МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
КАЛИБРЫ
ДЛЯ РЕЗЬБЫ ЭДИСОНА КРУГЛОЙ
Основные
размеры
Ganges
for Edisons round thread. Main dimensions
|
ГОСТ
25578-83
|
01.01.85
1. Настоящий
стандарт распространяется на калибры для контроля внутренней и наружной круглой
резьбы Эдисона по ГОСТ 6042.
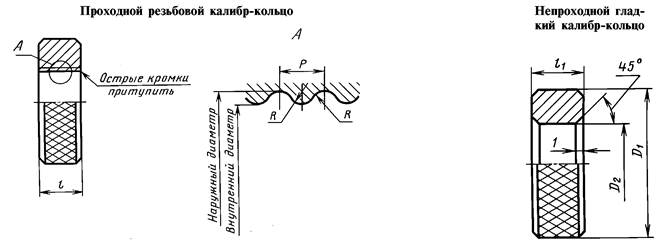
2. Основные
размеры калибров для внутренней резьбы должны соответствовать указанным на черт. 1 и в табл.
1.
Черт. 1
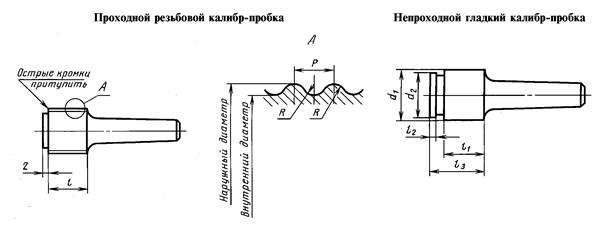
3. Основные
размеры калибров для наружной резьбы должны соответствовать указанным на черт 2 и в табл.
2.
Черт. 2
Таблица 2
Размеры в миллиметрах
|
Обозначение резьбы
|
Наружный диаметр +0,03
|
Внутренний диаметр +0,03
|
Предел износа
|
Р
|
R
|
lmin
|
D1 приближенно
|
D2 +0,01
|
l1min
|
|
наружного диаметра
|
внутреннего диаметра
|
|
Е
5
|
5,30
|
4,74
|
5,35
|
4,79
|
1,000
|
0,293
|
3,4
|
28
|
5,22
|
5,0
|
|
Е
10
|
9,50
|
8,48
|
9,55
|
8,53
|
1,814
|
0,531
|
5,5
|
33
|
9,35
|
7,5
|
|
Е
14
|
13,86
|
12,26
|
13,91
|
12,31
|
2,822
|
0,822
|
7,5
|
38
|
13,69
|
10,5
|
|
Е
16
|
15,94
|
14,44
|
15,99
|
14,49
|
2,500
|
0,708
|
40
|
15,74
|
9,5
|
|
Е
18
|
18,47
|
16,77
|
18,52
|
16,82
|
3,000
|
0,875
|
42
|
18,24
|
11,0
|
|
Е
21
|
20,92
|
19,42
|
20,98
|
19,48
|
2,000
|
0,480
|
11,0
|
45
|
20,69
|
8,0
|
|
Е
27
|
26,42
|
24,23
|
26,48
|
24,29
|
3,629
|
1,025
|
11,5
|
50
|
26,04
|
13,0
|
|
Е
33
|
33,02
|
30,42
|
33,09
|
30,49
|
4,233
|
1,187
|
56
|
32,64
|
15,0
|
|
Е
40
|
39,47
|
35,87
|
39,54
|
35,94
|
6,350
|
1,850
|
20,0
|
63
|
39,04
|
21,0
|
|
Примечания:
1. Допуск шага резьбы составляет 0,01 мм. Это
значение относится к любому числу витков на длине l1.
Действительное отклонение может быть со знаком минус
или плюс.
2. Основные размеры калибров для
проверки резьбы цоколей в источниках света - по ГОСТ
28108.
|
Пример условного обозначения проходного калибра-пробки
для резьбы Е 27:
Проходной
калибр-пробка Е 27 ГОСТ 25578-83
То же,
непроходного калибра-кольца для резьбы Е 14:
Непроходной
калибр-кольцо Е 14 ГОСТ 25578-83
4. Калибры
должны быть изготовлены из материала, обеспечивающего постоянную форму и стабильность
размеров.
При
изготовлении калибров из цементируемой стали слой цементации должен быть не
менее 0,5 мм.
Для уменьшения
износа измерительных поверхностей допускается хромирование или оснащение их
твердым сплавом.
5. Твердость
измерительных поверхностей калибров должна быть не менее 58 HRC.
6.
Шероховатость измерительных поверхностей калибров Ra не
должна превышать величины 0,32 мкм.
7. На каждом
приборе должны быть указаны:
1) обозначение
резьбы;
2) обозначение
назначения калибра;
3) товарный знак
предприятия-изготовителя.
8. Проходной
калибр должен свободно ввинчиваться - навинчиваться на всю длину резьбы.
Непроходной
калибр под влиянием собственной массы не должен проходить через резьбу более
чем на один виток.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. УТВЕРЖДЕН И ВВЕДЕН В
ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от
05.01.83 № 8
2. ВЗАМЕН ГОСТ 6042-71
в части разд. 2 и 3
3. Стандарт полностью
соответствует СТ СЭВ 3152-81
4. ССЫЛОЧНЫЕ
НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
5. ПЕРЕИЗДАНИЕ