ГОСТ 25714-83
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
КОНТРОЛЬ НЕРАЗРУШАЮЩИЙ
АКУСТИЧЕСКИЙ ЗВУКОВОЙ МЕТОД ОПРЕДЕЛЕНИЯ
ОТКРЫТОЙ ПОРИСТОСТИ, КАЖУЩЕЙСЯ ПЛОТНОСТИ,
ПЛОТНОСТИ И ПРЕДЕЛА ПРОЧНОСТИ ПРИ СЖАТИИ
ОГНЕУПОРНЫХ ИЗДЕЛИЙ
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
Акустический звуковой метод определения
открытой Non-destructive control. Acoustic sound
method of |
ГОСТ |
Издание (май 2007 г.) с Изменением № 1, утвержденным в октябре 1988 г. (ИУС 1-89).
Постановлением Государственного комитета СССР по стандартам от 13 апреля 1983 г. № 1757 дата введения установлена
Ограничение срока действия снято по протоколу № 7-95 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 11-95)
Настоящий стандарт устанавливает акустический звуковой метод определения открытой пористости, кажущейся плотности, плотности и предела прочности при сжатии огнеупорных изделий.
Сущность метода состоит в использовании статистической связи резонансных частот основного тона изгибных или продольных вынужденных механических колебаний огнеупорных изделий с их открытой пористостью, кажущейся плотностью, плотностью и пределом прочности при сжатии определяемых с помощью уравнений регрессии или номограмм, построенных на их основе.
Статистическая связь устанавливается для изделий одной марки, одного типоразмера и одинакового способа изготовления.
Стандарт не распространяется на бетонные, безобжиговые, мелкоштучные фасонные особо-сложной конфигурации (кроме сталеразливочных пробок, плит для шиберных затворов), рулонные, листовые, блочные массой свыше 50 кг, пропитанные, оплавленные, кассетированные огнеупорные изделия.
Термины, применяемые в стандарте, и их определения приведены в приложении.
1. АППАРАТУРА
Весы лабораторные общего назначения 4-го класса точности по ГОСТ 24104-88* или весы для статического взвешивания среднего класса точности по ГОСТ 29329-92.
* С 1 июля 2002 г. введен в действие ГОСТ 24104-2001 г.
Допускается использовать другие весы, обеспечивающие требуемую точность измерения.
Генератор низкочастотный измерительный, генерирующий немодулированные синусоидальные сигналы с нижней границей измеряемых частот не более 0,2 кГц и верхней границей не менее 20,0 кГц с выходным напряжением не менее 30 В.
Частотомер электронно-счетный с нижней границей измеряемых частот не более 0,01 кГц и верхней границей не менее 100,0 кГц.
Осциллограф электронно-лучевой с минимальным коэффициентом отклонения не более 2 мВ/см, имеющий вход на усилитель горизонтального отклонения или горизонтальные пластины (используется как индикатор).
Приемоизлучающие системы (черт. 1, 2) с излучающими и приемными преобразователями, способные возбуждать и регистрировать в контролируемых изделиях механические колебания с нижней границей измеряемых частот не более 0,2 кГц и верхней границей не менее 20,0 кГц.
Приемоизлучающая система для изделий нормальных размеров, фасонных простой и сложной конфигурации
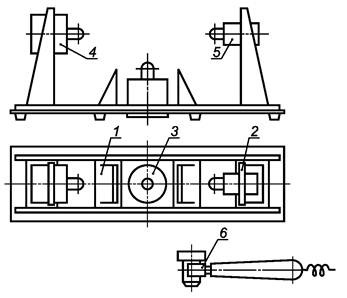
1 - раздвижные опоры; 2 - передвижные кронштейны; 3 - излучающий преобразователь для возбуждения в изделиях изгибных колебаний; 4 - излучающий преобразователь для возбуждения в изделиях продольных колебаний; 5 - приемный преобразователь продольных колебаний; 6 - переносный приемный преобразователь
Приемоизлучающая система для сталеразливочных пробок
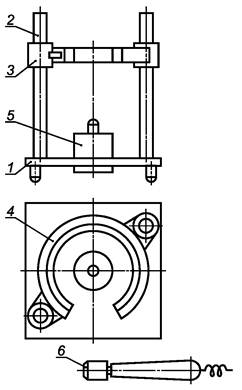
1 - основание; 2 - колонна; 3 - обойма; 4 - кольцевая опора; 5 - излучающий преобразователь; 6 - приемный преобразователь
Блок-схема соединения радиотехнических приборов для определения резонансной частоты изгибных или продольных колебаний изделия приведена на черт. 3.
Линейка металлическая по ГОСТ 427-75 или рулетка по ГОСТ 7502-98 с ценой деления шкалы 1 мм.
