ГОСТ 29133-91
(ИСО 5611-89)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
РЕЗЦЫ-ВСТАВКИ РЕГУЛИРУЕМЫЕ ТИПА А
СО СМЕННЫМИ МНОГОГРАННЫМИ
ПЛАСТИНАМИ
ТИПЫ И РАЗМЕРЫ
ИПК ИЗДАТЕЛЬСТВО
СТАНДАРТОВ
Москва
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
РЕЗЦЫ-ВСТАВКИ РЕГУЛИРУЕМЫЕ ТИПА А Типы и размеры Cartridges, type A,
for indexable inserts. |
ГОСТ (ИСО 5611-89) |
Дата введения 01.01.93
Настоящий стандарт распространяется на регулируемые резцы-вставки типа А с креплением их винтом, проходящим через крепежную часть державки со сменными многогранными пластинами.
Требования стандарта являются обязательными.
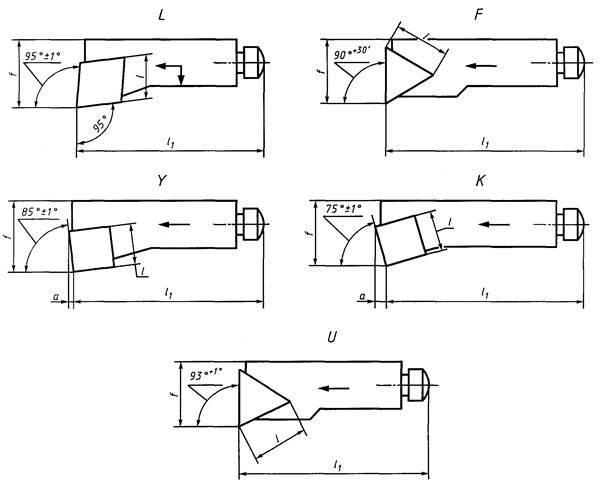
1. В зависимости от направления основного движения резания и положения вершины, резцы-вставки подразделяются на группы:
группа 1 - резцы-вставки типов L, F, Y, К, U (черт. 1);
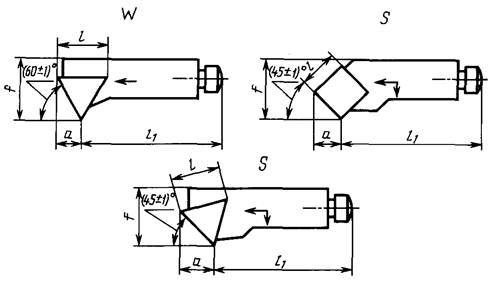
группа 2 - резцы-вставки типов W, S (черт. 2);
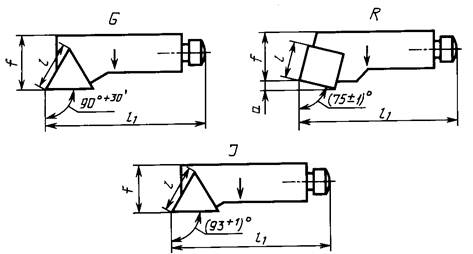
группа 3 - резцы-вставки типов G, R, J (черт. 3);
группа 4 - резцы-вставки типа Т (черт. 4).
2. Основные размеры резцов-вставок должны соответствовать указанным на черт. 1 - 4 и в табл. 1, 2.
Группа 1
Группа 2
Группа 3
Группа 4
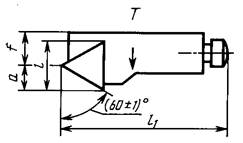
Таблица 1
мм
|
h1 ± 0,08 |
Размер l - длина режущей пластины по ГОСТ 19042 для форм: |
f -0,08 |
l1 |
Диаметр обрабатываемого отверстия Dmin |
||||||
|
Т |
S |
С |
||||||||
|
для резцов типов |
||||||||||
|
F, G, J, S, T, U, W |
К, R, S, Y |
L |
F, G, К, R, S, T, W, Y |
J, U |
F, G, J, К, L, R, S, U, W, Y |
Т |
F, G, J, К, L, R, T, U, Y |
S, W |
||
|
6 |
- |
- |
04* 05** |
04* 05** |
04* 05** |
8 |
5,5 |
25 |
21 |
20 |
|
8 |
09 |
- |
06 |
06 |
- |
10 |
6,0 |
32 |
28 |
25 |
|
10 |
11 |
09 |
09 |
- |
14 |
9,0 |
50 |
44 |
40 |
|
|
12 |
11 |
09 |
09 |
20 |
13,0 |
55 |
47 |
50 |
||
|
16 |
12 |
12 |
||||||||
|
16 |
16 |
12 |
12 |
25 |
15,0 |
63 |
53 |
60 |
||
|
22 |
15 |
|||||||||
|
20 |
22 |
15 |
12 |
25 |
15,0 |
70 |
60 |
70 |
||
|
16 |
||||||||||
|
25 |
27 |
19 |
19 |
32 |
20,0 |
100 |
87 |
100 |
||
* Для режущей пластины СР ... 04Т1 ... по ГОСТ 19042.
