ГОСТ 28148-89
(ИСО 3461-88)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СТАНКИ МЕТАЛЛООБРАБАТЫВАЮЩИЕ
ЗНАКИ ГРАФИЧЕСКИЕ
|
|
Москва Стандартинформ 2007 |
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
СТАНКИ МЕТАЛЛООБРАБАТЫВАЮЩИЕ Знаки графические Metal-working machines. |
ГОСТ (ИСО 3461-88) |
Дата введения 01.07.90
Настоящий стандарт распространяется на знаки графические для органов управления (ОУ) и средств отображения информации (СОИ) вновь разрабатываемых металлообрабатывающих станков.
Стандарт не распространяется на мнемосхемы.
Стандарт устанавливает классификацию и номенклатуру графических знаков, их форму, размеры и требования к разработке, размещению, применению.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Графические знаки предназначены для оператора, обслуживающего металлообрабатывающие станки.
1.2. Графические знаки следует наносить способами, обеспечивающими четкость изображения в течение всего срока эксплуатации оборудования, высокое качество их воспроизведения, например фотоэлектрохимгравированием, гравированием, печатанием, фотопечатью и др.
1.3. Графические знаки ОУ и СОИ металлообрабатывающих станков разделены на группы:
1 - базовые (табл. 1);
2 - движения, подачи (табл. 2);
3 - изделия (табл. 3);
4 - инструменты (табл. 4);
5 - функциональные узлы и элементы (табл. 5);
6 - режимы, состояния, функции (табл. 6);
7 - характеристики и виды обработки (табл. 7);
8 - источники энергии, элементы привода, обслуживающие системы (табл. 8);
9 - неисправности (табл. 9);
Таблица 1
Базовые знаки
|
Смысловое значение |
Графический знак |
|
|
1.1 |
Указательная стрелка (направление прямолинейного движения, размер) |
|
|
1.2 |
Функциональная стрелка (обозначение процесса с указанием направления его действия) |
|
|
1.3 |
Указатель |
|
|
1.4 |
Указательная стрелка (направление непрерывного вращения) |
|
|
1.5 |
Обороты |
|
|
1.6 |
Подача |
|
|
1.7 |
Импульс |
|
|
1.8 |
Замена |
|
|
1.9 |
Исходное состояние (нейтральное положение) |
|
|
1.10 |
||
|
1.11 |
Готовность |
|
|
1.12 |
Включено |
|
|
1.13 |
Выключено |
|
|
1.14 |
Включено-выключено (с двумя фиксируемыми положениями) |
|
|
1.15 |
Включено-выключено (кнопочный переключатель) |
|
|
1.16 |
||
|
1.17 |
Заготовка, изделие |
|
|
1.18 |
Стружка |
|
|
1.19 |
Резьба |
|
|
1.20 |
||
|
1.21 |
Инструмент для автоматической смены |
|
|
1.22 |
Вращающийся инструмент |
|
|
1.23 |
Невращающийся инструмент |
|
|
1.24 |
Центр |
|
|
1.25 |
Щуп |
|
|
1.26 |
||
|
1.27 |
Узел, блок, кадр программы |
|
|
1.28 |
Шпиндель |
|
|
1.29 |
Накопитель, магазин |
|
|
1.30 |
Бункер |
|
|
1.31 |
Насос |
|
|
1.32 |
Электродвигатель |
|
|
1.33 |
Сигнальная лампа |
|
|
1.34 |
Электромагнит |
|
|
1.35 |
Предохранитель |
|
|
1.36 |
Переключатель механизма |
|
|
1.37 |
||
|
1.38 |
Обработка |
|
|
1.39 |
Зона обработки |
|
|
1.40 |
Смазка |
|
|
1.41 |
Ручная смазка |
|
|
1.42 |
Охлаждение инструмента |
|
|
1.43 |
Охлаждение |
|
|
1.44 |
Температура |
|
|
1.45 |
Неисправность |
|
|
1.46 |
||
|
1.47 |
Знак напряжения |
|
|
1.48 |
Переменный ток |
|
|
1.49 |
Постоянный ток |
|
|
1.50 |
||
|
1.51 |
Плюс, увеличение, положительная полярность |
|
|
1.52 |
Минус, уменьшение, отрицательная полярность |
|
|
1.53 |
Больше чем |
|
|
1.54 |
Меньше чем |
|
|
1.55 |
Миллиметр |
|
|
1.56 |
Секунда |
|
|
1.57 |
Минута |
|
|
1.58 |
Числовое значение |
|
|
1.59 |
||
|
1.60 |


















