МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
ВИНТЫ С ВНУТРЕННИМ
ШЕСТИГРАННИКОМ Технические условия Hexagon socket head shoulder screws. Specifications |
ГОСТ (ИСО 7379-83) |
Дата введения 01.01.92
1. ОБЪЕКТ И ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий стандарт устанавливает технические условия на винты с внутренним шестигранником в головке и утолщенным стержнем, имеющие метрические размеры и номинальные диаметры стержня от 6,5 до 25 мм.
Если требуются другие технические требования, то рекомендуется выбирать их из действующих государственных стандартов ГОСТ 1759.1, ГОСТ 1759.4, ГОСТ 16093, ГОСТ 24705.
Требования настоящего стандарта являются обязательными.
2. ССЫЛКИ
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 9.303-84 Единая система защиты от коррозии и старения материалов и изделий. Покрытия металлические и неметаллические неорганические. Общие требования к выбору
ГОСТ 1759.1-82 Болты, винты, шпильки, гайки и шурупы. Допуски. Методы контроля размеров и отклонений формы и расположения поверхностей
ГОСТ 1759.4-87 Болты, винты, шпильки. Механические свойства и методы испытаний
ГОСТ 16093-2004 (ИСО 965-1:1998, ИСО 965-3:1998) Основные нормы взаимозаменяемости. Резьба метрическая. Допуски. Посадки с зазором
ГОСТ 17769-83 (ИСО 3269-88) Изделия крепежные. Правила приемки
ГОСТ 24705-2004 (ИСО 724:1993) Основные нормы взаимозаменяемости. Резьба метрическая. Основные размеры
ГОСТ 27148-86 Изделия крепежные. Выход резьбы. Сбеги, недорезы и проточки. Размеры
3. РАЗМЕРЫ
3.1. Размеры винтов должны соответствовать указанным на черт. 1 и в табл. 1.
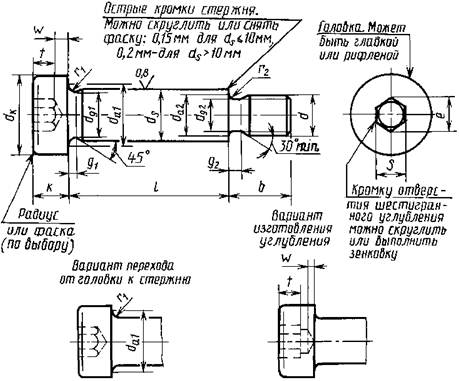
При формировании углублений, имеющих максимальный предельный размер, сверление не должно превышать 20 % высоты любой грани углубления.
Примечание. Отклонение формы и расположения поверхностей указаны в разд. 4.
Таблица 1
В миллиметрах
|
dS |
номин. |
6,5 |
8,0 |
10,0 |
13,0 |
16,0 |
20,0 |
25,0 |
|
|
макс. |
6,487 |
7,987 |
9,987 |
12,984 |
15,984 |
19,980 |
24,980 |
||
|
мин. |
6,451 |
7,951 |
9,951 |
12,941 |
15,941 |
19,928 |
24,928 |
||
|
d |
М5 |
М6 |
М8 |
М10 |
М12 |
М16 |
М20 |
||
|
P1) |
0,80 |
1,00 |
1,25 |
1,50 |
1,75 |
2,00 |
2,50 |
||
|
b |
макс. |
9,75 |
11,25 |
13,25 |
16,40 |
18,40 |
22,40 |
27,40 |
|
|
мин. |
9,25 |
10,75 |
12,75 |
15,60 |
17,60 |
21,60 |
26,60 |
||
|
dk |
макс.2) |
10 |
13 |
16 |
18 |
24 |
30 |
36 |
|
|
макс.3) |
10,22 |
13,27 |
16,27 |
18,27 |
24,33 |
30,33 |
36,39 |
||
|
мин. |
9,78 |
12,73 |
15,73 |
17,73 |
23,67 |
29,67 |
35,61 |
||
|
dg1 |
мин. |
5,92 |
7,42 |
9,42 |
12,42 |
15,42 |
19,42 |
24,42 |
|
|
dg2 |
макс. |
3,86 |
4,58 |
6,25 |
7,91 |
9,57 |
13,33 |
16,57 |
|
|
мин. |
3,68 |
4,40 |
6,03 |
7,69 |
9,35 |
12,96 |
16,30 |
||
|
da1 |
макс. |
7,5 |
9,2 |
11,2 |
15,2 |
18,2 |
22,4 |
27,4 |
|
|
da2 |
макс. |
5 |
6 |
8 |
10 |
12 |
16 |
20 |
|
|
e |
мин. |
3,44 |
4,58 |
5,72 |
6,86 |
9,15 |
11,43 |
13,72 |
|
|
k |
макс. |
4,5 |
5,5 |
7,0 |
9,0 |
11,0 |
14,0 |
16,0 |
|
|
мин. |
4,32 |
5,32 |
6,78 |
8,78 |
10,73 |
13,73 |
15,73 |
||
|
g1 |
макс. |
2,5 |
2,5 |
2,5 |
2,5 |
2,5 |
2,5 |
3,0 |
|
|
g2 |
макс. |
2,0 |
2,5 |
3,1 |
3,7 |
4,4 |
5,0 |
6,3 |
|
|
r1 |
мин. |
0,25 |
0,40 |
0,60 |
0,60 |
0,60 |
0,80 |
0,80 |
|
|
r2 |
мин. |
0,50 |
0,53 |
0,64 |
0,77 |
0,87 |
1,14 |
1,38 |
|
|
S |
номин. |
3 |
4 |
5 |
6 |
8 |
10 |
12 |
|
|
макс. |
3,08 |
4,095 |
5,095 |
6,095 |
8,115 |
10,115 |
12,142 |
||
|
мин. |
3,02 |
4,02 |
5,02 |
6,02 |
8,025 |
10,025 |
12,032 |
||
|
t |
мин. |
2,4 |
3,3 |
4,2 |
4,9 |
6,6 |
8,8 |
10,0 |
|
|
w |
мин. |
1,00 |
1,15 |
1,60 |
1,80 |
2,00 |
3,20 |
3,25 |
|
|
l |
|
|
|
|
|
|
|
||
|
номин. |
мин. |
макс. |
|
|
|
|
|
|
|
|
10 |
10 |
10,25 |
|
|
|
|
|
|
|
|
12 |
12 |
12,25 |
|
|
|
|
|
|
|
|
16 |
16 |
16,25 |
|
|
|
|
|
|
|
|
20 |
20 |
20,25 |
|
|
|
|
|
|
|
|
25 |
25 |
25,25 |
|
|
|
|
|
|
|
|
30 |
30 |
30,25 |
|
|
Область |
|
|
|
|
|
40 |
40 |
40,25 |
|
|
|
применяемых |
|
0 |
|
|
50 |
50 |
50,25 |
|
|
|
|
длин |
|
|
|
60 |
60 |
60,25 |
|
|
|
|
|
|
|
|
70 |
70 |
70,25 |
|
|
|
|
|
|
|
|
80 |
80 |
80,25 |
|
|
|
|
|
|
|
|
90 |
90 |
90,25 |
|
|
|
|
|
|
|
|
100 |
100 |
100,25 |
|
|
|
|
|
|
|
|
120 |
120 |
120,25 |
|
|
|
|
|
|
|
1) Р - шаг резьбы.
