ГОСТ 28302-89
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПОКРЫТИЯ ГАЗОТЕРМИЧЕСКИЕ
ЗАЩИТНЫЕ ИЗ ЦИНКА И АЛЮМИНИЯ
МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ
ОБЩИЕ ТРЕБОВАНИЯ К ТИПОВОМУ
ТЕХНОЛОГИЧЕСКОМУ ПРОЦЕССУ
![]()
Москва
Стандартинформ
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
ПОКРЫТИЯ ГАЗОТЕРМИЧЕСКИЕ ЗАЩИТНЫЕ ИЗ ЦИНКА Общие требования к типовому технологическому процессу Thermal sprayed protective coatings from |
ГОСТ |
Дата введения 01.01.91
Настоящий стандарт распространяется на газотермические защитные покрытия из цинка и алюминия металлических конструкций из углеродистой и низколегированной стали для долговременной эксплуатации в атмосфере, воде, почве, бетоне, в газовых средах, в том числе, с повышенной температурой, а также на конструкции из коррозионно-стойкой стали с покрытием из алюминия для эксплуатации в средах, вызывающих коррозионное растрескивание, точечную коррозию, коррозионные язвы, и устанавливает требования к конструкции и поверхностям, подлежащим покрытию, к технологии напыления покрытий при изготовлении, монтаже и ремонте конструкций, а также к оборудованию и методам контроля качества покрытий.
1. КОНСТРУКЦИИ, ПОДЛЕЖАЩИЕ НАПЫЛЕНИЮ ГАЗОТЕРМИЧЕСКИХ
ПОКРЫТИЙ,
И ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К НИМ
1.1. Элементы конструкций (трубы, листы, балки, уголки, швеллеры, прутки, штампованные и гнутые профили) и готовые конструкции из них, литье и изделия из него в заводских условиях и на монтаже защищают от коррозии газотермическими покрытиями.
Внутренние поверхности емкостей, аппаратов, труб с размерами отверстий св. (250 ´ 250) мм также защищают противокоррозионными газотермическими покрытиями.
1.2. Газотермические покрытия напыляют на конструкции, элементы и их детали, форма поверхности которых позволяет направить на нее струю распыленного металла под углом от 90° до 45°.
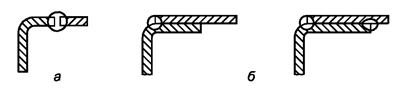
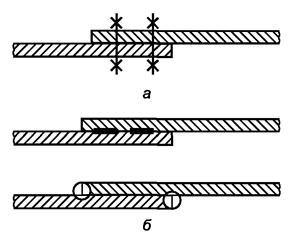
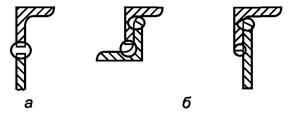
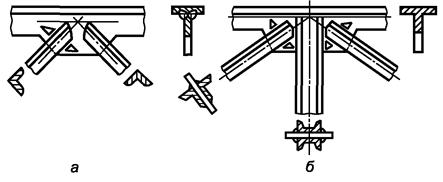
1.3. При проектировании конструкций, защищаемых от коррозии газотермическими покрытиями, следует применять соединения элементов, на которые возможно нанесение покрытий (черт. 1 - 7 приложения 1).
1.4. Узкие зазоры (менее 20 мм), глубокие отверстия (глубина свыше 50 мм), карманы и другие недоступные для напыления места недопустимы.
1.5. Конструкции и изделия с толщиной стенки менее 2 мм защищают от коррозии газотермическим напылением, если приняты меры, предупреждающие деформацию изделия при подготовке поверхности и напылении покрытия.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К МАТЕРИАЛАМ
2.1. Для струйно-абразивной подготовки поверхности должны применяться следующие материалы:
1) дробь чугунная колотая типа ДЧК номеров 0,5; 0,8; 1; 1,4 по ГОСТ 11964;
2) дробь стальная колотая типа ДСК номеров 0,5; 0,8; 1; 1,4 по ГОСТ 11964;
3) стальной песок с содержанием кремния 14 - 20 % марки СП-17 с размером фракции зерна от 0,4 до 1,6 мм;
4) электрокорунд или карбид кремния зернистостью 32, 40, 50, 63, 80, 100, 125 по ГОСТ 3647 с размером частиц от 0,4 до 1,6 мм.