Таблица 2
Движения, подачи
|
Смысловое значение |
Графический знак |
|
|
2.1 |
Быстрое перемещение |
|
|
2.2 |
Прерывистое прямолинейное движение в одном направлении |
|
|
2.3 |
Быстрый отвод |
|
|
2.4 |
Ограниченное прямолинейное движение |
|
|
2.5 |
Линейный перебег |
|
|
2.6 |
Шаговое прямолинейное движение |
|
|
2.7 |
Прямолинейное движение в двух направлениях из нейтрального положения |
|
|
2.8 |
Прямолинейное движение в двух направлениях |
|
|
2.9 |
Фиксированное движение в двух направлениях |
|
|
2.10 |
Ограниченное прямолинейное движение с возвратом |
|
|
2.11 |
Ограниченное прямолинейное движение с запаздыванием (задержкой) |
|
|
2.12 |
Колебательное прямолинейное движение |
|
|
2.13 |
||
|
2.14 |
Прерывистое вращательное движение |
|
|
2.15 |
Ограниченное вращательное движение |
|
|
2.16 |
Вращательное движение на заданный угол |
|
|
2.17 |
Шаговое вращательное движение |
|
|
2.18 |
Деление |
|
|
2.19 |
Вращательное движение в двух направлениях из нейтрального положения |
|
|
2.20 |
Вращательное движение в двух направлениях |
|
|
2.21 |
Ограниченное вращательное движение (вперед-назад) |
|
|
2.22 |
Колебательное вращательное движение (непрерывное) |
|
|
2.23 |
Оборот |
|
|
2.24 |
Частота вращения |
|
|
2.25 |
Обкатка |
|
|
2.26 |
||
|
2.27 |
Продольная подача |
|
|
2.28 |
Поперечная подача |
|
|
2.29 |
Вертикальная подача |
|
|
2.30 |
Подача слева |
|
|
2.31 |
Подача справа |
|
|
2.32 |
Подача на двойной ход |
|
|
2.33 |
Подача на оборот |
|
|
2.34 |
Круговая подача |
|
|
2.35 |
||
|
2.36 |
Подвод к центру |
|
|
2.37 |
Отвод от центра |
|
|
2.38 |
Быстрое перемещение круглого стола |
|
|
2.39 |
Продольное перемещение прямоугольного стола |
|
|
2.40 |
Поперечное перемещение прямоугольного стола |
|
|
2.41 |
Вращение шпинделя по часовой стрелке |
|
|
2.42 |
Вращение шпинделя против часовой стрелки |
|
|
2.43 |
||
|
2.44 |
||
|
2.45 |





















Таблица 3
Изделия
|
Смысловое значение |
Графический знак |
|
|
3.1 |
Контур внешний |
|
|
3.2 |
Контур внутренний |
|
|
3.3 |
Резьба правая |
|
|
3.4 |
Резьба левая |
|
|
3.5 |
Резьба метрическая |
|
|
3.6 |
Резьба дюймовая |
|
|
3.7 |
Резьба модульная |
|
|
3.8 |
Шаг резьбы |
|








Таблица 4
Инструменты
|
Смысловое значение |
Графический знак |
|
|
4.1 |
Сверло |
|
|
4.2 |
Развертка |
|
|
4.3 |
Зенкер |
|
|
4.4 |
Хон |
|
|
4.5 |
Метчик |
|
|
4.6 |
Круглая протяжка |
|
|
4.7 |
||
|
4.8 |
Наружная протяжка |
|
|
4.9 |
Ленточная пила |
|
|
4.10 |
Пила дисковая |
|
|
4.11 |
Фреза |
|
|
4.12 |
Фреза косозубая |
|
|
4.13 |
Фреза цилиндрическая |
|
|
4.14 |
Борфреза |
|
|
4.15 |
Режущий блок |
|
|
4.16 |
Головка резцовая |
|
|
4.17 |
||
|
4.18 |
Долбяк прямозубый |
|
|
4.19 |
Долбяк косозубый |
|
|
4.20 |
Шевер |
|
|
4.21 |
||
|
4.22 |
Абразивная лента |
|
|
4.23 |
Шлифовальный круг |
|
|
4.24 |
Шлифовальный круг для бесцентрового шлифования |
|
|
4.25 |
Ведущий круг для бесцентрового шлифования |
|
|
4.26 |
Шлифовальный круг чашечный |
|
|
4.27 |
Алмазный круг |
|
|
4.28 |
Полировальный круг |
|
|
4.29 |
Круглая щетка |
|
|
4.30 |
||
|
4.31 |
Инструмент для правки |
|
|
4.32 |
Алмазный ролик торцовый |
|
|
4.33 |
Алмазный ролик |
|
|
4.34 |
Алмазный ролик резьбовой |
|





















