ГОСТ 659-89
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СТАНКИ ЗУБОФРЕЗЕРНЫЕ ВЕРТИКАЛЬНЫЕ
ДЛЯ ЦИЛИНДРИЧЕСКИХ КОЛЕС
ОСНОВНЫЕ
ПАРАМЕТРЫ И РАЗМЕРЫ.
НОРМЫ ТОЧНОСТИ
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
СТАНКИ ЗУБОФРЕЗЕРНЫЕ ВЕРТИКАЛЬНЫЕ Основные параметры и размеры. Нормы точности Cylindrical gear hobbers with
vertical work axis. |
ГОСТ |
Дата введения 01.01.91
Настоящий стандарт распространяется на вертикальные зубофрезерные станки общего назначения классов точности Н, П, В, А и С (в том числе на станки вспомогательного производства), работающие червячной фрезой по ГОСТ 9324, предназначенные для обработки прямозубых и косозубых цилиндрических колес внешнего зацепления с наибольшим диаметром до 12500 мм и изготавливаемые для нужд народного хозяйства и экспорта.
Стандарт не распространяется на специальные и специализированные станки.
Требования настоящего стандарта являются обязательными.
(Измененная редакция, Изм. № 1).
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Основные параметры и размеры станков должны соответствовать указанным на черт. 1 и в табл. 1

D - наибольший
диаметр обрабатываемого колеса (прямозубого),
L - наибольшая длина
вертикального перемещения инструментального суппорта (стола),
d - диаметр стола или
фланца шпинделя изделия
Черт. 1
Примечание. Чертеж не определяет конструкцию станка.
Таблица 1
Размеры, мм
|
L, не менее |
mнб*, не менее |
b*, не менее |
d, не менее |
Конус инструментального шпинделя |
Наибольший диаметр устанавливаемых червячных фрез, не менее** |
|||
|
по ГОСТ 25557 |
по ГОСТ 15945 |
|||||||
|
125 |
125 |
1,5 |
±45° |
100 |
Конус Морзе |
3 |
25 |
80 |
|
2,5 |
100 |
|||||||
|
200 |
160 |
2,5 |
180 |
4 |
30 |
100 |
||
|
4,0 |
125 |
|||||||
|
320 |
6,0 |
250 |
5 |
40 |
160 |
|||
|
500 |
320 |
8,0 |
400 |
180 |
||||
|
800 |
400 |
10,0 |
630 |
200 |
||||
|
1250 |
630 |
12,0 |
1000 |
6 |
225 |
|||
|
2000 |
900 |
20,0 |
1600 |
- |
300 |
|||
|
3150 |
Метрический конус |
80 |
||||||
|
1200 |
32,0 |
2500 |
||||||
|
5000 |
||||||||
|
1600 |
40,0 |
4000 |
340 |
|||||
|
8000 |
±30° |
|||||||
|
2200 |
7100 |
|||||||
|
12500 |
±15° |
|||||||
* mнб - наибольший модуль обрабатываемого колеса по ГОСТ 9563; b - наибольший угол наклона линии зуба обрабатываемого колеса на станках с механизмом дифференциала.
** Для нового проектирования
Примечание. При проектировании станков с ЧПУ числовые значения главного параметра (наибольшего диаметра D обрабатываемого прямозубого колеса) следует выбирать из табл. 1
(Измененная редакция, Изм. № 1).
1.2. Размеры D и L приведены для горизонтального положения инструментального суппорта и наибольшего расстояния между осью стола (шпинделя изделия) и осью инструментального шпинделя.
1.3. Диаметр стола или фланца шпинделя изделия следует принимать по ряду Ra 20 ГОСТ 6636.
1.4. По согласованию с потребителем станки могут изготавливаться с наибольшим диаметром обрабатываемого колеса 80, 160, 250, 400, 630, 1000, 1600, 2500, 6300 мм.
2. ГЕОМЕТРИЧЕСКАЯ ТОЧНОСТЬ СТАНКА
2.1. Общие требования к испытаниям станков на точность - по ГОСТ 8.
Схемы и способы измерений геометрических параметров - по ГОСТ 22267 и настоящему стандарту.
Допускается применение методов проверки и средств измерений, отличающихся от указанных в настоящем стандарте, при условии обеспечения выполнения требуемой точности измерения и достоверности определения проверяемых параметров точности в соответствии с ГОСТ 8.
2.2. Геометрические нормы точности станков классов точности Н, П, В и А не должны превышать значений, указанных в пп. 2.2.1 - 2.2.12.
Для станков класса точности С номенклатура показателей точности с допусками, ужесточенными в соответствии с п. 1.9 ГОСТ 8 по сравнению с допусками станков класса точности А, устанавливается по согласованию между изготовителем и потребителем.
