
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СТАНКИ
МЕТАЛЛОРЕЖУЩИЕ С ЧИСЛОВЫМ ПРОГРАММНЫМ
УПРАВЛЕНИЕМ
ОПРАВКИ
РЕГУЛИРУЕМЫЕ
ДЛЯ ДИСКОВЫХ ФРЕЗ
ОСНОВНЫЕ РАЗМЕРЫ И ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
ГОСТ 27304-87
(СТ СЭВ 5589-86)
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
Станки металлорежущие с числовым программным управлением ОПРАВКИ РЕГУЛИРУЕМЫЕ ДЛЯ ДИСКОВЫХ ФРЕЗ Основные размеры и технические требования Numerically controlled metal-cutting machine tools. Adjustable arbours for face-and-side milling cutters. Basic dimensions and technical requirements |
ГОСТ
(СТ СЭВ 5589-86) |
Дата введения 01.01.88
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на регулируемые оправки для дисковых фрез к державкам, применяемые на расточных, сверлильных и фрезерных станках с числовым программным управлением.
1. Основные размеры регулируемых оправок для дисковых фрез должны соответствовать указанным на чертеже и в таблице.
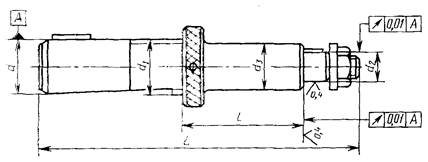
Примечание. Чертеж не определяет конструкцию.
мм
|
d1 |
d2 h6 |
d3, не более |
L, не более |
g |
||
|
не менее |
не более |
|||||
|
28 |
Tr 28´2 |
10 |
25 |
176 |
70 |
100 |
|
13 |
||||||
|
- |
16 |
40 |
||||
|
22 |
||||||
|
36 |
Tr 36´2 |
10 |
25 |
203 |
70 |
110 |
|
13 |
||||||
|
- |
16 |
40 |
||||
|
22 |
||||||
|
36 |
Tr 36´3 |
10 |
25 |
|||
|
13 |
||||||
|
- |
16 |
40 |
||||
|
22 |
||||||
|
48 |
Tr 48´2 |
10 |
25 |
256 |
80 |
145 |
|
13 |
||||||
|
16 |
40 |
|||||
|
22 |
||||||
|
- |
27 |
60 |
||||
|
32 |
64 |
|||||
|
48 |
Tr 48´3 |
10 |
25 |
|||
|
13 |
||||||
|
16 |
40 |
|||||
|
22 |
||||||
|
- |
27 |
60 |
||||
|
32 |
64 |
|||||
Пример условного обозначения оправки размерами d1 = Tr 28´2 и d2 = 10 мм:
Оправка Тr 28´2-10 ГОСТ 27304-87
2. Хвостовики цилиндрические - по ГОСТ 26540-85.
3. Крепление фрез на оправках - по ГОСТ 9472-83.
4. Твердость рабочих поверхностей должна быть не менее 54 HRCэ, твердость шайбы - 32 HRCэ.
5. Материал оправки и шайбы - сталь марки 18 ХГТ по ГОСТ 4543-71. Допускается применение сталей других марок с механическими свойствами не ниже указанной.
6. Гайка должна изготавливаться из улучшенной углеродистой стали.
7. Маркировать: обозначение оправки и товарный знак предприятия-изготовителя.
8. Полный установленный срок службы оправки должен быть не менее 1 г. Критерием предельного состояния оправки следует считать нарушение требований по показателям точности.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности
ИСПОЛНИТЕЛИ
А.А. Сирица, В.В. Андреев, А.З. Старосельский, Г.Н. Назина
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 27.04.87 № 1432
3. Срок первой проверки 1993 г. Периодичность проверки 5 лет.
4. Стандарт полностью соответствует СТ СЭВ 5589-86.
5. ВВЕДЕН ВПЕРВЫЕ
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Номер пункта |
|
|
ГОСТ 9472-83 |
|