Таблица 5
Функциональные узлы и элементы
|
Смысловое значение |
Графический знак |
|
|
5.1 |
Узел одношпиндельный, бабка |
|
|
5.2 |
Узел многошпиндельный |
|
|
5.3 |
Бабка сверлильная |
|
|
5.4 |
Бабка фрезерная |
|
|
5.5 |
Бабка расточная |
|
|
5.6 |
Бабка шлифовальная |
|
|
5.7 |
Бабка задняя |
|
|
5.8 |
Револьверная головка |
|
|
5.9 |
||
|
5.10 |
Шпиндель сверлильный |
|
|
5.11 |
Фрезерный шпиндель |
|
|
5.12 |
Шлифовальный шпиндель |
|
|
5.13 |
Шпиндель зубодолбежный |
|
|
5.14 |
Шпиндель для нарезания резьбы |
|
|
5.15 |
||
|
5.16 |
Цанговый патрон |
|
|
5.17 |
Инструментальный магазин цепной |
|
|
5.18 |
Инструментальный магазин дисковый, барабанный |
|
|
5.19 |
Двойной захват для смены инструмента |
|
|
5.20 |
Одинарный захват для смены инструмента |
|
|
5.21 |
||
|
5.22 |
Шпиндель с поводком |
|
|
5.23 |
Гильза или пиноль |
|
|
5.24 |
Зажимной патрон |
|
|
5.25 |
Планшайба |
|
|
5.26 |
||
|
5.27 |
Люнет |
|
|
5.28 |
Стойка люнета |
|
|
5.29 |
Стол прямоугольный |
|
|
5.30 |
Стол круглый |
|
|
5.31 |
Плита электромагнитная |
|
|
5.32 |
Суппорт |
|
|
5.33 |
Крестовый суппорт |
|
|
5.34 |
Приспособление |
|
|
5.35 |
Портал |
|
|
5.36 |
Резервуар |
|
|
5.37 |
Теплообменник |
|
|
5.38 |
Элеватор |
|
|
5.39 |
Центрифуга |
|
|
5.40 |
||
|
5.41 |
Муфта фрикционная |
|
|
5.42 |
Кулачковая муфта |
|
|
5.43 |
Электромагнитная муфта (головка) |
|
|
5.44 |
Зубчатая передача |
|
|
5.45 |
Ременная передача |
|
|
5.46 |
Цепная передача |
|
|
5.47 |
||
|
5.48 |
Счетчик |
|
|
5.49 |
Таймер |
|
|
5.50 |
Вводный автомат |
|
|
5.51 |
Датчик касания |
|
|
5.52 |
Пульт |
|
|
5.53 |
Устройство измерительное |
|
|
5.54 |
Вентилятор |
|
|
5.55 |
||
|
5.56 |
Подъемник |
|
|
5.57 |
Захват |
|
|
5.58 |
Портальное загрузочное устройство |
|
|
5.59 |
Тележка |
|
|
5.60 |
Транспортер роликовый |
|
|
5.61 |
Транспортер гребенчатый |
|
|
5.62 |
Транспортер шнековый |
|
|
5.63 |
||
|
5.64 |
Направляющие |
|
|
5.65 |
Копир |
|
|
5.66 |
Кулачок дисковый |
|
|
5.67 |
Кулачок барабанный |
|
|
5.68 |
Вал коленчатый |
|

































 +
+


Таблица 6
Режимы, состояния, функции
|
Смысловое значение |
Графический знак |
|
|
6.1 |
Единичный цикл |
|
|
6.2 |
Автоматический или полуавтоматический цикл |
|
|
6.3 |
Прерывистый цикл |
|
|
6.4 |
Подцикл |
|
|
6.5 |
Прерывание цикла и возврат в исходное положение |
|
|
6.6 |
Конец автоматического цикла |
|
|
6.7 |
Конец единичного цикла |
|
|
6.8 |
||
|
6.9 |
Бесступенчатое регулирование при прямолинейном движении |
|
|
6.10 |
Бесступенчатое регулирование при вращательном движении |
|
|
6.11 |
Ступенчатое регулирование при прямолинейном движении |
|
|
6.12 |
Ступенчатое регулирование при вращательном движении |
|
|
6.13 |
Толчковое включение при наладке |
|
|
6.14 |
||
|
6.15 |
Блокировка включена |
|
|
6.16 |
Блокировка выключена |
|
|
6.17 |
Зажим |
|
|
6.18 |
Разжим |
|
|
6.19 |
Внутренний зажим |
|
|
6.20 |
Внутренний разжим |
|
|
6.21 |
Открыть |
|
|
6.22 |
Закрыть |
|
|
6.23 |
Фиксация |
|
|
6.24 |
Расфиксация |
|
|
6.25 |
Установка заготовки или изделия |
|
|
6.26 |
Снятие заготовки или изделия |
|
|
6.27 |
Заготовка в зоне обработки |
|
|
6.28 |
Заготовка вне зоны обработки |
|
|
6.29 |
Ограждение закрыто |
|
|
6.30 |
Ограждение открыто |
|
|
6.31 |
Зацепление пары винт-гайка |
|
|
6.32 |
Расцепление пары винт-гайка |
|
|
6.33 |
Нагрузка |
|
|
6.34 |
Разгрузка |
|
|
6.35 |
Торможение |
|
|
6.36 |
Растормаживание |
|
|
6.37 |
Муфта зажата |
|
|
6.38 |
Муфта разжата |
|
|
6.39 |
Кулачки разжаты |
|
|
6.40 |
Кулачки зажаты |
|
|
6.41 |
Установка вращающегося инструмента |
|
|
6.42 |
Снятие вращающегося инструмента |
|
|
6.43 |
Включение электромагнитной головки |
|
|
6.44 |
Выключение электромагнитной головки |
|
|
6.45 |
Подвод к копиру (подключение копира) |
|
|
6.46 |
Отвод от копира (отключение копира) |
|
|
6.47 |
Гидроразгрузка |
|
|
6.48 |
Пневморазгрузка |
|
|
6.49 |
||
|
6.50 |
Отсекатель подведен |
|
|
6.51 |
Отсекатель отведен |
|
|
6.52 |
Бункер заполнен |
|
|
6.53 |
Бункер переполнен |
|
|
6.54 |
Загрузка транспортера |
|
|
6.55 |
Транспортер заполнен |
|
|
6.56 |
Транспортер переполнен |
|
|
6.57 |
Выталкивание |
|
|
6.58 |
Давление в пневмосистеме |
|
|
6.59 |
Нет давления в пневмосистеме |
|
|
6.60 |
Изображение в проходящем свете |
|
|
6.61 |
Изображение в отраженном свете |
|
|
6.62 |
Светозащита |
|
|
6.63 |
Остановка подаваемого материала |
|
|
6.64 |
Сброс счетчика |
|
|
6.65 |
Проверка, контроль |
|
|
6.66 |
Контроль инструмента |
|
|
6.67 |
Балансировка статическая (статическое равновесие) |
|
|
6.68 |
Балансировка динамическая (динамическое равновесие) |
|
|
6.69 |
Вибрация |
|
|
6.70 |
Компенсация износа круга |
|
|
6.71 |
Механическое удаление стружки |
|
|
6.72 |
Смыв, сдув |
|
|
6.73 |
Фильтрация, фильтр |
|
|
6.74 |
Наполнение |
|
|
6.75 |
Опустошение |
|
|
6.76 |
Переполнение |
|
|
6.77 |
Нагнетание |
|
|
6.78 |
Всасывание |
|



























































