МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
Основные нормы взаимозаменяемости РЕЗЬБА ТРУБНАЯ ЦИЛИНДРИЧЕСКАЯ Basic norms of
interchangeability. |
ГОСТ |
Дата введения 01.01.83
Настоящий стандарт распространяется на трубную цилиндрическую резьбу, применяемую в цилиндрических резьбовых соединениях, а также в соединениях внутренней цилиндрической резьбы с наружной конической резьбой по ГОСТ 6211 и устанавливает профиль, основные размеры и допуски резьбы.
1. ПРОФИЛЬ
1.1. Номинальный профиль резьбы и размеры его элементов должны соответствовать указанным на черт. 1 и в табл. 1.
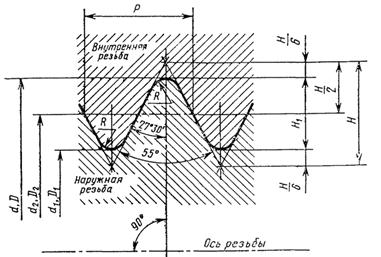
d - наружный диаметр наружной
резьбы (трубы); d1 - внутренний диаметр наружной
резьбы;
d2 - средний диаметр наружной
резьбы; D - наружный диаметр внутренней
резьбы (муфты);
D1 - внутренний диаметр внутренней
резьбы; D2 - средний диаметр внутренней
резьбы;
Р - шаг резьбы; Н - высота исходного треугольника; Н1
- рабочая высота профиля;
R - радиус закругления вершины и
впадины резьбы
Черт. 1
Таблица 1
Размеры в миллиметрах
|
Число шагов z на длине 25,4 мм |
H = 0,960491Р |
H1 = 0,640327P |
|
R = 0,137329P |
|
|
0,907 |
28 |
0,871165 |
0,580777 |
0,145194 |
0,124557 |
|
1,337 |
19 |
1,284176 |
0,856117 |
0,214029 |
0,183609 |
|
1,814 |
14 |
1,742331 |
1,161553 |
0,290389 |
0,249115 |
|
2,309 |
11 |
2,217774 |
1,478515 |
0,369629 |
0,317093 |
Примечание. Числовые значения шагов определены из соотношения P = 25,4/z с округлением до 3-го знака после запятой и приняты в качестве исходных при расчете основных элементов профиля
1.2. Вершины наружной резьбы, а также внутренней резьбы допускается выполнять с плоским срезом в тех случаях, когда исключена возможность ее соединения с наружной конической резьбой по ГОСТ 6211.
2. ОСНОВНЫЕ РАЗМЕРЫ
2.1. Обозначение размера резьбы, шаги и номинальные значения наружного, среднего и внутреннего диаметров резьбы должны соответствовать указанным на черт. 1 и в табл. 2.
Таблица 2
Размеры в миллиметрах
|
Шаг Р |
Диаметры резьбы |
||||
|
Ряд 1 |
Ряд 2 |
d = D |
d2 = D2 |
d1 = D1 |
|
|
1/16 |
- |
0,907 |
7,723 |
7,142 |
6,561 |
|
1/8 |
9,728 |
9,147 |
8,566 |
||
|
1/4 |
- |
1,337 |
13,157 |
12,301 |
11,445 |
|
3/8 |
16,662 |
15,806 |
14,950 |
||
|
1/2 |
1,814 |
20,955 |
19,793 |
18,631 |
|
|
3/4 |
5/8 |
22,911 |
21,749 |
20,587 |
|
|
26,441 |
25,279 |
24,117 |
|||
|
7/8 |
30,201 |
29,039 |
27,877 |
||
|
1 |
11/8 |
2,309 |
33,249 |
31,770 |
30,291 |
|
37,897 |
36,418 |
34,939 |
|||
|
11/4 |
41,910 |
40,431 |
38,952 |
||
|
11/2 |
13/8 |
44,323 |
42,844 |
41,365 |
|
|
47,803 |
46,324 |
44,845 |
|||
|
13/4 |
53,746 |
52,267 |
50,788 |
||
|
2 |
2¼ |
59,614 |
58,135 |
56,656 |
|
|
65,710 |
64,231 |
62,752 |
|||
|
21/2 |
75,184 |
73,705 |
72,226 |
||
|
3 |
23/4 |
81,534 |
80,055 |
78,576 |
|
|
87,884 |
86,405 |
84,926 |
|||
|
31/4 |
93,980 |
92,501 |
91,022 |
||
|
31/2 |
33/4 |
100,330 |
98,851 |
97,372 |
|
|
106,680 |
105,201 |
103,722 |
|||
|
4 |
113,030 |
111,551 |
110,072 |
||
|
5 |
41/2 |
125,730 |
124,251 |
122,772 |
|
|
138,430 |
136,951 |
135,472 |
|||
|
6 |
51/2 |
151,130 |
149,651 |
148,172 |
|
|
163,830 |
162,351 |
160,872 |
|||
При выборе размеров первый ряд следует предпочитать второму.
