МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
Метод определения моющих свойств |
ГОСТ Взамен |
Издание с Изменением № 1, утвержденным в январе 1976 г. (ИУС 2-76).
Утвержден Управлением по стандартизации при Совете Министров СССР 12.03.53
Дата введения 01.10.53
Ограничение срока действия снято по протоколу № 5-94 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 11-12-94)
Настоящий стандарт распространяется на определение моющих свойств моторных масел с присадками по методу Папок, Зарубина и Виппера.
Определение моющих свойств по данному методу заключается в испытании масла на одноцилиндровом двигателе и последующей оценке лакообразования на боковой поверхности поршня с помощью цветной эталонной шкалы.
Степень покрытия боковой поверхности поршня лаковыми отложениями выражается в баллах от 0 до 6.
Применение метода устанавливается в стандартах и ведомственных технических условиях на масла или присадки.
I. АППАРАТУРА
1. Для определения моющих свойств масел с присадками должна применяться установка ПЗВ (Папок, Зарубина, Виппера), описанная в приложении 1.
II. ЦВЕТНАЯ ЭТАЛОННАЯ ШКАЛА
2. Оценка лакообразования, полученного на боковой поверхности поршня в результате испытания, производится путем сопоставления данного поршня с цветной эталонной шкалой (черт. 1), составленной из семи эталонов с различной степенью покрытия боковой поверхности лаковыми отложениями (приложение 2).
3. В зависимости от лакообразования, каждый из семи эталонов имеет соответствующий номер, именуемый баллом.
Совершенно чистый поршень имеет балл 0. По мере загрязнения боковой поверхности поршня балл увеличивается, максимальное покрытие поршня лаковыми отложениями характеризуется баллом 6.
Если лакообразование, полученное на боковой поверхности поршня, не соответствует точно ни одному из эталонов, занимая промежуточное положение между двумя близлежащими эталонами, результат оценивается с точностью до 0,5 балла.

III. РЕЖИМ РАБОТЫ УСТАНОВКИ
4. При проведении испытания выдерживается следующий «стандартный» режим работы:
1) Число оборотов двигателя........................................................... (2500 ± 50) мин-1
2) Температура головки цилиндра.................................................. (300 ± 2) °С
3) Температура середины цилиндра................................................ (225 ± 2) °С
4) Температура масла в картере....................................................... (125 ± 2) °С
5) Температура воздуха на всасывании.......................................... (220 ± 20) °С
6) Объем испытуемого масла........................................................... 250 см3
7) Продолжительность испытания.................................................. 2 ч
(Измененная редакция, Изм. № 1).
IV. ПОДГОТОВКА К ИСПЫТАНИЮ
Подготовка двигателя
5. Подготовка двигателя к испытанию включает подгонку поршня и поршневых колец, промывку и сборку двигателя.
6. Подгонка поршня заключается в тщательной обработке боковой поверхности поршня и доведении его диаметра по всей окружности до размеров:
1-й пояс (поверхность зоны поршневых колец)
- ![]() мм;
мм;
2-й пояс (поверхность юбки поршня) - ![]() мм;
мм;
3-й пояс (поверхность нижней части поршня) -
![]() мм.
мм.
Примечание. Все допуски на одном поршне должны быть только плюс или минус, обеспечивая конусность поршня.
(Измененная редакция, Изм. № 1).
7. Подгонка поршневых колец должна обеспечивать:
а) зазор в торце между стенками поршневых колец и соответствующих канавок (0,13 ± 0,01) мм;
б) зазор в стыках (замках) поршневых колец (0,6 ± 0,1) мм;
в) упругость поршневых колец:
компрессионных................. 750 - 1100 г
масляных............................. 450 - 750 г
Примечание. Упругость поршневых колец проверяется с помощью специального приспособления, описанного в приложении 3.
8. Промывка картера и цилиндра двигателя производится:
а) чистым бензином дважды;
б) бензолом до тех пор, пока сливаемый после промывки бензол не будет совершенно бесцветным.
Примечание. Количество бензина на одну промывку составляет 300 - 350 см3, бензола 150 - 200 см3.
9. Сборка двигателя состоит из:
а) установки поршневых колец в соответствующие канавки поршня;
б) установки поршня и цилиндра;
в) заливки в картер двигателя 250 см3 испытуемого масла.
Примечания:
1. Сборка двигателя производится после тщательной просушки его деталей.