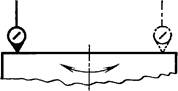
2.2.1. Плоскостность рабочей поверхности стола (шпинделя изделия)
Таблица 2
|
Длина измерения, мм |
Допуск, мкм для станков классов точности |
|||
|
Н |
П |
В |
А |
|
|
До 125 |
12 |
8 |
5 |
3 |
|
Св. 125 » 200 |
16 |
10 |
6 |
4 |
|
» 200 » 320 |
20 |
12 |
8 |
5 |
|
» 320 » 500 |
25 |
16 |
10 |
6 |
|
» 500 » 800 |
30 |
20 |
12 |
8 |
|
» 800 » 1250 |
40 |
25 |
16 |
10 |
|
» 1250 » 2000 |
50 |
30 |
20 |
12 |
|
» 2000 » 3150 |
65 |
40 |
25 |
16 |
|
» 3150 » 5000 |
80 |
50 |
30 |
20 |
|
» 5000 » 8000 |
100 |
- |
- |
- |
|
Выпуклость не допускается |
||||
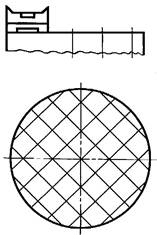
Черт. 2
Измерения - по ГОСТ 22267, разд. 4, метод 6, (черт. 2), не менее чем в 8 сечениях, включая два диаметральных. В случае, если отверстие в столе (шпинделе изделия) больше чем 0,15d, то измерения в диаметральных сечениях не производятся.
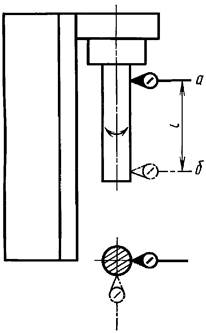
2.2.2. Постоянство положения оси вращения стола (шпинделя изделия):
а) у рабочей поверхности стола (шпинделя изделия);
б) на расстоянии l
Таблица 3
|
Номер пункта |
l, мм |
Допуск, мкм, для станков классов точности |
||||
|
Н |
П |
В |
А |
|||
|
До 125 |
2.2.2.а 2.2.2.б |
- 150 |
4 6 |
2,5 4 |
1,6 2,5 |
1,0 1,2 |
|
Св. 125 » 200 |
2.2.2.а 2.2.2.б |
- 200 |
5 8 |
3 5 |
2 3 |
1,2 2 |
|
» 200 » 320 |
2.2.2.а 2.2.2.б |
- 200 |
6 10 |
4 6 |
2,5 4 |
1,6 2,5 |
|
» 320 » 500 |
2.2.2.а 2.2.2.б |
- 300 |
8 12 |
5 8 |
3 5 |
2 3 |
|
» 500 » 800 |
2.2.2.а 2.2.2.б |
- 300 |
10 16 |
6 10 |
4 6 |
2,5 4 |
|
» 800 » 1250 |
2.2.2.а 2.2.2.б |
- 500 |
12 25 |
8 16 |
5 10 |
3 6 |
|
» 1250» 2000 |
2.2.2.а 2.2.2.б |
- 500 |
16 30 |
10 20 |
6 12 |
4 8 |
|
» 2000 » 3150 |
2.2.2.а 2.2.2.б |
- 1000 |
20 50 |
12 30 |
8 20 |
5 12 |
|
» 3150 » 5000 |
2.2.2.а 2.2.2.б |
- 1000 |
25 65 |
16 40 |
10 25 |
6 16 |
|
» 5000 » 12500 |
2.2.2.а 2.2.2.б |
- 1000 |
30 80 |
- - |
- - |
- - |
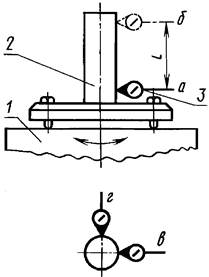
Черт. 3
На столе 1 (черт. 3) станка устанавливают регулируемую контрольную оправку 2 с цилиндрической рабочей частью с плоским торцом или гнездом для шарика. Оправку центрируют относительно оси вращения так, чтобы смещение оси оправки составляло примерно трех-, четырехкратную величину допуска на проверку. Измерительные приборы 3 укрепляют на неподвижной части станка так, чтобы измерительные наконечники касались рабочей части оправки и были направлены перпендикулярно к оси вращения стола.
Измерения проводят одновременно двумя измерительными приборами в положениях в и г (под углом 90°) в плоскостях а и б, при прерывистом или непрерывном вращении стола. Замеры проводят не менее чем в восьми угловых положениях стола (через 45°) в течение не менее трех его оборотов. Из замеренных значений для каждого углового положения стола вычисляют среднее арифметическое значение (отдельно для положений в и г). Вычисленные средние значения стола откладывают на прямоугольных осях координат: для измерительного прибора в положении в - на оси X, для измерительного прибора в положении г - на оси Y. Из полученных точек проводят прямые, параллельные осям координат, а их точки пересечения последовательно соединяют прямыми. Вокруг полученного многоугольника проводят описанную окружность с минимально возможным радиусом и концентричную ей (из того же центра) вписанную окружность максимально возможного радиуса. Отклонение от постоянства оси вращения стола в каждой плоскости (а и б) равно разности радиусов описанной и вписанной окружностей.
