОВ ТОЧНОСТИ А И В
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОССТАНДАРТ РОССИИ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
|
ВИНТЫ С ПОТАЙНОЙ ГОЛОВКОЙ Технические условия Countersunk head screws. |
ГОСТ P |
Дата введения 01.01.94
Настоящий стандарт распространяется на винты с потайной головкой с прямым и крестообразным шлицем классов точности А и В с номинальным диаметром резьбы от 1 до 20 мм.
Требования настоящего стандарта являются обязательными.
Дополнительные требования, отвечающие потребностям народного хозяйства, выделены подчеркиванием, а также приведены в приложении.
1. РАЗМЕРЫ
Конструкция и размеры винтов должны соответствовать указанным на чертеже и в табл. 1 и 2.
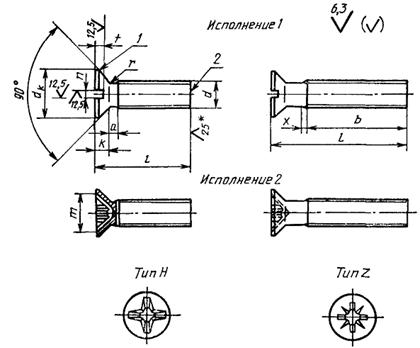
* Для винтов, обработанных резанием, в остальных случаях не нормируют.
1 - кромка скругленная или острая; 2 - конец в состоянии после накатки
Диаметр стержня приблизительно равен среднему диаметру резьбы или равен наружному диаметру резьбы.
мм
|
M1 |
M1,2 |
M1,4 |
M1,6 |
М2 |
М2,5 |
М3 |
|||
|
P2) |
крупный |
0,25 |
0,25 |
0,3 |
0,35 |
0,4 |
0,45 |
0,5 |
|
|
мелкий |
- |
- |
- |
- |
- |
- |
- |
||
|
а, не более |
крупный шаг |
0,5 |
0,5 |
0,6 |
0,7 |
0,8 |
0,9 |
1 |
|
|
мелкий шаг |
- |
- |
- |
- |
- |
- |
- |
||
|
b |
не менее |
25 |
25 |
25 |
25 |
25 |
25 |
25 |
|
|
dk |
не более |
1,9 |
2,3 |
2,6 |
3 |
3,8 |
4,7 |
5,5 |
|
|
не менее |
1,65 |
2,05 |
2,35 |
2,75 |
3,5 |
4,4 |
5,2 |
||
|
k |
не более |
0,6 |
0,72 |
0,84 |
1 |
1,2 |
1,5 |
1,65 |
|
|
п |
номин. |
0,25 |
0,3 |
0,3 |
0,4 |
0,5 |
0,6 |
0,8 |
|
|
не менее |
0,31 |
0,36 |
0,36 |
0,46 |
0,56 |
0,66 |
0,86 |
||
|
не более |
0,45 |
0,5 |
0,5 |
0,6 |
0,7 |
0,8 |
1 |
||
|
r |
не более |
0,1 |
0,12 |
0,14 |
0,4 |
0,5 |
0,6 |
0,8 |
|
|
t |
не менее |
0,2 |
0,24 |
0,28 |
0,32 |
0,4 |
0,5 |
0,6 |
|
|
не более |
0,3 |
0,35 |
0,45 |
0,5 |
0,6 |
0,75 |
0,85 |
||
|
Крестообразный шлиц Тип Н |
номер шлица |
- |
- |
- |
0 |
1 |
|||
|
т |
- |
- |
- |
1,6 |
1,9 |
2,9 |
3,2 |
||
|
