
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СТАНКИ МЕТАЛЛОРЕЖУЩИЕ
С ЧИСЛОВЫМ ПРОГРАММНЫМ
УПРАВЛЕНИЕМ. ВТУЛКИ ПЕРЕХОДНЫЕ
РЕГУЛИРУЕМЫЕ С ВНУТРЕННИМ КОНУСОМ МОРЗЕ
И ЦИЛИНДРИЧЕСКИМ ХВОСТОВИКОМ
ОСНОВНЫЕ РАЗМЕРЫ И ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
ГОСТ 27053-86
(СТ СЭВ 5385-85)
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
МОСКВА
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
СТАНКИ МЕТАЛЛОРЕЖУЩИЕ С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ. ВТУЛКИ ПЕРЕХОДНЫЕ РЕГУЛИРУЕМЫЕ С ВНУТРЕННИМ КОНУСОМ МОРЗЕ И ЦИЛИНДРИЧЕСКИМ ХВОСТОВИКОМ Основные размеры и технические требования NC metal-cutting machine tools. Adjustable adapters with internal Morse taper and cylindrical shank. Main dimensions and technical requirements |
ГОСТ (СТ СЭВ 5385-85) |
Дата введения с 01.07.87
Несоблюдение стандарта преследуется по закону
1. Настоящий стандарт распространяется на переходные регулируемые втулки с внутренним конусом Морзе и цилиндрическим хвостовиком к державкам, применяемым на расточных, сверлильных и фрезерных станках с числовым программным управлением, и устанавливает их основные размеры и технические требования.
Стандарт содержит все требования СТ СЭВ 5385-85.
В стандарт дополнительно включены требования к втулкам с мелкой трапецеидальной резьбой (см. приложение о соответствии требований настоящего стандарта требованиям СТ СЭВ 5385-85).
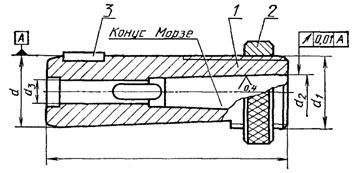
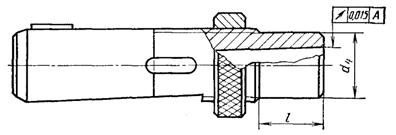
2. Регулируемые втулки следует изготовлять двух исполнений:
1 - короткие;
2 - длинные.
3. Основные размеры регулируемых втулок должны соответствовать указанным на чертеже и в таблице.
Исполнение 1
Исполнение 2
1 - корпус; 2 - гайка по ГОСТ 26540-85; 3 - шпонка по ГОСТ 23360-78
Размеры в мм
|
d |
Исполнение |
Обозначение конуса Морзе |
L |
d1 |
d2 |
d3 |
d4 |
l |
|
20 |
1 |
1 |
88 |
Tr 20´2 |
12,065 |
6,4 |
- |
- |
|
2 |
113 |
- |
17 |
25 |
||||
|
138 |
50 |
|||||||
|
163 |
75 |
|||||||
|
188 |
100 |
|||||||
|
28 |
1 |
1 |
95 |
Tr 28´2 |
12,065 |
7,0 |
- |
- |
|
2 |
17,780 |
11,5 |
||||||
|
2 |
1 |
120 |
12,065 |
- |
25 |
25 |
||
|
2 |
17,780 |
|||||||
|
1 |
145 |
12,065 |
500 |
|||||
|
2 |
17,780 |
|||||||
|
1 |
170 |
12,065 |
75 |
|||||
|
2 |
17,780 |
|||||||
|
1 |
195 |
12,065 |
100 |
|||||
|
2 |
17,780 |
|||||||
|
36 |
1 |
1 |
118 |
Tr 36´2 |
12,065 |
7,0 |
- |
- |
|
2 |
17,780 |
11,5 |
||||||
|
3 |
23,825 |
14,0 |
||||||
|
1 |
Tr 36´3 |
12,065 |
7,0 |
|||||
|
2 |
17,780 |
11,5 |
||||||
|
3 |
23,825 |
14,0 |
||||||
|
2 |
1 |
148 |
Tr 36´2 |
12,065 |
- |
33 |
30 |
|
|
2 |
17,780 |
|||||||
|
3 |
23,825 |
|||||||
|
1 |
178 |
12,065 |
60 |
|||||
|
2 |
17,780 |
|||||||
|
3 |
23,825 |
|||||||
|
1 |
208 |
12,065 |
90 |
|||||
|
2 |
17,780 |
|||||||
|
3 |
23,825 |
|||||||
|
1 |
238 |
12,065 |
120 |
|||||
|
2 |
17,780 |
|||||||