Пример определения отклонения от постоянства положения оси вращения стола приведен в справочном приложении.
2.2.3. Осевое биение стола (шпинделя изделия)
|
|
|
|
Черт. 4 |
Черт. 5 |
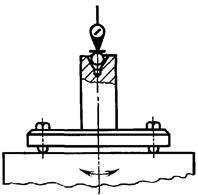

Таблица 4
|
Наибольший диаметр обрабатываемого колеса, мм |
Допуск, мкм, для станков классов точности |
||
|
П |
В |
А |
|
|
До 125 |
3 |
2 |
1 |
|
Св. 125 » 200 |
4 |
2,5 |
1,6 |
|
» 200 » 320 |
5 |
3 |
2 |
|
» 320 » 500 |
6 |
4 |
2,5 |
|
» 500 » 800 |
8 |
5 |
3 |
|
» 800 » 1250 |
10 |
6 |
4 |
|
» 1250 » 2000 |
12 |
8 |
5 |
|
» 2000 » 3150 |
16 |
10 |
6 |
|
» 3150 » 5000 |
20 |
12 |
8 |
Измерения - по ГОСТ 22267, разд. 17, метод 1, (черт. 4 и 5).
Для проведения измерений используют ту же оправку (или устанавливают такую же), что и в пункте 2.2.2. Оправку центрируют относительно оси вращения стола так, чтобы показания прибора для измерения длин в нижнем положении (у поверхности стола) и в верхнем положении (на расстоянии l (см. табл. 3) для соответствующего типоразмера станка) были минимальными.
а) в плоскости, перпендикулярной к направлению перемещения стола (стойки) и проходящей через ось вращения стола (шпинделя изделия);
б) в плоскости, параллельной перемещению стола (стойки) и проходящей через ось вращения стола (шпинделя изделия)
Таблица 5
|
Длина перемещения, мм |
Номер пункта |
Допуск, мкм для станков классов точности |
|||
|
Н |
П |
В |
А |
||
|
До 160 |
2.2.4.а 2.2.4.б |
12 16 |
8 10 |
5 6 |
3 4 |
|
Св. 160 » 250 |
2.2.4.а 2.2.4.б |
16 20 |
10 12 |
6 8 |
4 5 |
|
» 250 » 400 |
2.2.4.а 2.2.4.б |
20 25 |
12 16 |
8 10 |
5 6 |
|
» 400 » 630 |
2.2.4.а 2.2.4.б |
25 30 |
16 20 |
10 12 |
6 8 |
|
» 630 » 1000 |
2.2.4.а 2.2.4.б |
30 40 |
20 25 |
12 16 |
8 10 |
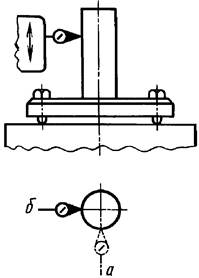
Черт. 6
Измерения - по ГОСТ 22267, разд. 6, метод 3а или 3б (черт. 6).
Для проведения измерения используют ту же оправку (или устанавливают такую же), что и в пп. 2.2.2 и 2.2.3. Оправку центрируют относительно оси вращения стола, как указано в п. 2.2.3. Проверку проводят после фиксирования стола (шпинделя изделия) или стойки на направляющих станины.
Проверку проводят:
для станков классов точности Н и П без поворота оправки на 180°,
для станков классов точности В и А с поворотом стола вместе с оправкой на 180°.
Измерения проводят поочередно в крайних и среднем положениях инструментального суппорта или стола (шпинделя изделия). Длина перемещения должна соответствовать наибольшей ширине нарезаемого венца, но не более величины / (см. табл. 3) для соответствующего типоразмера станка. Значение длины перемещения должно быть указано в технической документации на конкретную модель станка.
Для станков с наибольшим диаметром обрабатываемого колеса свыше 1250 мм положение стола или стойки на направляющих должно быть указано в технической документации на конкретную модель станка.
2.2.5. Торцовое биение рабочей поверхности стола (шпинделя изделия)
Таблица 6
|
Наибольший диаметр обрабатываемого колеса мм |
Допуск, мкм для станков классов точности |
|||
|
Н |
П |
В |
А |
|
|
До 125 |
6 |
4 |
3 |
2,5 |
|
Св. 125 » 200 |
8 |
5 |
4 |
3 |
|
» 200 » 320 |
10 |
6 |
5 |
4 |
|
» 320 » 500 |
12 |
8 |
6 |
5 |
|
» 500 » 800 |
16 |
10 |
8 |
6 |
|
» 800 » 1250 |
20 |
12 |
10 |
8 |
|
» 1250 » 2000 |
25 |
16 |
12 |
10 |
|
» 2000 » 3150 |
30 |
20 |
16 |
12 |
|
» 3150 » 5000 |
40 |
30 |
20 |
16 |
|
» 5000 » 12500 |
50 |
- |
- |
- |
Черт. 7
Измерения - по ГОСТ 22267, разд. 18, метод 1, (черт. 7).