глубина вхождения калибра в шлиц |
не менее |
- |
- |
- |
0,6 |
0,9 |
1,4 |
1,7 |
|
|
не более |
- |
- |
- |
0,9 |
1,2 |
1,8 |
2,1 |
||
|
т |
- |
- |
- |
1,8 |
2 |
2,3 |
3,2 |
||
|
Крестообразный шлиц Тип Z |
глубина вхождения калибра в шлиц |
не менее |
- |
- |
- |
0,7 |
0,95 |
1,45 |
1,6 |
|
не более |
- |
- |
- |
0,95 |
1,2 |
1,75 |
2 |
||
|
х, не более |
крупный шаг |
0,6 |
0,6 |
0,75 |
0,9 |
1 |
1,1 |
1,25 |
|
|
мелкий шаг |
- |
- |
- |
- |
- |
- |
- |
||
|
М4 |
М5 |
М6 |
М8 |
М10 |
М12 |
М14 |
М16 |
М18 |
М20 |
|
|
0,6 |
0,7 |
0,8 |
1 |
1,25 |
1,5 |
1,75 |
2 |
2 |
2,5 |
2,5 |
|
- |
- |
- |
- |
1 |
1,25 |
1,25 |
1,5 |
1,5 |
1,5 |
1,5 |
|
1,2 |
1,4 |
1,6 |
2 |
2,5 |
3 |
3,5 |
4 |
4 |
5 |
5 |
|
- |
- |
- |
- |
2 |
2,5 |
2,5 |
3 |
3 |
3 |
3 |
|
38 |
38 |
38 |
38 |
38 |
38 |
38 |
38 |
38 |
42 |
46 |
|
7,3 |
8,4 |
9,3 |
11,3 |
15,8 |
18,3 |
21,5 |
25 |
28,5 |
32,5 |
36 |
|
6,94 |
8,04 |
8,94 |
10,87 |
15,37 |
17,78 |
20,98 |
24,48 |
27,98 |
31,88 |
35,38 |
|
2,35 |
2,7 |
2,7 |
3,3 |
4,65 |
5 |
6 |
7 |
8 |
9 |
10 |
|
1 |
1,2 |
1,2 |
1,6 |
2 |
2,5 |
3 |
3 |
4 |
4 |
5 |
|
1,06 |
1,26 |
1,26 |
1,66 |
2,06 |
2,56 |
3,06 |
3,03 |
4,07 |
4,07 |
5,07 |
|
1,2 |
1,51 |
1,51 |
1,91 |
2,31 |
2,81 |
3,31 |
3,31 |
4,37 |
4,37 |
5,37 |
|
0,9 |
1 |
1,3 |
1,5 |
2 |
2,5 |
1,2 |
1,4 |
1,6 |
1,8 |
2 |
|
0,9 |
1 |
1,1 |
1,2 |
1,8 |
2 |
2,4 |
2,8 |
3,2 |
3,6 |
4 |
|
1,2 |
1,3 |
1,4 |
1,6 |
2,3 |
2,6 |
3 |
3,5 |
4 |
4,5 |
5 |
|
2 |
3 |
4 |
- |
- |
- |
- |
||||
|
4,4 |
4,6 |
5,2 |
6,8 |
8,9 |
10 |
10,7 |
- |
- |
- |
- |
|
1,9 |
2,1 |
2,7 |
3 |
4 |
5,1 |
5,9 |
- |
- |
- |
- |
|
2,4 |
2,6 |
3,2 |
3,5 |
4,6 |
5,7 |
6,4 |
- |
- |
- |
- |
|
4,3 |
4,6 |
5,1 |
6,8 |
9 |
10 |
- |
- |
- |
- |
- |
|
1,75 |
2,05 |
2,6 |
3 |
4,15 |
5,2 |
- |
- |
- |
- |
- |
|
2,2 |
2,5 |
3,05 |
3,45 |
4,6 |
5,65 |
- |
- |
- |
- |
- |
|
1,5 |
1,75 |
2 |
2,5 |
3,2 |
2,8 |
4,3 |
5 |
5 |
6,3 |
6,3 |
|
- |
- |
- |
- |
2,5 |
3,2 |
3,2 |
3,8 |
3,8 |
3,8 |
3,8 |
1) Размеры, заключенные в скобки, применять не рекомендуется.
2) Р - шаг резьбы.