** Для режущей пластины СР ... 0502 ... по ГОСТ 19042.
Таблица 2
мм
|
h1 ± 0,08 |
а для резцов типов: |
|||||
|
К, R |
S |
Т, W |
Y |
|||
|
с пластиной формы Т |
с пластиной формы S |
с пластиной формы С |
||||
|
6 |
1,1* |
- |
- |
3,1* |
2,2* |
0,4* |
|
1,3* |
3,7** |
2,6** |
0,4** |
|||
|
8 |
1,6 |
6,1 |
4,3 |
4,3***, 3,0*4 |
0,6 |
|
|
10 |
2,2 |
7,0 |
6,1 |
- |
5,0 |
0,8 |
|
12 |
2,2 |
7,0 |
6,1 |
5,0 |
0,8 |
|
|
3,1 |
10,2 |
8,3 |
7,2 |
1,0 |
||
|
16 |
3,1 |
10,2 |
8,3 |
7,2 |
1,0 |
|
|
3,8 |
14,1 |
10,2 |
10,0 |
1,3 |
||
|
20 |
3,8 |
14,1 |
10,2 |
10,0 |
1,3 |
|
|
25 |
4,6 |
17,2 |
12,5 |
12,2 |
1,6 |
|
* С режущей пластиной СР ... 04Т1 ... по ГОСТ 19042.
** С режущей пластиной СР ... 0502 ... по ГОСТ 19042.
*** С режущей пластиной формы Т.
*4 С режущей пластиной формы С.
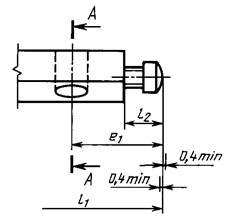
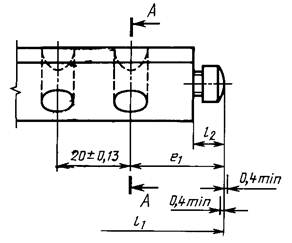
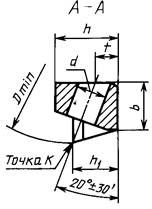
3. Конструкция и основные размеры крепежной части державок резцов-вставок должны соответствовать указанным на черт. 5 и в табл. 3.
Для резцов-вставок
с h1 = 6, 8, 10, 12, 16 и 20 мм
Для резцов-вставок
с h1 = 25 мм
Для резцов-вставок
с h1 = 6, 8, 10 и 12 мм
Для резцов-вставок
с h1 = 16, 20 и 25 мм
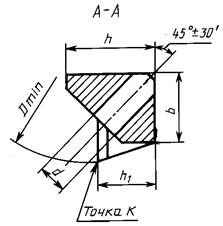
Таблица 3
мм
|
h1 ± 0,08 |
h, не более |
b, не более |
е1 |
l2 |
t ± 0,13 |
d |
Регулирующий винт |
|
6 |
8,5 |
6 |
12 |
4,5 |
3,5 |
4,0 |
М3,5 |
|
8 |
11,0 |
8 |
17 |
6,0 |
4,5 |
4,5 |
М4 |
|
10 |
15,0 |
11 |
20 |
8,0 |
5,0 |
7,0 |
М6 |
|
12 |
20,0 |
16 |
6,0 |
||||
|
16 |
25,0 |
20 |
25 |
- |
9,0 |
М8 |
|
|
20 |
30,0 |
30 |
10,0 |
||||
|
25 |
35,0 |
25 |
11,0 |
М10 |
4. Схемы определения размеров l1, f, h1
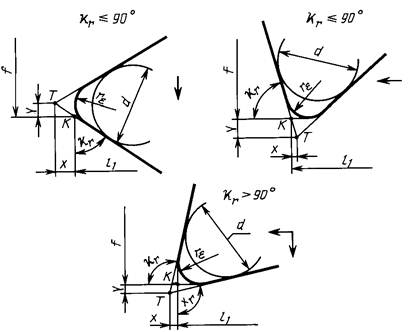
Определение точки К:
4.1. K - для главного угла в плане k £ 90° - точка пересечения прямой, являющейся продолжением главной режущей кромки и касательной к радиусу re, проведенной параллельно направлению подачи;
K - для главного угла в плане k > 90° - точка пересечения двух касательных к радиусу re, проведенных параллельно направлению продольной и поперечной подачи и составляющих угол 90°.
4.2. Длина l1 - расстояние от точки K до конца хвостовика, включая длину регулировочного винта l2 при его среднем положении.
4.3. Размер f - расстояние от точки K до задней поверхности державки.
4.4. Высота режущей кромки h1 - расстояние от точки K до опорной поверхности.
4.5. Размеры l1, f и h1, указанные в табл. 1, 2 и на черт. 1 - 5, установлены для резцов-вставок, оснащенных эталонной пластиной с радиусами при вершине re, приведенными в табл. 4.
Таблица 4
мм
|
4,76; 5,56; 6,35; 7,94 |
9,525; 12,7 |
15,875; 19,05 |
|
|
re |
0,4 |
0,8 |
1,2 |
4.6. При значениях радиуса re, отличающихся от указанных в табл. 4, размеры l1 и f должны быть скорректированы с учетом величин X и Y, являющихся расстоянием от точки K до теоретической точки Т.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Техническим комитетом по стандартизации ТК 95 «Инструмент»
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Комитета стандартизации и метрологии СССР от 26.11.91 № 1802
Настоящий стандарт разработан методом прямого применения международного стандарта ИСО 5611-89 «Оправки типа А для сменных твердосплавных пластинок. Размеры» и полностью ему соответствует
3. ВВЕДЕН ВПЕРВЫЕ
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Номер пункта |
|
5. ПЕРЕИЗДАНИЕ. Май 2004 г.