
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СТАНКИ МЕТАЛЛОРЕЖУЩИЕ
МЕТОДЫ ПРОВЕРКИ ТОЧНОСТИ ОБРАЗЦА-ИЗДЕЛИЯ
ГОСТ 25889.1-83
СТ СЭВ 3716-82
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
РАЗРАБОТАНЫ Министерством станкостроительной и инструментальной промышленности
ИСПОЛНИТЕЛИ
В.С. Белов, Н.Ф. Хлебалин, Н.В. Соколова
ВНЕСЕНЫ Министерством станкостроительной и инструментальной промышленности
Зам. министра Н.А. Паничев
УТВЕРЖДЕНЫ И ВВЕДЕНЫ В ДЕЙСТВИЕ Постановлениями Государственного комитета СССР по стандартам от 28 июля 1983 г. № 3513-3515
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
Методы проверки круглости образца-изделия Metal cutting machine tools. Methods of checking specimens for circularity |
ГОСТ (СТ СЭВ 3716-82) |
Постановлением Государственного комитета СССР по стандартам от 28 июля 1983 г. № 3513 срок введения установлен
с 01.01.84
Несоблюдение стандарта преследуется по закону
Стандарт полностью соответствует требованиям СТ СЭВ 3716-82.
Отклонение от круглости - по ГОСТ 24642-81.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Общие требования к методам проверки - по ГОСТ 8-82.
3.2. Проверку следует проводить одним из следующих методов:
Метод 1. Проверка с помощью прибора для определения круглости, в котором круговое движение совершает измерительный наконечник прибора.
Метод 2. Проверка с помощью прибора для определения круглости, в котором круговое движение совершает рабочий орган прибора для установки образца-изделия.
1.3. До начала проверки следует совместить ось образца-изделия с осью поворота измерительного наконечника прибора (метод 1) или с осью поворота рабочего органа прибора для установки образца-изделия (метод 2) в соответствии с руководством по эксплуатации прибора.
1.4. При проведении измерений измерительный наконечник прибора должен постоянно касаться профиля образца-изделия в проверяемом сечении.
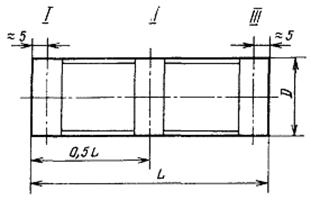
1.5. Количество и расположение проверяемых сечений должны устанавливаться в стандартах на нормы точности и в технических: условиях на конкретные типы станков. Если такие указания отсутствуют, то измерения следует проводить в сечениях, обозначенных на черт. 1. При этом количество сечений следует принимать по таблице. В случае проверки только по одному сечению последнее должно находиться на расстоянии, равном 0,5 L.
В случае проверки по двум сечениям измерения следует проводить в крайних сечениях I и III.
|
Диаметр образца-изделия D, мм |
Длина образца-изделия L, мм |
Количество проверяемых сечений |
|
От 5 до 10 |
L £ 2D |
1 |
|
2D < L £ 5 D |
2 |
|
|
L > 5D |
3 |
|
|
Св. 10 до 100 |
L £ 2D при L £ 50 |
1 |
|
L £ 2D при L > 50 |
2 |
|
|
2D < L £ 3D при L £ 100 |
2 |
|
|
2D < L £ 3D три L > 100 |
3 |
|
|
L > 3D при L £ 100 |
2 |
|
|
L > 3D при L > 100 |
3 |
|
|
Св. 100 |
L £ D |
1 |
|
L > D |
3 |
1.6. В протоколе измерений, если есть диаграмма отклонений от круглости, следует указывать:
модель применяемого измерительного прибора;
коэффициент увеличения;
числовую характеристику проверяемого фильтра.
1.7. При обработке результатов проверки круглости на электронно-вычислительной машине (ЭВМ) допускается использовать вместо прилегающей окружности среднюю окружность.
2. МЕТОДЫ ПРОВЕРКИ
2.1. Проведение проверок по методам 1 и 2
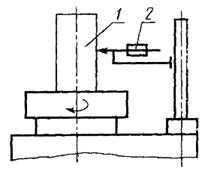
Схемы проверок указаны на черт. 2 (метод 1) и на черт. 3 (метод 2)
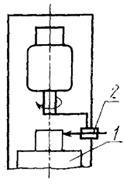
Черт. 2
Образец-изделие 1 и измерительный прибор 2 устанавливают в положение, необходимое для проведения измерения. Образец-изделие выверяют согласно п. 1.3.
Измерения проводят последовательно в сечениях, установленных п. 1.5.
При проведении проверки по методу 1 измерительный наконечник прибора поворачивается относительно образца-изделия на 360°, по методу 2 - образец-изделие поворачивается на 360°.
2.2. Оценка результатов проверки по методам 1 и 2
Отклонение от круглости определяют на основе вычерченных измерительным прибором диаграмм или на основе непосредственных показаний измерительного прибора.
Из диаграмм в каждом из проверяемых сечений определяют наибольшее расстояние по нормали между реальным профилем и прилегающей окружностью с учетом выбранного масштаба увеличения.
Отклонение от круглости образца-изделия равно наибольшему отклонению от круглости всех поверяемых сечений.
СОДЕРЖАНИЕ