Блок-схема соединения радиотехнических приборов для определения резонансной частоты изгибных или продольных колебаний изделия
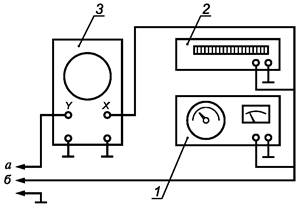
1 - низкочастотный измерительный генератор; 2 - электронно-счетный частотомер; 3 - электроннолучевой осциллограф; а - к приемному преобразователю; б - к излучающему преобразователю
Допускается использовать другие аттестованные приборы, предназначенные для определения резонансной частоты изделия методом вынужденных колебаний с параметрами, удовлетворяющими указанным выше требованиям.
(Измененная редакция, Изм. № 1).
2. ОТБОР ПРОБ
2.1. Для расчета уравнений регрессии и построения номограмм в процессе приемочного контроля, проводимого разрушающими методами, отбирается не менее 50 изделий, прием от каждой партии - не более пяти изделий.
2.2. Число изделий, отбираемых для контроля продукции, предусматривается нормативно-технической документацией на огнеупорные изделия.
3. ПОДГОТОВКА К ИСПЫТАНИЯМ
3.1. Определяют массу и резонансную частоту основного тона изгибных или продольных колебаний каждого изделия, отобранного по п. 2.1. Погрешность при определении массы - не более ±1 %, при определении резонансной частоты - не более ±0,5 %.
3.2. Определение резонансной частоты основного тона изгибных колебаний изделий.
3.1, 3.2. (Измененная редакция, Изм. № 1).
3.2.1. Раздвигают или снимают с приемоизлучающей системы преобразователи, предназначенные для возбуждения и регистрации в изделиях продольных колебаний.
3.2.2. Раздвигают опоры приемоизлучающей системы на расстояние, равное половине длины (наибольшего линейного размера) испытуемого изделия. Допускаемое отклонение при установке расстояния между опорами не должно превышать ±10 %.
(Измененная редакция, Изм. № 1).
3.2.3. Устанавливают изделие на опоры приемоизлучающей системы.
3.2.4. Подводят переносный приемный преобразователь к верхней плоскости изделия в точке, удаленной от торца на (10 ± 1) мм.
3.2.5. Перестраивают частоту генератора до появления на экране осциллографа фигуры Лиссажу в виде круга (эллипса), которая свидетельствует о совпадении частоты генератора с частотой собственных колебаний изделия.
3.2.4, 3.2.5. (Измененная редакция, Изм. № 1).
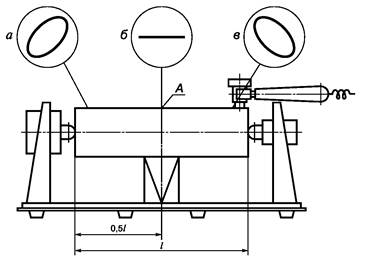
3.2.6. Переставляют приемный преобразователь вдоль верхней поверхности изделия по его длине, одновременно наблюдая на экране осциллографа за изменением амплитуды и фазы колебаний. На резонансной частоте основного тона изгибных колебаний амплитуда колебаний максимальна в центре и на концах изделия, а в узловых линиях имеет минимальное значение. При переносе датчика-приемника через узловые линии фаза колебаний должна меняться на 180° (черт. 4).
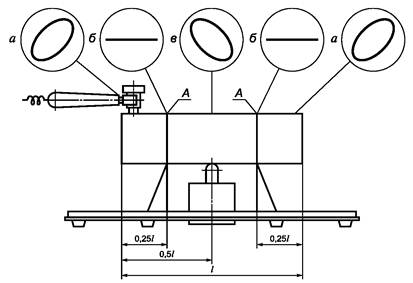
а, в - максимальные значения амплитуды колебаний изделия; б - минимальные значения амплитуды колебаний изделия; А - узловая линия
3.2.7. При отсутствии у найденной резонансной частоты изделия характерных признаков основного тона изгибных колебаний (п. 3.2.6) проводят повторно поиск резонансной частоты (п. 3.2.5) до нахождения основного тона.
3.3. Определение резонансной частоты основного тона продольных колебаний изделий.
(Измененная редакция, Изм. № 1).
3.3.1. Снимают с приемоизлучающей системы излучающий преобразователь, предназначенный для возбуждения в изделиях изгибных колебаний.
3.3.2. Устанавливают изделие на опоры приемоизлучающей системы, предварительно сдвинутые вплотную друг к другу своими основаниями (черт. 5).
а, в - максимальные значения амплитуды колебаний изделия; б - минимальные значения амплитуды колебаний изделия; А - узловая линия
3.3.3. Излучающий и приемный преобразователи, находящиеся на кронштейнах, вплотную придвигают к торцам изделия.
3.3.4. Определяют резонансную частоту изделия по п. 3.2.5.
3.3.5. Заменяют стационарный приемный преобразователь переносным приемным преобразователем (см. черт. 1).