2.2. Абразив должен быть острогранным, сухим, чистым, не содержать следов масла, грязи, ржавчины и веществ, прилипающих к поверхности.
2.3. Шарошки для подготовки поверхности должны быть изготовлены из легированной (износостойкой) стали. Твердость режущих поверхностей должна составлять не менее 58 ... 64 HRCэ.
2.4. Для напыления газотермических покрытий следует применять проволоку из алюминия и его сплавов по ГОСТ 7871, ГОСТ 11069, ГОСТ 14838, НТД или из цинка по ГОСТ 13073.
2.5. Проволока для напыления должна быть гладкой, чистой, без видимых следов коррозии, без резких перегибов, заусенцев и расслоений.
Допускаются вмятины, перегибы и заусенцы, величины которых не препятствуют прохождению проволоки через направляющую трубку аппарата и не влияют на стабильность образования дуги.
2.6. Проволока перед ее применением должна быть расконсервирована в соответствии с требованиями ГОСТ 9.014 при наличии на поверхности консервационной смазки, обезжирена органическими растворителями (ацетон, бензин и др.) в соответствии с требованиями ГОСТ 9.402 или синтетическими моющими средствами, не обладающими травящей способностью по отношению к материалу проволоки.
При наличии на поверхности алюминиевой проволоки шлама допускается его удаление в осветляющих растворах.
2.7. Сжатый воздух, применяемый для подготовки поверхности и напыления алюминия или цинка, должен быть очищен от масла и влаги и соответствовать классам 0, 1, 3, 5 по ГОСТ 17433.
Допускается использовать для распыления инертные газы.
3. ОБОРУДОВАНИЕ
3.1. Поверхности изделий перед напылением подготавливают при помощи оборудования, приведенного в приложении 2.
3.2. Газотермические покрытия из алюминия и цинка напыляют ручными, стационарными электродуговыми или газопламенными аппаратами. Технические характеристики рекомендуемого оборудования приведены в приложении 3.
4. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
4.1. При работах по подготовке поверхности и напылению алюминия и цинка необходимо учитывать возможность действия опасных производственных факторов на организм человека:
воздействие металлической пыли;
воздействие паров органических растворителей;
воздействие шума;
воздействие светоизлучения электрической дуги и пламени;
опасность поражения электрическим током;
опасность поражения тепловым излучением.
4.2. При проведении работ по напылению алюминия и цинка на изделия и конструкции должны соблюдаться требования, предусмотренные:
ГОСТ 12.3.008 «ССБТ. Производство покрытий металлических и неметаллических неорганических. Общие требования безопасности»;
ГОСТ 12.3.002 «ССБТ. Процессы производственные. Общие требования безопасности»;
ГОСТ 12.3.003 «ССБТ. Работы электросварочные. Общие требования безопасности»;
ГОСТ 12.2.008 «ССБТ. Оборудование и аппаратура для газопламенной обработки металлов и термического напыления покрытий. Требования безопасности»;
ГОСТ 12.2.007.0 «ССБТ. Изделия электротехнические. Общие требования безопасности»;
ГОСТ 12.3.005 «Работы окрасочные. Общие требования безопасности»;
«Инструкцией по технике безопасности при проведении работ в закрытых аппаратах, колодцах, коллекторах и другом аналогичном оборудовании, емкостях и сооружениях на предприятиях химической промышленности», утвержденной Госкомитетом по химической промышленности при Госплане СССР 29.10.64.
4.3. Предельно допустимые уровни шума (80 дБ) и основные мероприятия по их уменьшению должны соответствовать требованиям ГОСТ 12.1.003 и «Санитарным нормам и правилам по ограничению шума на территории и в помещениях производственных предприятий», утвержденным Главным санитарно-эпидемиологическим управлением Министерства здравоохранения СССР 30.04.69 № 785-69.