мм
Продолжение табл. 2
мм
Примечания:
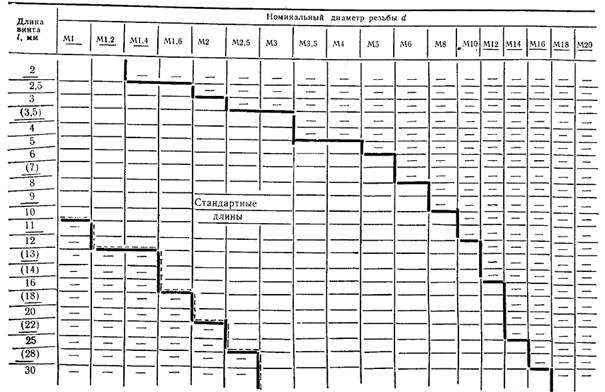
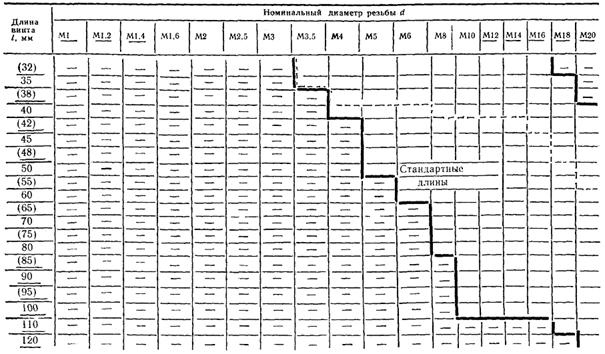
1. Длины винтов, заключенные в скобки, применять не рекомендуется.
2. Винты с номинальными длинами, расположенными выше пунктирной линии, изготовляются с резьбой до головки [b = l - (k + а)]
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
|
Углеродистая сталь |
Коррозионностойкая, жаропрочная, жаростойкая и теплоустойчивая сталь |
Цветные сплавы |
||
|
Общие технические требования |
||||
|
Резьба |
размеры |
Профиль и основные размеры |
||
|
стандарт |
||||
|
допуски |
6g |
|||
|
стандарт |
||||
|
Механические свойства |
классы прочности и группы |
3.6, 4.6, 4.8, 5.6, 5.8 |
21 - 26 |
31 - 35 |
|
стандарт |
||||
|
Допуски |
классы точности |
А и В |
||
|
стандарт |
Не указанные на чертеже и в табл. 1 и 2 допуски размеров, отклонений формы и расположения поверхностей - ГОСТ 1759.1 |
|||
|
Крестообразный шлиц |
||||
|
Поверхность изделия |
Допустимые дефекты поверхности - ГОСТ 1759.2 Без покрытия и с покрытием - ГОСТ 1759.0, |
|||
|
Методы контроля |
Размеры, отклонения формы и расположения поверхностей - ГОСТ 1759.1 Крестообразный шлиц - ГОСТ 10753 Дефекты поверхности - ГОСТ 1759.2 Механические свойства Покрытие - ГОСТ 9.302 |
|||
|
Приемка |
||||
|
Маркировка и упаковка |
||||
Пример условного обозначения винта с потайной головкой, класса точности А, исполнения 1, диаметром резьбы d = 8 мм, с крупным шагом резьбы, с полем допуска резьбы 6g, длиной l = 50 мм класса прочности 4.8, без покрытия:
Винт А.М8-6g´50.48 ГОСТ Р 50403-92
То же, класса точности В, исполнения 2 с крестообразным шлицем типа Н, с мелким шагом резьбы, с цинковым покрытием толщиной 6 мкм, хроматированным:
Винт В2.М8´1-6g´50.48.016 ГОСТ Р 50403-92
То же, с крестообразным шлицем типа Z:
Винт 2ZM8´1-6g´50.48.016 ГОСТ Р 50403-92
Теоретическая масса винтов указана в приложении.