Измерительный наконечник прибора должен отстоять от оси вращения на расстоянии не менее 0,4 диаметра рабочей поверхности стола (шпинделя изделия). Измерения проводят поочередно при двух направлениях вращения стола. Влияние на результат измерения местных неровностей, пазов и т.д. следует исключить (например, располагая концевую меру длины между измерительным наконечником и проверяемой поверхностью).
2.2.6. Радиальное биение конического отверстия инструментального шпинделя:
а) у торца инструментального шпинделя;
б) на расстоянии l
Черт. 8
Таблица 7
|
Наибольший диаметр обрабатываемого колеса, мм |
Номер пункта |
l, мм |
Допуск, мкм для станков классов точности |
|||
|
Н |
П |
В |
А |
|||
|
До 125 |
2.2.6.а 2.2.6.б |
- 150 |
6 8 |
4 5 |
2,5 3 |
1,6 2 |
|
Св. 125 » 320 |
2.2.6.а 2.2.6.б |
- 200 |
8 10 |
5 6 |
3 4 |
2 2,5 |
|
» 320 » 800 |
2.2.6.а 2.2.6.б |
- 200 |
10 16 |
6 10 |
4 6 |
2,5 4 |
|
» 800 » 2000 |
2.2.6.а 2.2.6.б |
- 300 |
12 25 |
8 16 |
5 10 |
3 6 |
|
» 2000 » 5000 |
2.2.6.а 2.2.6.б |
- 500 |
16 30 |
10 20 |
6 12 |
4 8 |
|
» 5000 » 12500 |
2.2.6.а 2.2.6.б |
- 500 |
20 40 |
- - |
- - |
- - |
Измерения - по ГОСТ 22267, разд. 15, метод 2, (черт. 8).
Примечание. Положение инструментального суппорта при проверке должно быть указано в технической документации на конкретные модели станков.
2.2.7. Осевое биение инструментального шпинделя
Черт. 9
Черт. 10
Таблица 8
|
Наибольший диаметр обрабатываемого колеса, мм |
Допуск, мкм, для станков классов точности |
||
|
Н |
П |
В/А |
|
|
До 125 |
4 |
2,5 |
1,6 |
|
Св. 125 » 320 |
5 |
3 |
2 |
|
» 320 » 800 |
6 |
4 |
2,5 |
|
» 800 » 2000 |
8 |
5 |
3 |
|
» 2000 » 5000 |
10 |
6 |
4 |
|
» 5000 »12500 |
12 |
- |
- |
Измерения - по ГОСТ 22267, разд. 17, метод 1, (черт. 9 и 10).
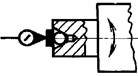
2.2.8. Соосность оси отверстия подшипника, поддерживающего конец оправки фрезы, с осью вращения инструментального шпинделя
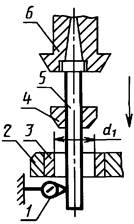


Таблица 9
|
Наибольший диаметр обрабатываемого колеса, мм |
Допуск, мкм, для станков классов точности |
|||
|
Н |
П |
В |
А |
|
|
До 125 |
10 |
8 |
6 |
5 |
|
Св. 125 » 320 |
16 |
12 |
10 |
8 |
|
» 320 » 800 |
20 |
16 |
12 |
10 |
|
» 800 » 2000 |
25 |
20 |
16 |
12 |
|
» 2000 » 5000 |
30 |
25 |
20 |
16 |
|
» 5000 » 12500 |
40 |
- |
- |
- |
а) Измерения с помощью контрольной оправки, кольца, контрольной втулки и измерительного прибора (черт. 11).
В отверстие инструментального шпинделя 6 вставляют контрольную оправку 5 с цилиндрической рабочей поверхностью. В зависимости от конструкции станка на контрольную оправку надевают контрольную втулку 4 с направляющим конусом на конце. В отверстие подшипника поддержки 2 вставляют контрольное кольцо 3 (диаметр отверстия кольца соответствует наружному диаметру втулки с минимальным зазором). Втулку вводят в кольцо при закрепленных поддержке и кронштейне (корпусе) инструментального шпинделя. На неподвижной части станка укрепляют измерительный прибор 1 так, чтобы его измерительный наконечник касался свободного конца цилиндрической поверхности оправки и был направлен к ее оси перпендикулярно образующей.
Измерения соосности проводят в двух взаимно перпендикулярных плоскостях до и после ввода втулки на всю длину отверстия кольца. Отклонение определяют как алгебраическую разность показаний измерительного прибора в каждом положении втулки.
Примечание. Измерительный прибор должен быть расположен максимально ближе к опоре.
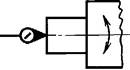
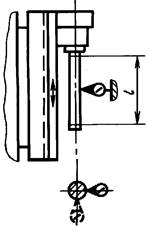
б) Измерения (черт. 12а).
Измерения - по ГОСТ 22267, разд. 14, метод 5 для l1 - не менее наибольшей длины червячной фрезы.
в) Измерения (черт. 12б).