4.4. При напылении в камерах и на конвейерных линиях не допускать превышение концентрации алюминиевой пыли в воздухе св. 58 г/м3, а также скопления ее в вентиляционной системе.
Для предотвращения самовозгорания пыли не допускается продувка сжатым воздухом камер и вентиляционных систем.
4.5. Уровни концентраций вредных веществ и аэрозолей в воздухе рабочей зоны не должны превышать предельно допустимых значений, установленных ГОСТ 12.1.005.
4.6. Вентиляция при работах по подготовке поверхности и напылению должна удовлетворять требованиям ГОСТ 12.4.021.
4.7. Для санитарно-гигиенической оценки вредных производственных факторов (шум, пыль, газы) должны применяться приборы по СНиП III-4.
4.8. Для защиты от шума следует применять противошумные наушники ВЦНИИОТ-7И, шлемы или противошумные вкладыши «Беруши».
4.9. Индивидуальная защита глаз при напылении должна осуществляться защитными очками от ультрафиолетового излучения по ГОСТ 12.4.013*.
* На территории Российской Федерации действует ГОСТ Р 12.4.013-97.
4.10. При эксплуатации электроустановок необходимо соблюдать требования «Правил технической эксплуатации электроустановок потребителей» и «Правил техники безопасности при эксплуатации электроустановок потребителей», утвержденных Госэнергонадзором 21.12.84.
Работы по электродуговому напылению соответствуют II группе электробезопасности.
4.11. При подготовке поверхности и напылении в замкнутых и труднодоступных пространствах для производства работ применяют шланговый противогаз ПШ-2, шлем МИОТ-49 и другие.
4.12. Производственный персонал при подготовке поверхности изделий и конструкций и напылении покрытий должен применять средства индивидуальной защиты в соответствии с требованиями ГОСТ 12.4.011 и «Типовых отраслевых норм бесплатной выдачи специальной обуви и других средств индивидуальной защиты рабочих и служащих, занятых на строительных, строительно-монтажных и ремонтно-строительных работах», утвержденных Государственным комитетом СССР по труду и социальным вопросам и Президиумом ВЦСПС от 9.07.81 № 166 (П-5).
4.13. При проведении напыления на изделия и конструкции должны соблюдаться требования пожарной безопасности в соответствии с «Типовыми правилами пожарной безопасности для промышленных предприятий», утвержденными Главным управлением пожарной охраны МВД СССР 21.08.75 и согласованными с отделом охраны труда ВЦСПС 31.07.75 № 12-4/154880.
5. ТЕХНОЛОГИЯ НАПЫЛЕНИЯ ГАЗОТЕРМИЧЕСКИХ ПОКРЫТИЙ НА МЕТАЛЛИЧЕСКИЕ КОНСТРУКЦИИ
5.1. Основные положения
5.1.1. Технологический процесс напыления газотермических покрытий состоит из следующих основных операций:
подготовка поверхности;
напыление алюминиевого или цинкового покрытия.
5.1.2. Работы по подготовке поверхности и напылению покрытия осуществляют при температуре воздуха не ниже минус 5 °С по ГОСТ 9.304.
5.1.3. Толщина покрытия определяется условиями эксплуатации и техническими требованиями к защищаемым изделиям, выбирается в соответствии с конструкторской документацией и указывается на чертеже или в технических условиях на изделие.
Рекомендуемые толщины покрытий и возможные области применения приведены в табл. 6, 7 приложения 4.
5.2. Требования к поверхности изделия, подлежащей обработке
5.2.1. Элементы конструкций и изделий, подлежащие струйно-абразивной обработке и обработке шарошками, не должны иметь заусенцев, острых кромок (радиус закругления должен быть не менее 1,0 мм), сварочных брызг, наплывов, остатков флюса, влаги, масла, грязи, маркировочной краски и консервационных смазок на поверхности.