2) Для гладких головок.
3) Для рифленых головок.
4. ГЕОМЕТРИЧЕСКИЕ ДОПУСКИ
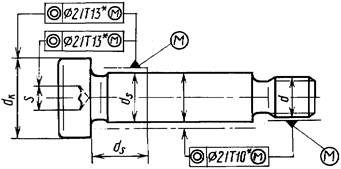
При определении допуска соосности головки относительно стержня за номинальный принимают размер dk (табл. 2).
При определении допуска соосности углубления относительно стержня за номинальный принимают размер ds (табл. 3).
При определении допуска соосности стержня относительно резьбы за номинальный принимают размер d (табл. 4).
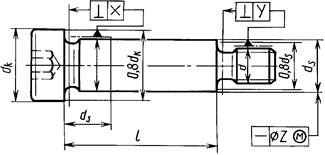
Допуски соосности и перпендикулярности
Таблица 2
|
2IT131) |
|
|
10 |
0,44 |
|
13 |
0,54 |
|
16 |
|
|
18 |
|
|
24 |
0,66 |
|
30 |
|
|
36 |
0,78 |
Таблица 3
|
2IT131) |
|
|
6,5 |
0,44 |
|
8,0 |
|
|
10,0 |
|
|
13,0 |
0,54 |
|
16,0 |
|
|
20,0 |
0,66 |
|
25,0 |
|
2IT101) |
|
|
5 |
0,12 |
|
6 |
|
|
8 |
|
|
10 |
|
|
12 |
0,14 |
|
16 |
|
|
20 |
0,17 |
________
* Допуск согласно квалитету 2IT13 или 2IT10 как функция от соответствующего диаметра.
|
X |
|
|
6,5 |
0,15 |
|
8,0 |
0,18 |
|
10,0 |
0,24 |
|
13,0 |
0,31 |
|
16,0 |
0,34 |
|
20,0 |
0,42 |
|
25,0 |
0,50 |
|
Y |
|
|
5 |
0,15 |
|
6 |
|
|
8 |
|
|
10 |
|
|
12 |
0,20 |
|
16 |
|
|
20 |
0,30 |
Допуск прямолинейности
|
Допуск |
|
|
ds £ 8 |
0,002l + 0,05 мм |
|
ds > 8 |
0,0025l + 0,05 мм |
5. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ И ССЫЛКИ НА СТАНДАРТЫ
Винты должны изготовляться в соответствии с требованиями, указанными в табл. 8.
|
Сталь |
||
|
Резьба |
Допуск |
5g, 6g |
|
Стандарты |
||
|
Механические свойства |
Класс |
12.91) |
|
Стандарт |
||
|
Допуски |
Класс точности |
А |
|
Стандарт |
||
|
Окончательная обработка |
Стержень |
Шероховатость поверхности Ra = 0,8 мкм. Допуски до нанесения покрытия |
|
Другие требования |
Гальванические покрытия по ГОСТ 9.303: цинковое хроматированное; кадмиевое хроматированное; никелевое; окисное, пропитанное маслом; фосфатное, пропитанное маслом. Допускается по согласованию между изготовителем и потребителем применять другие виды покрытий |
|
|
Приемка |
Правила приемки согласно ГОСТ 17769 |
|
1) Данные винты нельзя из-за конструкции подвергать испытанию на растяжение. Остальные требования к материалу и свойствам винтов должны соответствовать предъявляемым для класса прочности 12.9 по ГОСТ 1759.4.
6. ОБОЗНАЧЕНИЕ
Пример условного обозначения винта с внутренним шестигранником в головке и утолщенным стержнем диаметром ds = 10 мм (диаметр резьбы d = M8), номинальной длиной l = 40 мм:
Винт 10 · 40 ГОСТ 28962-91
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. ПОДГОТОВЛЕН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 05.04.91 № 444
3. Стандарт подготовлен методом прямого применения международного стандарта ИСО 7379-83 «Винты с внутренним шестигранником в головке и утолщенным стержнем» и полностью ему соответствует
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Раздел, в котором приведена ссылка |
|
6. ПЕРЕИЗДАНИЕ