Таблица 7
Характеристики и виды обработки
|
Смысловое значение |
Графический знак |
|
|
7.1 |
Черновая обработка |
|
|
7.2 |
Чистовой припуск |
|
|
7.3 |
Черновой припуск |
|
|
7.4 |
Полный припуск |
|
|
7.5 |
Доводка |
|
|
7.6 |
||
|
7.7 |
Точение |
|
|
7.8 |
Растачивание |
|
|
7.9 |
Точение конуса |
|
|
7.10 |
Растачивание конуса |
|
|
7.11 |
Подрезка торца |
|
|
7.12 |
Отрезание резцом |
|
|
7.13 |
Снятие фасок |
|
|
7.14 |
Резьбонарезание наружное |
|
|
7.15 |
Резьбонарезание внутреннее |
|
|
7.16 |
Строгание |
|
|
7.17 |
Долбление |
|
|
7.18 |
Наружное протягивание |
|
|
7.19 |
Внутреннее протягивание |
|
|
7.20 |
Сверление |
|
|
7.21 |
Сверление глубокое |
|
|
7.22 |
Зенкерование |
|
|
7.23 |
Развертывание |
|
|
7.24 |
Хонингование |
|
|
7.25 |
Резьбонарезание метчиком |
|
|
7.26 |
||
|
7.27 |
Фрезерование |
|
|
7.28 |
Попутное фрезерование |
|
|
7.29 |
Встречное фрезерование |
|
|
7.30 |
Фрезерование периферией фрезы |
|
|
7.31 |
Фрезерование торцем фрезы |
|
|
7.32 |
Фрезерование профилей и контуров |
|
|
7.33 |
||
|
7.34 |
Круглое шлифование |
|
|
7.35 |
Внутреннее шлифование |
|
|
7.36 |
Шлифование наружного конуса |
|
|
7.37 |
Шлифование внутреннего конуса |
|
|
7.38 |
Шлифование торца |
|
|
7.39 |
Отрезание кругом |
|
|
7.40 |
Шлифование периферией круга |
|
|
7.41 |
Врезное шлифование |
|
|
7.42 |
Бесцентровое шлифование |
|
|
7.43 |
Шлифование профилей |
|
|
7.44 |
Шлифование по копиру |
|
|
7.45 |
Шлифование торцем круга |
|
|
7.46 |
Анодно-механическое шлифование |
|
|
7.47 |
Наружное хонингование |
|
|
7.48 |
Притирка |
|
|
7.49 |
||
|
7.50 |
Отрезание, разрезание |
|
|
7.51 |
Электроэрозионная обработка |
|
|
7.52 |
Автоматическая очистка |
|
|
7.53 |
Ручная очистка |
|
|
7.54 |
||
|
7.55 |
Алмазная заточка резцов |
|
|
7.56 |
Электромеханическая заточка резцов |
|
|
7.57 |
Заточка ленточной пилы |
|
|
7.58 |
Разводка зубьев ленточной пилы |
|
|
7.59 |
Заточка ленточной пилы с разводкой |
|
|
7.60 |
Заточка фрезы |
|
|
7.61 |
Заточка задней поверхности |
|
|
7.62 |
Заточка передней поверхности |
|
|
7.63 |
Шлифование через зуб |
|
|
7.64 |
Шлифование через 2 зуба |
|
|
7.65 |
Правка периферии круга |
|
|
7.66 |
Правка торца круга |
|
|
7.67 |
Профильная правка |
|
|
7.68 |
Правка вращающимся алмазным инструментом |
|
|
7.69 |
||
|
7.70 |
Размер готов |
|
|
7.71 |
Брак в плюс |
|
|
7.72 |
Брак в минус |
|
|
7.73 |
Брак плюс-минус |
|
































































Таблица 8
Источники энергии, элементы привода, обслуживающие системы
|
Смысловое значение |
Графический знак |
|
|
8.1 |
Источник постоянного тока |
|
|
8.2 |
Источник переменного тока |
|
|
8.3 |
Выпрямитель |
|
|
8.4 |
Электродвигатель постоянного тока |
|
|
8.5 |
Электродвигатель переменного тока |
|
|
8.6 |
Электродвигатель главного привода |
|
|
8.7 |
Электродвигатель привода подач |
|
|
8.8 |
Освещение |
|
|
8.9 |
Подсветка |
|
|
8.10 |
||
|
8.11 |
Гидроцилиндр |
|
|
8.12 |
Пневмоцилиндр |
|
|
8.13 |
Разгрузка пневмогидроаккумулятора |
|
|
8.14 |
Вакуум (нет давления) |
|
|
8.15 |
Сжатый воздух |
|
|
8.16 |
||
|
8.17 |
Насос гидравлической системы |
|
|
8.18 |
Гидродвигатель |
|
|
8.19 |
Гидродвигатель реверсивный |
|
|
8.20 |
Насос смазки |
|
|
8.21 |
Насос системы охлаждения |
|
|
8.22 |
Насос регулируемый |
|
|
8.23 |
Лопастной насос |
|
|
8.24 |
Шестеренный насос |
|
|
8.25 |
||
|
8.26 |
Температура высокая |
|
|
8.27 |
Температура низкая |
|
|
8.28 |
Температура постоянная |
|
|
8.29 |
Интервал температур |
|
|
8.30 |
Нижний предел температуры |
|
|
8.31 |
Верхний предел температуры |
|
|
8.32 |
Термостат |
|
|
8.33 |
Тепловая защита |
|
|
8.34 |
||
|
8.35 |





















