МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
КАЛИБРЫ-СКОБЫ ГЛАДКИЕ РЕГУЛИРУЕМЫЕ Технические условия Adjustable plain snap gauges. Specifications |
ГОСТ |
Дата введения 01.01.85
Настоящий стандарт распространяется на гладкие двупредельные калибры-скобы с односторонней регулировкой, предназначенные для контроля валов диаметром до 340 мм с допусками по ЕСДП и системе ОСТ.
(Измененная редакция, Изм. № 1).
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
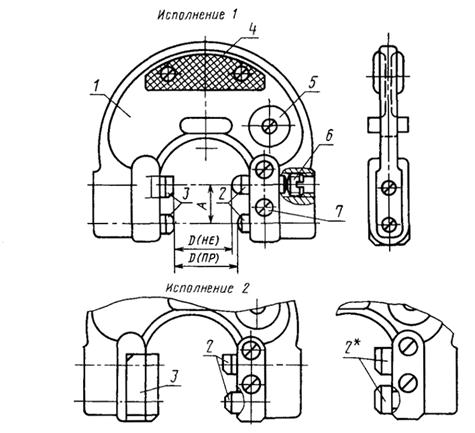
1.1. Калибры-скобы должны изготовляться двух исполнений.
1 - с двумя подвижными вставками со сферической рабочей поверхностью и двумя неподвижными пятками с плоской рабочей поверхностью (чертеж);
2 - с двумя подвижными вставками и одной неподвижной губкой с плоскими рабочими поверхностями (чертеж).
1.2. Основные параметры и размеры калибров-скоб должны соответствовать указанным на чертеже и в табл. 1.
__________
* Вставки с головкой изготовляют по требованию потребителя калибров-скоб.
1 - корпус, 2 - подвижная
вставка, 3 - неподвижная пятка (для исполнения 2 - губка),
4 - теплоизоляционная накладка, 5 - маркировочная шайба, 6
- регулировочный винт, 7 - узел зажима вставки
Таблица 1
Размеры, мм
|
Применяемость |
Диапазон контролируемых размеров |
Номер корпуса калибров-скоб |
Контролируемое изделие |
Межосевое расстояние А |
Посадочный диаметр вставок d, не менее |
||
|
Квалитет |
Класс точности |
||||||
|
8118-0001* 8118-0002* |
До 5 Св. 5 до 10 |
1 |
9-16 |
3-9 |
16 |
8 |
|
|
8118-0003 8118-0004 |
Св. 10 до 15 » 15 » 20 |
2 |
|||||
|
8118-0005 8118-0006 |
Св. 20 до 28 » 28 » 35 |
3 |
|||||
|
8118-0007 8118-0008 |
Св. 35 до 43 » 43 » 50 |
4 |
20 |
||||
|
8118-0009 8118-0010 |
Св. 50 до 58 » 58 » 65 |
5 |
|||||
|
8118-0011 8118-0012 |
Св. 65 до 73 » 73 » 80 |
6 |
|||||
|
8118-0013 8118-0014 |
Св. 80 до 90 » 90 » 100 |
7 |
10 |
||||
|
8118-0015 8118-0016 |
Св. 100 до 110 » 110 » 120 |
8 |
9-15 |
3-8 |
25 |
10 |
|
|
8118-0017 8118-0018 |
Св. 120 до 130 » 130 » 140 |
9 |
|||||
|
8118-0019 8118-0020 |
Св. 140 до 150 » 150 » 160 |
10 |
|||||
|
8118-0021 8118-0022 |
Св. 160 до 170 » 170 » 180 |
11 |
|||||
|
8118-0023 8118-0024 |
Св. 180 до 190 » 190 » 200 |
12 |
9-14 |
3-7 |
30 |
||
|
8118-0025 8118-0026 |
Св. 200 до 210 » 210 » 220 |
13 |
|||||
|
8118-0027 8118-0028 |
Св. 220 до 235 » 235 » 250 |
14 |
10-14 |
3а-7 |
12 |
||
|
8118-0029 8118-0030 |
Св. 250 до 265 » 265 » 280 |
15 |
|||||
|
8118-0031 8118-0032 |
Св. 280 до 295 » 295 » 310 |
16 |
|||||
|
8118-0033 8118-0034 |
Св. 310 до 325 » 325 » 340 |
17 |
|||||
__________
* Калибры-скобы 8118-0001 и 8118-0002 изготовляются только исполнения 1.
Пример условного обозначения калибра-скобы с диапазоном контролируемых размеров от 120 до 130 мм, исполнения 1:
Калибр-скоба 8118-0017-1 ГОСТ 2216-84
То же, исполнения 2:
Калибр-скоба 8118-0017-2 ГОСТ 2216-84
1.1, 1.2. (Измененная редакция, Изм. № 1).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Калибры-скобы должны изготовляться в соответствии с требованиями Настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. Конструкция калибров-скоб должна обеспечивать возможность установки на любой размер заданного диапазона с перекрытием нижнего предела на 1 мм.
2.3. Корпус калибра-скобы должен обеспечивать возможность его использования для двух диапазонов контролируемых размеров в соответствии с табл. 1.
2.4. Корпуса калибров-скоб должны изготовляться из чугуна или стали, иметь антикоррозионное покрытие, а также теплоизоляционные накладки.
2.5. Корпуса калибров-скоб для размеров более 100 мм должны иметь облегчающие отверстия.
2.6. Корпус калибра-скобы должен быть подвергнут старению, кроме корпусов, изготовляемых из чугуна марки КЧ 30-6 по ГОСТ 1215 или из стали марки 45Л по ГОСТ 977.
2.7. Конструкция калибра-скобы должна обеспечивать продольное перемещение вставок без их вращения при установке на размер.