5.2.2. Поверхность, подготовленная под напыление, должна иметь первую степень очистки от окислов по ГОСТ 9.402. При осмотре поверхности при помощи лупы 6´ увеличения остатки окалины, ржавчины, грязи, масел, пыли не должны обнаруживаться.
5.2.3. Поверхность изделий после струйно-абразивной обработки должна быть матовой, серого цвета и иметь шероховатость по ГОСТ 2789 и табл. 1.
Таблица 1
|
Толщина покрытия, мкм |
Параметр шероховатости, мкм |
||
|
Ra |
Rmax |
||
|
Цинк |
Св. 120 до 200 |
10,0 - 12,5 |
50 - 80 |
|
Алюминий |
Св. 120 до 200 |
10,0 - 12,5 |
|
|
Св. 200 до 300 |
12,5 - 16,0 |
||
Примечание. При использовании других способов подготовки поверхности параметры шероховатости устанавливаются согласно соответствующей нормативно-технической документации.
5.3. Подготовка поверхности
5.3.1. Удаление с поверхности изделий и конструкций грязи, остатков флюса производится с помощью металлических щеток, протирки и промывки горячей водой с моющими средствами.
5.3.2. При наличии консервационных смазок на поверхности изделий должна производиться их расконсервация по ГОСТ 9.014.
5.3.3 Масляные и жировые пятна на поверхности конструкций и изделий и соприкасающихся с ними приспособлениях должны быть тщательно удалены тампоном, смоченным в ацетоне, бензине или других органических растворителях в соответствии с ГОСТ 9.402.
Допускается в обоснованных случаях удалять адсорбированные поверхностью жировые загрязнения нагревом в печи или пламенем горелки (нагрев производят до температуры 350 °С).
5.3.4. Пленка влаги с поверхности перед струйно-абразивной обработкой должна удаляться обдувом горячим сжатым воздухом или нагревом изделия до температуры 150 - 200 °С, или сушкой в естественных условиях.
5.3.5. Струйно-абразивную подготовку поверхности изделий производят по режимам, приведенным в табл. 8 приложения 5.
5.3.6. Струйно-абразивную обработку поверхности трубчатых изделий в условиях ремонта следует осуществлять после промывки их от грязи, шлама, наносных отложений и сушки.
5.3.7. Струйно-абразивную обработку сварных швов и дефектных участков рекомендуется проводить неметаллическими абразивами.
5.3.8. Подготовку поверхности сварных швов и труднодоступных участков под напыление в условиях монтажа и ремонта допускается осуществлять механической очисткой с последующей обработкой шарошками (табл. 9 приложения 5).
5.3.9. После подготовки поверхности изделия необходимо ее обеспылить обдувом сжатым воздухом.
5.3.10. На поверхность, подготовленную к напылению, не допускается попадание масла, пыли, влаги и образования на ней конденсата.
5.3.11. Транспортирование деталей с подготовленной поверхностью производить в цеховой таре, исключающей попадание на детали влаги, масла, пыли и других загрязнений.
При упаковке изделий следует применять бумагу по ГОСТ 8273 или бязь по ГОСТ 29298.
5.4. Напыление газотермических покрытий
5.4.1. Перед напылением покрытий необходимо проверить соответствие качества проволоки и подготовленной поверхности требованиям, изложенным в пп. 2.4 - 2.6, 5.2.2, 5.2.3, 5.3.10, отрегулировать металлизатор и выбрать режим напыления покрытия.
5.4.2. При газотермическом напылении на трубные доски теплообменных аппаратов отверстия их должны быть закрыты пробками для предотвращения попадания абразива и распыляемого металла внутрь трубок.
5.4.3. Допустимое время разрыва между подготовкой поверхности и напылением покрытия должно соответствовать данным табл. 2 и ГОСТ 9.304.