Таблица 9
Неисправности
|
Смысловое значение |
Графический знак |
|
|
9.1 |
Неисправность вращающегося инструмента |
|
|
9.2 |
Неисправность невращающегося инструмента |
|
|
9.3 |
Неисправность пневматики |
|
|
9.4 |
Неисправность гидравлики |
|
|
9.5 |
Неисправность механики |
|
|
9.6 |
Неисправность системы смазки |
|
|
9.7 |
Неисправность системы охлаждения |
|
|
9.8 |
Неисправность электрооборудования |
|
|
9.9 |
Пробой изоляции |
|
|
9.10 |
Неисправность электродвигателя |
|
|
9.11 |
Перекос поперечины одностоечного станка |
|
|
9.12 |
Перекос поперечины двухстоечного станка |
|












10 - указывающие, предупреждающие, запрещающие (табл. 10).
Таблица 10
Указывающие, предупреждающие, запрещающие
|
Смысловое значение |
Графический знак |
|
|
10.1 |
Звуковой сигнал |
|
|
10.2 |
Цена деления |
|
|
10.3 |
Ежедневно |
|
|
10.4 |
Раз в месяц |
|
|
10.5 |
По мере необходимости |
|
|
10.6 |
Предостережение (внимание) |
|
|
10.7 |
Наладка. Работа с ручным управлением |
|
|
10.8 |
Ремонт |
|
|
10.9 |
Переключать на ходу |
|
|
10.10 |
Не переключать на ходу |
|





Примечание к табл. 1 - 10. Свободные графы разделяют графические знаки на подгруппы, а также служат резервом.
1.4. Допускается разработка новых графических знаков для ОУ и СОИ в соответствии с требованиями разд. 2 настоящего стандарта.
1.5. Обозначение осей координат металлообрабатывающих станков, графические знаки для устройств программного управления, знаки безопасности следует использовать в соответствии с нормативно-технической документацией.
Пример условного обозначения графического знака номинальным размером а = 12 мм:
ЗНАК 7.14-12 ГОСТ 28148-89
2. ТРЕБОВАНИЯ К РАЗРАБОТКЕ НОВЫХ ГРАФИЧЕСКИХ ЗНАКОВ
2.1. Вновь разрабатываемые графические знаки для ОУ и СОИ должны обладать:
однозначностью их восприятия и понимания;
соответствием смысловому значению.
2.2. Новые графические знаки должны разрабатываться в соответствии с приложением 1.
2.3. При разработке графического знака выполняют его исходный чертеж на прямоугольной модульной сетке согласно приложению 2.
2.4. Если новый графический знак образован сочетанием нескольких графических знаков, то такой комбинированный графический знак проверяют на запоминание и опознание согласно приложению 3.
2.5. При разработке новых графических знаков в качестве их составных частей предпочтительным является использование графических знаков из числа приведенных в настоящем стандарте.
3. ТРЕБОВАНИЯ К РАЗМЕЩЕНИЮ И ПРИМЕНЕНИЮ ГРАФИЧЕСКИХ ЗНАКОВ
3.1. Графические знаки, разные по высоте, размещают на горизонтальной оси, визуально проведенной через центр наибольшего по высоте знака (черт. 1).
3.2. Для лучшего запоминания и опознания графических знаков и их взаимосвязи с компоновкой металлообрабатывающего станка допускается поворачивать изображения графических знаков на 90°, 180°, 270°, а также использовать их зеркальные изображения (черт. 2).
![]()
Черт. 1
![]()
Черт. 2
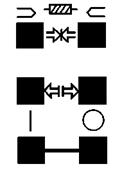
3.3. При повороте изображений графических знаков на нужный угол учитывают зависимость смыслового значения графического знака от его расположения (черт. 3, 4).
Смысловое значение не зависит от расположения графического знака (невращающийся инструмент).
![]()
Черт. 3
Смысловое значение зависит от расположения графического знака.
|
Включено |
Минус |
Черт. 4
3.4. Графические знаки, смысловое значение которых изменяется в зависимости от их расположения, не следует наносить на вращающиеся ОУ.
3.5. Размеры и масштаб графических знаков определяют согласно приложению 2.
ПРИЛОЖЕНИЕ 1
Рекомендуемое
РАЗРАБОТКА НОВЫХ ГРАФИЧЕСКИХ ЗНАКОВ
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. В основу разработки графического знака положена функция ОУ или СОИ и ее смысловое значение.
1.2. Разработку графических знаков следует вести следующими методами:
упрощением;
сочетанием;
использованием контурных изображений.
2. МЕТОД УПРОЩЕНИЯ ИЗОБРАЖЕНИЙ ГРАФИЧЕСКИХ ЗНАКОВ
Сущность метода заключается в разложении комбинированных графических знаков ОУ на базовые с помощью определенного порядка размещения ОУ на панели пульта управления.
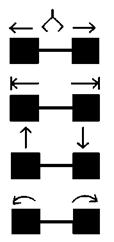
2.1. Упрощение графических знаков достигается группированием на панели пульта ОУ по функциональному назначению:
управление узлом (черт. 5)
Приведена группа ОУ управления роботом
под общим знаком ![]() - захват, где ОУ
размещены в соответствии с определенной последовательностью выбора движений
этого узла и имеют базовые графические знаки, обозначающие различные его
движения. Если ОУ не выделять в группу под общим графическим знаком, то тогда
каждый ОУ будет иметь комбинированный графический знак, например
- захват, где ОУ
размещены в соответствии с определенной последовательностью выбора движений
этого узла и имеют базовые графические знаки, обозначающие различные его
движения. Если ОУ не выделять в группу под общим графическим знаком, то тогда
каждый ОУ будет иметь комбинированный графический знак, например
![]() - прямолинейное движение подвижного захвата вправо и т.д.;
- прямолинейное движение подвижного захвата вправо и т.д.;
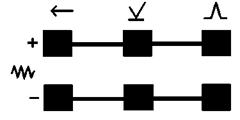
управление подачами (черт. 6)
Приведена группа ОУ
различными подачами по координатам. Каждая подача имеет два ОУ. Связь между
ними показана вертикальными линиями, а увеличение или уменьшение их показано
горизонтальными линиями, связывающими ОУ всех трех подач. Для передачи
смысловых значений функций ОУ требуется только 6 базовых графических знаков, а
если не проводить такого группирования, то каждый ОУ будет иметь комбинированный графический знак, например ![]() -
увеличение импульсной подачи и т.д.;
-
увеличение импульсной подачи и т.д.;
инструмент или изделие (черт. 7)
|
Черт. 5 |
Черт. 6 |
|
Черт. 7 |
Черт. 8 |
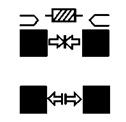

