
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СТАНКИ МЕТАЛЛОРЕЖУЩИЕ
МЕТОД КОМПЛЕКСНОЙ ПРОВЕРКИ ПАРАЛЛЕЛЬНОСТИ
И ПРЯМОЛИНЕЙНОСТИ ДВУХ ПЛОСКИХ ПОВЕРХНОСТЕЙ
ОБРАЗЦА-ИЗДЕЛИЯ
ГОСТ 26189-84
(СТ СЭВ 4146-83)
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
РАЗРАБОТАН Министерством станкостроительной и инструментальной промышленности
ИСПОЛНИТЕЛИ
В.С. Васильев, Н.Ф. Хлебалин, Л.А. Орман, Н.В. Соколова
ВНЕСЕН Министерством станкостроительной и инструментальной промышленности
Зам. министра Н.А. Паничев
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 11 мая 1984 г. № 1602
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
Метод комплексной проверки параллельности и прямолинейности двух плоских поверхностей образца-изделия Metal-cutting machine tools. Methods of complex checking two specimen flat surfaces for parallelism and straightness |
ГОСТ (CT СЭВ 4146-83) |
Постановлением Государственного комитета СССР по стандартам от 11 мая 1984 г. № 1602 срок введения установлен
с 01.01.85
Несоблюдение стандарта преследуется по закону
Стандарт полностью соответствует СТ СЭВ 4146-83.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Общие требования к методу проверки - по ГОСТ 8-82.
1.2. Проверку следует проводить с помощью прибора для измерения длин и поверочной плиты.
1.3. Общие требования к образцам-изделиям - по ГОСТ 25443-82.
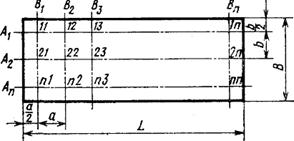
1.4. Количество и расположение проверяемых сечений устанавливаются в зависимости от формы и размеров образца-изделия в стандартах на нормы точности и технических условиях на конкретные типы станков. Если такие указания отсутствуют, то при проверке прямоугольных поверхностей измерения следует проводить в точках пересечения продольных и поперечных сечений, указанных на черт. 1 и в табл. 1, 2.
|
Расположение проверяемых поперечных сечений B1, В2, ... вn |
|
|
До 200 |
a = L/5, но не менее 40 мм |
|
Св. 200 до 630 |
a = L/5, но не менее 80 мм |
|
» 630 » 2000 |
a = L/10, но не менее 100 мм |
|
» 2000 |
a = L/10, но не менее 300 мм и не более 500 мм |
|
Расположение проверяемых продольных сечений А1, А2, ... Аn |
|
|
До 200 |
Среднее продольное сечение |
|
Св. 200 до 630 |
b = B/3 |
|
» 630 » 1250 |
b = B/4 |
|
» 1250 |
b = B/5 |
Если проверяемая прямоугольная поверхность образца-изделия разделена пазами «а ряд обработанных продольных полос, то проверяемые сечения должны быть расположены в середине продольных полос.
2. МЕТОД ПРОВЕРКИ
2.1. Проведение проверки
Средства проверки: прибор для измерения длин, поверочная плита, стойка для измерительного прибора, плоскопараллельные концевые меры длины (при необходимости).
Схема проверки указана на черт. 2.
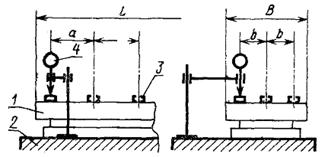
Образец-изделие 1 опорной поверхностью устанавливают нерабочую поверхность поверочной плиты 2. Размеры рабочей поверхности поверочной плиты должны превышать размеры опорной поверхности образца-изделия.
Если опорная поверхность образца-изделия имеет отклонение в сторону выпуклости, то между образцом-изделием и поверочной плитой следует устанавливать три плоскопараллельные концевые меры длины одинакового размера. Расположение плоскопараллельных концевых мер длины должно быть указано в стандартах на нормы точности и технических условиях на конкретные типы станков. Если такие указания отсутствуют, то расстояние от края опорной поверхности образца-изделия до концевой меры длины принимается приблизительно равным 0,1 L.
Для исключения из результатов измерения волнистости и шероховатости проверяемой поверхности образца-изделия на нее в точках измерения устанавливают плоскопараллельные концевые меры длины 3. Прибор для измерения длин 4, закрепленный в измерительной стойке, устанавливают на рабочую поверхность поверочной плиты так, чтобы его измерительный наконечник касался плоскопараллельной концевой меры длины и был перпендикулярен ей.
Измерения проводят последовательно в сечениях (точках) проверяемой поверхности, установленных в п. 1.4.
2.2. Оценка результатов проверки
Для каждого проверяемого сечения определяют разность между наибольшим и наименьшим показаниями измерительного прибора в точках измерения.
Суммарное отклонение от параллельности и прямолинейности поверхностей образца-изделия (см. справочное приложение 1) для каждого направления измерения равно наибольшей из разностей, полученных в сечениях соответствующего направления измерения.
Пример определения суммарного отклонения от параллельности и прямолинейности двух поверхностей образца-изделия приведен в справочном приложении 2.
ПРИЛОЖЕНИЕ 1
Справочное
ПОЯСНЕНИЕ ТЕРМИНА
Суммарное отклонение от параллельности и прямолинейности двух плоских поверхностей образца-изделия - наибольшая разность расстояний между точками измерения, лежащими на одной из проверяемых поверхностей, и прилегающей плоскостью, соприкасающейся с другой, проверяемой поверхностью образца-изделия, определяемая в заданных направлениях и сечениях измерений на заданной длине.
ПРИЛОЖЕНИЕ 2
Справочное
ПРИМЕР ОПРЕДЕЛЕНИЯ СУММАРНОГО ОТКЛОНЕНИЯ ОТ ПАРАЛЛЕЛЬНОСТИ И ПРЯМОЛИНЕЙНОСТИ ДВУХ ПОВЕРХНОСТЕЙ ОБРАЗЦА-ИЗДЕЛИЯ
Измерение проводилось в трех продольных сечениях (по 8 точек измерения в каждом) и восьми поперечных сечениях (по 3 точки измерения в каждом) образца-изделия с прямоугольной проверяемой поверхностью (L = 800 мм, B = 450 мм).
|
Точка измерения |
Показание измерительного прибора, мкм |
Разность наибольшего и наименьшего показаний измерительного прибора, мкм |
Сечение |
Точка измерения |
Показание измерительного прибора, мкм |
Разность наибольшего и наименьшего показаний измерительного прибора, мкм |
|
|
А1 |
11 12 13 14 15 16 17 18 |
20 20 21 22 25 25 26 26 |
6 |
В2 |
12 22 32 |
20 26 32 |
12 |
|
В3 |
13 23 33 |
21 26 35 |
14 |
||||
|
А2 |
21 22 23 24 25 26 27 28 |
25 26 26 38 30 32 33 32 |
8 |
В4 |
14 24 34 |
22 28 35 |
13 |
|
В5 |
15 25 35 |
25 30 36 |
11 |
||||
|
А3 |
31 32 33 34 35 36 37 38 |
30 32 35 35 36 37 36 34 |
7 |
В6 |
16 26 36 |
25 32 37 |
12 |
|
В7 |
17 27 37 |
26 33 36 |
10 |
||||
|
В1 |
11 21 31 |
20 25 30 |
10 |
В8 |
18 28 38 |
26 32 34 |
8 |
Суммарное отклонение от параллельности и прямолинейности:
в продольном направлении 8 мкм;
в поперечном направлении 14 мкм.
СОДЕРЖАНИЕ