2.2. Числовые значения диаметров d2 и d1 вычисляют по следующим формулам
|
d2 = D2 = d - 0,640327 P |
(1) |
|
d1 = D1 = d - 0,280654 P |
(2) |
Числовые значения диаметра d установлены эмпирически.
3. ДОПУСКИ
3.1. Схемы полей допусков наружной и внутренней резьбы приведены на черт. 2.
Отклонения отсчитывают от номинального профиля резьбы в направлении перпендикулярном оси резьбы.
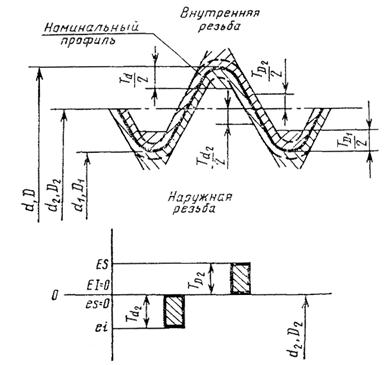
es - верхнее отклонение диаметров наружной резьбы;
ES - верхнее отклонение диаметров внутренней резьбы;
ei - нижнее отклонение диаметров наружной резьбы;
EI - нижнее отклонение диаметров внутренней резьбы;
|
|
- допуски диаметров d, d2, D1, D2. |

Черт. 2
3.2. Допуски среднего диаметра резьбы устанавливают двух классов точности - А и В.
Допуски среднего диаметра резьбы являются суммарными.
Допуски диаметров d1 и D не устанавливаются.
3.3. Числовые значения допусков диаметров наружной и внутренней резьбы должны соответствовать приведенным в табл. 3.
Таблица 3
|
Шаг Р, мм |
Наружная резьба |
Внутренняя резьба |
|||||
|
Диаметры резьбы |
|||||||
|
d |
d2 |
D2 |
D1 |
||||
|
Допуски, мкм |
|||||||
|
Td |
|
|
|
||||
|
Класс А |
Класс В |
Класс А |
Класс В |
||||
|
1/16; 1/8 |
0,907 |
214 |
107 |
214 |
107 |
214 |
282 |
|
1/4; 3/8 |
1,337 |
250 |
125 |
250 |
125 |
250 |
445 |
|
1/2; 5/8; 3/4; 7/8 |
1,814 |
284 |
142 |
284 |
142 |
284 |
541 |
|
1; 11/8; 11/4; 13/8; 11/2; 13/4; 2 |
2,309 |
360 |
180 |
360 |
180 |
360 |
640 |
|
21/4; 21/2; 23/4; 3; 31/4; 31/2; 33/4; 4; 41/2; 5; 51/2; 6 |
434 |
217 |
434 |
217 |
434 |
||
Примечание. Числовые значения допусков установлены эмпирически.
3.4. Длины свинчивания подразделяют на две группы: нормальные N и длинные L.
Длины свинчивания, относящиеся к группам N и L, приведены в табл. 4.
Таблица 4
Размеры в миллиметрах
|
Шаг Р |
Длина свинчивания |
Обозначение размера резьбы |
Шаг Р |
Длина свинчивания |
|||
|
N |
L |
N |
L |
||||
|
1/16; 1/8 |
0,907 |
Св. 4 до 12 |
Св. 12 |
11/2; 13/4; 2; 21/4; 21/2; 23/4; 3 |
2,309 |
Св. 12 до 36 |
Св. 36 |
|
1/4; 3/8 |
1,337 |
Св. 5 до 16 |
Св. 16 |
||||
|
1/2; 5/8; 3/4; 7/8 |
1,814 |
Св. 7 до 22 |
Св. 22 |
31/4; 31/2; 33/4; 4; 41/2; 5; 51/2; 6 |
Св. 13 до 40 |
Св. 40 |
|
|
1; 11/8; 11/4; 13/8 |
2,309 |
Св. 10 до 30 |
Св. 30 |
||||
Примечание. Числовые значения длин свинчивания установлены эмпирически.
3.5. Допуск резьбы, если нет особых оговорок, относится к наибольшей нормальной длине свинчивания: N, указанной в табл. 4 или ко всей длине резьбы, если она меньше наибольшей нормальной длины свинчивания.
3.6. Допуски среднего диаметра внутренней резьбы по настоящему стандарту, предназначенной для соединения с наружной конической резьбой по ГОСТ 6211 должны соответствовать классу точности А.
При этом конструкция деталей с внутренней цилиндрической резьбой должна обеспечивать ввинчивание наружной конической резьбы на глубину не менее указанной в ГОСТ 6211, п 2.6
3.7. Числовые значения предельных отклонений диаметров наружной и внутренней резьбы должны соответствовать указанным в табл. 5.