Таблица 2
Допустимое время разрыва между подготовкой поверхности и напылением газотермического покрытия
|
Относительная влажность окружающей среды, % (числитель), зона влажности (знаменатель) |
Допустимое время разрыва между подготовкой поверхности и напылением, ч |
||
|
на монтаже |
в заводских условиях |
||
|
Коррозионная стойкость |
60 Сухая |
6 |
8 - 10 |
|
Углеродистая и низколегированная сталь |
4 |
6 |
|
|
Коррозионно-стойкая сталь |
60 - 70 Нормальная |
4 |
5 |
|
Углеродистая и низколегированная сталь |
2 - 3 |
3 |
|
|
Коррозионно-стойкая сталь |
75 Нормальная |
3 |
3 |
|
Углеродистая и низколегированная сталь |
2 |
2 |
|
5.4.4. Режим работы при напылении устанавливается в соответствии с указаниями настоящего стандарта и инструкции по эксплуатации аппаратов.
5.4.5. Покрытия напыляют вручную перемещением аппарата по режимам, приведенным в табл. 10 приложения 6, или с применением средств механизации, указанным в табл. 11, 12 приложения 6.
Покрытия при ручном способе напыляют путем последовательного нанесения перекрывающихся параллельных полос до получения заданной толщины. Величина перекрытия должна составлять одну треть полосы. Каждый последующий слой должен напыляться в направлении, перпендикулярном предыдущему.
За каждый проход, в зависимости от скорости перемещения аппарата и его производительности, напыляют слой толщиной 0,03 - 0,20 мм.
5.4.6. Вручную покрытие напыляют при защите от коррозии металлоконструкций, крупногабаритных изделий, больших поверхностей, трубопроводов и их сварных соединений в условиях изготовления, монтажа и ремонта.
5.4.7. Покрытия на трубы и другие тела вращения, фасонный и листовой прокат следует напылять с применением средств механизации и автоматизации, обеспечивающих вращение или необходимое перемещение аппаратов относительно неподвижных или вращающихся изделий.
5.4.8. При механизированном способе напыления покрытие наносят параллельными полосами до заданной толщины со смещением установочного положения аппарата на расстояние, определяемое паспортными данными аппарата.
5.4.9. При газотермическом напылении на изделия, подлежащие сварке, во избежание снижения качества сварных соединений места под сварку должны изолироваться на ширину от 20 до 50 мм (в зависимости от толщины свариваемого металла).
Для изоляции этих участков могут применяться металлическая лента, лента на клеющейся основе, меловая обмазка или другие экраны.
5.4.10. При проведении работ по сварке изделий с газотермическим покрытием не допускается попадание сварочных брызг на напыленный слой.
5.4.11. Участки покрытия с дефектами (отслаивание и др.) необходимо зачищать струйно-абразивной обработкой неметаллическим абразивом или обработкой шарошками с последующим напылением металла на дефектный участок.
5.4.12. При напылении на дефектные места и сварные соединения слои нового покрытия должны плавно перекрывать слои основного покрытия на длину около 20 мм.
5.4.13. При применении средств механизации покрытия равномерной толщины получают при условии точного определения скорости перемещения аппарата относительно изделия.
Скорость рассчитывают по формуле
![]()
где v0 - максимальная скорость продольного перемещения аппарата относительно изделия, обеспечивающая получение заданной толщины покрытия за один проход, м/мин;
h - коэффициент использования металла;
G - производительность аппарата, кг/ч;
gп - плотность газотермического покрытия;
dmax - заданная толщина покрытия, мм;
Dd - поправка (Dd = 0,3dmax);
0,94 - коэффициент, учитывающий неравномерность нанесения первого слоя покрытия.
6. МЕТОДЫ КОНТРОЛЯ КАЧЕСТВА МАТЕРИАЛОВ И ПОКРЫТИЯ
6.1. При защите конструкций и изделий от коррозии газотермическими покрытиями контролю подлежат:
1) чистота и влажность сжатого воздуха;
2) чистота проволоки;
3) состояние абразива;
4) температура и относительная влажность воздуха;
5) качество подготовки поверхности;
6) время разрыва между операциями подготовки поверхности и напылением;
7) качество нанесенного покрытия.