Приведена группа ОУ инструмента (цилиндрической фрезы), где каждый ОУ имеет свой графический знак - центр левый или центр правый и общий с соседним ОУ - зажим или разжим. Вся группа ОУ объединена под общим графическим знаком - цилиндрическая фреза.
Все три графических знака отражают функцию ОУ - зажим фрезы левым или правым центром. При отсутствии общего графического знака группы ОУ, общего графического знака между двумя ОУ, каждый из этих ОУ должен был бы иметь сложный комбинированный графический знак (черт. 8).
2.2. Графические знаки для ОУ должны подбираться из номенклатуры стандарта путем анализа функций каждого ОУ, при отсутствии в стандарте необходимого графического знака разрабатывается новый в соответствии с положениями стандарта.
2.3. Для лучшего запоминания и опознания графических знаков на панели пульта управления ОУ различными узлами станка их следует размещать группами в соответствии с действительным размещением этих узлов на станке и разделять группы ОУ промежутками (черт. 9).
|
а) |
б) |
|
|
|
|
а - группа графических знаков ОУ крестовым суппортом; б - группа графических знаков ОУ инструментом |
|
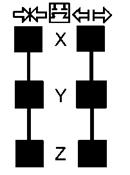
Черт. 9
3. МЕТОД СОЧЕТАНИЯ ГРАФИЧЕСКИХ ЗНАКОВ
Сущность метода заключается в сочетании нескольких графических знаков для передачи сложной функции ОУ или СОИ через созданный таким образом новый графический знак.
3.1. Сочетанием разрабатываются комбинированные графические знаки.
3.2. Для лучшего понимания графического знака, образованного сочетанием, следует объединять возможно меньшее число графических знаков.
3.3. При разработке новых графических знаков сочетанием следует объединять:
базовые знаки между собой, например 2.27; 2.34 (табл. 2); 6.1; 6.2; 6.13; 6.28; 6.41; 6.50 (табл. 6);
базовые и комбинированные, например 6.26; 6.43; 6.48; 6.64 (табл. 6); 7.41; 7.56; 7.59; 7.67 (табл. 7);
допускаются и более сложные сочетания, например 7.29 (табл. 7); 8.13; 8.18 (табл. 8); 9.9 (табл. 9).
3.4. При разработке новых графических знаков методом сочетания в первую очередь следует применять графические знаки настоящего стандарта.
3.5. Допускается использовать в сочетаниях знаки или условные обозначения из других стандартов, выполняя их в соответствии с требованиями настоящего стандарта (черт. 10).
|
а) |
б) |
|
|
|
|
а - передача плоским ремнем; б - передача пластинчатой цепью |
|


Черт. 10
4. МЕТОД ИСПОЛЬЗОВАНИЯ КОНТУРНЫХ ИЗОБРАЖЕНИЙ ГРАФИЧЕСКИХ ЗНАКОВ
Сущность метода заключается в повторном использовании контура графического знака для построения нового графического знака.
4.1. При разработке новых графических знаков с использованием данного метода следует применять различные графические элементы: линии, штрихи, точки, уголки и т.д., которые, будучи вписаны в какой-то контур или присоединены к нему, образуют новые графические знаки, например при построении графических знаков различных инструментов использован контур, равный половине основного квадрата конфигуратора, а при построении графических знаков различных узлов - контур, равный основному квадрату (черт. 11).
|
а |
|
|
б |
|
|
а - фреза, шлифовальный круг, полировальный круг, шевер, фреза цилиндрическая; б - крестовый суппорт, многошпиндельный узел, пульт, магнитная плита |
|