Таблица 5
|
Шаг Р, мм |
Наружная резьба |
Внутренняя резьба |
|||||||||||
|
Диаметры резьбы |
|||||||||||||
|
d |
d2 |
d1 |
D |
D2 |
D1 |
||||||||
|
Предельные отклонения, мкм |
|||||||||||||
|
es |
ei |
es |
ei |
es |
ЕI |
ES |
EI |
ES |
EI |
||||
|
Класс A |
Класс В |
Класс А |
Класс В |
||||||||||
|
1/16; 1/8 |
0,907 |
0 |
-214 |
0 |
-107 |
-214 |
0 |
0 |
+107 |
+214 |
0 |
+282 |
0 |
|
1/4; 3/8 |
1,337 |
0 |
-250 |
0 |
-125 |
-250 |
0 |
0 |
+125 |
+250 |
0 |
+445 |
0 |
|
1/2; 5/8; 3/4; 7/8 |
1,814 |
0 |
-284 |
0 |
-142 |
-284 |
0 |
0 |
+142 |
+284 |
0 |
+541 |
0 |
|
1; 11/8; 11/4; 13/8; 11/2; 13/4; 2 |
2,309 |
0 |
-360 |
0 |
-180 |
-360 |
0 |
0 |
+180 |
+360 |
0 |
+640 |
0 |
|
21/4; 21/2; 23/4; 3; 31/4; 31/2; 33/4; 4; 41/2; 5; 51/2; 6 |
0 |
-434 |
0 |
-217 |
-434 |
0 |
0 |
+217 |
+434 |
0 |
0 |
||
Примечание. Нижнее отклонение внутреннего диаметра d1 и верхнее отклонение наружного диаметра D не устанавливаются.
3.8. Предельные отклонения среза вершин и впадин наружной и внутренней резьбы приведены в справочном приложении.
4. ОБОЗНАЧЕНИЯ РЕЗЬБЫ
4.1. В условное обозначение трубной цилиндрической резьбы должны входить:
буква G, обозначение размера резьбы и класс точности среднего диаметра. Условное обозначение для левой резьбы дополняется буквами LH.
Примеры условного обозначения резьбы:
- класса точности A:
G 11/2 - А
- левой резьбы класса точности B:
G 11/2 LH - В
4.2. Длина свинчивания N в обозначении резьбы не указывается.
Длина свинчивания L указывается в миллиметрах.
Пример:

4.3. Посадка обозначается дробью, в числителе которой указывают обозначение класса точности внутренней резьбы, а в знаменателе - обозначение класса точности наружной резьбы.
Примеры:
G 11/2 - А/А
G 11/2 LH - A/В
4.4. Соединение внутренней трубной цилиндрической резьбы класса точности А по настоящему стандарту с наружной трубной конической резьбой по ГОСТ 6211 обозначается следующим образом:
Пример:
![]()
ПРИЛОЖЕНИЕ
Справочное
ПРЕДЕЛЬНЫЕ ОТКЛОНЕНИЯ СРЕЗА ВЕРШИН И ВПАДИН РЕЗЬБЫ
1. Настоящее приложение содержит
информацию о предельных отклонениях среза (размера ![]() ) вершин и впадин наружной и
внутренней резьбы, которые являются исходными при проектировании
резьбообразующего инструмента и не подлежат обязательному контролю, если это не
установлено особо.
) вершин и впадин наружной и
внутренней резьбы, которые являются исходными при проектировании
резьбообразующего инструмента и не подлежат обязательному контролю, если это не
установлено особо.
2. Предельные отклонения размера ![]() приведены на чертеже и в таблице.
приведены на чертеже и в таблице.
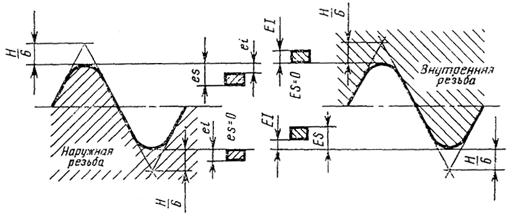
es - верхнее отклонение среза вершины и впадины
наружной резьбы; ES
- верхнее отклонение
среза вершины и впадины внутренней резьбы;
ei - нижнее отклонение среза вершины
и впадины наружной резьбы; EI - нижнее отклонение среза
вершины и впадины внутренней резьбы
Черт. 3
|
Срез вершины наружной резьбы и внутренней |
Срез впадины наружной и внутренней резьбы |
||
|
Пред. откл., мкм |
|||
|
es = ES |
ei = EI |
es = ES |
ei = EI |
|
+75 |
+25 |
0 |
-50 |
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 30.12.81 № 5790
3. ВЗАМЕН ГОСТ 6357-73
4. Стандарт полностью соответствует СТ СЭВ 1157-78
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
Вводная часть, 1.2, 3.6, 4.4 |
6. ПЕРЕИЗДАНИЕ
СОДЕРЖАНИЕ