Измерения - по ГОСТ 22267, разд. 14, метод 5 для l2 - не менее 1,25l3, где l3 - наибольшая длина червячной фрезы.
Примечание. Выбранный метод проверки должен быть указан в технической документации на конкретные модели станков.
а) в вертикальной плоскости;
б) в горизонтальной плоскости
Черт. 13
Таблица 10
|
Наибольший диаметр обрабатываемого колеса, мм |
l, мм |
Допуск, мкм для станков классов точности |
|||
|
Н |
П |
В |
А |
||
|
До 125 |
150 |
10 |
8 |
6 |
5 |
|
Св. 125 » 320 |
150 |
12 |
10 |
8 |
6 |
|
» 320 » 800 |
200 |
20 |
16 |
12 |
10 |
|
» 800 » 2000 |
300 |
25 |
20 |
16 |
12 |
|
» 2000 » 5000 |
300 |
30 |
25 |
20 |
16 |
|
» 5000 » 12500 |
300 |
40 |
- |
- |
- |
Измерения - по ГОСТ 22267, разд. 6, метод 3б, (черт. 13).
Контрольную оправку укрепляют в отверстии инструментального шпинделя. Салазки тангенциального суппорта перемещают на всю длину хода, но не более величины l для соответствующего типоразмера станка.
Примечания.
1. Положение инструментального шпинделя при измерении должно быть указано в технической документации на конкретные модели станков.
2. Тангенциальным суппортом является суппорт зубофрезерного станка, имеющего кинематическую цепь тангенциальной рабочей подачи.
а) в крайнем нижнем положении контрподдержки;
б) в крайнем верхнем положении контрподдержки

Черт. 14
Таблица 11
|
Наибольший диаметр обрабатываемого колеса, мм |
Номер пункта |
Допуск, мкм, для станков классовточности |
|||
|
Н |
П |
В |
А |
||
|
До 125 |
2.2.10.а 2.2.10.б |
8 10 |
6 8 |
5 6 |
4 5 |
|
Св. 125 » 320 |
2.2.10.а 2.2.10.б |
10 16 |
8 12 |
6 10 |
5 8 |
|
» 320 » 800 |
2.2.10.а 2.2.10.б |
16 20 |
12 16 |
10 12 |
8 10 |
|
» 800 » 2000 |
2.2.10.а 2.2.10.б |
20 30 |
16 25 |
12 20 |
10 16 |
|
» 2000 » 5000 |
2.2.10.а 2.2.10.б |
25 40 |
20 30 |
16 25 |
12 20 |
Контрольной оправкой 3 (черт. 14), плотно вставленной в отверстие контрподдержки 4, воспроизводят ось подшипника контрподдержки. Длину выступающей части оправки из контрподдержки принимают равной двум диаметрам отверстия контрподдержки.
Измерительный прибор 2 укрепляют на столе 1 так, чтобы его измерительный наконечник касался образующей контрольной оправки и был перпендикулярен к ней.
Вращая стол (шпиндель изделия), обкатывают контрольную оправку в двух крайних рабочих положениях контрподдержки (а и б).
В каждом положении определяют наибольшую алгебраическую разность показаний измерительного прибора. Отклонение от соосности определяют половиной наибольшего результата измерения.
Для исключения из результатов измерения отклонения от соосности центрирующей и контрольной частей оправки измерение проводят дважды. Перед вторым измерением контрольную оправку отсоединяют от контрподдержки, поворачивают на 180° вокруг оси вращения стола и вновь устанавливают в контрподдержку. Отклонение от соосности каждого сечения равно полусумме результатов двух измерений.
Примечания.
1. Для станков с неподвижной контрподдержкой и перемещающейся пинолью допускается производить проверку по оправке большей длины.
2. Для станков с перемещающимся столом (шпинделем изделия) проверку допускается проводить в среднем положении стола.
а) накопленная погрешность поворота;
б) периодическая погрешность поворота

Черт. 15
Таблица 12
|
Номер пункта |
Допуск, угловые секунды, для станков классов точности |
||||
|
Н |
П |
В |
А |
||
|
До 125 |
2.2.11.а 2.2.11.б |
125 40 |
80 25 |
50 16 |
32 10 |
|
Св. 125 » 200 |
2.2.11.а 2.2.11.б |
100 32 |
65 20 |
40 12 |
25 8 |
|
» 200 » 320 |
2.2.11.а 2.2.11.б |
80 25 |
50 16 |
32 10 |
20 6 |
|
» 320 » 500 |
2.2.11.а 2.2.11.б |
65 20 |
40 12 |
25 8 |
16 5 |
|
» 500 » 800 |
2.2.11.а 2.2.11.б |
50 16 |
32 10 |
20 6 |
12 4 |
|
» 800 » 1250 |
2.2.11.а 2.2.11.б |
40 12 |
25 8 |
16 5 |
10 3 |
|
» 1250 » 2000 |
2.2.11.а 2.2.11.б |
32 10 |
20 6 |
12 4 |
8 2,5 |
|
» 2000 » 3150 |
2.2.11.а 2.2.11.б |
25 8 |
16 5 |
10 3 |
6 2 |
|
» 3150 » 5000 |
2.2.11.а 2.2.11.б |
20 6 |
12 4 |
8 2,5 |
5 1,6 |
|
» 5000 » 12500 |
2.2.11.а 2.2.11.б |
16 5 |
- - |
- - |
- - |
Измерения проводят угломерным прибором (типа кинематомера), непрерывно указывающим погрешность взаимосвязанного поворота стола (шпинделя изделия) относительно инструментального шпинделя. При проверке цепь обката станка настраивают на передаточное отношение, возможно более близкое к передаточному отношению при нарезании образца-изделия (см. разд. 3).