6.2. Чистота и влажность сжатого воздуха должна отвечать требованиям, изложенным в п. 2.7. Сжатый воздух контролируют на отсутствие масла и влаги по ГОСТ 24484 путем обдува белой фильтровальной бумаги ГОСТ 12026, установленной на расстоянии от 50 до 100 мм непосредственно от трубопровода или сопла аппарата в зависимости от давления сжатого воздуха. Появление на бумаге следов масла и влаги указывает на непригодность воздуха и необходимость осмотра маслоотделителей и замены в них фильтрующих элементов.
6.3. Состояние абразива на наличие следов масел контролируют визуально путем промокания частиц абразива белой фильтровальной бумагой.
Состояние абразива должно соответствовать требованиям пп. 2.1 и 2.2.
Контроль его зернистости осуществляют по ГОСТ 3647.
6.4. Чистоту проволоки контролируют путем протирки ее поверхности чистой белой салфеткой (5 раз по 1 м из бухты).
Чистоту проволоки считают удовлетворительной, если на салфетке отсутствуют следы механических и жировых загрязнений. Допускается наличие натиров от металла.
6.5. Температуру воздуха контролируют при помощи приборов, позволяющих производить измерение температуры с погрешностью не более ± 0,5 °С.
6.6. Контроль качества подготовки поверхности
6.6.1. Технологические параметры подготовки поверхности и нанесения покрытия контролируются оператором визуально и по показаниям приборов.
6.6.2. Очищенную поверхность контролируют визуально.
6.6.3. Шероховатость поверхности изделия контролируют по ГОСТ 9.304.
6.6.4. Время разрыва между операциями подготовки поверхности и газотермического напыления должно соответствовать данным, приведенным в табл. 2 и ГОСТ 9.304.
6.7. Контроль качества напыленного покрытия
6.7.1. Покрытие должно быть равномерным, сплошным, однородного цвета с мелкозернистой структурой.
6.7.2. В покрытии должны отсутствовать наплывы, вздутия, трещины, брызги, участки с крупнозернистой рыхлой структурой, пропуски, сколы.
6.7.3. Внешний вид покрытия контролируют по ГОСТ 9.304 невооруженным глазом при освещенности не менее 300 лк на расстоянии 20 - 30 см от покрытия или с применением оптических приборов, указанных в документации на изделие, и сравнивают с эталонами крупности зерна на поверхности покрытия, утвержденными в установленном порядке.
6.7.4. Толщину покрытия на изделиях из углеродистой и низколегированной стали контролируют по ГОСТ 9.304.
Толщину покрытия на изделиях из коррозионно-стойких сталей измеряют микрометрами и определяют в назначенных точках поверхности в соответствии с установленными для данного изделия техническими требованиями.
В технически обоснованных случаях допускается в качестве контрольного метода измерения толщины использовать металлографический метод на образцах-свидетелях. Толщину покрытия измеряют на поперечном шлифе при 200-кратном увеличении с помощью металлографических микроскопов различных типов.
6.7.5. Допускается отклонение от заданной толщины напыленного слоя в пределах 20 %. При этом толщина покрытия в любой измеряемой точке не должна быть меньше минимальной, установленной технической документацией.
6.7.6. Для определения толщины покрытия труднодоступных участков конструкций применяют образцы-свидетели.
6.7.7. Прочность сцепления покрытия с основным металлом определяют по ГОСТ 9.304.
6.7.8. В случае, если покрытие отслаивается при испытании прочности сцепления по п. 6.7.7, необходимо восстановить покрытие в соответствии с требованиями пп. 5.4.11 и 5.4.12.
6.7.9. Пористость покрытий контролируют по ГОСТ 9.304 по требованию заказчика.