2. При установке поршня компрессионные и масляные кольца расставляются в следующем порядке: замки первого и второго (двух верхних) колец устанавливают на 180° по отношению друг к другу, замок третьего кольца - на 90° по отношению ко второму, замок четвертого кольца - на 180° по отношению к третьему.
Подготовка установки
10. Подготовленный к испытанию двигатель устанавливают на станине и соединяют с приводом с помощью муфты; подсоединяют всасывающие и выхлопные системы; к питающей сети подключают электронагреватели; к компенсационным проводам, соединенным с гальванометрами на пульте управления, подключают соответствующие концы термопар.
V. ПРОВЕДЕНИЕ ИСПЫТАНИЯ
11. Испытание проводят в следующей последовательности:
1) Включают нагреватели головки цилиндра, середины цилиндра и масла в картере.
2) После того, как температура головки цилиндра достигнет 250 °С, а температура середины цилиндра 190 °С, включают нагреватель всасываемого воздуха и запускают двигатель.
3) После запуска двигатель выводят на стандартный режим испытания. Продолжительность испытания - 2 ч - считается с момента выхода на стандартный режим.
Примечания:
1. Время подогрева (время до запуска двигателя) не должно превышать 30 мин.
2. Время выхода на стандартный режим (исчисляемое с момента запуска двигателя) не должно превышать 15 мин.
3. Время прогрева двигателя в продолжительность испытания не входит.
12. Поддерживание температуры головки цилиндра, температуры середины цилиндра и масла в картере (с колебаниями ±1 °С), а также температуры всасываемого в двигатель воздуха (с колебаниями ±20 °С) во время испытания проводится с помощью тонкой регулировки реостатами, имеющимися на пульте управления.
(Измененная редакция, Изм. № 1).
13. Во время испытания в протоколе записывают:
а) время запуска нагревателей;
б) время запуска двигателя;
в) время выхода двигателя на стандартный режим.
14. После выхода двигателя на стандартный режим в протоколе испытания каждые 30 мин отмечают:
а) температуру головки цилиндра, середины цилиндра, масла в картере, всасываемого воздуха и окружающей среды в °С;
б) напряжение в сети и в цепи каждого из нагревателей в вольтах;
в) число оборотов коленчатого вала двигателя в мин-1.
Кроме того, в протокол испытания вносят размеры поршня по поясам, упругость, долевые и торцевые зазоры поршневых колец.
VI. ОЦЕНКА ПОЛУЧЕННЫХ РЕЗУЛЬТАТОВ
15. Для оценки полученных результатов по окончании испытания:
а) отсоединяют двигатель, выхлопную систему, отключают электронагревательные приборы и провода термопар;
б) производят частичную разборку двигателя - снимают цилиндр и поршень;
в) сливают масло из картера;
г) промывают в чистом бензине снятый с двигателя поршень; после просушивания боковую поверхность поршня протирают 2 - 3 каплями масла.
После этого производят оценку полученного на поршне лакообразования по цветной эталонной шкале, т.е. выносят заключение о моющих свойствах испытанного масла.
Примечания:
1. Для полноты слива масло сливают в горячем состоянии.
2. Оценку лакообразования в баллах, а также количество слитого из картера масла заносят в протокол испытания.
VII. ДОПУСКАЕМЫЕ РАСХОЖДЕНИЯ ДЛЯ ПАРАЛЛЕЛЬНЫХ ОПРЕДЕЛЕНИЙ
16. Расхождения между параллельными испытаниями одного и того же масла на одной и той же установке не должны превышать 0,5 балла по цветной эталонной шкале.
Из двух параллельных испытаний за действительное значение принимается большая величина лакообразования.
При проведении трех испытаний одного и того же масла на одной и той же установке (расхождение между которыми не превышает 0,5 балла) лакообразование оценивается по двум совпадающим величинам.
Пример. Если при испытании одного и того же масла было получено лакообразование, равное 4 и 4,5 балла, то за результат испытания принимают значение лакообразования, равное 4,5 балла.
(Измененная редакция, Изм. № 1).
17. Расхождения при определениях моющих свойств одного и того же масла на разных установках не должны отличаться от среднего арифметического сравниваемых результатов больше чем на ±0,5 балла по цветной эталонной шкале.