Измерения проводят при вращении стола (шпинделя изделия) в двух направлениях.
Отклонение равно (черт. 15):
а) наибольшей накопленной погрешности за один оборот стола (шпинделя изделия);
б) наибольшей удвоенной амплитуде периодической составляющей кинематической погрешности за один оборот стола (шпинделя изделия).
Для модификаций тяжелых уникальных станков с наибольшим диаметром обрабатываемого колеса 2000 мм и более, создаваемых на базе станков меньших моделей, данные из табл. 12 следует брать по размерам станков базовых моделей.
Примечание. При отсутствии приборов проверку заменяют проверками по пп. 3.5.1 и 3.5.2.
а) накопленная погрешность перемещения (табл. 13);
б) периодическая погрешность перемещения (табл. 14)
(для станков с перемещающимся инструментальным суппортом)*
___________
* Для станков с перемещающимся столом данная проверка относится к связанному движению: линейному перемещению стола (шпинделя изделия) с поворотом последнего.

Черт. 16
Таблица 13
|
Допуск, мкм, для станков классов точности |
||
|
В |
А |
|
|
25 |
6 |
5 |
|
100 |
10 |
8 |
|
300 |
16 |
12 |
|
500 |
20 |
16 |
|
1000 |
25 |
20 |
|
2000 |
32 |
25 |
Таблица 14
|
Допуск, мкм, для станков классов точности |
||
|
В |
А |
|
|
До 125 |
4 |
3 |
|
Св. 125 » 800 |
5 |
4 |
|
» 800 » 5000 |
6 |
5 |
Измерения проводят прибором (типа линейно-кругового кинематомера), обеспечивающим непрерывную запись результатов измерения и непрерывно указывающим погрешность взаимосвязанных движений - линейного перемещения инструментального суппорта относительно поворота стола (шпинделя изделия).
При проверке цепь подач настраивают таким образом, чтобы за каждый оборот стола (шпинделя изделия) инструментальный суппорт перемещался на длину хода, не кратную шагу ходового винта вертикальной подачи инструментального суппорта.
Проверку проводят при двух направлениях вращения стола (шпинделя изделия) на всей длине хода инструментального суппорта или стола, но не более наибольшей ширины нарезаемого венца.
Отклонения равны (черт. 16):
а) наибольшей накопленной погрешности на угле поворота стола, соответствующем всей длине хода инструментального суппорта или стола (табл. 13);
б) наибольшей удвоенной амплитуде периодической составляющей кинематической погрешности на угле поворота стола, соответствующем всей длине хода инструментального суппорта или стола (табл. 14).
Примечания:
1. Для станков, имеющих раздельные приводы главного движения и подачи, данная проверка не проводится.
2. При отсутствии приборов проверку заменяют проверкой по п. 3.5.3.
3. ТОЧНОСТЬ СТАНКА В РАБОТЕ
3.1. Общие требования к образцу-изделию - по ГОСТ 25443.
3.2. На станке нарезают (при чистовом режиме) однозаходной червячной фрезой соответствующего класса точности методом обкатки образец-изделие (цилиндрическое зубчатое колесо) с параметрами, указанными в табл. 15.
Таблица 15
|
D, мм |
d, мм, не менее |
т, мм |
b, мм |
b |
||||
|
Для станков классов точности |
||||||||
|
н, П |
в, А |
н, п |
В, А |
|||||
|
До 320 |
0,5D |
³ 0,6mнб |
³ 15 |
Не более 300 |
³ 0,3d |
Не более 300 |
0° |
20° |
|
Св. 320 до 500 |
³ 0,1d |
|||||||
|
Св. 500 до 2000 |
||||||||
|
Св. 2000 до 5000 |
³ 0,5mнб |
|||||||
|
Св. 5000 до 12500 |
0,4D |
³ 0,4mнб |
||||||
__________________
* Не более 20 мм.
D и mнб - соответственно наибольший диаметр и наибольший модуль обрабатываемого колеса; d - делительный диаметр образца-изделия; т - модуль образца-изделия; b - ширина зубчатого венца образца-изделия; b - наибольший угол наклона линии зуба образца-изделия.