ПРИЛОЖЕНИЕ 1
Рекомендуемое
Формы профилей и сечений рекомендуемые, допустимые и нерекомендуемые для напыления газотермических покрытий
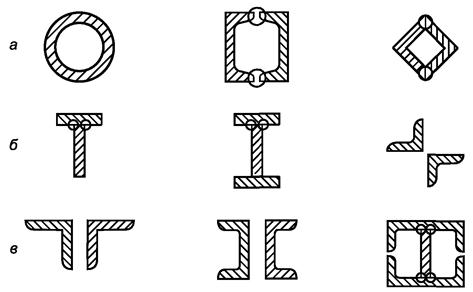
а - рекомендуются; б - допускаются; в - не рекомендуются
а - рекомендуются; б - не рекомендуются
а - рекомендуются; б - не рекомендуются
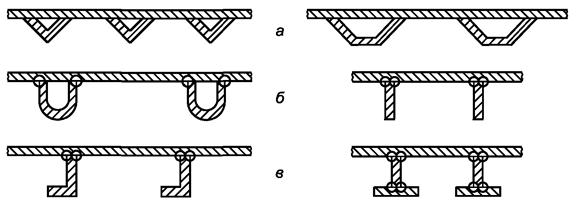
а - рекомендуются; б - допускаются; в - не рекомендуются
а - рекомендуются; б - не рекомендуются
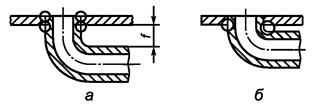
а - рекомендуются при f ³ 50 мм; б - не рекомендуются
а - допускаются; б - не рекомендуются
ПРИЛОЖЕНИЕ 2
Рекомендуемое
Таблица 3
Оборудование для подготовки поверхности металлических конструкций под газотермическое напыление
|
Краткая техническая характеристика |
Тип производства |
|
|
Камера очистная дробеструйная, модель 020095 (по типу 042047) (Завод «Амурметмаш», г. Комсомольск-на-Амуре) |
Число установленных дробеметных аппаратов - 5 Наибольшая масса очищаемых изделий - 60000 кг Габариты - 6500´4000´3000 мм Потребляемая мощность - 34 кВт Масса - 120000 кг |
Серийное |
|
Двухмерный дробеструйный аппарат модели 334М (Павлоградский ремонтно-механический завод) |
Число сопел - 2 Давление сжатого воздуха - 5,9 ´ 105 Па (6,0 кгс/см2) Расход воздуха - 4,2 м3/мин на сопло Расход дроби (безвозвратный) на 1 т изделий - 2,4 - 3,5 кг Производительность 1 сопла - 1500 кг/ч Габаритные размеры - (1650´840´2050) мм Масса - 750 кг |
Единичное |
|
Дробепескоструйный аппарат беспыльный типа БДУ-Э2М (Минтяжмаш) |
Аппарат передвижной или переносной Производительность - 1 - 6 м2/ч Давление сжатого воздуха - 4,9 ´ 105 - 6,9 ´ 105 Па (5,0 - 7,0 кгс/см2), расход воздуха - 400 м3/ч Габаритные размеры - (1100´800´2000) мм Масса аппарата - 295 кг. Масса загружаемой дроби - 100 кг |
Единичное |
|
Пескоструйный шкаф с пескоструйным пистолетом всасывающего типа (комплект чертежей ВНИИАвтогенмаш 02-7110) |
Давление сжатого воздуха - 4,4 ´ 105 - 5,9 ´ 105 Па (4,5 - 6,0 кгс/см2). Расход воздуха - 1,0 - 1,2 м3 Габаритные размеры - (1300´700´900) мм Размеры рабочей камеры - (1200´600´800) мм Масса загружаемой дроби - 25 - 30 кг |
Единичное и мелкосерийное |
|
Дробеструйный беспыльный аппарат типа АД-1 (завод «Амурметмаш», г. Комсомольск-на-Амуре) |
Давление сжатого воздуха - 5,9 ´ 105 Па (6,0 кгс/см2) Расход воздуха - 4,6 м3/мин. Аппарат передвижной Габаритные размеры - (990´930´1650) мм Масса аппарата - 150 кг Масса загружаемой дроби - 50 кг |
Единичное |
|
Пескоструйный аппарат марки АД-150 (чертежи ВНИПИтеплопроект - 35781) Завод-изготовитель - Новомосковский котельно-механический завод |
Производительность - 10 - 12 м2/ч. Давление сжатого воздуха - 4,9 ´ 105 - 5,9 ´ 105 Па Размеры частиц абразива - 0,3 - 1,0 мм |