Черт. 11
4.2. Допускается в графических знаках упрощать графические элементы, если при этом их опознание не меняется (черт. 12).
|
а |
|
|
б |
|
|
а - бабка фрезерная; б - многошпиндельный узел |
|

Черт. 12
ПРИЛОЖЕНИЕ 2
Обязательное
ПРИНЦИПЫ ПОСТРОЕНИЯ ГРАФИЧЕСКИХ ЗНАКОВ
1. Для каждого графического знака разрабатывается исходный чертеж, который выполняется на прямоугольной модульной сетке по конфигуратору (черт. 13).
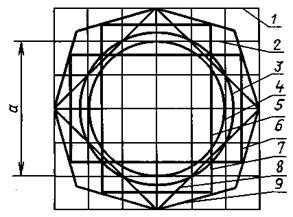
1 - модульная сетка конфигуратора размером 75×75 мм, разделенная на квадраты со сторонами 12,5 мм; 2 - основной квадрат со стороной а, равной 50 мм; 3 - основная окружность диаметром 56 мм и площадью, приблизительно равной площади основного квадрата; 4 - окружность диаметром 50 мм, вписанная в основной квадрат; 5 - квадрат со стороной, равной 40 мм, вписанный в основную окружность; 6 - горизонтальный прямоугольник, имеющий большую сторону, равную 62,5 мм; 7 - вертикальный прямоугольник, имеющий большую сторону, равную 62,5 мм; 8 - ромб, образованный линиями, проходящими через точки пересечения основного квадрата и основной окружности, углы ромба равны 90°, вершины углов определяют предельные размеры модульной сетки; 9 - правильный восьмиугольник, стороны которого образуют углы 30° к сторонам ромба
Черт. 13
2. При построении исходного чертежа графического знака все линии графического знака должны быть толщиной 2 мм, минимальное расстояние между двумя линиями должно быть не менее 3 мм, по возможности следует избегать сплошных участков и углов менее 30°.
3. Для графических знаков, состоящих из простых геометрических фигур, например квадрата, прямоугольника, окружности, исходный чертеж должен вписываться в соответствующие геометрические фигуры конфигуратора, в других графических знаках при построении исходного чертежа, по возможности, следует использовать эти геометрические фигуры или их элементы.
4. Линии фигур конфигуратора должны быть осями линий исходного чертежа графического знака или касаться их.
5. При построении исходного чертежа графического знака следует равномерно использовать площадь конфигуратора для того, чтобы создать зрительное впечатление об одинаковых размерах графических знаков (черт. 14).
Примеры построения исходных чертежей графических знаков на конфигураторе
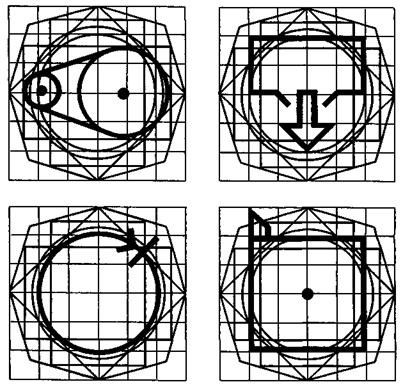
Черт. 14
6. Размер стороны основного квадрата а, равный 50 мм, является номинальным размером исходного чертежа графического знака.
7. Размер а следует использовать в качестве масштаба графического знака.
8. Размеры графических знаков на панелях пультов управления следует выполнять в одном масштабе, определяя его по наиболее сложному графическому знаку, например, масштаб наиболее сложного графического знака 0,2 · а или 10 мм, это значит, что исходные чертежи остальных графических знаков должны быть уменьшены в 5 раз.
ПРИЛОЖЕНИЕ 3
Справочное
ЭРГОНОМИЧЕСКАЯ ПРОВЕРКА ЭФФЕКТИВНОСТИ ЗАПОМИНАНИЯ И ОПОЗНАНИЯ ГРАФИЧЕСКИХ ЗНАКОВ
1. ЦЕЛЬ ПРОВЕРКИ
Цель проведения эргономической проверки - определение возможности применения графических знаков на основе анализа эффективности их запоминания и опознания.
2. КРИТЕРИИ ОЦЕНКИ ЗНАКОВ
2.1. Основным критерием оценки знаков является эффективность их запоминания, т.е. легкость опознания повторно воспринимаемого знака после его заучивания.
В качестве эталонных принимаются знаки, которые быстро и относительно безошибочно запоминаются и показывают минимальное время их опознания.
2.2. Знаки оценивают по количеству перепутываний одних знаков с другими, что возможно из-за близких по форме знаков, имеющих различные смысловые значения или близкие смысловые значения сообщений, передаваемых различными графическими знаками, а также при отсутствии ассоциативной семантической связи между графическим знаком и его смысловым значением.
3. АППАРАТУРА ДЛЯ ПРОВЕДЕНИЯ ПРОВЕРКИ
Для проверки используют диапроектор с выносным пультом управления. Графические знаки проектируются на экран. Расстояние от глаз проверяемого до экрана по линии взора - 100 см. Угол наблюдения - 0.
4. КОМПЛЕКТОВАНИЕ ГРУППЫ ИСПЫТУЕМЫХ
В проверке графических знаков участвует группа из 30 человек с нормальным зрением и обязательно имеющих опыт работы с графическими знаками, применяемыми на производственном оборудовании.
5. ПОРЯДОК ПРОВЕДЕНИЯ ЭРГОНОМИЧЕСКОЙ ПРОВЕРКИ