VIII. КОНТРОЛЬ СОСТОЯНИЯ И РАБОТЫ УСТАНОВКИ
18. Состояние установки считается нормальным, если в результате испытания типовых масел МК бакинского (соответствующего МК-22) и МК бакинского +5 % присадки АзНИИ-ЦИАТИМ-1 получается лакообразование:
а) для масла без присадки 4 балла;
б) для масла с присадкой 1,5 балла.
Если результаты испытания на одном или на обоих типовых маслах не соответствуют указанным величинам лакообразования, следует найти причину неправильных показаний и устранить ее.
Проверка установки на типовых маслах должна производиться через каждые 5 - 7 испытаний.
19. Для обеспечения правильных показаний установки необходимо:
а) контролировать точность поддержания температурного режима испытаний; проверка показаний термопар, производимая через 20 - 30 ч работы двигателя, осуществляется в масляной бане по двум проверенным ртутным термометрам;
б) контролировать механическое состояние двигателя.
Изношенность цилиндра и других деталей двигателя выясняется в процессе переборки двигателя путем микрометрического обмера.
В зависимости от изношенности цилиндра должны применяться поршни с различными размерами и упругостью компрессионных и масляных колец.
Для новых и мало изношенных деталей (с диаметром цилиндра 52,00 - 52,20 мм) применяются поршни с минимально допустимыми, а для значительно изношенных двигателей (с диаметром цилиндра 52,35 - 52,50 мм с максимально допустимыми размерами и упругостью компрессионных и масляных колец (см. пп. 6 и 7).
20. Из-за накопления углеродистых отложений в камере сгорания, на клапанах, в выхлопной системе и на других деталях производят переборку через 20 ч работы двигателя.
При переборке двигателя разбирают цилиндр, головку цилиндра и клапанный механизм, после чего производят очистку вышеуказанных деталей, а также выхлопного патрубка от образовавшихся углеродистых отложений.
Перед сборкой двигателя производят притирку клапанов и проверку правильности регулировки их подъема.
После переборки двигателя на нем следует провести контрольное испытание типового масла, содержащего 5 % присадки АзНИИ-ЦИАТИМ-1.
21. После испытания масла с эффективной моющей присадкой во избежание занижения результата последующего испытания за счет действия оставшейся присадки, особенно тщательно промывают картер двигателя (допускается повторная промывка бензолом).
ПРИЛОЖЕНИЕ 1
Установка ПЗВ, предназначенная для оценки моющих свойств масел с присадками, состоит из двигателя, электромотора и пульта управления (черт. 2 и 3).
Принципиальная схема установки ПЗВ
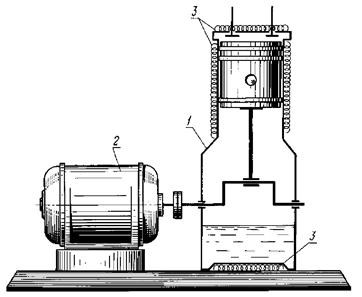
1 - двигатель; 2 - электромотор; 3 - электронагревательные элементы
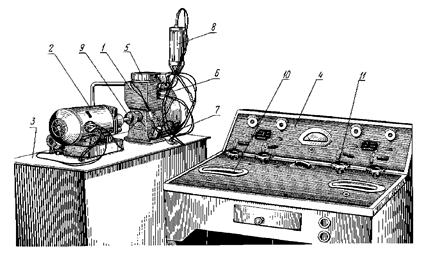
Общий вид установки ПЗВ
|
1 - двигатель; 2 -
электромотор; 3 - станина; 4 - пульт управления; 5 -
нагреватель головки цилиндра; |
Двигатель
Деталь установки ПЗВ-4-тактный, одноцилиндровый, с диаметром цилиндра 52 мм и ходом поршня 52 мм.
Картер двигателя - алюминиевый, разъемный состоит из 2 половин. Цилиндр - чугунный, с помощью 4 шпилек крепится к картеру двигателя.
Поршень алюминиевый с 4 кольцами, из которых 2 (верхние) компрессионные и 2 (нижние) масляные.
Расположение клапанов нижнее. Смазка двигателя осуществляется разбрызгиванием.
Вентиляция картера осуществляется через имеющийся у двигателя сапун.
В связи с тем, что влияние топлива на результаты испытания исключается, для обеспечения необходимого температурного режима работы двигатель оборудуется специальной головкой цилиндра и электронагревательными элементами для нагрева всасываемого воздуха, головки цилиндра, середины цилиндра и масла в картере.