Единичное |
|
Пескоструйный аппарат марки АД-150м Завод-изготовитель - Новомосковский котельно-механический завод |
Давление сжатого воздуха - 4,9 ´ 105 - 5,9 ´ 105 Па (5,0 - 6,0 кгс/см2). Размер частиц абразива - 0,3 - 1,0 мм |
Единичное |
|
Пескоструйный аппарат марки АД-250 (чертежи ВНИПИтеплопроект ТР 55931) Завод-изготовитель - Новомосковский котельно-механический завод |
Давление сжатого воздуха - 4,9 ´ 105 - 5,9 ´ 105 Па (5,0 - 6,0 кгс/см2). Размер частиц абразива - 0,3 - 1,0 мм |
|
|
Ручной дробеструйный пистолет ПД-1 (чертежи ВНИИАвтогенмаш) |
Производительность - 1 - 2 м2/ч. Давление сжатого воздуха - 4,9 ´ 105 - 5,9 ´ 105 Па (5,0 - 6,0 кгс/см2) Масса аппарата без абразива - 2,5 кг Масса дроби - 2 кг. Размер дроби (стального песка) 0,3 - 0,8 мм |
|
|
Пневматическая шлифовальная машинка прямого или углового действия типа П-2 (Ногинский опытный завод монтажных приспособлений Минмонтажспецстроя) |
Максимальный диаметр абразивного круга - 230 мм Скорость вращения - 6500 об/мин Давление воздуха на выходе 4,9 ´ 105 Па (5,0 кгс/см2) Масса машинки - 6,2 - 6,5 кг |
Единичное |
|
Масловодоотделитель |
- |
|
ПРИЛОЖЕНИЕ 3
Рекомендуемое
Техническая характеристика аппаратов электродугового типа для напыления покрытий
Таблица 4
|
Назначение |
Диаметр распыляемой проволоки, мм |
Производительность, кг/ч |
Расход сжатого воздуха, м3/мин |
Масса аппарата, кг |
|
|
ЭМ-12М |
Для напыления в условиях механизации |
1,5 - 2,5 |
до 14,0 |
2,5 |
23,0 |
|
ЭМ-15 |
2,0 - 3,0 |
до 25,0 |
2,5 |
15,0 |
|
|
Комплект аппаратуры КДМ-2 |
Для напыления в стационарных условиях, на монтаже, на механизированных установках |
1,5 - 2,0 |
7,5 |
1,5 |
7,5 |
|
ЭМПА-РТ |
Для работ в строительно-монтажных условиях (в любых пространственных положениях в стационарных мастерских, на поточных линиях) |
1,5 - 2,0 |
15,0 |
1,5 - 2,0 |
14,0 |
|
ЭМ-14М |
Для распыления в условиях механизации, а также в составе комплекта аппаратуры КДМ-2 |
1,5 - 2,0 |
Цинка - 30, алюминия - 8 |
1,5 |
2,2 |
Таблица 5
Техническая характеристика оборудования газопламенного типа для напыления покрытий
|
Назначение |
Диаметр распыляемой проволоки, мм |
Рабочее давление газа, Па (кгс/см2) |
Производительность, кг/ч |
Масса аппарата, кг |
||||
|
воздуха |
кислорода |
ацетилена |
пропан-бутана |
|||||
|
МГИ-4А |
Для всех видов работ по металлизации вручную и легких работ на станках |
2 - 4 |
3,9 ´ 105 - 4,9 ´ 105 (4,0 - 5,0) |
1,9 ´ 105 - 4,9 ´ 105 (2,0 - 5,0) |
0,59 ´ 105 - 0,98 ´ 105 (0,6 - 1,0) |
- |
3,3 |
2,2 |
|
МГИ-4П |
Удобен для потолочных работ, внутри емкостей, на строительных лесах и т.п. |
- |
0,59 ´ 105 - 1,37 ´ 105 (0,6 - 1,4) |
|||||