Примечания:
1. Контроль точности направления зуба допускается проводить на образце-изделии меньшего диаметра, чем указано в табл. 15. При этом наименьшая ширина зубчатого венца определяется по таблице, где диаметр d образца-изделия соответствует данным таблицы с учетом величины наибольшего диаметра обрабатываемого колеса. Для станков с наибольшим диаметром обрабатываемого образца-изделия (косозубого колеса) свыше 500 мм ширина зубчатого венца образца-изделия выбирается кратной осевым шагам, но не менее двум осевым шагам.
2. Число зубьев образца-изделия должно быть не равно и не кратно числу зубьев делительного колеса станка.
3.3. Материал образца-изделия: среднеуглеродистая сталь (s = 600 ... 750 Н/мм2) или серый чугун (170 ... 241 НВ).
Для станков классов точности В и А с наибольшим диаметром обрабатываемого колеса до 200 мм допускается применять бронзу.
3.4. Условия обработки образца-изделия.
В технической документации на конкретные модели станков должны содержаться следующие данные для испытаний:
режущий инструмент (материал, размеры и параметры точности);
скорость резания;
подача;
припуск для обработки;
вид охлаждающей жидкости, а также другие необходимые характеристики.
3.5. Нормы точности образца-изделия не должны превышать значений, указанных в пп. 3.5.1 - 3.5.3.
3.5.1. Точность положения профиля соседних зубьев. Разность соседних окружных шагов
Таблица 16
|
Допуск, |
угловые секунды, для станков классов точности |
|||
|
Н |
П |
В |
А |
|
|
До 125 |
50 |
32 |
20 |
12 |
|
Св. 125 » 200 |
40 |
25 |
16 |
10 |
|
» 200 » 320 |
32 |
20 |
12 |
8 |
|
» 320 » 500 |
25 |
16 |
10 |
6 |
|
» 500 » 800 |
20 |
12 |
8 |
5 |
|
» 800 » 1250 |
16 |
10 |
6 |
4 |
|
» 1250 » 2000 |
12 |
8 |
5 |
3 |
|
» 2000 » 3150 |
10 |
6 |
4 |
2,5 |
|
» 3150 » 5000 |
8 |
5 |
3 |
2 |
|
» 5000 » 12500 |
6 |
- |
- |
- |
Измерение проводят по обоим профилям зубьев прибором, предназначенным для контроля окружных шагов.
Погрешность равна наибольшей разности между соседними окружными шагами.
Для модификаций тяжелых уникальных станков с наибольшим диаметром обрабатываемого колеса 2000 мм и более, создаваемых на базе станков меньших моделей, данные из табл. 16 следует брать по размерам станков базовых моделей.
Примечание. При переходе к отклонению шага по ГОСТ 1643 следует пользоваться формулой
![]()
где fu - разность соседних окружных шагов.
3.5.2. Точность положения профилей зубьев по всей окружности. Накопленная погрешность окружного шага
Таблица 17
|
Допуск, угловые секунды, для станков классов точности |
||||
|
Н |
П |
В |
А |
|
|
До 125 |
160 |
100 |
65 |
40 |
|
Св. 125 » 200 |
125 |
80 |
50 |
32 |
|
» 200 » 320 |
100 |
65 |
40 |
25 |
|
» 320 » 500 |
80 |
50 |
32 |
20 |
|
» 500 » 800 |
65 |
40 |
25 |
16 |
|
» 800 » 1250 |
50 |
32 |
20 |
12 |
|
» 1250 » 2000 |
40 |
25 |
16 |
10 |
|
» 2000 » 3150 |
32 |
20 |
12 |
8 |
|
» 3150 » 5000 |
25 |
16 |
10 |
6 |
|
» 5000 » 12500 |
20 |
- |
- |
- |
Измерения проводят по обоим профилям зубьев прибором, предназначенным для контроля окружных шагов и позволяющим определить точность положения профилей непосредственно или с последующим пересчетом.
Погрешность определяют как наибольшую алгебраическую разность значений накопленных погрешностей окружных шагов одноименных профилей зубьев по всей окружности колеса. Допускается измерения проводить групповым методом с одновременным охватом 3 - 6 зубьев.
Для модификаций тяжелых уникальных станков с наибольшим диаметром обрабатываемого колеса 2000 мм и более, создаваемых на базе станков меньших моделей, данные из табл. 17 следует брать по размерам станков базовых моделей.
Примечание. Допускаемые отклонения, приведенные в табл. 16 и 17, заданы в угловых секундах. Для пересчета угловых секунд в микроны следует пользоваться формулой
![]()
где D - отклонение в мкм;
D1 - отклонение в угловых секундах;
d - значение делительного диаметра в мм.
3.5.3. Точность направления зуба
Таблица 18
|
Ширина зубчатого венца b образца-изделия, мм |
Допуск, мкм, для станков классов точности |
|||
|
Н |
П |
В |
А |
|
|
До 40 |
12 |
10 |
7 |
5,5 |
|
Св. 40 » 100 |
16 |
12 |
10 |
8 |
|
» 100 » 160 |
20 |
16 |
12 |
10 |
|
» 160 » 250 |
25 |
20 |
16 |
12 |
|
» 250 » 400 |
28 |
25 |
18 |
14 |
Измерения проводят по обоим профилям не менее чем на 4 зубьях, расположенных под углом 90° на окружности образца изделия.