Нагреватель всасываемого воздуха смонтирован в специальном корпусе всасывающей системы и служит для нагрева воздуха, поступающего в цилиндр двигателя.
Нагреватель головки цилиндра укрепляется в металлическом корпусе на головке цилиндра и служит для обеспечения необходимой температуры головки.
Нагреватель середины цилиндра помещен в скобообразный корпус, укрепляемый на середине цилиндра, и служит для нагрева середины до необходимой температуры.
Нагреватель масла укрепляется под картером и служит для нагрева масла в картере.
Для измерения температурного режима работы двигателя применяются хромель - копелевые или хромель-алюмелевые термопары, укрепляемые во всасывающем патрубке, на головке цилиндра, на середине цилиндра и в картере.
Спай термопары, предназначенной для измерения температуры всасываемого в двигатель воздуха, погружается во всасывающий патрубок для пересечения с осью симметрии патрубка.
Спай термопары, предназначенной для измерения температуры масла в картере и укрепляемой в специальном приливе, имеющемся на заливной горловине картера двигателя, погружается до пересечения с осью симметрии горловины.
Наряду с этим для измерения температуры во всасывающей системе и в картере двигателя возможно применение ртутных палочных термометров.
Регулировка двигателя включает проверку:
а) глубины погружения черпалки шатуна, разбрызгивающей масло;
б) фаз газораспределения;
в) подъема всасывающего и выхлопного клапанов.
Проверка глубины погружения черпалки шатуна производится в процессе сборки картера двигателя при оборудовании последнего.
Требуется, чтобы расстояние между днищем картера и нижним краем черпалки шатуна в момент, когда поршень находится в нижней мертвой точке было равно 7 мм.
Для правильной регулировки фаз газораспределения необходимо, чтобы выхлопной клапан закрывался одновременно с выходом поршня в положение верхней мертвой точки.
В случае, если закрытие выхлопного клапана не совпадает с выходом поршня в положение верхней мертвой точки, требуется изменить положение шестерни газораспределения.
Подъем клапанов регулируется при каждой переборке двигателя после их притирки.
Для проверки правильности подъема клапанов после их притирки необходимо:
а) прикрепить цилиндр двигателя к картеру;
б) установить цилиндр в положение верхней мертвой точки (после выхлопа);
в) (Исключен, Изм. № 1).
г) медленно вращая коленчатый вал двигателя, установить положения, в которых всасывающий и выхлопной клапаны поднимаются на максимальную величину;
д) измерить величину максимального общего подъема всасывающего и выхлопного клапанов;
е) вычитанием из величины общего подъема клапанов высоты их верхних фасок определить величины максимального действительного подъема клапанов.
Примечания:
1. Толщина прокладки, помещаемой между цилиндром и картером, должна быть 0,6 - 0,7 мм.
2. При креплении цилиндра к картеру гайки должны быть завернуты до отказа.
3. Высота верхней фаски клапанов не должна превышать 0,1 - 0,3 мм.
Необходимо, чтобы максимальный действительный подъем всасывающего клапана был равен 3,4 мм, а выхлопного клапана - 3,2 мм.
Регулировка подъема клапанов на требуемую величину достигается подгонкой длины толкателей.
(Измененная редакция, Изм. № 1).
Электромотор
Электромотор постоянного или переменного тока мощностью не менее 1 кВ применяется для вращения коленчатого вала двигателя во время испытания.
В связи с необходимостью поддерживать во время испытания постоянное число оборотов [п = (2500 ± 50) об/мин], в зависимости от характеристики электромотора, последний соединяется с двигателем эластичной муфтой непосредственно или с помощью клиноременной передачи.
Пульт управления
На пульте смонтирована аппаратура, с помощью которой осуществляется управление работой двигателя:
а) два гальванометра, служащие для замера температурного режима работы двигателя;
б) четыре реостата, предназначенные для регулировки работы электронагревательных элементов;
в) вольтметр переменного тока, который с помощью многоточечного переключателя позволяет наблюдать за напряжением в сети и в цепи каждого из нагревательных элементов;
г) переключатели термопар;
д) выключатели электронагревательных элементов;
е) сигнальные лампочки, включаемые в цепь каждого из электронагревательных элементов;
ж) кнопки пуска и остановки двигателя.
Монтаж установки
Двигатель вместе с электромотором монтируют на станине. Пульт управления устанавливают отдельно.