2.8. Узлы зажима вставок должны надежно закреплять вставки и предохранять их от смещений.
2.9. Конструкция калибра-скобы должна обеспечивать возможность опломбирования регулировочного винта.
2.10. Сопряжение
«отверстие корпуса - вставка» должно быть выполнено для калибров-скоб,
исполнения 1, с посадкой ![]() для калибров-скоб исполнения 2 - с
посадкой
для калибров-скоб исполнения 2 - с
посадкой ![]() .
.
2.11. Рабочие поверхности вставок, пяток и губок должны быть изготовлены из твердого сплава марок ВК8, ВК6 или ВК6М, ВК8В по ГОСТ 3882.
По требованию потребителя допускается изготовление вставок, пяток и губок из стали марок У8А, У10А или У12А по ГОСТ 1435-74.
2.12. Твердость стальных рабочих поверхностей должна быть в пределах 59... 65 HRCэ.
2.10; 2.11. (Измененная редакция, Изм. № 1).
2.13. На рабочих поверхностях, на поверхностях заходных и выходных фасок, а также на остальных поверхностях калибров-скоб не должно быть дефектов, ухудшающих внешний вид или влияющих на эксплуатационные качества калибров-скоб.
2.14. Предельные отклонения рабочих поверхностей калибра-скобы исполнения 2 от параллельности при установке в диапазоне измерений калибра-скобы должны быть не более величин, указанных в табл. 2.
Таблица 2
|
Диапазоны контролируемых размеров, мм |
0 - 10 |
10 - 20 |
20 - 35 |
35 - 50 |
50 - 80 |
80 - 120 |
120 - 180 |
180 - 250 |
250 - 340 |
|
Предельные отклонения, мкм |
4 |
5 |
6 |
7 |
8 |
9 |
11 |
13 |
15 |
2.15. Неуказанные
предельные отклонения размеров - Н14, h14, ![]() .
.
Допускается
назначать неуказанные симметричные предельные отклонения по квалитету ![]() .
.
2.14; 2.15. (Измененная редакция, Изм. № 1).
2.16. Параметр шероховатости Ra по ГОСТ 2789 рабочих поверхностей вставок должен быть не более 0,080 мкм для размеров до 100 мм и не более 0,16 мкм - для размеров более 100 мм.
2.17. Плоские рабочие поверхности должны иметь заходные и выходные фаски у проходной и непроходной сторон. Острые кромки должны быть притуплены.
2.18. По требованию потребителя калибры-скобы могут изготовляться установленными на определенный размер.
2.19. Исполнительные размеры калибров-скоб определяются по ГОСТ 21401 или ГОСТ 24853 при контроле изделий с допусками по ЕСДП и по ОСТ 1205, ОСТ 1219, ОСТ 1220, ОСТ НКМ 1221, в зависимости от классов точности, при контроле изделий с допусками по системе ОСТ.
2.20. Каждый калибр-скоба должен быть снабжен маркировочной алюминиевой шайбой, предназначенной для маркировки на ней размеров калибра-скобы.
3. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
3.1. На каждом калибре-скобе должно быть нанесено:
диапазон контролируемых размеров;
обозначение и исполнение калибра-скобы;
обозначение настоящего стандарта;
товарный знак предприятия-изготовителя.
На калибрах-скобах, которым в установленном порядке был присвоен Знак качества, или в сопроводительной документации к ним должно быть нанесено изображение государственного Знака качества.
3.2. Перед упаковкой калибры-скобы должны пройти консервацию по ГОСТ 9.014. Срок действия консервации - 2 года.
3.1; 3.2. (Измененная редакция, Изм. № 1).
3.3. Калибры-скобы должны быть завернуты в парафинированную бумагу по ГОСТ 9569 и уложены в коробки, изготовленные по рабочим чертежам, утвержденным в установленном порядке.
3.4. На каждой коробке должна быть этикетка или штамп с указанием:
наименования изделия;
обозначения и исполнения калибров-скоб;
количества изделий в коробке;
даты выпуска;
товарного знака предприятия-изготовителя;
обозначения настоящего стандарта.
(Измененная редакция, Изм. № 1).
3.5. Каждая партия калибров-скоб должна сопровождаться документом, удостоверяющим их соответствие требованиям настоящего стандарта.
3.6. Для транспортирования коробки с калибрами-скобами должны быть упакованы в деревянные ящики по ГОСТ 2991, выложенные внутри водонепроницаемым материалом.
3.7. Калибры-скобы в упаковке по п. 3.6 транспортируют всеми видами транспорта в крытых транспортных средствах либо в контейнерах в соответствии с правилами, действующими на транспорте конкретных видов.
Ящики с калибрами-скобами должны быть установлены так, чтобы исключить возможность их перемещения при транспортировании.
(Измененная редакция, Изм. № 1).
3.8. Упакованные калибры-скобы должны храниться в вентилируемом помещении при температуре от 10 до 35 °С. В воздухе не должно быть присутствия паров кислот и щелочей. Относительная влажность воздуха - не более 80 %.
4. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
4.1. Изготовитель гарантирует соответствие калибров-скоб требованиям настоящего стандарта при соблюдении условий хранения и транспортирования, установленных в настоящем стандарте.
4.2. Гарантийный срок хранения - 12 мес с момента изготовления.
4.1; 4.2. (Измененная редакция, Изм. № 1).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 26.03.84 № 980
3. ВЗАМЕН ГОСТ 2216-68
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
ОСТ НКМ 1221 |
5. Ограничение срока действия снято по протоколу № 4-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 4-94)
6. ИЗДАНИЕ с Изменением № 1, утвержденным в сентябре 1988 г. (ИУС 12-88)