Отклонение направления зуба равно наибольшему расстоянию по нормали между двумя ближайшими друг к другу номинальными делительными линиями, между которыми размещается действительная делительная линия зуба, соответствующая рабочей ширине венца.
Примечание.
Под действительной линией зуба понимается линия пересечения действительной поверхности зуба зубчатого колеса делительным цилиндром, ось которого совпадает с рабочей осью.
а) Для станков с наибольшим диаметром обрабатываемого образца-изделия до 500 мм. Измерения проводят с помощью прибора, предназначенного для контроля направления зуба.
б) Для станков с наибольшим диаметром обрабатываемого образца-изделия (прямозубого колеса) свыше 500 мм.
Контроль проводят с помощью специального контрольного прибора непосредственно на станке, параллельность направляющих которого оси шпинделя изделия обеспечивается специальной выверкой.
в) Для станков с наибольшим диаметром обрабатываемого образца-изделия (косозубого колеса) свыше 500 мм.
Проверка точности направления зуба заменяется проверкой отклонения осевых шагов по нормали. Контроль проводят с использованием специального прибора. Допускаемые отклонения осевых шагов приведены в табл. 19.
Таблица 19
|
Ширина зубчатого венца b образца-изделия, мм |
Допуск, мкм, для станков классов точности |
|
|
В |
А |
|
|
До 40 |
±11 |
±8 |
|
Св. 40 » 100 |
±12 |
±10 |
|
» 100 » 160 |
±14 |
±11 |
|
» 160 » 250 |
±16 |
±12 |
|
» 250 » 400 |
±20 |
±16 |
Примечание. Проверки по пп. 3.5.1, 3.5.2 и 3.5.3 допускается проводить с учетом влияния шероховатости поверхности зубьев, а также волнистости, вызванной подачей инструмента. Методика исключения из результатов измерений этих факторов должна быть приведена в технической документации на конкретную модель станка.
ПРИЛОЖЕНИЕ
Справочное
ПРИМЕР ОПРЕДЕЛЕНИЯ ОТКЛОНЕНИЯ ОТ ПОСТОЯНСТВА ПОЛОЖЕНИЯ ОСИ ВРАЩЕНИЯ СТОЛА (п. 2.2.2)
Измерения проводились у торца стола одновременно двумя измерительными приборами в положениях в и г при трех его оборотах (табл. 20).
Таблица 20
|
Угловое положение стола |
Показания измерительного прибора в положениях в (г), мм |
||||
|
при обороте стола |
Среднее арифметическое |
||||
|
1 |
2 |
3 |
|||
|
1 |
0° |
-1,0 (+0,9) |
-1,3 (+0,9) |
-1,2 (+0,9) |
-1,2 (+0,9) |
|
2 |
45° |
-0,5 (+2,0) |
-0,5 (+2,1) |
-0,5 (+1,9) |
-0,5 (+2,0) |
|
3 |
90° |
+1,1 (+3,1) |
+1,0 (+3,1) |
+0,9 (+3,1) |
+1,0 (+3,1) |
|
4 |
135° |
+2,3 (+2,4) |
+2,2 (+2,2) |
+2,2 (+2,3) |
+2,2 (+2,3) |
|
5 |
180° |
+2,7 (+1,0) |
+2,9 (+1,1) |
+2,8 (+1,2) |
+2,8 (+1,1) |
|
6 |
225° |
+2,4 (-0,6) |
+2,4 (-0,6) |
+2,4 (-0,6) |
+2,4 (-0,6) |
|
7 |
270° |
+0,8 (-1,1) |
+0,9 (-0,9) |
+1,0 (-1,0) |
+0,9 (-1,0) |
|
8 |
315° |
-0,2 (-0,3) |
-0,2 (-0,3) |
-0,2 (-0,3) |
-0,2 (-0,3) |
По значениям средних арифметических показаний измерительных приборов для каждого углового положения стола строят график в прямоугольной системе координат, как указано на черт. 17.

Черт. 17
Отклонение от постоянства оси вращения стола при его повороте равно 0,45 мкм.
Примечание. Рекомендуемый масштаб графического построения 1: 1000.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВВЕДЕН Министерством станкостроительной и инструментальной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 25.08.89 № 2640
3. Стандарт полностью соответствует СТ СЭВ 5946-87 в части размерного ряда по главному параметру зубофрезерных станков
4. ВЗАМЕН ГОСТ 659-78, ГОСТ 6852-80
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
Вводная часть |
|
6. ИЗДАНИЕ (октябрь 2002 г.) с Изменением № 1, утвержденным в октябре 1990 г. (ИУС 1-91)
СОДЕРЖАНИЕ
|
1. Основные параметры и размеры.. 1 2. Геометрическая точность станка. 2 3. Точность станка в работе. 11 Приложение. Пример определения отклонения от постоянства положения оси вращения стола. 14 |