(Измененная редакция, Изм. № 1).
3.3.6. Переставляют переносный преобразователь вдоль верхней поверхности изделия по его длине, одновременно наблюдая на экране осциллографа за изменением амплитуды и фазы колебаний. На резонансной частоте основного тона продольных колебаний амплитуда колебаний максимальна на концах изделия и минимальна в средней части. При переносе приемного преобразователя через узловую линию фаза колебаний должна меняться на 180° (черт. 5).
3.3.7. При отсутствии у найденной резонансной частоты изделия характерных признаков основного тона продольных колебаний (п. 3.3.6) проводят повторно поиск резонансной частоты (п. 3.2.5) до нахождения основного тона.
3.4. Определение резонансной частоты основного тона продольных колебаний сталеразливочных пробок.
3.4.1. Устанавливают пробку на опоры приемоизлучающей системы.
3.4.2. Подводят приемный преобразователь перпендикулярно к поверхности пробки как показано на черт. 6.
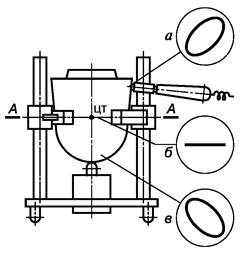
а, в - максимальные значения амплитуды колебаний пробки; б - минимальные значения амплитуды колебаний пробки; А - узловая линия; ЦТ - центр тяжести
3.4.3. Определяют резонансную частоту по п. 3.2.5.
3.4.4. Переставляют приемный преобразователь по высоте и окружности пробки, одновременно наблюдая на экране осциллографа за изменением амплитуды и фазы колебаний. На резонансной частоте основного тона амплитуда колебаний максимальна у сферической части пробки и у буртика и минимальна в ее средней части. При переносе приемного преобразователя через узловую линию фаза колебаний должна меняться на 180° и оставаться постоянной при перемещении преобразователя по окружности пробки (черт. 6).
3.4.5. При отсутствии у найденной резонансной частоты пробки характерных признаков основного тона продольных колебаний (п. 3.4.4) проводят повторно поиск резонансной частоты (п. 3.2.5) до нахождения основного тона.
3.5. Определяют диапазон изменений массы и резонансной частоты изделий, отобранных по п. 2.1, устанавливая их минимальное и максимальное значения.
3.6. На изделиях с измеренными значениями массы и резонансной частоты определяют открытую пористость и кажущуюся плотность по ГОСТ 2409-95, плотность по ГОСТ 2211-65, предел прочности при сжатии по ГОСТ 4071.1-94, ГОСТ 4071.2-94. Определения проводят не менее чем на двух образцах, изготовленных из противоположных концов изделий с измеренной резонансной частотой и массой. За окончательный результат принимают среднее значение двух определений.
3.7. Проводят расчеты линейных уравнений регрессии, построение номограммы и расчеты границ допустимых расхождений между результатами, полученными неразрушающим и разрушающим методами.
3.8. Проводят корректировку используемых регрессионных уравнений и номограмм путем сопоставления результатов разрушающего и неразрушающего методов определения для каждой десятой партии контролируемой продукции.
Правила расчета уравнений регрессии, границ допустимых расхождений, проведения их периодического контроля, корректировки и построения номограмм утверждаются в установленном порядке.
3.6 - 3.8. (Измененная редакция, Изм. № 1).
4. ПРОВЕДЕНИЕ ИСПЫТАНИЙ
4.1. Определяют массу и резонансную частоту (пп. 3.1 - 3.5) изделий, отобранных по п. 2.2.
4.2. По измеренным значениям массы и резонансной частоты с помощью уравнений регрессии или построенных на их основе номограмм определяют открытую пористость, кажущуюся плотность, плотность и предел прочности при сжатии. При значениях массы и частоты контролируемого изделия, выходящих за пределы соответствующих диапазонов их изменений (п. 3.5), определение показателей свойств этого изделия проводят разрушающими методами.
4.3. Результаты испытаний изделий заносят в протокол испытаний, указывая:
обозначение настоящего стандарта;
наименование, марку изделия и номер партии;
результаты испытания каждого изделия;
место и дату испытаний;
подпись исполнителя.
Форма записи результатов испытаний изделий приведена в приложении 2.
(Измененная редакция, Изм. № 1).
ПРИЛОЖЕНИЕ 1
Справочное
ТЕРМИНЫ, ПРИМЕНЯЕМЫЕ В СТАНДАРТЕ, И ИХ ОПРЕДЕЛЕНИЯ
|
Определение |
|
|
Акустический неразрушающий контроль |
|
|
Резонансный метод |
|
|
Границы допустимых значений |
Значения Х1 и Х2 определяемого параметра X, между которыми лежит заданная доля всех возможных результатов наблюдений значений параметра |
ПРИЛОЖЕНИЕ 1. (Измененная редакция, Изм. № 1).