приложение
Справочное
Теоретическая масса винтов
|
Длина винта l, мм |
Масса 1000 шт. стальных винтов с крупным шагом резьбы, кг ≈ при номинальном диаметре резьбы d, мм |
||||||||
|
М1 |
М1,2 |
М1,4 |
М1,6 |
М2 |
М2,5 |
М3 |
М3,5 |
М4 |
|
|
2 |
0,013 |
0,021 |
- |
- |
- |
- |
- |
- |
- |
|
2,5 |
0,016 |
0,025 |
0,035 |
0,048 |
- |
- |
- |
- |
- |
|
3 |
0,018 |
0,028 |
0,039 |
0,053 |
0,091 |
- |
- |
- |
- |
|
3,5 |
0,020 |
0,031 |
0,043 |
0,065 |
0,100 |
0,171 |
0,251 |
- |
- |
|
4 |
0,022 |
0,034 |
0,048 |
0,071 |
0,109 |
0,186 |
0,273 |
- |
- |
|
5 |
0,026 |
0,041 |
0,057 |
0,076 |
0,127 |
0,215 |
0,316 |
0,551 |
0,773 |
|
6 |
0,031 |
0,048 |
0,066 |
0,087 |
0,145 |
0,245 |
0,359 |
0,609 |
0,850 |
|
7 |
0,035 |
0,054 |
0,075 |
0,098 |
0,163 |
0,274 |
0,402 |
0,668 |
0,927 |
|
8 |
0,039 |
0,061 |
0,084 |
0,110 |
0,181 |
0,303 |
0,446 |
0,726 |
1,003 |
|
9 |
0,044 |
0,068 |
0,093 |
0,121 |
0,199 |
0,333 |
0,489 |
0,785 |
1,080 |
|
10 |
0,048 |
0,074 |
0,102 |
0,132 |
0,217 |
0,362 |
0,533 |
0,843 |
1,156 |
|
11 |
- |
0,081 |
0,111 |
0,143 |
0,235 |
0,391 |
0,576 |
0,902 |
1,233 |
|
12 |
- |
0,088 |
0,120 |
0,155 |
0,235 |
0,421 |
0,619 |
0,960 |
1,309 |
|
13 |
- |
- |
- |
0,167 |
0,271 |
0,450 |
0,662 |
1,019 |
1,386 |
|
14 |
- |
- |
- |
0,178 |
0,289 |
0,479 |
0,705 |
1,077 |
1,463 |
|
16 |
- |
- |
- |
0,201 |
0,325 |
0,538 |
0,792 |
1,194 |
1,615 |
|
18 |
- |
- |
- |
- |
0,361 |
0,597 |
0,879 |
1,311 |
1,767 |
|
20 |
- |
- |
- |
- |
0,394 |
0,665 |
0,966 |
1,428 |
1,920 |
|
22 |
- |
- |
- |
- |
- |
0,714 |
1,053 |
1,545 |
2,073 |
|
25 |
- |
- |
- |
- |
- |
0,802 |
1,183 |
1,721 |
2,302 |
|
28 |
- |
- |
- |
- |
- |
- |
1,313 |
1,896 |
2,532 |
|
30 |
- |
- |
- |
- |
- |
- |
1,399 |
2,013 |
2,685 |
|
32 |
- |
- |
- |
- |
- |
- |
- |
2,130 |
2,838 |
|
35 |
- |
- |
- |
- |
- |
- |
- |
2,305 |
3,068 |
|
38 |
- |
- |
- |
- |
- |
- |
- |
- |
3,298 |
|
40 |
- |
- |
- |
- |
- |
- |
- |
- |
3,451 |
Продолжение табл. 2
|
Длина винта l, мм |
Масса 1000 шт. стальных винтов с крупным шагом резьбы, кг ≈ при номинальном диаметре резьбы d, мм |
||||||||
|
М5 |
М6 |
М8 |
М10 |
М12 |
М14 |
М16 |
М18 |
М20 |
|
|
6 |
1,195 |
- |
- |
- |
- |
- |
- |
- |
- |
|
7 |
1,317 |
- |
- |
- |
- |
- |
- |
- |
- |
|
8 |
1,440 |
2,240 |
- |
- |
- |
- |
- |
- |
- |
|
9 |
1,562 |
2,414 |
- |
- |
- |
- |
- |
- |
- |
|
10 |
1,684 |
2,589 |
5,500 |
- |
- |
- |
- |
- |
- |
|
11 |
1,806 |
2,764 |
5,815 |
- |
- |
- |
- |
- |
- |
|
12 |
1,929 |
2,938 |
6,131 |
9,20 |
- |
- |
- |
- |
- |
|
13 |
2,051 |
3,113 |
6,446 |
9,70 |
- |
- |
- |
- |
- |
|
14 |
2,173 |
3,287 |
6,762 |
10,20 |
- |
- |
- |
- |
- |
|
16 |
2,417 |
3,636 |
7,393 |
11,20 |
16,80 |
- |
- |
- |
- |
|
18 |
2,661 |
3,985 |
8,024 |
12,19 |
18,97 |
- |
- |
- |
- |
|
20 |
2,906 |