|
3 |
23,825 |
|||||||
|
1 |
148 |
Tr 36´3 |
12,065 |
- |
32 |
30 |
||
|
2 |
17,780 |
|||||||
|
3 |
23,825 |
|||||||
|
1 |
178 |
12,065 |
60 |
|||||
|
2 |
17,780 |
|||||||
|
3 |
23,825 |
|||||||
|
1 |
208 |
12,065 |
90 |
|||||
|
2 |
17,780 |
|||||||
|
3 |
23,825 |
|||||||
|
1 |
238 |
12,065 |
120 |
|||||
|
2 |
17,780 |
|||||||
|
3 |
23,825 |
|||||||
|
48 |
1 |
1 |
144 |
Tr 48´2 |
12,065 |
7,0 |
- |
- |
|
2 |
17,780 |
11,5 |
||||||
|
3 |
23,825 |
14,0 |
||||||
|
4 |
31,267 |
18,0 |
||||||
|
1 |
Tr 48´2 |
12,065 |
7,0 |
|||||
|
2 |
17,780 |
11,5 |
||||||
|
3 |
23,825 |
14,0 |
||||||
|
4 |
31,267 |
18,0 |
||||||
|
2 |
1 |
184 |
Tr 48´2 |
12,065 |
- |
45 |
40 |
|
|
2 |
17,780 |
|||||||
|
3 |
23,825 |
|||||||
|
4 |
31,267 |
|||||||
|
1 |
224 |
12,065 |
80 |
|||||
|
2 |
17,780 |
|||||||
|
3 |
23,825 |
|||||||
|
4 |
31,267 |
|||||||
|
1 |
264 |
12,065 |
120 |
|||||
|
2 |
17,780 |
|||||||
|
3 |
23,825 |
|||||||
|
4 |
31,267 |
|||||||
|
1 |
304 |
12,065 |
160 |
|||||
|
2 |
17,780 |
|||||||
|
3 |
23,825 |
|||||||
|
4 |
31,267 |
|||||||
|
1 |
184 |
Tr 48´3 |
12,065 |
- |
44 |
40 |
||
|
2 |
17,780 |
|||||||
|
3 |
23,825 |
|||||||
|
4 |
31,267 |
|||||||
|
1 |
224 |
12,065 |
80 |
|||||
|
2 |
17,780 |
|||||||
|
3 |
23,825 |
|||||||
|
4 |
31,267 |
|||||||
|
1 |
264 |
12,065 |
120 |
|||||
|
2 |
17,780 |
|||||||
|
3 |
23,825 |
|||||||
|
4 |
31,267 |
|||||||
|
1 |
304 |
12,065 |
160 |
|||||
|
2 |
17,780 |
|||||||
|
3 |
23,825 |
|||||||
|
4 |
31,267 |
Пример условного обозначения регулируемой втулки d = 20 мм, d1 = Тr 20´2, L = 88 мм внутренним конусом Морзе 1:
Втулка 20-Тr 20´2-88-1 ГОСТ 27053-86
4. Хвостовики цилиндрические - по ГОСТ 26540-85.
5. Конус Морзе - по ГОСТ 25557-82.
6. Материал - сталь марки 40Х по ГОСТ 4543-71. Допускается применять другие марки стали с механическими свойствами не ниже указанной.
7. Твердость рабочих поверхностей - не менее 55 HRCэ.
8. Допускается для поверхностей конусов Морзе 1 и 2 параметр шероховатости Ra 0,8 мкм по ГОСТ 2789-73.
9. Маркировка должна содержать обозначение и товарный знак предприятия-изготовителя.
ПРИЛОЖЕНИЕ
Обязательное
СООТВЕТСТВИЕ ТРЕБОВАНИЯ СТ СЭВ 5385-85 ТРЕБОВАНИЯМ ГОСТ 27053-86
|
ГОСТ 27053-86 |
СТ СЭВ 5385-85 |
||
|
Пункт |
Содержание требований |
Пункт |
Содержание требований |
|
Регламентируются втулки с резьбой: Tr 20´2; Tr 28´2; Tr 36´2; Tr 36´3; Tr 48´2; Tr 48´3 |
1.2 |
Регламентируются втулки с резьбой: Tr 20´2; Tr 28´2; Tr 36´2; Tr 48´2 |
|
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности
ИСПОЛНИТЕЛИ
А.З. Старосельский (руководитель темы), В.Д. Поляков, В.В. Андреев, Г.Н. Назина
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 28 октября 1986 г. № 3254
3. ВЗАМЕН ГОСТ 8255-75
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта, подпункта, перечисления, приложения |
|
П. 3 |
|
|
П. 5 |
|
|
П. 8 |
|
|
П. 6 |