5.1. Проверка проводится индивидуально. Каждый испытуемый с помощью выносного пульта управления диапроектора проецирует на экран графические знаки и их смысловые значения и отключает его тогда, когда, по его мнению, он запомнил форму и значение графического знака. Так по очереди испытуемые знакомятся и запоминают 30 графических знаков с их смысловыми значениями (знаки - в правой стороне, смысловые значения - в левой). Время экспозиции фиксируется.
5.2. Проверка эффективности запоминания. После ознакомления со всеми графическими знаками проводят 2 проверки точности и скорости их опознания:
1-я проверка - сразу после опознавания;
2-я проверка - через 1 день.
Во время проверки испытуемым предъявляют по одному те же 30 заученных графических знаков, только в случайном порядке. Испытуемый должен вспомнить смысловое значение данного графического знака.
Как и во время заучивания, испытуемый самостоятельно проецирует их изображения на экран и отключает его, когда опознает графический знак. Время от начала экспозиции графического знака до конца фиксируется.
Так группами по 30 знаков испытуемым предъявляют все графические знаки.
6. ОБРАБОТКА РЕЗУЛЬТАТОВ ПРОВЕРКИ
6.1. Оценка полученных данных проводится по эффективности запоминания. Эффективность запоминания знаков (Э) определяется по формуле
Э = ТА · 100, (1)
где Т - относительная скорость запоминания графических знаков;
А - относительная точность ответов;
 (2)
(2)
где tmin - минимальное суммарное время экспозиции для всех испытуемых, необходимое для запоминания одного знака;
ti - суммарное время экспозиции, полученное при запоминании конкретного знака;
![]() (3)
(3)
где n - суммарное количество баллов, получаемое при запоминании отдельного знака всеми испытуемыми;
m - количество предъявлений отдельного знака.
6.2. Точность ответов оценивается в баллах: правильный ответ оценивается высшим баллом - 1, ответ, близкий по смыслу, - 0,5 балла, ответ неправильный (перепутанный с другим графическим знаком набора или присвоение графическому знаку несуществующего в данном наборе значения) или отказ - 0 баллов.
6.3. Подсчитывается процент правильных и неправильных ответов. Отказы и перепутывания знаков учитываются в числе неправильных ответов.
6.4. Результаты проверки группируются по эффективности запоминания и проценту правильных ответов (в порядке уменьшения).
Графические знаки, имеющие показатель эффективности запоминания (Э) более 50 %, считаются приемлемыми.
Графические знаки, имеющие показатель Э от 25 % до 50 % правильных ответов, рекомендуются к доработке.
От графических знаков, плохо запоминающихся и имеющих показатель Э от 0 % до 25 %, следует отказаться.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 07.06.89 № 1460
3. Стандарт полностью соответствует международному стандарту ИСО 3461-88
4. В стандарт введен международный стандарт ИСО 7000-84 в части использования следующих графических знаков:
0251, 0004, 0258, 0259, 0315, 0313, 0287, 0984, 0011, 0031, 0435 (табл. 1, знаки: 1.2; 1.4; 1.5; 1.6; 1.17; 1.18; 1.23; 1.27; 1.32; 1.40; 1.45);
0252, 0001, 0256, 0254, 0255, 0257, 0003, 0431, 0006, 0436, 0005, 0007, 0008, 0009, 0010, 0260, 0262, 0264 (табл. 2, знаки: 2.2; 2.4; 2.5; 2.6; 2.10; 2.11; 2.12; 2.14; 2.15; 2.17; 2.20; 2.21; 2.22; 2.23; 2.24; 2.27; 2.29; 2.32);
0301, 0302, 0303, 0289, 0288, 0294, 0295, 0296, 0297, 0307 (табл. 4, знаки: 4.6; 4.8; 4.9; 4.11; 4.12; 4.15; 4.23; 4.24; 4.25; 4.29);
0309, 0308, 0425, 0429, 0359, 0012, 0013, 0014, 0089 (табл. 5, знаки: 5.17; 5.18; 5.19; 5.20; 5.36; 5.44; 5.45; 5.46; 5.54;
0026, 0428, 0018, 0020, 0021, 0413, 0788, 0789, 0028, 0030, 0032, 0033 (табл. 6, знаки: 6.2; 6.4; 6.17; 6.35; 6.36; 6.63; 6.68; 6.69; 6.74; 6.76; 6.77; 6.78);
0385, 0386, 0371, 0372, 0373, 0424, 0395 (табл. 7, знаки 7.18; 7.19; 7.27; 7.29; 7.28; 7.52; 7.68)
5. В стандарт введен международный стандарт МЭК 417-80 в части использования следующих графических знаков: 5022, 5011, 5007, 5008, 5010, 5115, 5016, 5036, 5032, 5031, 5005, 5006 (табл. 1, знаки: 1.1; 1.11; 1.12; 1.13; 1.14; 1.33; 1.35; 1.47; 1.48; 1.49; 1.51; 1.52);
5027; 5023, 5024, 5026, 5025 (табл. 2, знаки: 2.7; 2.8; 2.9; 2.36; 2.37);
5004 (табл. 6, знак 6.9);
5003, 5012 (табл. 8, знаки 8.3; 8.8);
5013 (табл. 10, знак 10.1)
6. ВВЕДЕН ВПЕРВЫЕ
7. ПЕРЕИЗДАНИЕ. Март 2007 г.
СОДЕРЖАНИЕ