Отработанные газы по трубе (внутренним диаметром 12,5 мм) выводят наружу, причем выхлопная система должна иметь небольшой уклон в сторону вывода, для обеспечения стока масла, накапливающегося в системе.
Для отсоса дыма над двигателем устанавливают небольшой зонт с вытяжкой.
ПРИЛОЖЕНИЕ 2
ОПИСАНИЕ ЦВЕТНОЙ ЭТАЛОННОЙ ШКАЛЫ ДЛЯ ОЦЕНКИ ЛАКООБРАЗОВАНИЯ НА ПОРШНЯХ (см. черт. 1)
|
Оценка в баллах |
|
|
1. Совершенно чистый поршень (без лака) |
0 |
|
2. Верхняя часть боковой поверхности поршня (зона поршневых колец) покрыта слоем лака светло-желтого цвета. Поверхность юбки поршня чистая |
1 |
|
3. Верхняя часть боковой поверхности поршня покрыта слоем лака светло-коричневого цвета. Поверхность юбки поршня покрыта лаком светло-желтого цвета |
2 |
|
4. Верхняя часть боковой поверхности поршня покрыта лаком коричневого цвета. Поверхность юбки поршня вверху покрыта лаком коричневого цвета, а внизу - светло-коричневого цвета |
3 |
|
5. Верхняя часть боковой поверхности поршня покрыта лаком темно-коричневого цвета. Поверхность юбки поршня вверху покрыта лаком темно-коричневого цвета, а внизу - коричневого цвета |
4 |
|
6. Верхняя часть боковой поверхности поршня покрыта лаком черного цвета. Поверхность юбки поршня вверху покрыта лаком черного цвета, а внизу - темно-коричневого цвета |
5 |
|
7. Вся боковая поверхность поршня покрыта лаком черного цвета |
6 |
При получении результата по лакообразованию на поршне промежуточного между двумя следующими друг за другом оценками, приведенными в таблице, лакообразование оценивается соответственно в 0,5; 1,5; 2,5; 3,5; 4,5; 5,5 баллов.
(Измененная редакция, Изм. № 1).
ПРИЛОЖЕНИЕ 3
ИЗМЕРЕНИЕ УПРУГОСТИ ПОРШНЕВЫХ КОЛЕЦ
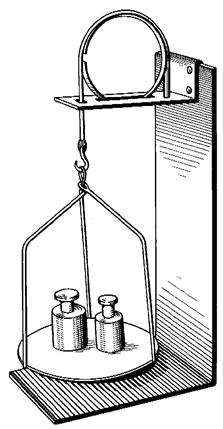
Для измерения упругости поршневых колец применяется специальное ленточное приспособление (черт. 4).
Перед измерением следует установить кольцо и наложить ленту так, чтобы риски на ленте совпадали бы с замком поршневого кольца при его смыкании, а замок находился бы на одном уровне с центром кольца.
После этого кольцо постепенно нагружают с помощью набора разновесов, устанавливаемых на подвешенной к концу ленты чашке.
Упругость поршневого кольца считается равной сумме масс подвески и груза в чашке в момент смыкания замка кольца.
Примечание. Допускается применение чашек массой до 100 г.
Ленточное приспособление для измерения упругости поршневых колец
ПРИЛОЖЕНИЯ 2, 3. (Измененная редакция, Изм. № 1).
ПРИЛОЖЕНИЕ 4
УДАЛЕНИЕ ЛАКОВЫХ ОТЛОЖЕНИЙ С ПОРШНЯ И КОЛЕЦ
Один и тот же поршень может быть использован для нескольких испытаний. Поэтому после каждого испытания необходимо удалять отложившиеся на поршне углеродистые вещества.
Удаление углеродистых отложений с поршня и поршневых колец производят при помощи химических составов, приготовленных по следующей рецептуре.
1. Для стальных и чугунных деталей (для поршневых колец) на 1 л воды берут 25 г едкого натра, 33 г углекислой соды и 8,5 г зеленого мыла.
2. Для алюминиевых деталей (для поршня) на 1 л воды берут 18,5 г углекислой соды, 10 г зеленого мыла и 8,5 г жидкого стекла.
Указанные вещества тщательно растворяют в воде при температуре 60 °С - 70 °С. Поршень и поршневые кольца погружают в ванны с указанными растворами и выдерживают при температуре 85 °С - 90 °С в течение 2 - 3 ч, после чего все отложения легко счищаются кистью или щеткой.
После очистки детали тщательно промывают горячей водой и просушивают.