МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ГАЙКИ КРУГЛЫЕ С ОТВЕРСТИЯМИ
НА ТОРЦЕ «ПОД КЛЮЧ»
КЛАССА ТОЧНОСТИ А
КОНСТРУКЦИЯ И РАЗМЕРЫ
Москва
Стандартинформ
2006
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
ГАЙКИ КРУГЛЫЕ С
ОТВЕРСТИЯМИ Конструкция и размеры Round
nuts with set pin holes in side, product grade A. |
ГОСТ Взамен |
Издание с Изменениями № 1. 2, утвержденными в марте 1980 г., декабре 1986 г. (ИУС 4-80, 3-87).
Утвержден Постановлением Государственного комитета стандартов Совета Министров СССР от 19.12.73 № 2716. Дата введения установлена
01.01.75
Ограничение срока действия снято по протоколу № 5-94 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 11-12-94)
1. Настоящий стандарт распространяется на круглые гайки с отверстиями на торце "под ключ", с диаметром резьбы от 8 до 100 мм.
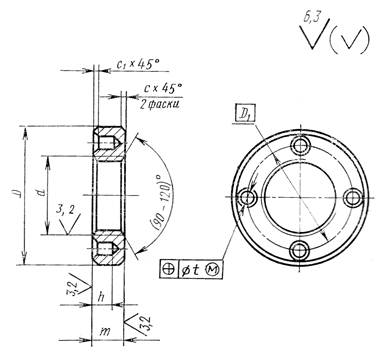
2. Конструкция и размеры гаек должны соответствовать указанным на чертеже и в таблице.
мм
|
Номинальный диаметр резьбы d |
Шаг резьбы |
D |
D1 |
t |
d1, |
m |
h |
с, не более |
с1, не более |
|
8 |
1 |
18 |
13 |
0,16 |
3,0 |
6 |
3,5 |
0,6 |
0,4 |
|
10 |
1,25 |
22 |
15 |
8 |
5,0 |
||||
|
12 |
1,25 |
26 |
18 |
||||||
|
14 |
1,5 |
28 |
20 |
||||||
|
16 |
1,5 |
30 |
22 |
3,5 |
1,0 |
||||
|
18 |
1,5 |
32 |
24 |
||||||
|
20 |
1,5 |
34 |
27 |
||||||
|
22 |
1,5 |
38 |
30 |
||||||
|
24 |
1,5 |
42 |
34 |
0,2 |
4,0 |
10 |
|||
|
27 |
1,5 |
45 |
|||||||
|
30 |
1,5 |
48 |
38 |
4,5 |
7,0 |
0,6 |
|||
|
33 |
1,5 |
52 |
42 |
||||||
|
36 |
1,5 |
55 |
48 |
||||||
|
39 |
1,5 |
60 |
|||||||
|
42 |
1,5 |
65 |
56 |
6,0 |
|||||
|
45 |
1,5 |
70 |
|||||||
|
48 |
1,5 |
75 |
64 |
12 |
|||||
|
52 |
1,5 |
80 |
|||||||
|
56 |
2 |
85 |
72 |
8,0 |
1,6 |
1,0 |
|||
|
60 |
2 |
90 |
8,0 |
||||||
|
64 |
2 |
95 |
80 |
||||||
|
68 |
2 |
100 |
15 |
||||||
|
72 |
2 |
105 |
90 |
0,3 |
9,0 |
11 |
|||
|
76 |
2 |
110 |
|||||||
|
80 |
2 |
115 |
100 |
||||||
|
85 |
2 |
120 |
|||||||
|
90 |
2 |
125 |
110 |
18 |
|||||
|
95 |
2 |
130 |
|||||||
|
100 |
2 |
135 |
120 |
Пример условного обозначения гайки с диаметром резьбы d = 16 мм, с мелким шагом резьбы 1,5 мм с полем допуска 7Н, класса прочности 6, без покрытия:
Гайка М16´1,5.6 ГОСТ 6393-73
То же, с диаметром резьбы d = 56 мм, с мелким шагом резьбы 2 мм с полем допуска 6Н, из стали марки 35Х, с покрытием 01 толщиной 9 мкм:
Гайка М56´2.6Н.35 Х.019 ГОСТ 6393-73
Примечание. Гайки круглые с диаметром резьбы до 48 мм следует обозначать по ГОСТ 1759.0-87, с диаметром резьбы свыше 48 мм - по ГОСТ 18126-94.
(Измененная редакция, Изм. № 1, 2).
3. Резьба - по ГОСТ 24705-2004. Поле допуска резьбы - 6Н по ГОСТ 16093-2004. До 1 января 1990 г. допускается поле допуска резьбы - 7Н. Фаски на резьбе - по ГОСТ 10549-80.
4. Поверхность отверстий "под ключ" стальных гаек должны иметь твердость 37,5 . . . 43,5 HRCэ.
5. Стальные гайки должны быть подвергнуты объемной термической обработке до твердости 28 . . . 33,5 HRCэ.
3-5. (Измененная редакция, Изм. № 2).
6. По заказу потребителя допускается стальные гайки изготовлять без термообработки.
7. Допуски формы и расположения поверхностей по ГОСТ 24643-81: допуск перпендикулярности опорной поверхности гайки относительно оси резьбы - по 9-й степени точности, допуск соосности цилиндрической поверхности гайки относительно оси резьбы - по 11-й степени точности.
(Измененная редакция, Изм. № 2).
8. По заказу потребителя гайки должны быть размагничены.
9. Остальные технические требования для гаек с диаметром резьбы до 48 мм - по ГОСТ 1759.0-87, с диаметром резьбы свыше 48 мм - по ГОСТ 18126-94.
10. Теоретическая масса гаек дана в справочном приложении.
ПРИЛОЖЕНИЕ
Справочное
Масса стальных гаек
|
Номинальный диаметр резьбы d, мм |
Теоретическая масса 1000 шт. гаек, кг » |
Номинальный диаметр резьбы d, мм |
Теоретическая масса 1000 шт. гаек, кг » |
|
8 |
9,550 |
45 |
186,1 |
|
10 |
18,67 |
48 |
261,1 |
|
12 |
26,33 |
52 |
290,7 |
|
14 |
29,52 |
56 |
318,8 |
|
16 |
32,14 |
60 |
349,7 |
|
18 |
35,68 |
64 |
386,4 |
|
20 |
38,76 |
68 |
530,7 |
|
22 |
49,11 |
72 |
533,5 |
|
24 |
76,62 |
76 |
579,4 |
|
27 |
83,99 |
80 |
626,7 |
|
30 |
90,89 |
85 |
660,3 |
|
33 |
104,7 |
90 |
836,7 |
|
36 |
113,9 |
95 |
877,0 |
|
39 |
136,5 |
100 |
891,6 |
|
42 |
159,5 |
- |
- |
Примечание. Для определения массы гаек из других материалов величины масс, указанные в таблице следует умножать на коэффициенты: 0,356 - для алюминиевого сплава; 1,080 - для латуни.