4,334 |
8,655 |
13,19 |
21,14 |
- |
- |
- |
- |
|
22 |
3,150 |
4,683 |
9,286 |
14,20 |
21,14 |
- |
- |
- |
- |
|
25 |
3,517 |
5,208 |
10,230 |
15,69 |
23,31, |
33,17 |
- |
- |
- |
|
28 |
3,884 |
5,733 |
11,176 |
17,19 |
25,49 |
36,13 |
- |
- |
- |
|
30 |
4,128 |
6,082 |
11,810 |
18,18 |
26,93 |
38,11 |
51,67 |
- |
- |
|
32 |
4,372 |
6,431 |
12,441 |
19,19 |
28,38 |
40,09 |
54,32 |
- |
- |
|
35 |
4,738 |
6,955, |
13,390 |
20,67 |
30,55 |
43,06 |
58,30 |
75,89 |
- |
|
38 |
5,104 |
7,479 |
14,332 |
22,16 |
32,72 |
46,02 |
62,27 |
80,83 |
- |
|
40 |
5,349 |
7,828 |
14,963 |
23,16 |
34,17 |
48,00 |
64,93 |
84,13 |
106,9 |
|
42 |
5,593 |
8,177 |
15,594 |
24,25 |
35,62 |
49,99 |
67,58 |
87,42 |
111,0 |
|
45 |
5,959 |
8,701 |
16,537 |
25,65 |
37,79 |
52,94 |
71,56 |
92,36 |
117,3 |
|
48 |
6,326 |
9,225 |
17,483 |
27,15 |
39,96 |
55,91 |
75,53 |
97,31 |
123,5 |
|
50 |
6,572 |
9,574 |
18,118 |
28,15 |
41,41 |
57,89 |
78,19 |
100,60 |
127,6 |
|
55 |
- |
10,447 |
19,688 |
30,65 |
45,03 |
62,83 |
84,82 |
108,84 |
138,0 |
|
60 |
- |
11,320 |
21,268 |
33,14 |
48,64 |
67,78 |
91,45 |
117,08 |
148,4 |
|
65 |
- |
- |
22,838 |
35,64 |
52,26 |
72,72 |
98,08 |
125,31 |
158,8 |
|
70 |
- |
- |
24,418 |
38,14 |
55,88 |
77,67 |
104,71 |
133,55 |
169,1 |
|
75 |
- |
- |
25,988 |
40,63 |
59,50 |
82,61 |
111 ,34 |
141,78 |
179,5 |
|
80 |
- |
- |
27,580 |
43,11 |
63,12 |
87,56 |
117,97 |
150,01 |
189,9 |
|
85 |
- |
- |
- |
45,61 |
66,73 |
92,50 |
124,60 |
158,26 |
200,3 |
|
90 |
- |
- |
- |
48,11 |
70,35 |
97,44 |
131,23 |
166,49 |
210,7 |
|
95 |
- |
- |
- |
50,60 |
73,97 |
102,39 |
137,85 |
174,73 |
221,0 |
|
100 |
- |
- |
- |
53,10 |
77,59 |
107,33 |
144,49 |
182,97 |
231,4 |
|
110 |
- |
- |
- |
- |
- |
- |
- |
199,44 |
252,2 |
|
120 |
- |
- |
- |
- |
- |
- |
- |
- |
272,9 |
Примечание. Для определения массы винтов из алюминиевого сплава величины масс, указанные в таблице, следует умножить на коэффициент 0,356, из латуни - на 1,08.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. ПОДГОТОВЛЕН И ВНЕСЕН Техническим комитетом по стандартизации ТК 229 «Крепежные изделия»
РАЗРАБОТЧИКИ:
Н.А. Галкина, Н.М. Шугаева, Б.М. Ригмант, Т.Е. Юрченко
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстандарта России от 23.11.92 № 1504
Стандарт подготовлен методом прямого применения международных стандартов ИСО 2009-83 «Винты с потайной головкой и прямым шлицем (нормальная головка). Класс А» и ИСО 7046-83 «Винты с потайной головкой и крестообразным шлицем. Класс точности А, класс прочности 4.8» с дополнительными требованиями, отражающими потребности народного хозяйства
3. ВВЕДЕН ВПЕРВЫЕ
4. Срок проверки 1997 г.
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Номер пункта |
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
СОДЕРЖАНИЕ